Anda mungkin juga menyukai
- Makalah Mesin Frais CNCDokumen32 halamanMakalah Mesin Frais CNCFebri Yanto RamdaniBelum ada peringkat
- SISTEM PROGRAM MESIN CNCDokumen11 halamanSISTEM PROGRAM MESIN CNCMasaru WibawaBelum ada peringkat
- Dasar Operasi CNCDokumen19 halamanDasar Operasi CNCUtary Karlinda SophieBelum ada peringkat
- CNC DasarDokumen22 halamanCNC Dasarhario budiBelum ada peringkat
- Mesin CNC Frais Pemrograman dan PengoperasianDokumen16 halamanMesin CNC Frais Pemrograman dan PengoperasianReksa IchsanBelum ada peringkat
- Modul Kuliah 4 Dasar CNCDokumen13 halamanModul Kuliah 4 Dasar CNCGinanda Putri0% (1)
- KLASIFIKASI MESIN CNCDokumen32 halamanKLASIFIKASI MESIN CNCJokoNugrohoBelum ada peringkat
- Laporan BAB 3 CADDokumen21 halamanLaporan BAB 3 CADDava GhaniBelum ada peringkat
- MANUAL MILLING TU 3A SMT 3 4 (Riles M.W.)Dokumen32 halamanMANUAL MILLING TU 3A SMT 3 4 (Riles M.W.)Raynaldi SaputroBelum ada peringkat
- Soal PAS CNCDokumen16 halamanSoal PAS CNCwahid nur udinBelum ada peringkat
- Yongki Merangkum CNCDokumen5 halamanYongki Merangkum CNCnavalBelum ada peringkat
- Agus Priyanto Uas CNC FixDokumen36 halamanAgus Priyanto Uas CNC FixIfat HotspursBelum ada peringkat
- Tugas CNCDokumen6 halamanTugas CNCTeh PucukBelum ada peringkat
- MATERI MASTERCAM JOB-recoveryDokumen48 halamanMATERI MASTERCAM JOB-recoverysetia sulisBelum ada peringkat
- CNC MILLINGDokumen19 halamanCNC MILLINGAmeliaBelum ada peringkat
- Modul CNC Produksi OkumaDokumen42 halamanModul CNC Produksi OkumaDewi Gita100% (1)
- 1.materisesi1 - Mengenal Bagian MesinDokumen17 halaman1.materisesi1 - Mengenal Bagian Mesinmendung1986Belum ada peringkat
- Materi 1 - Mengenal Bagian Mesin CNCDokumen18 halamanMateri 1 - Mengenal Bagian Mesin CNCCari GratisanBelum ada peringkat
- CNC CAD CAMDokumen50 halamanCNC CAD CAMProdi S1 Teknik MesinBelum ada peringkat
- Makalah CNCDokumen8 halamanMakalah CNCDedi PamungkasBelum ada peringkat
- Basic CNC ProgramDokumen193 halamanBasic CNC ProgramNanks RhapsodyBelum ada peringkat
- MESIN FRAIS CNCDokumen51 halamanMESIN FRAIS CNCSuwandi RamdanBelum ada peringkat
- Modul Dasar CNC Edy Y-2Dokumen16 halamanModul Dasar CNC Edy Y-2Jonatan ManaluBelum ada peringkat
- Materi 1 Dasar Mesin CNC TU-2ADokumen23 halamanMateri 1 Dasar Mesin CNC TU-2AJhony GittsBelum ada peringkat
- Materi 2 Dasar Mesin CNC TU-3ADokumen24 halamanMateri 2 Dasar Mesin CNC TU-3AJhony GittsBelum ada peringkat
- CNC TU-3A SPECDokumen35 halamanCNC TU-3A SPECAhmad Habibi FarhanBelum ada peringkat
- TUTORIAL GROOVE C 1 PDFDokumen45 halamanTUTORIAL GROOVE C 1 PDFHamdan RizqiBelum ada peringkat
- OPTIMASI CNCDokumen45 halamanOPTIMASI CNCwahyudintraBelum ada peringkat
- Presentasi Mesin CNCDokumen15 halamanPresentasi Mesin CNCFlorenTinusRinToMusakBelum ada peringkat
- Dasar Pemrograman Untuk Mesin Bubut CNC Dengan GSK 928 TE-Rev1 - 2Dokumen38 halamanDasar Pemrograman Untuk Mesin Bubut CNC Dengan GSK 928 TE-Rev1 - 2Rendi Prisma Wahyudi100% (1)
- Adoc - Pub Teknik Pemesinan CNC Fakultas Teknik Universitas NDokumen53 halamanAdoc - Pub Teknik Pemesinan CNC Fakultas Teknik Universitas NAkhmad KhaeroniBelum ada peringkat
- Tugas Jurnal CNC - 2013Dokumen15 halamanTugas Jurnal CNC - 2013Rahman PutraogiieBelum ada peringkat
- Mesin Miling CNCDokumen26 halamanMesin Miling CNCjunaa1972Belum ada peringkat
- P7 Change Tools TU 2ADokumen6 halamanP7 Change Tools TU 2Ayuda previo saputraBelum ada peringkat
- PEMBELAJARAN MESIN BUBUT CNCDokumen56 halamanPEMBELAJARAN MESIN BUBUT CNCCikgu BerbagiBelum ada peringkat
- Tugas CNC JafarDokumen58 halamanTugas CNC JafarBAMBANHBelum ada peringkat
- Memahami Bagian Bagian Mesin CNC MillingDokumen17 halamanMemahami Bagian Bagian Mesin CNC MillingTeknik Mesin SMKN 1 KragilanBelum ada peringkat
- CNCDokumen25 halamanCNCSatria BetawiBelum ada peringkat
- Permesinan CNC - 1Dokumen33 halamanPermesinan CNC - 1anisaBelum ada peringkat
- Yeremia Owen Manik - 21067073 - Tugas 2 Pemograman CNCDokumen12 halamanYeremia Owen Manik - 21067073 - Tugas 2 Pemograman CNCojakan8Belum ada peringkat
- LAPORAN PRAKTEK CNC MILLING MESIN CNC TU 3A PART-01Dokumen19 halamanLAPORAN PRAKTEK CNC MILLING MESIN CNC TU 3A PART-01Galih LuthfiansyahBelum ada peringkat
- RPPMesinBubut CNC BerkarakterSMKKelasXIsms1Dokumen69 halamanRPPMesinBubut CNC BerkarakterSMKKelasXIsms1Eko Dani SantosoBelum ada peringkat
- CNC 4Dokumen17 halamanCNC 4Bayu Aji PamungkasBelum ada peringkat
- Laporan CNC BubutDokumen16 halamanLaporan CNC BubutMuhammad Sobri IlmanBelum ada peringkat
- MESIN CNCDokumen25 halamanMESIN CNCDahlan Sule CaddaBelum ada peringkat
- MATERI DARING 1 CNC MILLING OkDokumen13 halamanMATERI DARING 1 CNC MILLING OkAbdullah PurwantoBelum ada peringkat
- OPTIMASI MESIN CNCDokumen49 halamanOPTIMASI MESIN CNCHafidBelum ada peringkat
- Mesin Perkakas CNC Tu-3a, 2aDokumen74 halamanMesin Perkakas CNC Tu-3a, 2aYopik Indra100% (1)
- Dasar Teori Mesin CNC: Bab IiiDokumen15 halamanDasar Teori Mesin CNC: Bab IiiMuh Fajrul IslamBelum ada peringkat
- 4 Konsep Dasar Dalam Pembuatan Program CNCDokumen5 halaman4 Konsep Dasar Dalam Pembuatan Program CNCdediBelum ada peringkat
- Ujian Akhir Semester CNC dan CAMDokumen8 halamanUjian Akhir Semester CNC dan CAMA L Andriana SyaripBelum ada peringkat
- Bab IiDokumen11 halamanBab IiSaputroBelum ada peringkat
- Pengenalan Dan Teori Mesin Bubut Dasar PDFDokumen11 halamanPengenalan Dan Teori Mesin Bubut Dasar PDFAklis HusniBelum ada peringkat
- Pemrograman CNCDokumen21 halamanPemrograman CNCHARI EKO PURNOMOBelum ada peringkat
- Pemrograman Mesin CNCDokumen13 halamanPemrograman Mesin CNCReksa IchsanBelum ada peringkat
- Bab IiiDokumen19 halamanBab IiiGin RamadonalBelum ada peringkat
- MOTOR INDUKSIDokumen106 halamanMOTOR INDUKSISuwandi RamdanBelum ada peringkat
- SOAL - Tugas MandiriDokumen1 halamanSOAL - Tugas MandiriSuwandi RamdanBelum ada peringkat
- Modul 3 - PemogramanDokumen140 halamanModul 3 - PemogramanSuwandi RamdanBelum ada peringkat
- SOSIALISASI DAN PEMBEKALAN MAGANG fixDokumen12 halamanSOSIALISASI DAN PEMBEKALAN MAGANG fixSuwandi RamdanBelum ada peringkat
- MESIN FRAIS CNCDokumen51 halamanMESIN FRAIS CNCSuwandi RamdanBelum ada peringkat
- Sistem Kelistrikan Dan Kendali ListrikDokumen32 halamanSistem Kelistrikan Dan Kendali ListrikSuwandi RamdanBelum ada peringkat
- Pengantar Dasar HydropowerDokumen28 halamanPengantar Dasar HydropowerSuwandi RamdanBelum ada peringkat
- Kelompok 5 KewirausahaanDokumen16 halamanKelompok 5 KewirausahaanSuwandi RamdanBelum ada peringkat
- Dasar Motor AC 2022 PMDokumen47 halamanDasar Motor AC 2022 PMSuwandi RamdanBelum ada peringkat
- Modul 1. Pengantar PLCDokumen22 halamanModul 1. Pengantar PLCSuwandi RamdanBelum ada peringkat
- Blue Minimalist Business Model Canvas BrainstormDokumen1 halamanBlue Minimalist Business Model Canvas BrainstormSuwandi RamdanBelum ada peringkat
- Modul 3 Pengerollan SSDokumen29 halamanModul 3 Pengerollan SSSuwandi RamdanBelum ada peringkat
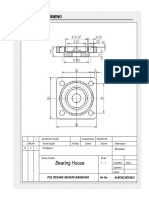
- Operation Drawing: Bearing HouseDokumen10 halamanOperation Drawing: Bearing HouseSuwandi RamdanBelum ada peringkat
- KONTRAK KERJADokumen5 halamanKONTRAK KERJASuwandi RamdanBelum ada peringkat
- Kindin BDokumen1 halamanKindin BSuwandi RamdanBelum ada peringkat
- Menghitung Berat dan Sudut Disk PorosDokumen5 halamanMenghitung Berat dan Sudut Disk PorosSuwandi RamdanBelum ada peringkat
- Asignment-1 Line ConstructionDokumen1 halamanAsignment-1 Line ConstructionSuwandi RamdanBelum ada peringkat
- Soal Latihan UtsDokumen1 halamanSoal Latihan UtsSuwandi RamdanBelum ada peringkat
- Asignment-1 Line ConstructionDokumen1 halamanAsignment-1 Line ConstructionSuwandi RamdanBelum ada peringkat
- Kelompok 4:: (Working Plan)Dokumen3 halamanKelompok 4:: (Working Plan)Suwandi RamdanBelum ada peringkat
- Kaca dalam ArsitekturDokumen13 halamanKaca dalam ArsitekturDimas NagaBelum ada peringkat
- LatihanDokumen18 halamanLatihanAhmadBelum ada peringkat
- Soal Latihan UtsDokumen1 halamanSoal Latihan UtsSuwandi RamdanBelum ada peringkat
- (PPT) Materi 6. Proses Gerinda (Grinding)Dokumen27 halaman(PPT) Materi 6. Proses Gerinda (Grinding)Rahardian Faizal ZuhdiBelum ada peringkat
- Dasar Pemrograman Untuk Mesin Bubut CNC Dengan GSK 928 TE-Rev1 - 2Dokumen38 halamanDasar Pemrograman Untuk Mesin Bubut CNC Dengan GSK 928 TE-Rev1 - 2Rendi Prisma Wahyudi100% (1)
- Tag 5 OrangDokumen1 halamanTag 5 OrangSuwandi RamdanBelum ada peringkat