Anda mungkin juga menyukai
- Tugas QMDokumen10 halamanTugas QMAnwar HidayatBelum ada peringkat
- Modul 6: GembaDokumen28 halamanModul 6: Gembaturunaoto baeneBelum ada peringkat
- Jurnal Warehouse KPI AdityaDokumen8 halamanJurnal Warehouse KPI AdityaAditya KurniawanBelum ada peringkat
- Tools Lean Manufacturing - Sistem ProduksiDokumen71 halamanTools Lean Manufacturing - Sistem ProduksiMuhammad ArdiBelum ada peringkat
- C. SOP Pengendalian MutuDokumen3 halamanC. SOP Pengendalian Mutusefri ansyahBelum ada peringkat
- Tugas Dan Tanggung Jawab DirekturDokumen5 halamanTugas Dan Tanggung Jawab DirekturMukhamad Afif Deny RezaBelum ada peringkat
- Cara Hitung OEEDokumen13 halamanCara Hitung OEEsunyoto -Belum ada peringkat
- STOKOPNAMEDokumen4 halamanSTOKOPNAMEHardinal PutraBelum ada peringkat
- TMP FilesayaDokumen43 halamanTMP FilesayaArdi Suarsyaf Al FfatirBelum ada peringkat
- Training For SupervisorDokumen6 halamanTraining For SupervisorMia Qurrotul AenyBelum ada peringkat
- KPI PPICDokumen9 halamanKPI PPICAwang DarmawanBelum ada peringkat
- Form Evaluasi SupervisorDokumen2 halamanForm Evaluasi SupervisorImam SunaryoBelum ada peringkat
- Team Leader Tugas & Tanggung JawabDokumen1 halamanTeam Leader Tugas & Tanggung JawabYusroni NainggolanBelum ada peringkat
- Pengelolaan Kinerja SDMDokumen3 halamanPengelolaan Kinerja SDMregina dwif100% (1)
- OPTIMIZING 5R1SDokumen8 halamanOPTIMIZING 5R1SDani RestowoBelum ada peringkat
- Prosedur Penanganan Keluhan Pelanggan - OkeDokumen4 halamanProsedur Penanganan Keluhan Pelanggan - OkeQudratini FitrianaBelum ada peringkat
- Apa Itu Suggestion SystemDokumen4 halamanApa Itu Suggestion Systemrizqi alfianBelum ada peringkat
- Branding Ratu CreationDokumen10 halamanBranding Ratu CreationjidoetBelum ada peringkat
- Gugus Kendali MutuDokumen8 halamanGugus Kendali MutuRahma DanyBelum ada peringkat
- Materi Qaqc 2021-08-15 Sampling Dan InspeksiDokumen23 halamanMateri Qaqc 2021-08-15 Sampling Dan InspeksiHaura latifa YumnaBelum ada peringkat
- Kunci Memecahkan Permasalahan Kompleks Produksi Bagi Koordinator Area Manufaktur (500k)Dokumen5 halamanKunci Memecahkan Permasalahan Kompleks Produksi Bagi Koordinator Area Manufaktur (500k)Dari AntoBelum ada peringkat
- KPI Kompetensi KaryawanDokumen6 halamanKPI Kompetensi KaryawanArmudin PurbaBelum ada peringkat
- Code of Conduct SFDokumen11 halamanCode of Conduct SFzaini naufalBelum ada peringkat
- Form Penilaian Kinerja Triwulan IV TRIWULANDokumen2 halamanForm Penilaian Kinerja Triwulan IV TRIWULANShifah FaizahBelum ada peringkat
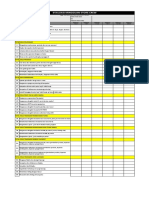
- KEBERSIHAN TOSERBADokumen2 halamanKEBERSIHAN TOSERBANewus TechnologyBelum ada peringkat
- Langkah Pembuatan SOPDokumen10 halamanLangkah Pembuatan SOPRikiBelum ada peringkat
- Aspek SDMDokumen26 halamanAspek SDMWindaBelum ada peringkat
- Penilaian Pimpinan Shift TokoDokumen8 halamanPenilaian Pimpinan Shift TokoLiaBelum ada peringkat
- ISO DCDokumen2 halamanISO DCAlisa SintiaBelum ada peringkat
- Jawaban Pertanyaan AuditDokumen11 halamanJawaban Pertanyaan AuditAnonymous wU3EQ79100% (1)
- 10 SOP Penentuan Bonus Dan Kenaikan Gaji KaryawanDokumen4 halaman10 SOP Penentuan Bonus Dan Kenaikan Gaji KaryawanIip NashrullahBelum ada peringkat
- Uraian Jabatan Manager Operasional PerencanaanDokumen6 halamanUraian Jabatan Manager Operasional PerencanaanawanaBelum ada peringkat
- Timeline 5R 2020Dokumen2 halamanTimeline 5R 2020Hartanto WijayaBelum ada peringkat
- Job Desc Manager OperasionalDokumen2 halamanJob Desc Manager OperasionalMuhammad MukhlisBelum ada peringkat
- 3 HousekeepingDokumen19 halaman3 HousekeepingMeryBelum ada peringkat
- ISO9001 Prosedur Rencana Realisasi ProduksiDokumen3 halamanISO9001 Prosedur Rencana Realisasi ProduksiwishnuapBelum ada peringkat
- ItenaryDokumen3 halamanItenaryDinda Youlanda DamanikBelum ada peringkat
- Kriteria Penilaian KinerjaDokumen60 halamanKriteria Penilaian Kinerjaroseno hendratmojoBelum ada peringkat
- TNA (Training Needs Analysis) Dan Evaluasi)Dokumen5 halamanTNA (Training Needs Analysis) Dan Evaluasi)Markuat Adhi PranathaBelum ada peringkat
- Audit World Class MaintenanceDokumen14 halamanAudit World Class Maintenanceakbar_andikamartaBelum ada peringkat
- Draft - SOP Pembuatan PO Procurement Non Log - Ver.1Dokumen6 halamanDraft - SOP Pembuatan PO Procurement Non Log - Ver.1rahmandpBelum ada peringkat
- Time Schedule Bimbingan IsoDokumen2 halamanTime Schedule Bimbingan IsoSMKN 3 KuninganBelum ada peringkat
- Ebook Sertifikasi PANGAN OKDokumen46 halamanEbook Sertifikasi PANGAN OKAntoniusBelum ada peringkat
- Standard Operating Procedure SOP BarangDokumen3 halamanStandard Operating Procedure SOP Baranghr multicraftBelum ada peringkat
- Kepala Gudang PT Mitra GemilangDokumen2 halamanKepala Gudang PT Mitra Gemilanglestari rahayuBelum ada peringkat
- Vendor QuestionnaireDokumen5 halamanVendor QuestionnairebroBelum ada peringkat
- Work Load AnalysisDokumen16 halamanWork Load AnalysisHarris Prasetya RahmandikaBelum ada peringkat
- Workplace Deviance Behavior - Tugas S3 ZaenalDokumen21 halamanWorkplace Deviance Behavior - Tugas S3 ZaenalHani Handayani KusnadiBelum ada peringkat
- SIX SIGMA ConceptDokumen165 halamanSIX SIGMA ConceptAlexander IvanBelum ada peringkat
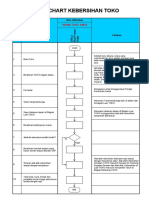
- Flowchart Kebersihan TokoDokumen1 halamanFlowchart Kebersihan TokoIlham S DianaBelum ada peringkat
- 5 R Gudang KPDokumen3 halaman5 R Gudang KPRahmah IdrisBelum ada peringkat
- Kebijakan GudangDokumen8 halamanKebijakan GudangYnodNie100% (1)
- Standarisasi Analisis Beban KerjaDokumen26 halamanStandarisasi Analisis Beban KerjaAnonymous oBGI65umcBelum ada peringkat
- Gambaran Umum ISO 9001Dokumen27 halamanGambaran Umum ISO 9001Pricylia Zahra KiraniBelum ada peringkat
- Divisi Warehouse (WHS) : Pt. Jaya KencanaDokumen8 halamanDivisi Warehouse (WHS) : Pt. Jaya KencanaAmy SmithBelum ada peringkat
- Personal Hygiene 2Dokumen20 halamanPersonal Hygiene 2Mr. Wall AdventurerBelum ada peringkat
- Soal Gudang 2Dokumen5 halamanSoal Gudang 2Hartanto WijayaBelum ada peringkat
- 5s-Kaizen Dan InovasiDokumen39 halaman5s-Kaizen Dan InovasiEwal DinBelum ada peringkat
- TPM OeeDokumen36 halamanTPM OeeAjun Tri SetyokoBelum ada peringkat
- Efektivitas Mesin - Industri Manufaktur Dan ProsesDokumen29 halamanEfektivitas Mesin - Industri Manufaktur Dan ProsesAjun Tri SetyokoBelum ada peringkat
- RINGKAS RAPIDokumen63 halamanRINGKAS RAPIaang anantaBelum ada peringkat
- Bedah Uu Lalulintas - Angkutan Jalan - AangDokumen9 halamanBedah Uu Lalulintas - Angkutan Jalan - Aangaang anantaBelum ada peringkat
- File 2 Bedah Permenhub PM 93 Tahun 2014Dokumen3 halamanFile 2 Bedah Permenhub PM 93 Tahun 2014aang anantaBelum ada peringkat
- Strategi Implementasi RJ Dalam SPPDokumen13 halamanStrategi Implementasi RJ Dalam SPPaang anantaBelum ada peringkat
- OPTIMASI HUKUM ACARA PERATUNDokumen19 halamanOPTIMASI HUKUM ACARA PERATUNaang anantaBelum ada peringkat
- Teknik Penyusunan Kontrak - PUSHEP - 22 Juli 2022Dokumen14 halamanTeknik Penyusunan Kontrak - PUSHEP - 22 Juli 2022aang anantaBelum ada peringkat
- Aktualisasi Hukum AcaraDokumen13 halamanAktualisasi Hukum Acaraaang anantaBelum ada peringkat
- Materi Kontrak Negosiasi NewDokumen6 halamanMateri Kontrak Negosiasi Newaang anantaBelum ada peringkat