Anda mungkin juga menyukai
- Diagram Alir Pengolahan Teh KaliguaDokumen4 halamanDiagram Alir Pengolahan Teh KaliguaAbdulBelum ada peringkat
- Binder 1Dokumen51 halamanBinder 1Whincill PrayogiieBelum ada peringkat
- Produk Plastik dan SNIDokumen2 halamanProduk Plastik dan SNIkromatBelum ada peringkat
- Studi Kelayakan BisnisDokumen20 halamanStudi Kelayakan BisnisResky Andita SyamsualamBelum ada peringkat
- Laporan PKL Selada Kerang PT MomentaDokumen28 halamanLaporan PKL Selada Kerang PT MomentaApriyadi Agil FirmansyahBelum ada peringkat
- Lot Coding dan Pelacakan Lot untuk Bisnis KecilDokumen1 halamanLot Coding dan Pelacakan Lot untuk Bisnis KecilDaniel PryandanaBelum ada peringkat
- Sterilisasi ComersialDokumen10 halamanSterilisasi ComersialAbethnego SusenoBelum ada peringkat
- SCM Coca ColaDokumen8 halamanSCM Coca ColaRayon KandanganBelum ada peringkat
- SSOPDokumen38 halamanSSOPRian SopianBelum ada peringkat
- Choco Rosella Cookies Pemanfaatan Bubuk Bunga Rosella Sebagai Soft Cookies Untuk RemajaDokumen10 halamanChoco Rosella Cookies Pemanfaatan Bubuk Bunga Rosella Sebagai Soft Cookies Untuk RemajaRusenda PuspareniBelum ada peringkat
- SOP QC LABDokumen9 halamanSOP QC LABYanuar ArifiawanBelum ada peringkat
- Check Sheet Kualitas Roti ManisDokumen2 halamanCheck Sheet Kualitas Roti ManisHamidah Itha'atur Rif'ahBelum ada peringkat
- Panduan Laporan KKPDokumen28 halamanPanduan Laporan KKPcapriany elikaBelum ada peringkat
- Tugas 1a Manual CPPOBDokumen8 halamanTugas 1a Manual CPPOBLeni WulandariBelum ada peringkat
- SJH MANUALDokumen23 halamanSJH MANUALN nurhalisaah290% (1)
- 4.-JURNAL-teh Hitam PDFDokumen9 halaman4.-JURNAL-teh Hitam PDFaccankBelum ada peringkat
- Ikan Teri PT MPIDokumen63 halamanIkan Teri PT MPInormalaBelum ada peringkat
- IsooDokumen51 halamanIsooIndah AstrianiBelum ada peringkat
- CV Sakana Indo PrimaDokumen6 halamanCV Sakana Indo Primaanon_841076618Belum ada peringkat
- 3.mengenal CPPOB Bagi UMK Pangan Olahan RevDokumen50 halaman3.mengenal CPPOB Bagi UMK Pangan Olahan RevSub Koordinator PUMM100% (1)
- HACCP Plan Produksi Ikan Sarden Dalam KalengDokumen45 halamanHACCP Plan Produksi Ikan Sarden Dalam KalengkrismanBelum ada peringkat
- Laporan Operation Scheduling Sistem ProduksiDokumen13 halamanLaporan Operation Scheduling Sistem ProduksiAdi NagaraBelum ada peringkat
- Buku Ajar Teknologi AnDokumen164 halamanBuku Ajar Teknologi AnSteven Gould100% (1)
- Analisis Layout Dan Line Balancing Fasil PDFDokumen9 halamanAnalisis Layout Dan Line Balancing Fasil PDFAziz PoenyaBelum ada peringkat
- Sukma Firda P. Proposal KPADokumen45 halamanSukma Firda P. Proposal KPAsukmafirdaBelum ada peringkat
- Pentingnya Pengawasan Mutu Pada Industri Pemotongan Ayam Di RPA PTDokumen13 halamanPentingnya Pengawasan Mutu Pada Industri Pemotongan Ayam Di RPA PTbaso faisalBelum ada peringkat
- SOP Ekspor TunaDokumen25 halamanSOP Ekspor TunaPutri LestariBelum ada peringkat
- 3.2.5 CCP at Flow Diagram CV. BLN (Cephalopoda - Squid & Cuttlefish)Dokumen1 halaman3.2.5 CCP at Flow Diagram CV. BLN (Cephalopoda - Squid & Cuttlefish)hananda aditiaBelum ada peringkat
- ADELIA RAMMA - Djarum Beasiswa Plus PDFDokumen4 halamanADELIA RAMMA - Djarum Beasiswa Plus PDFJozzuaBelum ada peringkat
- RKJM-HACCPDokumen22 halamanRKJM-HACCPAyu RochmiyahBelum ada peringkat
- 1 Sanitasi Dan Hygiene PengantarDokumen36 halaman1 Sanitasi Dan Hygiene PengantarniswatinBelum ada peringkat
- Penentuan Critical Control Point CCP Pad PDFDokumen98 halamanPenentuan Critical Control Point CCP Pad PDFAudry YuniarBelum ada peringkat
- GMP DAN HACCPDokumen29 halamanGMP DAN HACCPZaldafsaf KempongBelum ada peringkat
- Proses Produksi SurimiDokumen6 halamanProses Produksi SurimiMamahe Fakhrie-failaBelum ada peringkat
- Nur Aisya Indiani 165100101111038 LaporanPKL ITPDokumen70 halamanNur Aisya Indiani 165100101111038 LaporanPKL ITPrezaBelum ada peringkat
- Gabungan Minus Sampul DepanDokumen29 halamanGabungan Minus Sampul DepandiditBelum ada peringkat
- Rancangan Pabrik Nugget AyamDokumen5 halamanRancangan Pabrik Nugget AyamLeo HutriBelum ada peringkat
- Makalah UkmDokumen23 halamanMakalah UkmFajar Ardiansyah100% (2)
- Nilai Asistensi Statistika Bisnis 1 UasDokumen62 halamanNilai Asistensi Statistika Bisnis 1 UasFebiola TirasantiBelum ada peringkat
- Sistem Traceability Komoditas Perikanan untuk EksporDokumen20 halamanSistem Traceability Komoditas Perikanan untuk EksporNisa GaluhBelum ada peringkat
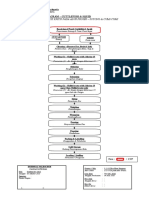
- Diagram Alir Susu BubukDokumen1 halamanDiagram Alir Susu BubuklolaBelum ada peringkat
- Regulasi Pangan Olahan Beku (Frozen FoodDokumen43 halamanRegulasi Pangan Olahan Beku (Frozen FoodInfokom bengkuluBelum ada peringkat
- Perencanaan Tata Letak PabrikDokumen38 halamanPerencanaan Tata Letak PabrikirdnmgBelum ada peringkat
- CamtofuDokumen9 halamanCamtofuIzzadin Nur MuhammadBelum ada peringkat
- STUDI PENGALENAN CLAW MEATDokumen66 halamanSTUDI PENGALENAN CLAW MEATahadina dewi maghfirohBelum ada peringkat
- RANCANGAN PENGEMBANGAN AGROINDUSTRIDokumen9 halamanRANCANGAN PENGEMBANGAN AGROINDUSTRIFachriBelum ada peringkat
- Makalah Karet Kelompok 5Dokumen17 halamanMakalah Karet Kelompok 5DelvitasariLubisBelum ada peringkat
- LAPORAN PKL MINGGU PERTAMA DI PT SOEJASCH BALIDokumen5 halamanLAPORAN PKL MINGGU PERTAMA DI PT SOEJASCH BALIKADEK UKI RIAWANBelum ada peringkat
- Penerapan HACCP Pada Produksi Daging Di RPHDokumen58 halamanPenerapan HACCP Pada Produksi Daging Di RPHHanifaBelum ada peringkat
- Revisi Tugas Besar PT. KIat ANanda Cold Storage Pertemuan 12 PDFDokumen34 halamanRevisi Tugas Besar PT. KIat ANanda Cold Storage Pertemuan 12 PDFHarun ZakariaBelum ada peringkat
- Pkl2 PHL Tia Yuliani LaporanDokumen36 halamanPkl2 PHL Tia Yuliani LaporanRifky Putra sukandi100% (1)
- Laporan PKL YuasafoodDokumen105 halamanLaporan PKL YuasafoodFristy Anung Anindita100% (4)
- Kelompok 6 - PPT TraceabilityDokumen22 halamanKelompok 6 - PPT TraceabilityAsep Byakuya 'ecco' HatakeBelum ada peringkat
- Kel. 4 Peralatan Dan Material HandlingDokumen16 halamanKel. 4 Peralatan Dan Material HandlingErna SubastianBelum ada peringkat
- Bab 4Dokumen18 halamanBab 4NOVALDO ALFARISI TINDBelum ada peringkat
- CSR-TEAMDokumen2 halamanCSR-TEAMYahya SuhaimiBelum ada peringkat
- OPTIMASI CPPOBDokumen18 halamanOPTIMASI CPPOBPermata Adinda Putri100% (1)
- Pemotongan Unggas Berdasarkan SNI 99002 - 2016Dokumen24 halamanPemotongan Unggas Berdasarkan SNI 99002 - 2016nurul hardiyantiBelum ada peringkat
- Ujian KL FayzaDokumen19 halamanUjian KL FayzaFayza AllyaBelum ada peringkat
- Contoh Penyusunan Manual HACCPDokumen25 halamanContoh Penyusunan Manual HACCPAlfin PutraBelum ada peringkat
- REVIU LAPORAN PERUBAHAN EKUITASDokumen2 halamanREVIU LAPORAN PERUBAHAN EKUITASputri rizkyBelum ada peringkat
- Form 8 Prosedur Reviu LODokumen1 halamanForm 8 Prosedur Reviu LOputri rizkyBelum ada peringkat
- Bahan Ajar Biologi GenetikaDokumen0 halamanBahan Ajar Biologi GenetikaRey AfkaBelum ada peringkat
- Modul ReadingDokumen22 halamanModul Readingputri rizkyBelum ada peringkat
- 6-.7. Rentabilitas, Likw, Solv, BEPDokumen9 halaman6-.7. Rentabilitas, Likw, Solv, BEPputri rizkyBelum ada peringkat
- UAS Bioteknologi Budidaya PerikananDokumen1 halamanUAS Bioteknologi Budidaya Perikananputri rizky100% (1)
- MANAJEMEN USAHA PERIKANANDokumen47 halamanMANAJEMEN USAHA PERIKANANputri rizky100% (1)
- Form Soal UasDokumen1 halamanForm Soal Uasputri rizkyBelum ada peringkat
- Diaktat BioteknologiDokumen121 halamanDiaktat BioteknologiAris SunandarBelum ada peringkat
- Penyusunan Peralatan PabrikDokumen6 halamanPenyusunan Peralatan Pabrikputri rizkyBelum ada peringkat
- Absensi BioteknologiDokumen2 halamanAbsensi Bioteknologiputri rizkyBelum ada peringkat
- BIOTEKNOLOGI PERIKANANDokumen18 halamanBIOTEKNOLOGI PERIKANANputri rizkyBelum ada peringkat
- Ana Tinjauan PustakaDokumen16 halamanAna Tinjauan Pustakaputri rizkyBelum ada peringkat
- GENETIKA IKANDokumen5 halamanGENETIKA IKANindri sriwinahyuBelum ada peringkat
- 4 - Fungsi & Tipe OrganisasiDokumen18 halaman4 - Fungsi & Tipe Organisasiputri rizkyBelum ada peringkat
- Ekonomi Mikro-Pp4-RetryDokumen17 halamanEkonomi Mikro-Pp4-Retryputri rizkyBelum ada peringkat
- 1 Manajemen-SDM PDFDokumen4 halaman1 Manajemen-SDM PDFwahyuBelum ada peringkat
- Rangkuman Materi 6Dokumen16 halamanRangkuman Materi 6Annisa Bias CahyanuraniBelum ada peringkat
- Pengertian Dan Ruang LingkupDokumen8 halamanPengertian Dan Ruang LingkupOngky ChubieBelum ada peringkat
- Presentation1 1Dokumen1 halamanPresentation1 1putri rizkyBelum ada peringkat
- ESDA-2 (Isu Sda)Dokumen7 halamanESDA-2 (Isu Sda)putri rizkyBelum ada peringkat
- DaftarSumberDokumen7 halamanDaftarSumberputri rizkyBelum ada peringkat
- Artikel 11Dokumen93 halamanArtikel 11Agung PrakosoBelum ada peringkat
- Rangkuman Materi 6Dokumen16 halamanRangkuman Materi 6Annisa Bias CahyanuraniBelum ada peringkat
- PROPOSAL PKL PatinDokumen27 halamanPROPOSAL PKL PatinMuhammad100% (1)
- PROPOSAL PKL PatinDokumen27 halamanPROPOSAL PKL PatinMuhammad100% (1)
- 18 Kepmen KP 2015 PDFDokumen10 halaman18 Kepmen KP 2015 PDFputri rizkyBelum ada peringkat
- Biotek 5 KIMIA Dan FISIK DNADokumen9 halamanBiotek 5 KIMIA Dan FISIK DNAputri rizkyBelum ada peringkat
- Ana Tinjauan PustakaDokumen16 halamanAna Tinjauan Pustakaputri rizkyBelum ada peringkat
- Cover PKLDokumen2 halamanCover PKLputri rizkyBelum ada peringkat