Anda mungkin juga menyukai
- Buku Keris - Unggul Sudrajat PDFDokumen146 halamanBuku Keris - Unggul Sudrajat PDFadwi1990100% (5)
- Makalah Analisa Tentang Ulir Dan PorosDokumen12 halamanMakalah Analisa Tentang Ulir Dan PorosZhe Gunawan Tea0% (1)
- ELEMEN MESIN RizkyDokumen75 halamanELEMEN MESIN RizkyMajid Mukti0% (1)
- 3) Perhitungan Tegangan Dan Kekuatan PDFDokumen64 halaman3) Perhitungan Tegangan Dan Kekuatan PDFadwi1990Belum ada peringkat
- RODA GIGI PAJERO SPORT KDokumen64 halamanRODA GIGI PAJERO SPORT KSPIDERMAN BAIK100% (1)
- 6) Analisis Jig and FixtureDokumen5 halaman6) Analisis Jig and Fixtureadwi1990Belum ada peringkat
- Kinematika Dinamika MesinDokumen11 halamanKinematika Dinamika MesinRenitaBelum ada peringkat
- 5) Perancangan Jig & FixtureDokumen24 halaman5) Perancangan Jig & Fixtureadwi1990100% (1)
- 1) Introduction To Jig & FixtureDokumen38 halaman1) Introduction To Jig & Fixtureadwi1990Belum ada peringkat
- 4) Assembly Jig & FixtureDokumen36 halaman4) Assembly Jig & Fixtureadwi1990Belum ada peringkat
- Poros Dan Pasak .Dokumen33 halamanPoros Dan Pasak .Indra Brc100% (1)
- Bantalan GelindingDokumen14 halamanBantalan GelindingRizal MBelum ada peringkat
- RemDokumen11 halamanRemNurul FitrianiBelum ada peringkat
- Rumus Analisa Perhitungan Pegas TekanDokumen12 halamanRumus Analisa Perhitungan Pegas TekanIndraSubagyoBelum ada peringkat
- Rumus2 Roda GigiDokumen11 halamanRumus2 Roda Gigiaudra utariBelum ada peringkat
- Elemen MesinDokumen33 halamanElemen MesinApri AshariBelum ada peringkat
- Roda Gigi CacingDokumen17 halamanRoda Gigi CacingDanil AdityaBelum ada peringkat
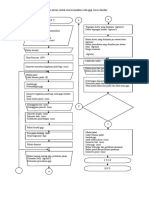
- Flow Chart Roda Gigi Lurus StandarDokumen1 halamanFlow Chart Roda Gigi Lurus StandarImam BaliqinBelum ada peringkat
- PasakDokumen9 halamanPasakMesin 1ic04Belum ada peringkat
- Klasifikasi Roda GigiDokumen31 halamanKlasifikasi Roda Gigirf aepBelum ada peringkat
- PasakDokumen13 halamanPasakHidayat Muhammad NurBelum ada peringkat
- TM 8 Sabuk GilirDokumen3 halamanTM 8 Sabuk GilirBibie HesriBelum ada peringkat
- Contoh Soal MKM 1Dokumen6 halamanContoh Soal MKM 1Tobias SiagianBelum ada peringkat
- BAB 3 Paku Keling OKDokumen35 halamanBAB 3 Paku Keling OKYudiHartonoBelum ada peringkat
- Teori Tegangan GeserDokumen10 halamanTeori Tegangan GeserFahrizal Ahmad Zidan100% (1)
- Roda Gigi MiringDokumen8 halamanRoda Gigi MiringAdiIndraBelum ada peringkat
- Perhitungan Roda Gigi LurusDokumen8 halamanPerhitungan Roda Gigi LurusFauzie AkbarBelum ada peringkat
- Belt Chain Elemen Mesin 2 DhimasDokumen104 halamanBelt Chain Elemen Mesin 2 Dhimasekaharlina94100% (1)
- Bab VII (Pasak Dan Poros)Dokumen23 halamanBab VII (Pasak Dan Poros)Rosa FirdausBelum ada peringkat
- Bab Vi Kopling TetapDokumen46 halamanBab Vi Kopling TetapRizkyBelum ada peringkat
- Soal UAS Elemen Mesin 1, 2010Dokumen1 halamanSoal UAS Elemen Mesin 1, 2010Putri wahyuni einsteinBelum ada peringkat
- Analisa Tegangan Dan ReganganDokumen14 halamanAnalisa Tegangan Dan ReganganWandef Bassist RoserBelum ada peringkat
- Pengaruh Stroke Up Pada Sepeda Motor GL ProDokumen17 halamanPengaruh Stroke Up Pada Sepeda Motor GL ProAnom Sujoko SujokoBelum ada peringkat
- Elemen Mesin Coupling & ClutchDokumen66 halamanElemen Mesin Coupling & ClutchLuthfi50% (2)
- Terjemahan Materi Elemen Mesin 2Dokumen220 halamanTerjemahan Materi Elemen Mesin 2Sugiono 99Belum ada peringkat
- Ulir GerakDokumen52 halamanUlir GerakArdian SatriaBelum ada peringkat
- Perhitungan PorosDokumen10 halamanPerhitungan PorosNanang CaYang NoviBelum ada peringkat
- Materi Elemen Mesin Pertemuan 8Dokumen14 halamanMateri Elemen Mesin Pertemuan 8Kholil NurBelum ada peringkat
- Pengertian Transmisi SabukDokumen1 halamanPengertian Transmisi SabukDwi SantosaBelum ada peringkat
- Bab Vii - BantalanDokumen12 halamanBab Vii - Bantalanhari tubagusBelum ada peringkat
- Fahmi Afriansa Perancangan Kopling Flens TetapDokumen36 halamanFahmi Afriansa Perancangan Kopling Flens TetapFahmi Afriansa100% (1)
- Part-5 (Pasak)Dokumen4 halamanPart-5 (Pasak)tyobluesi0% (1)
- Rantai RolDokumen28 halamanRantai RolWarsono Broto Kusumo100% (1)
- Tugas Elmes I PegasDokumen26 halamanTugas Elmes I PegasDiyan PoerwokoBelum ada peringkat
- Kopling TetapDokumen7 halamanKopling TetapAskarizBelum ada peringkat
- Bejana Tekan Dinding TebalDokumen26 halamanBejana Tekan Dinding TebalKhalif AjiBelum ada peringkat
- Perencanaan Elemen MesinDokumen10 halamanPerencanaan Elemen MesinriocristovanBelum ada peringkat
- Laporan KINDINDokumen43 halamanLaporan KINDINimamBelum ada peringkat
- Roda Gigi KerucutDokumen8 halamanRoda Gigi KerucutShinichi Chandra100% (1)
- Sambungan PorosDokumen13 halamanSambungan PorosDita KresawulandariBelum ada peringkat
- Makalah Elemen Mesin IiDokumen14 halamanMakalah Elemen Mesin IiAwaludin100% (1)
- Tugas Elemen Mesin IDokumen6 halamanTugas Elemen Mesin Imunir pratamaBelum ada peringkat
- Broaching Dan ProsesDokumen4 halamanBroaching Dan ProsesLapakMasHarBelum ada peringkat
- Elemen Mesin Bab 2 PDFDokumen21 halamanElemen Mesin Bab 2 PDFAlex Achmad RisdianBelum ada peringkat
- Contoh Tugas Perencanaan Mesin Gearbox DDokumen64 halamanContoh Tugas Perencanaan Mesin Gearbox DRizki AminBelum ada peringkat
- BAB I Elemes1 (Beban Tegangan)Dokumen11 halamanBAB I Elemes1 (Beban Tegangan)RizallBelum ada peringkat
- Kopling Honda Supra X 125 Helm inDokumen59 halamanKopling Honda Supra X 125 Helm inMuhammad Arif RusmanBelum ada peringkat
- Fenomena Dan Pengukuran Dasar MesinDokumen20 halamanFenomena Dan Pengukuran Dasar MesinAgung PrayogaBelum ada peringkat
- Rumus Perhitungan PorosDokumen9 halamanRumus Perhitungan PorosMuhammad Jefri PradanaBelum ada peringkat
- TUGAS PERENCANAAN ELEMEN MESIN II - Kopling GesekDokumen42 halamanTUGAS PERENCANAAN ELEMEN MESIN II - Kopling GesekcandraBelum ada peringkat
- Beban Dan TeganganDokumen17 halamanBeban Dan Teganganceraken100% (3)
- BAB I (Beban Dan Tegangan 2)Dokumen6 halamanBAB I (Beban Dan Tegangan 2)drajadBelum ada peringkat
- Mekanika Teknik: Tegangan Dan Regangan Jurusan Teknik Pertambangan-ItatsDokumen32 halamanMekanika Teknik: Tegangan Dan Regangan Jurusan Teknik Pertambangan-ItatsFilda NandaBelum ada peringkat
- 02 - Tegangan Dan Regangan PDFDokumen35 halaman02 - Tegangan Dan Regangan PDFWahdani Naufal HafizBelum ada peringkat
- Analisis Tegangan (Ir. Sahrul., ST., M.T., IPP)Dokumen58 halamanAnalisis Tegangan (Ir. Sahrul., ST., M.T., IPP)SAEF MAULANA DZIKRIBelum ada peringkat
- Prasasti Condrogeni PDFDokumen132 halamanPrasasti Condrogeni PDFadwi1990Belum ada peringkat
- 7) Modular WorkholdingDokumen23 halaman7) Modular Workholdingadwi1990Belum ada peringkat
- 2) Gambar TeknikDokumen64 halaman2) Gambar Teknikadwi1990Belum ada peringkat