Anda mungkin juga menyukai
- 5S 5R Kaizen Konsep PelatihanDokumen53 halaman5S 5R Kaizen Konsep PelatihanSenyum SehatBelum ada peringkat
- TPM-Evaluasi Pelaksanaan AMDokumen37 halamanTPM-Evaluasi Pelaksanaan AMAinur Bamol NamsembilanBelum ada peringkat
- Training 5 SDokumen58 halamanTraining 5 SHRD Carimax Technology IndonesiaBelum ada peringkat
- Housekeeping 5R SystemDokumen55 halamanHousekeeping 5R SystemJeff Rizki Deddi100% (1)
- Buku Saku 5SDokumen23 halamanBuku Saku 5SrachmadBelum ada peringkat
- Budaya KerjaDokumen62 halamanBudaya KerjaTeguh Utama Apt100% (1)
- 5 R ProgramDokumen25 halaman5 R ProgramKIKYBelum ada peringkat
- 5R AllDokumen60 halaman5R AllGiri Karyanto100% (1)
- Pelatihan Housekeeping 5R-5SDokumen47 halamanPelatihan Housekeeping 5R-5SGuruh SaputraBelum ada peringkat
- The POWER of 5R ProgramDokumen24 halamanThe POWER of 5R ProgramSahad BayuBelum ada peringkat
- Road To KaizenDokumen33 halamanRoad To Kaizenretno wahyuBelum ada peringkat
- 5s-Kaizen Dan InovasiDokumen39 halaman5s-Kaizen Dan InovasiEwal DinBelum ada peringkat
- Teori Six Sigma Dan KaizenDokumen4 halamanTeori Six Sigma Dan KaizendiniaBelum ada peringkat
- 5-S ..Dokumen30 halaman5-S ..Martinus LukasBelum ada peringkat
- Gemba Kaizen Metode IeDokumen14 halamanGemba Kaizen Metode IeMuhammad SyawalBelum ada peringkat
- Monozukuri 5RDokumen20 halamanMonozukuri 5RDerani100% (1)
- BUKU PEDOMAN 5S - IndosdmDokumen23 halamanBUKU PEDOMAN 5S - IndosdmAndreas Sastrowardojo100% (2)
- Materi Introduction To Lean Operation 202104Dokumen40 halamanMateri Introduction To Lean Operation 202104Doni Imantika100% (1)
- Mater Training 5R Untuk MitraDokumen82 halamanMater Training 5R Untuk Mitramarwasofa91100% (2)
- Dokumen - Pelatihan 5S 5RDokumen41 halamanDokumen - Pelatihan 5S 5Rmarwasofa91Belum ada peringkat
- Petunjuk Kerja Pelaksanaan 5RDokumen5 halamanPetunjuk Kerja Pelaksanaan 5Rmuh rizalBelum ada peringkat
- Form Inspeksi GedungDokumen2 halamanForm Inspeksi GedungHSE SABSBelum ada peringkat
- Ss Center LockDokumen32 halamanSs Center Locks1h clasroom 2020Belum ada peringkat
- Draft Checksheet Audit Lomba 5r Terbaru 2019Dokumen20 halamanDraft Checksheet Audit Lomba 5r Terbaru 2019Dian Rahma PutraBelum ada peringkat
- Work InstructionDokumen7 halamanWork InstructionajiBelum ada peringkat
- Modul 6: GembaDokumen28 halamanModul 6: Gembaturunaoto baeneBelum ada peringkat
- 5R Training For OperatorDokumen36 halaman5R Training For OperatorIrwandi Parassa100% (2)
- 5RDokumen31 halaman5Rayu prima kartikaBelum ada peringkat
- Training Autonomous MaintenanceDokumen12 halamanTraining Autonomous Maintenancesoni_abdullahBelum ada peringkat
- 5R Sis - R3Dokumen55 halaman5R Sis - R3ricky pradanaBelum ada peringkat
- Suplemen 5RDokumen62 halamanSuplemen 5RArif JuniarBelum ada peringkat
- Materi 5R - RevisiDokumen26 halamanMateri 5R - RevisiHadi Hendrariyanto100% (1)
- 5R CakmoesDokumen81 halaman5R CakmoesHerry PrakosoBelum ada peringkat
- 5S TunyunDokumen330 halaman5S TunyunAdecompliance100% (1)
- HRD - Buku Saku 5RDokumen4 halamanHRD - Buku Saku 5RwijayantoJrBelum ada peringkat
- Training 5RDokumen25 halamanTraining 5Rsugiana i madeBelum ada peringkat
- TPM Basic (5R & AM)Dokumen61 halamanTPM Basic (5R & AM)aang anantaBelum ada peringkat
- Modul Tot Ga 2017Dokumen44 halamanModul Tot Ga 2017Bambang PermanaBelum ada peringkat
- Continuous Improvement (Pengembangan Secara Terus-Menerus)Dokumen1 halamanContinuous Improvement (Pengembangan Secara Terus-Menerus)Rizal MerahBelum ada peringkat
- Materi Implementasi 5RDokumen19 halamanMateri Implementasi 5Rperawat mekarsari100% (1)
- V.1 100922 Penyusunan & Implementasi 5RDokumen91 halamanV.1 100922 Penyusunan & Implementasi 5RsifaBelum ada peringkat
- 5R For Teachers in Dinas PendidikanDokumen148 halaman5R For Teachers in Dinas PendidikanSamsu Alam100% (1)
- Gemba 22221Dokumen11 halamanGemba 22221Imam MansyurBelum ada peringkat
- 5RDokumen53 halaman5Rfinance.luzihouseBelum ada peringkat
- 5R KaizenDokumen22 halaman5R KaizenPom PetroBelum ada peringkat
- Tahap 5S Atau 5R Dan Kaitannya Dengan K3Dokumen16 halamanTahap 5S Atau 5R Dan Kaitannya Dengan K3AriBelum ada peringkat
- Public Area Attendant 2018Dokumen65 halamanPublic Area Attendant 2018VIS DOWNLOADBelum ada peringkat
- Kecelakaan Kerja Dan APDDokumen70 halamanKecelakaan Kerja Dan APDVino Harzady100% (2)
- Autonomous MaintenanceDokumen15 halamanAutonomous MaintenanceMohamad Arip Samator TNSI staf engineerBelum ada peringkat
- 15 Pedoman HousekeepingDokumen45 halaman15 Pedoman HousekeepingBachtiarBelum ada peringkat
- Training 5S @officeDokumen31 halamanTraining 5S @officeDany FajriBelum ada peringkat
- Form Evaluasi Penerapan 5SDokumen6 halamanForm Evaluasi Penerapan 5SM Zakky Arief RahmanBelum ada peringkat
- Prosedur Keadaan Darurat KY New DikonversiDokumen26 halamanProsedur Keadaan Darurat KY New DikonversiJonathanBelum ada peringkat
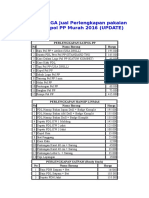
- DAFTAR HARGA Jual Perlengkapan Pakaian Seragam Satpol PP Murah 2016Dokumen6 halamanDAFTAR HARGA Jual Perlengkapan Pakaian Seragam Satpol PP Murah 2016Andri HambaliBelum ada peringkat
- Implementasi Sistem 5sDokumen43 halamanImplementasi Sistem 5sYuda PrasetyaBelum ada peringkat
- Mengenal PokayokeDokumen22 halamanMengenal PokayokesafrudinBelum ada peringkat
- Rev. 3 Sop - Ik Ga 11.03.21Dokumen43 halamanRev. 3 Sop - Ik Ga 11.03.21Andy SutjiptoBelum ada peringkat
- 5R For EOD R.1Dokumen12 halaman5R For EOD R.1Muhammad Alvine AldioBelum ada peringkat
- Training 5RDokumen18 halamanTraining 5RQAQC SIEMBelum ada peringkat
- Materi 5RDokumen31 halamanMateri 5Rahmad sirojudinBelum ada peringkat
- Book SharingDokumen18 halamanBook SharingardinaawlBelum ada peringkat
- Struk Transaksi ASTRA Infra Toll Road - 204192Dokumen1 halamanStruk Transaksi ASTRA Infra Toll Road - 204192ardinaawlBelum ada peringkat
- Gojek Orders 041121-041122Dokumen6 halamanGojek Orders 041121-041122ardinaawlBelum ada peringkat
- Sosialisasi Pengelolaan Sampah RT - 2019Dokumen38 halamanSosialisasi Pengelolaan Sampah RT - 2019ardinaawlBelum ada peringkat