Anda mungkin juga menyukai
- BAB IV FixDokumen20 halamanBAB IV Fixmuhammad ardiBelum ada peringkat
- Geislinger Kopling NiigataDokumen44 halamanGeislinger Kopling NiigataHaidar Kurnia100% (1)
- Sop Rewinding Motor Listrik PT PusriDokumen5 halamanSop Rewinding Motor Listrik PT PusriRizani Firdaus50% (2)
- Tugas 3 Analisis Kegagalan Teknik - Makrografi - Bagus Prakoso - 4D D4 TMPP - 1941230071Dokumen9 halamanTugas 3 Analisis Kegagalan Teknik - Makrografi - Bagus Prakoso - 4D D4 TMPP - 1941230071bagus prakosoBelum ada peringkat
- Analisa Kegagalan Pada Mata Bor HSSDokumen6 halamanAnalisa Kegagalan Pada Mata Bor HSSHarisRizalPambudiBelum ada peringkat
- Failure Analysis BautDokumen21 halamanFailure Analysis BautReza Revian WidyatamaBelum ada peringkat
- Instruksi PerakitanDokumen18 halamanInstruksi Perakitanתומאס ישראלBelum ada peringkat
- 80-Article Text-162-1-10-20191215Dokumen8 halaman80-Article Text-162-1-10-20191215Muhammadali shodiqBelum ada peringkat
- Lab Report Individu Penyenggaraan 3 FasaDokumen20 halamanLab Report Individu Penyenggaraan 3 FasaZainuddin Busu100% (3)
- REWINDINGDokumen2 halamanREWINDINGAris Hasim As'ariBelum ada peringkat
- Analisis Kerusakan Pada Rotor Turbin Uap Kapasitas 3191 KWDokumen8 halamanAnalisis Kerusakan Pada Rotor Turbin Uap Kapasitas 3191 KWListianto NugrohoBelum ada peringkat
- Partbook (Suku Cadang) PDFDokumen48 halamanPartbook (Suku Cadang) PDFriski adiBelum ada peringkat
- Crankshaft PerawatanDokumen21 halamanCrankshaft PerawatansunilBelum ada peringkat
- OPTIMASI PEMELIHARAAN MOTORDokumen7 halamanOPTIMASI PEMELIHARAAN MOTORpansataBelum ada peringkat
- Perawatan Eretan Melintang Pada Mesin BuDokumen10 halamanPerawatan Eretan Melintang Pada Mesin BuHimawan SutantoBelum ada peringkat
- BC Pembacaan Part NumberDokumen48 halamanBC Pembacaan Part NumberWibi ErnandoBelum ada peringkat
- JenniRiaR# PB D P.kegagalan Material #FTM - rp.RJMdanP2K#Minggu-9Dokumen18 halamanJenniRiaR# PB D P.kegagalan Material #FTM - rp.RJMdanP2K#Minggu-9aditya nugrohoBelum ada peringkat
- Kalibrasi Mesin BubutDokumen14 halamanKalibrasi Mesin BubutHabdi Rizki100% (2)
- Maintenance Motor ListrikDokumen9 halamanMaintenance Motor ListrikIlham Akbar MuhammadBelum ada peringkat
- 02 - Steam Turbine, Pelumasan ProteksiDokumen31 halaman02 - Steam Turbine, Pelumasan Proteksisakera 88Belum ada peringkat
- Alan Febrio - Tugas ReparasiDokumen44 halamanAlan Febrio - Tugas ReparasiResa PutriBelum ada peringkat
- Tugas Kasus Roda Gigi-1Dokumen18 halamanTugas Kasus Roda Gigi-1Febri AndriyudaBelum ada peringkat
- Pengertian Perawatan Dan Perbaikan Gear Kelompok 2Dokumen34 halamanPengertian Perawatan Dan Perbaikan Gear Kelompok 2Aldi FebriyandiBelum ada peringkat
- Analisis Kegagalan Pada Poros Engkol Mesin Diesel Empat Silinder Terbuat Dari Besi Cor NodularDokumen13 halamanAnalisis Kegagalan Pada Poros Engkol Mesin Diesel Empat Silinder Terbuat Dari Besi Cor NodularDhimas RamadhanBelum ada peringkat
- Analisis Kerusakan Main Bearing Pada Unit Generator Mitsubishi BmgsDokumen10 halamanAnalisis Kerusakan Main Bearing Pada Unit Generator Mitsubishi Bmgswira adinataBelum ada peringkat
- Bab IvDokumen26 halamanBab IvAldy RizaldyBelum ada peringkat
- AnalisisKegagalanShaftDokumen5 halamanAnalisisKegagalanShaftKukuh PrastyoBelum ada peringkat
- REWINDING MOTORDokumen12 halamanREWINDING MOTORdoniBelum ada peringkat
- Bab Iii Mengukur Kerenggangan Metal Duduk Engine Diesel Caterpillar D 3208Dokumen10 halamanBab Iii Mengukur Kerenggangan Metal Duduk Engine Diesel Caterpillar D 3208Ridwan NugrahaBelum ada peringkat
- SMART POTONGANDokumen21 halamanSMART POTONGANVans UwUBelum ada peringkat
- Kelompok 3 - Desmen 3Dokumen26 halamanKelompok 3 - Desmen 3Rafi Udsyah SaizaBelum ada peringkat
- Perbaikan Kepala Pembagi Universal Pada Mesin Frais BridgeportDokumen5 halamanPerbaikan Kepala Pembagi Universal Pada Mesin Frais BridgeportNoor YudhiBelum ada peringkat
- 255 907 1 SMDokumen10 halaman255 907 1 SMAhmad KurosakiBelum ada peringkat
- Amali 2 PojanDokumen8 halamanAmali 2 PojanIskandar IrwanBelum ada peringkat
- ANALISA KERUSAKAN CONNECTING RODDokumen6 halamanANALISA KERUSAKAN CONNECTING RODRuron Ramos100% (1)
- Motor 1 FasaDokumen23 halamanMotor 1 Fasa03spotify GuestBelum ada peringkat
- Job Sheet Troubleshoot Sistem Pemindah DayaDokumen14 halamanJob Sheet Troubleshoot Sistem Pemindah DayabryanBelum ada peringkat
- BAB III Baru LagiDokumen16 halamanBAB III Baru LagiWidi putraBelum ada peringkat
- Suku Cadang & Part NumberDokumen48 halamanSuku Cadang & Part NumberCatur PamungkasBelum ada peringkat
- OPTIMASI BOLTDokumen76 halamanOPTIMASI BOLTAngga Dwi SetiawanBelum ada peringkat
- SNI 0039-2010 Pipa Baja Lapis Seng Untuk Saluran AirDokumen10 halamanSNI 0039-2010 Pipa Baja Lapis Seng Untuk Saluran AirHotasi Hamonangan GultomBelum ada peringkat
- SMK-ARUSDokumen7 halamanSMK-ARUSDita RatnasariBelum ada peringkat
- Win Circle Torang CrushingDokumen44 halamanWin Circle Torang CrushingYizhar Dwi GogaBelum ada peringkat
- 2021 Bastian ZulpaniDokumen5 halaman2021 Bastian ZulpaniEri SukocoBelum ada peringkat
- SodapdfDokumen25 halamanSodapdfmangga heraBelum ada peringkat
- PTO InspectionDokumen6 halamanPTO InspectionHarist Ardy100% (1)
- B4-3 Reisolasi Belitan Rotor GeneratorDokumen7 halamanB4-3 Reisolasi Belitan Rotor GeneratorPriya surya HarijantoBelum ada peringkat
- Rewinding Motor Induksi 1 Phasa: Laporan Proyek AkhirDokumen37 halamanRewinding Motor Induksi 1 Phasa: Laporan Proyek Akhiryogi saputraBelum ada peringkat
- Presentasi MagangDokumen26 halamanPresentasi MagangAbdi Rizki PratamaBelum ada peringkat
- Analisis Kerusakan Bantalan Anti-geser pada Alat BeratDokumen7 halamanAnalisis Kerusakan Bantalan Anti-geser pada Alat BeratVictor NugrahaBelum ada peringkat
- RANCANGAN FIXTURE PENGELASANDokumen18 halamanRANCANGAN FIXTURE PENGELASANDwi RokhmanBelum ada peringkat
- GEAR FAILUREDokumen26 halamanGEAR FAILURERiki ArdiansyahBelum ada peringkat
- C04-P3 Pengujian M3FDokumen11 halamanC04-P3 Pengujian M3FRyan KubalBelum ada peringkat
- 001 Rca Tech 2024Dokumen7 halaman001 Rca Tech 2024Nga Te MunBelum ada peringkat
- Teknik PemeliharaanDokumen15 halamanTeknik PemeliharaanTresna BayuBelum ada peringkat
- DanishDokumen12 halamanDanishDanish HasanahBelum ada peringkat
- Makalah KPDokumen14 halamanMakalah KPJulius Anggara PanduBelum ada peringkat
- 76 245 2 PBDokumen6 halaman76 245 2 PBArya Poetra BalikpapanBelum ada peringkat
- IK Pencegahan & Pengendalian Penyebaran COVID 19 Saat OverhaulDokumen1 halamanIK Pencegahan & Pengendalian Penyebaran COVID 19 Saat Overhaulalfattah25Belum ada peringkat
- Sofa LDokumen1 halamanSofa Lalfattah25Belum ada peringkat
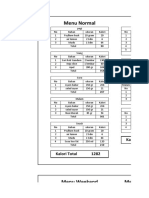
- Menu Diet 82,5 KGDokumen5 halamanMenu Diet 82,5 KGalfattah25Belum ada peringkat
- B Salim 0002Dokumen178 halamanB Salim 0002hijazjalil1587Belum ada peringkat
- Say No To Ruu Cipta Kerja, Subklaster Ketenagalistrikan!!!Dokumen17 halamanSay No To Ruu Cipta Kerja, Subklaster Ketenagalistrikan!!!alfattah25Belum ada peringkat
- OPTIMASI PENTANAHANDokumen38 halamanOPTIMASI PENTANAHANZul Fikar gfiBelum ada peringkat
- OPTIMASI PENTANAHANDokumen38 halamanOPTIMASI PENTANAHANZul Fikar gfiBelum ada peringkat
- OPTIMASI PENTANAHANDokumen38 halamanOPTIMASI PENTANAHANZul Fikar gfiBelum ada peringkat
- OPTIMASI PELAPORAN KECELAKAANDokumen84 halamanOPTIMASI PELAPORAN KECELAKAANalfattah25Belum ada peringkat
- SummaryDokumen2 halamanSummaryalfattah25Belum ada peringkat
- EP-L110E User ManualDokumen51 halamanEP-L110E User Manualalfattah25Belum ada peringkat