Anda mungkin juga menyukai
- Contoh Laporan PKL Di Dinas Lingkungan Hidup Kota KediriDokumen55 halamanContoh Laporan PKL Di Dinas Lingkungan Hidup Kota KediriDesy DeQuiet100% (5)
- P1 - UAS DSBB - Kelompok 6Dokumen26 halamanP1 - UAS DSBB - Kelompok 6claraBelum ada peringkat
- Laporan Magang PT Ultra Prima AbadiDokumen77 halamanLaporan Magang PT Ultra Prima AbadiFarahnaz MustikaBelum ada peringkat
- Perilaku Konsumen Fix - Compressed PDFDokumen23 halamanPerilaku Konsumen Fix - Compressed PDFadwaya prabuBelum ada peringkat
- Laporan Praktikum HortikulturaDokumen53 halamanLaporan Praktikum HortikulturaBhisma Aulia RahmanBelum ada peringkat
- Buku Ajar Pengelolaan Air PDFDokumen74 halamanBuku Ajar Pengelolaan Air PDFMa'arij HarfadliBelum ada peringkat
- Lampiran MBKM Magang-2023Dokumen8 halamanLampiran MBKM Magang-2023SEKINBelum ada peringkat
- Laporan KKN Marjiman FiksDokumen28 halamanLaporan KKN Marjiman FiksSabarudin kkBelum ada peringkat
- Laporan PolijeDokumen34 halamanLaporan PolijeAina AjaBelum ada peringkat
- Laporan Inspeksi Tahu Bakso MiwitiDokumen13 halamanLaporan Inspeksi Tahu Bakso MiwitiDinda Nadhifah Aprillia100% (1)
- PKM BrocafDokumen19 halamanPKM Brocafiswanda dewantoBelum ada peringkat
- PKL KpbsDokumen62 halamanPKL KpbsMedina MaulidyaBelum ada peringkat
- Laporan Magang Bab 3Dokumen13 halamanLaporan Magang Bab 3Elief Biant PratamaBelum ada peringkat
- Proposal Bakso Jamur KupingDokumen18 halamanProposal Bakso Jamur KupingYulisterBelum ada peringkat
- Laporan Ekologi Pencemar (KLMPK 7)Dokumen20 halamanLaporan Ekologi Pencemar (KLMPK 7)Sasa ZhasaBelum ada peringkat
- Laporan PKL Upt Patph Yahya EdiitDokumen84 halamanLaporan PKL Upt Patph Yahya EdiitR Arshy Ibnu AlwahidiBelum ada peringkat
- CDokumen96 halamanCcut citra dinul islamBelum ada peringkat
- Analisis Saluran Distribusi Buah Durian Di PT Hortimart Agro Center Kabupaten SemarangDokumen61 halamanAnalisis Saluran Distribusi Buah Durian Di PT Hortimart Agro Center Kabupaten SemarangMahaDinar Hariyanto PratamaBelum ada peringkat
- Laporan Magang MandiriDokumen24 halamanLaporan Magang Mandiridevi_dini50% (2)
- (Artikel) Keberadaan Pelabuhan Perikanan Pantai Terhadap Perekonomian Nelayan Pesisir PaitonDokumen11 halaman(Artikel) Keberadaan Pelabuhan Perikanan Pantai Terhadap Perekonomian Nelayan Pesisir PaitonROIS MUSLEM100% (1)
- Laporan MagangDokumen78 halamanLaporan MagangRizkarozanofa NurjannahBelum ada peringkat
- Laporan Sementara PKL (UNRAM)Dokumen99 halamanLaporan Sementara PKL (UNRAM)Liliz Neneng KaryantiBelum ada peringkat
- BAB I Pendahuluan WindaDokumen19 halamanBAB I Pendahuluan WindaZimzim FauziahBelum ada peringkat
- Laporan PKL Di Pabrik TahuDokumen13 halamanLaporan PKL Di Pabrik TahuAgus JawBelum ada peringkat
- Manajemen Produksi - Kelompok Keripik Mangga - EDokumen91 halamanManajemen Produksi - Kelompok Keripik Mangga - Ezahra auliaBelum ada peringkat
- Proposal PKM PutraDokumen9 halamanProposal PKM PutraNiken LiendraBelum ada peringkat
- 14.I1.0180 Ezra Hani SDokumen46 halaman14.I1.0180 Ezra Hani SNyerrieBelum ada peringkat
- PT Yakult Indonesia Persada - Laily Ainur RDokumen14 halamanPT Yakult Indonesia Persada - Laily Ainur RSalwa SaesabillahBelum ada peringkat
- Limbah Industri Pengolahan DagingDokumen10 halamanLimbah Industri Pengolahan DagingDwie Anjani SaiBelum ada peringkat
- INDOFOOD Kel 3Dokumen19 halamanINDOFOOD Kel 3Cynthia Lumban GaolBelum ada peringkat
- Makalah Analisis Swot Industri"Air Mineral"Dokumen16 halamanMakalah Analisis Swot Industri"Air Mineral"afrizal bakri hasibuanBelum ada peringkat
- PKMK Semarsellow-2Dokumen21 halamanPKMK Semarsellow-2Afifah Deeami SetiawanBelum ada peringkat
- Pengolahan Limbah Pabrik SosroDokumen6 halamanPengolahan Limbah Pabrik Sosrovernando pratamaBelum ada peringkat
- Kel 3 - Makalah Limbah Industri TapiokaDokumen17 halamanKel 3 - Makalah Limbah Industri TapiokaHafiza RahmiBelum ada peringkat
- Alur Produksi AMDKDokumen35 halamanAlur Produksi AMDKGusti RahayuBelum ada peringkat
- Laporan MagangDokumen27 halamanLaporan MagangmeylinBelum ada peringkat
- MAKALAH Systematic Layout Planning (SLP)Dokumen28 halamanMAKALAH Systematic Layout Planning (SLP)meida putriBelum ada peringkat
- Kecamatan Kupang Tengah Dalam Angka 2019 PDFDokumen97 halamanKecamatan Kupang Tengah Dalam Angka 2019 PDFriaskatupuBelum ada peringkat
- Kelompok 3 - Pengembangan Desa Wisata TengananDokumen12 halamanKelompok 3 - Pengembangan Desa Wisata TengananVictoria ElhanisiBelum ada peringkat
- Tugas ProberDokumen20 halamanTugas ProberriosiregarBelum ada peringkat
- Fix Laporan Hasil PraktikumDokumen45 halamanFix Laporan Hasil PraktikumSANTI DWI LESTARI 1100% (1)
- 1 Unja SkripsiDokumen36 halaman1 Unja SkripsiThiya100% (1)
- Laporan Pendahuluan WiyungDokumen105 halamanLaporan Pendahuluan WiyungBellatrix Indah PratiwiBelum ada peringkat
- B.231.19.0141 - Tugas 1Dokumen7 halamanB.231.19.0141 - Tugas 1Ilham LafiaBelum ada peringkat
- Fungsi PemasaranDokumen16 halamanFungsi PemasaranyualiaBelum ada peringkat
- 1 Biotoksikologi Kontrak PerkuliahanDokumen36 halaman1 Biotoksikologi Kontrak Perkuliahanheni setianahBelum ada peringkat
- Contoh Proposal PKL TPG - SabilbilbilDokumen14 halamanContoh Proposal PKL TPG - SabilbilbilNovia NursabililahBelum ada peringkat
- Daftar Rencana Program Kerja PodcastDokumen1 halamanDaftar Rencana Program Kerja PodcastAlfi LafitBelum ada peringkat
- Manajemen Resiko Dalam AgribisnisDokumen14 halamanManajemen Resiko Dalam Agribisnisanon_408278530Belum ada peringkat
- Peramalan Produksi Dan Kebutuhan Kacang Tanah Di Provinsi Nusa Tenggara BaratDokumen152 halamanPeramalan Produksi Dan Kebutuhan Kacang Tanah Di Provinsi Nusa Tenggara BaratAulia firdausBelum ada peringkat
- Tugas-1 SKBDokumen6 halamanTugas-1 SKBHapi UlBelum ada peringkat
- Laporan Praktek KerjaDokumen68 halamanLaporan Praktek KerjanwangafinaBelum ada peringkat
- Karya Tulis Ilmiah SatopDokumen16 halamanKarya Tulis Ilmiah SatopPenina TariganBelum ada peringkat
- Vian AjiDokumen41 halamanVian Ajiirwan wijayantoBelum ada peringkat
- Masterplan Lahan Basah MajalengkaDokumen75 halamanMasterplan Lahan Basah MajalengkawahyuBelum ada peringkat
- Dampak Positif Dan Negatif Pabrik Tekstil Bagi MasyarakatDokumen15 halamanDampak Positif Dan Negatif Pabrik Tekstil Bagi MasyarakatHambaallah 1999Belum ada peringkat
- Analisis Pencemaran LingkunganDokumen18 halamanAnalisis Pencemaran LingkunganAnisa SamwipiBelum ada peringkat
- 5.landasan Hukum Dan Prinsip Dasar Audit LingkunganDokumen9 halaman5.landasan Hukum Dan Prinsip Dasar Audit LingkunganNanaCT 13Belum ada peringkat
- Laporan Magang PMMBDokumen38 halamanLaporan Magang PMMBsion michael siagianBelum ada peringkat
- Porposal Stik SingkongDokumen29 halamanPorposal Stik SingkongOna D'costaBelum ada peringkat
- Topeng BapangDokumen15 halamanTopeng BapangAnonymous HL8fHKqs67% (3)
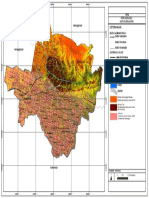
- Peta Geologi SurakartaDokumen1 halamanPeta Geologi SurakartaAnonymous HL8fHKqs100% (1)
- Bab IiDokumen19 halamanBab IiAnonymous HL8fHKqsBelum ada peringkat
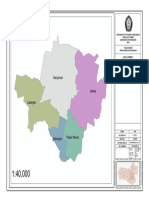
- Peta Administrasi Kecamatan BanjarsariDokumen1 halamanPeta Administrasi Kecamatan BanjarsariAnonymous HL8fHKqsBelum ada peringkat
- Peta Administrasi Kota Surakarta PDFDokumen1 halamanPeta Administrasi Kota Surakarta PDFAnonymous HL8fHKqsBelum ada peringkat
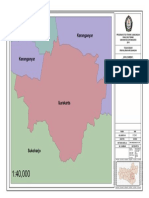
- Peta Administrasi Kota SurakartaDokumen1 halamanPeta Administrasi Kota SurakartaAnonymous HL8fHKqsBelum ada peringkat
- Bab IiiDokumen10 halamanBab IiiAnonymous HL8fHKqsBelum ada peringkat