Anda mungkin juga menyukai
- Makalah Pengaruh Kalibrasi Terhadap Keakuratan Alat UkurDokumen24 halamanMakalah Pengaruh Kalibrasi Terhadap Keakuratan Alat Ukurfahmi Aziz MBelum ada peringkat
- #3 Metrologi GeometrikDokumen51 halaman#3 Metrologi GeometrikAdit 0110Belum ada peringkat
- Kalibrasi Materi 1Dokumen27 halamanKalibrasi Materi 1Ahmad JuheriBelum ada peringkat
- Pembahasan Alat Ukur RizkiDokumen28 halamanPembahasan Alat Ukur RizkirizkiBelum ada peringkat
- MetrologiDokumen46 halamanMetrologinikeBelum ada peringkat
- Laporan Pengukuran TeknikDokumen43 halamanLaporan Pengukuran TeknikMuhammad Sofyan88% (8)
- Modul 1 2Dokumen46 halamanModul 1 2Adityo KuncorojatiBelum ada peringkat
- Bahan Kuliah Metrologi - SSRSRDSFDXFPPTDokumen141 halamanBahan Kuliah Metrologi - SSRSRDSFDXFPPTSyafnela Dermawan Arif100% (2)
- Metrologi GeometrikDokumen54 halamanMetrologi GeometrikDhamarjati Riyan SufajarBelum ada peringkat
- Kecermatan Bernomor11-12Dokumen9 halamanKecermatan Bernomor11-12Randu Bakti AlamBelum ada peringkat
- MetrologiDokumen8 halamanMetrologiTanjung TambamboenBelum ada peringkat
- METROLOGYDokumen42 halamanMETROLOGYindra febrianBelum ada peringkat
- Teknik Pengukuran Dan Pengaturan PDFDokumen118 halamanTeknik Pengukuran Dan Pengaturan PDFedberg afmoryBelum ada peringkat
- Laporan Jangka SorongDokumen23 halamanLaporan Jangka SorongRizkyawan Yoo GaaBelum ada peringkat
- PDF-Teori Dasar PengukuranDokumen18 halamanPDF-Teori Dasar PengukuranTaufik Achmad100% (5)
- Metrologi GeometrikDokumen23 halamanMetrologi GeometrikLalan TilarBelum ada peringkat
- Laporan Akhir Praktikum Metrologi Industri Kelompok 13 28-47Dokumen20 halamanLaporan Akhir Praktikum Metrologi Industri Kelompok 13 28-47arisBelum ada peringkat
- Sensor Dan AktuatorDokumen37 halamanSensor Dan AktuatorIsa RachmanBelum ada peringkat
- ME02A Metrologi IndustriDokumen11 halamanME02A Metrologi IndustriGalih RamadhanBelum ada peringkat
- Teori Dasar PengukuranDokumen18 halamanTeori Dasar PengukuranTaufik Achmad100% (1)
- Kecermatan Bernomor - Metrologi IndustriDokumen8 halamanKecermatan Bernomor - Metrologi IndustriDini Adilah PrabowoBelum ada peringkat
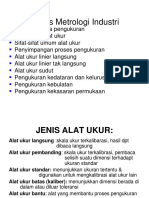
- Materi 2 Metrologi Dan Alat Ukurmetrologi-dan-Alat-ukurDokumen30 halamanMateri 2 Metrologi Dan Alat Ukurmetrologi-dan-Alat-ukurnushron aliBelum ada peringkat
- Sifat Umum Alat UkurDokumen16 halamanSifat Umum Alat UkurnikoBelum ada peringkat
- Alat Ukur Dan PengukuranDokumen30 halamanAlat Ukur Dan Pengukurandini100% (1)
- Contoh Metrologi IndustriDokumen26 halamanContoh Metrologi Industriresikusumanegoro04Belum ada peringkat
- Pertemuan 3 - Metrologi Industri (D4 TMPP)Dokumen20 halamanPertemuan 3 - Metrologi Industri (D4 TMPP)Raizel DBelum ada peringkat
- Metrologi 3Dokumen21 halamanMetrologi 3mamasBelum ada peringkat
- Dasar Metrologi IndustriDokumen54 halamanDasar Metrologi IndustriDuwi Leksono EdyBelum ada peringkat
- Pertemuan 5 Konsep PengukuranDokumen12 halamanPertemuan 5 Konsep PengukuranLARA AVEILLIA ANJANIBelum ada peringkat
- Metrologi Adalah Suatu Ilmu Tentang Ukur MengukurDokumen1 halamanMetrologi Adalah Suatu Ilmu Tentang Ukur MengukurbhimadausgemilangBelum ada peringkat
- Metrologi IndustriDokumen54 halamanMetrologi IndustriMoch AL Hafiz HarahapBelum ada peringkat
- Jurnal Skripsi Ira AfrilikaDokumen13 halamanJurnal Skripsi Ira AfrilikaIra Afrilika IABelum ada peringkat
- Bahan Kuliah Metrologi SSRSRDSFDXFPPTDokumen141 halamanBahan Kuliah Metrologi SSRSRDSFDXFPPTSugeng Joko PurnomoBelum ada peringkat
- MetrologiDokumen10 halamanMetrologiEko SusantoBelum ada peringkat
- Rangkuman Materi - Rafi Musyaffa Alfarisi - 200513632432Dokumen16 halamanRangkuman Materi - Rafi Musyaffa Alfarisi - 200513632432Maulana Nalasakti AirlanggaBelum ada peringkat
- Modul 1 - Fritzchristian ArmanDokumen10 halamanModul 1 - Fritzchristian ArmanFritz ArmanBelum ada peringkat
- Dasar Dasar InstrumentasiDokumen23 halamanDasar Dasar Instrumentasidedikartiwa_dkBelum ada peringkat
- Sistem PengukuranDokumen28 halamanSistem PengukuransutrimoBelum ada peringkat
- Laporan Akhir Metro OkeDokumen124 halamanLaporan Akhir Metro OkeAngga Rinaldo0% (1)
- Instrumentation and CalibrationDokumen38 halamanInstrumentation and Calibrationzuhantoro60% (5)
- Toleransi LinearDokumen61 halamanToleransi LinearAta100% (1)
- Metrologi IndustriDokumen129 halamanMetrologi IndustriKharisma Yuko RasyidyBelum ada peringkat
- Teknik PengukuranDokumen18 halamanTeknik PengukuranA L Andriana SyaripBelum ada peringkat
- Cara Memilih Termometer Infrared TerbaikDokumen9 halamanCara Memilih Termometer Infrared TerbaikranggaspinelsunBelum ada peringkat
- Metrologi IndustriDokumen36 halamanMetrologi Industrikhansa 01Belum ada peringkat
- Laporan Metrologi Industri Pengukuran Dengan Alat Ukur LinierDokumen27 halamanLaporan Metrologi Industri Pengukuran Dengan Alat Ukur LinierDwilaksono LaksonoBelum ada peringkat
- Konsep Dasar PengukuranDokumen14 halamanKonsep Dasar PengukuranOka Pngiinn Sendri AjahhBelum ada peringkat
- 6 SifatUmumSc2Dokumen19 halaman6 SifatUmumSc2Heru TheerteBelum ada peringkat
- Laporan Sistem PengendalianDokumen10 halamanLaporan Sistem PengendalianWanda RulitaBelum ada peringkat
- Sifat Umum Alat Ukur Dan ToleransiDokumen7 halamanSifat Umum Alat Ukur Dan ToleransiMuhammad Zharfan HabibBelum ada peringkat
- Laporan Kalibrasi Ukur GrafikDokumen29 halamanLaporan Kalibrasi Ukur GrafikAskar NurBelum ada peringkat
- Materi Alat Ukur Otomotif 2Dokumen39 halamanMateri Alat Ukur Otomotif 2abu bakar100% (1)
- Geometric Feature of Part Analog and DigitalDokumen12 halamanGeometric Feature of Part Analog and Digitalamelia andhini0% (1)
- Pengertian MetrologiDokumen4 halamanPengertian MetrologiNur Ummama SofyanaBelum ada peringkat
- Selamat Datang Peserta Seminar TPHP 2016Dokumen22 halamanSelamat Datang Peserta Seminar TPHP 2016Ahmad SolihinBelum ada peringkat
- TEK 106 MI & AU - 1. Dasar-Dasar PengukuranDokumen33 halamanTEK 106 MI & AU - 1. Dasar-Dasar PengukuranAhmad SolihinBelum ada peringkat
- Latihan Soal-Soal Metrologi Industri Dan Alat UkurDokumen2 halamanLatihan Soal-Soal Metrologi Industri Dan Alat UkurAhmad Solihin100% (1)
- Proposal Pengadaan BarangDokumen25 halamanProposal Pengadaan BarangAhmad SolihinBelum ada peringkat
- BAB II (Belum)Dokumen5 halamanBAB II (Belum)Ahmad SolihinBelum ada peringkat
- Lembar PengesahanDokumen1 halamanLembar PengesahanAhmad SolihinBelum ada peringkat
- Satuan Konsentrasi LarutanDokumen25 halamanSatuan Konsentrasi LarutanAhmad SolihinBelum ada peringkat
- Susunan AcaraDokumen1 halamanSusunan AcaraRifky Si MadroxBelum ada peringkat
- Proposal Pengadaan Barang 2020-2021Dokumen15 halamanProposal Pengadaan Barang 2020-2021Ahmad SolihinBelum ada peringkat
- Script MC Dan Pedel Untuk Gladi Wisuda 2019Dokumen9 halamanScript MC Dan Pedel Untuk Gladi Wisuda 2019Ahmad Solihin100% (1)
- Susunan Acara PJ Puisi Internal ArtfestDokumen2 halamanSusunan Acara PJ Puisi Internal ArtfestAhmad SolihinBelum ada peringkat
- 6 Fungsi Oli Untuk MesinDokumen7 halaman6 Fungsi Oli Untuk MesinAhmad SolihinBelum ada peringkat
- Juknis Art Festival Vii PcweDokumen17 halamanJuknis Art Festival Vii PcweAhmad SolihinBelum ada peringkat
- Manajemen PembelianDokumen14 halamanManajemen PembelianAhmad SolihinBelum ada peringkat
- Organisasi PembelianDokumen25 halamanOrganisasi PembelianAhmad SolihinBelum ada peringkat
- Mass BalanceDokumen31 halamanMass BalanceAhmad Solihin100% (1)
- Ahmad Solihin 201812028 PPT TPIDokumen16 halamanAhmad Solihin 201812028 PPT TPIAhmad SolihinBelum ada peringkat
- 1 FORMAT - Surat Pernyataan Kepemilikan Lahan Perkebunan Kelapa Sawit - PekebunDokumen1 halaman1 FORMAT - Surat Pernyataan Kepemilikan Lahan Perkebunan Kelapa Sawit - PekebunAhmad SolihinBelum ada peringkat