0% menganggap dokumen ini bermanfaat (0 suara)
1K tayangan13 halamanProses APQP dan Dokumen PPAP
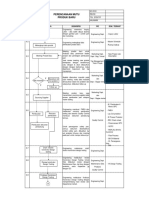
"[Ringkuman] Dokumen tersebut membahas proses perencanaan proyek standar APQP (Advanced Product Quality Planning) yang terdiri dari delapan langkah perencanaan dan beberapa fase proyek, termasuk penentuan anggota tim, evaluasi desain dan proses produksi, identifikasi biaya dan waktu, serta dokumentasi proyek."
Diunggah oleh
fajar aljogjaHak Cipta
© © All Rights Reserved
Kami menangani hak cipta konten dengan serius. Jika Anda merasa konten ini milik Anda, ajukan klaim di sini.
Format Tersedia
Unduh sebagai DOCX, PDF, TXT atau baca online di Scribd
0% menganggap dokumen ini bermanfaat (0 suara)
1K tayangan13 halamanProses APQP dan Dokumen PPAP
"[Ringkuman] Dokumen tersebut membahas proses perencanaan proyek standar APQP (Advanced Product Quality Planning) yang terdiri dari delapan langkah perencanaan dan beberapa fase proyek, termasuk penentuan anggota tim, evaluasi desain dan proses produksi, identifikasi biaya dan waktu, serta dokumentasi proyek."
Diunggah oleh
fajar aljogjaHak Cipta
© © All Rights Reserved
Kami menangani hak cipta konten dengan serius. Jika Anda merasa konten ini milik Anda, ajukan klaim di sini.
Format Tersedia
Unduh sebagai DOCX, PDF, TXT atau baca online di Scribd