Anda mungkin juga menyukai
- Tugas 3 Manajemen KualitasDokumen4 halamanTugas 3 Manajemen KualitasBamz BemzBelum ada peringkat
- Tugas 2 MojDokumen7 halamanTugas 2 MojRICKY ROSALES100% (1)
- Tugas Simulasi Sistem Dasar Simulasi - QueuDokumen4 halamanTugas Simulasi Sistem Dasar Simulasi - QueuAngga Mulana100% (3)
- Faktor Dan Strategi Penentuan HargaDokumen5 halamanFaktor Dan Strategi Penentuan HargaGus Asta Iswara0% (1)
- Penjadwalan ProduksiDokumen9 halamanPenjadwalan Produksinurje100% (1)
- Modul 6. Perencanaan KapasitasDokumen14 halamanModul 6. Perencanaan KapasitasNisaa Rahmi100% (1)
- Audit SDM (Tugas 2)Dokumen3 halamanAudit SDM (Tugas 2)Fitriyani Aisyah PutriBelum ada peringkat
- Vii Concept Generation and SelectionDokumen12 halamanVii Concept Generation and SelectionIrvan Nurgiatmo100% (4)
- Bab 8 - Pengertian Dasar Dan Permasalahan Pemindahan BahanDokumen37 halamanBab 8 - Pengertian Dasar Dan Permasalahan Pemindahan Bahandameria austynBelum ada peringkat
- Perancangan Tata LetakDokumen7 halamanPerancangan Tata LetakKhairolMizanBelum ada peringkat
- Soal DAN JAWABAN Manual HandlingDokumen4 halamanSoal DAN JAWABAN Manual HandlingWayan Santosa0% (1)
- Teknik Proses Produksi Dalam Teknik IndustriDokumen28 halamanTeknik Proses Produksi Dalam Teknik IndustriRudini MulyaBelum ada peringkat
- Analisis Jaringan Kerja-1Dokumen40 halamanAnalisis Jaringan Kerja-1Ayuu0% (1)
- Macam Macam LayoutDokumen3 halamanMacam Macam LayoutSaraswati Retami Putri0% (1)
- Pertemuan 1 Sistem Manufacturing ModernDokumen10 halamanPertemuan 1 Sistem Manufacturing ModernAmrizal100% (1)
- Bab 7 - Analisa Teknis Perencanaan Dan Pengukuran Aliran Bahan RevisiDokumen84 halamanBab 7 - Analisa Teknis Perencanaan Dan Pengukuran Aliran Bahan Revisidameria austyn67% (3)
- ForecastingDokumen117 halamanForecastingMuchammad Badrus SururBelum ada peringkat
- Kaitan Atau Hubungan Pola Aliran Bahan Dengan Tata Letak PabrikDokumen2 halamanKaitan Atau Hubungan Pola Aliran Bahan Dengan Tata Letak PabrikFifi Mutiya FatulBelum ada peringkat
- Laporan Kerja Praktek SISTEM MATERIAL HANDLINGDokumen68 halamanLaporan Kerja Praktek SISTEM MATERIAL HANDLINGalam_kharisma100% (5)
- Prinsip Dasar Dalam Perencanaan Tata Letak PabrikDokumen3 halamanPrinsip Dasar Dalam Perencanaan Tata Letak PabrikAprillia Annisa HasibuanBelum ada peringkat
- Pengertian Work SamplingDokumen10 halamanPengertian Work SamplingMauliansyah SyachzeroBelum ada peringkat
- Ekma4215-Manajemen OperasiDokumen14 halamanEkma4215-Manajemen OperasiFetrik Firliano Komari71% (7)
- Xiii Design For ManufacturingDokumen8 halamanXiii Design For ManufacturingIrvan Nurgiatmo0% (1)
- Perancangan Dan MetodeDokumen12 halamanPerancangan Dan MetodeAdam Boyer100% (5)
- Hubungan Antara JIT Dan TQMDokumen7 halamanHubungan Antara JIT Dan TQMfridynaintan100% (1)
- Materi Kuliah 10 TQM 3 Juni 2021 - Alat Dan Teknik Pengendalian KualitasDokumen28 halamanMateri Kuliah 10 TQM 3 Juni 2021 - Alat Dan Teknik Pengendalian KualitasSuciana FaskalinaBelum ada peringkat
- Modul 2 Analisis Proses ProduksiDokumen14 halamanModul 2 Analisis Proses ProduksiMusta'in Billah Ibn Hafidz100% (1)
- Pro ModelDokumen29 halamanPro ModelnuryaandiBelum ada peringkat
- Analisa Dan Metode Pemilihan Lokasi Industri (Pabrik)Dokumen27 halamanAnalisa Dan Metode Pemilihan Lokasi Industri (Pabrik)Ulul Azmi Ayuning Rinanti94% (16)
- Single Station Manned WorkstationDokumen2 halamanSingle Station Manned WorkstationPubalan SivasangkarBelum ada peringkat
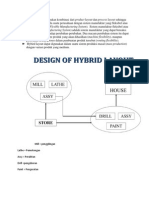
- Hybrid LayoutDokumen1 halamanHybrid LayoutdianursBelum ada peringkat
- Penjadwalan Jangka Pendek KLP 3Dokumen14 halamanPenjadwalan Jangka Pendek KLP 3Afi0% (1)
- Tugas 1Dokumen5 halamanTugas 1HasyaCacaBelum ada peringkat
- Ahmad Bachtiar - 1810101800169 - Manajemen Perawatan - 06TIDE002Dokumen7 halamanAhmad Bachtiar - 1810101800169 - Manajemen Perawatan - 06TIDE002Abdul Azies100% (1)
- Modul 4 Analisis Aliran BahanDokumen10 halamanModul 4 Analisis Aliran BahanAhmad Izky Al FaywazBelum ada peringkat
- Tipe - Tipe Tata LetakDokumen18 halamanTipe - Tipe Tata LetaknovalBelum ada peringkat
- Merancang Aliran BahanDokumen6 halamanMerancang Aliran BahanRestu Yulia Vitasari0% (1)
- Sistem AntrianDokumen76 halamanSistem AntrianAnnisa Maulidina SalsabillaBelum ada peringkat
- Perancangan Tata Letak Fasilitas Modul 6 TemplateDokumen6 halamanPerancangan Tata Letak Fasilitas Modul 6 TemplateNisa AgniaBelum ada peringkat
- Mengapa Kualitas PentingDokumen7 halamanMengapa Kualitas PentingWei Wei LuBelum ada peringkat
- Contoh Laporan Simulasi Sistem IndustriDokumen55 halamanContoh Laporan Simulasi Sistem IndustriArzhel Eza Alvicky50% (4)
- Makalah JitDokumen128 halamanMakalah JitHilmanAmbriazBelum ada peringkat
- 8 Value EngineeringDokumen39 halaman8 Value EngineeringWinda Nur Andita Sari25% (4)
- Bab 5 Metode Desain LayoutDokumen21 halamanBab 5 Metode Desain LayoutNagasaki OrinawaBelum ada peringkat
- Pert Dan CPMDokumen4 halamanPert Dan CPMHaris SetyantoBelum ada peringkat
- Uts SceDokumen7 halamanUts ScehaifaalliyafaisalBelum ada peringkat
- Buku Sistem Produksi Industri Manufaktur Dan JasaDokumen240 halamanBuku Sistem Produksi Industri Manufaktur Dan Jasa051663100% (2)
- Dasar Perancangan Manajemen KinerjaDokumen12 halamanDasar Perancangan Manajemen Kinerjadalle sugiantoBelum ada peringkat
- Jenis Jenis Tata Letak FasilitasDokumen13 halamanJenis Jenis Tata Letak FasilitasevelinjrBelum ada peringkat
- Diskusi 2 Manajemen Operasi 2Dokumen3 halamanDiskusi 2 Manajemen Operasi 2Dharma WibawaBelum ada peringkat
- Contoh Aplikasi ArenaDokumen36 halamanContoh Aplikasi Arenadewan100% (1)
- Laporan Line Balancing P3Dokumen20 halamanLaporan Line Balancing P3Nur Rahma Laila Rizki Fauziah100% (1)
- Tugas 2 Konsep Dasar Desain PabrikDokumen2 halamanTugas 2 Konsep Dasar Desain Pabrikzulfikri zikrahBelum ada peringkat
- Ekonomi GerakanDokumen9 halamanEkonomi GerakanREG.B/0519104046/ARDIKA RIZKYBelum ada peringkat
- 20 Prinsip Material HandlingDokumen2 halaman20 Prinsip Material HandlingMita SutantoBelum ada peringkat
- Line BalancingDokumen15 halamanLine BalancingPutri Lenggo GeniBelum ada peringkat
- Tata Letak Dan Algoritma CRAFTDokumen27 halamanTata Letak Dan Algoritma CRAFTDamar Dwiyadi Pratama100% (2)
- Bab Ii - 2018400tinDokumen21 halamanBab Ii - 2018400tinAnnisa FadhilaBelum ada peringkat
- Bab Ii - 2018281tinDokumen24 halamanBab Ii - 2018281tinGhy elevenBelum ada peringkat
- Infj PDFDokumen15 halamanInfj PDFCici defiskaBelum ada peringkat
- Jurnal Optimasi Kebijakan Pengelolaan Suku Cadang Dan Kebijakan Inspeksi Menggunakan Bayessian Method Serta Pendekatan Availability Analysis PDFDokumen10 halamanJurnal Optimasi Kebijakan Pengelolaan Suku Cadang Dan Kebijakan Inspeksi Menggunakan Bayessian Method Serta Pendekatan Availability Analysis PDFCici defiskaBelum ada peringkat
- EPQDokumen53 halamanEPQCici defiskaBelum ada peringkat
- Metode Corelap PDFDokumen11 halamanMetode Corelap PDFCici defiskaBelum ada peringkat
- Konsep OtomasiDokumen38 halamanKonsep OtomasiCici defiskaBelum ada peringkat
- 2 Proses Dan Organisasi Pengembangan ProdukDokumen35 halaman2 Proses Dan Organisasi Pengembangan ProdukCici defiska100% (1)
- 18.04.049 Jurnal EprocDokumen10 halaman18.04.049 Jurnal EprocCici defiskaBelum ada peringkat
- 03 Aliran Bahan Dan ARC, ARD, AADDokumen11 halaman03 Aliran Bahan Dan ARC, ARD, AADCici defiskaBelum ada peringkat
- B3 QHSE Practise Modul3 Operasi PengangkatanDokumen62 halamanB3 QHSE Practise Modul3 Operasi PengangkatanCici defiska100% (1)