Anda mungkin juga menyukai
- Template Presentasi Project ImprovementDokumen21 halamanTemplate Presentasi Project ImprovementHendra SamanthaBelum ada peringkat
- Trainingstopcallwaitrev1utkdojo 170521154423Dokumen19 halamanTrainingstopcallwaitrev1utkdojo 170521154423Reza Wijaya100% (1)
- Skill MatrixDokumen6 halamanSkill MatrixMarketing TanajawaBelum ada peringkat
- Ijin LemburDokumen29 halamanIjin LemburDeni Haura DarmaBelum ada peringkat
- KAK Penilaian Survey Kepuasan Masyarakat Dari Eksternal 2019Dokumen11 halamanKAK Penilaian Survey Kepuasan Masyarakat Dari Eksternal 2019CUSTOMER SERVICE Carre CCSLBelum ada peringkat
- Tune Up KonvensionalDokumen17 halamanTune Up KonvensionalAfif AmrullahBelum ada peringkat
- S-003 SOP NDT Dye Penetrant TestDokumen5 halamanS-003 SOP NDT Dye Penetrant Testwawan100% (1)
- Audit Scorng MethodDokumen39 halamanAudit Scorng MethodKurang KerjaanBelum ada peringkat
- RCMDokumen89 halamanRCMAnonymous BhbmVkgyBelum ada peringkat
- APQPDokumen39 halamanAPQPCUSTOMER SERVICE Carre CCSL100% (2)
- Contamination Control PDFDokumen106 halamanContamination Control PDFNanda Panji MustafaBelum ada peringkat
- 5 Visual Test Kel 4 FixDokumen22 halaman5 Visual Test Kel 4 FixbustomiBelum ada peringkat
- FMEA New 2015 (R1)Dokumen64 halamanFMEA New 2015 (R1)Eddy Yusuf KhoiriBelum ada peringkat
- Petunjuk Kerja - TANDEM - FRAME TUBE REAR 44 (1844250-06) Stage 8-9Dokumen1 halamanPetunjuk Kerja - TANDEM - FRAME TUBE REAR 44 (1844250-06) Stage 8-9WafyBelum ada peringkat
- Fish Bone DiagramDokumen18 halamanFish Bone DiagramEstevani RiskaBelum ada peringkat
- Opl1Dokumen35 halamanOpl1Asrizal asrizalBelum ada peringkat
- MFA-FM-HSE-099 - 02 Formulir Izin Bekerja Di Ruang TerbatasDokumen1 halamanMFA-FM-HSE-099 - 02 Formulir Izin Bekerja Di Ruang TerbatasRafshanjani Muhammad ArrieBelum ada peringkat
- MMS - SS - Jonson 2021Dokumen13 halamanMMS - SS - Jonson 2021M. HamzahBelum ada peringkat
- Pengecekan Part StampingDokumen12 halamanPengecekan Part Stampingqc.newarmadaBelum ada peringkat
- Laporan TrainingDokumen10 halamanLaporan TrainingIkbal100% (1)
- Basic MaintenanceDokumen22 halamanBasic MaintenanceBayu Putro WibisonoBelum ada peringkat
- Kaizen Happyoukai D88DDokumen18 halamanKaizen Happyoukai D88DToyo GustamanBelum ada peringkat
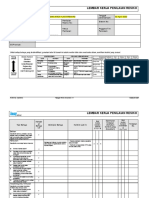
- Lembarkerja Penilaian Resiko Pek - ToiletDokumen7 halamanLembarkerja Penilaian Resiko Pek - ToiletNur Cahya WatiBelum ada peringkat
- BAB II LANDASAN TEORI. 2.1 Failure Mode and Effect Analysis (FMEA) Definisi Failure Mode and Effect Analysis (FMEA)Dokumen22 halamanBAB II LANDASAN TEORI. 2.1 Failure Mode and Effect Analysis (FMEA) Definisi Failure Mode and Effect Analysis (FMEA)StefannyBelum ada peringkat
- Failure Mode - En.idDokumen144 halamanFailure Mode - En.idDosen AmaBelum ada peringkat
- Fmea PDFDokumen46 halamanFmea PDFFanny Tifanny100% (1)
- Basic Decision Making and Problem Solving 61a41d780c6cfDokumen30 halamanBasic Decision Making and Problem Solving 61a41d780c6cfFaundri GaungBelum ada peringkat
- Pemeriksaan & Pengelasan Bejana Tekan - PU&BTDokumen81 halamanPemeriksaan & Pengelasan Bejana Tekan - PU&BTDanang SetiawanBelum ada peringkat
- Qa4 S6D140 32Dokumen10 halamanQa4 S6D140 32Narto100% (1)
- 20170522-Pengenalan Umum Prime Coating Water Base Untuk Komponen Bangunan (Manual)Dokumen3 halaman20170522-Pengenalan Umum Prime Coating Water Base Untuk Komponen Bangunan (Manual)Dodong PurnomoBelum ada peringkat
- TS - Oil Mixed Coolant - HD 785-7Dokumen14 halamanTS - Oil Mixed Coolant - HD 785-7Thom YoutubeBelum ada peringkat
- Melaksanakan Pengecatan Kecil (Spot Repainting)Dokumen33 halamanMelaksanakan Pengecatan Kecil (Spot Repainting)Frend Die FrendBelum ada peringkat
- Performance Appraisal Form - ProduksiDokumen2 halamanPerformance Appraisal Form - ProduksiHR RajaluBelum ada peringkat
- Folding Gate 5m - Merged4 PDFDokumen4 halamanFolding Gate 5m - Merged4 PDFFitria RahmawatiBelum ada peringkat
- Fire Fighting MingguanDokumen1 halamanFire Fighting MingguanSuriyaningsihBelum ada peringkat
- Skill Check Metode Color Matching Cat Metalik - New Step 2Dokumen9 halamanSkill Check Metode Color Matching Cat Metalik - New Step 2jazmiBelum ada peringkat
- Panduan Pengecatan Mobil Dan Problem SolvingDokumen27 halamanPanduan Pengecatan Mobil Dan Problem SolvingRico FerdiansyahBelum ada peringkat
- Perencanaan Instalasi Mist CollectorDokumen10 halamanPerencanaan Instalasi Mist CollectorHaris AnggriawanBelum ada peringkat
- FMEA RevDokumen116 halamanFMEA RevAldry Buvi Yvc-v'zeroFortysixBelum ada peringkat
- 13 - FmeaDokumen37 halaman13 - Fmeadenisa eoyBelum ada peringkat
- Critical To Quality Jumlah (KG) Kumulatif (KG) Presentase Cacat (%)Dokumen22 halamanCritical To Quality Jumlah (KG) Kumulatif (KG) Presentase Cacat (%)maulidiaa 89Belum ada peringkat
- PE1 WB 5 Body FillerDokumen12 halamanPE1 WB 5 Body FillerSie NaskahBelum ada peringkat
- 13 TQM FmeaDokumen38 halaman13 TQM FmeaFariz FarhanBelum ada peringkat
- Jsea RefuelingDokumen2 halamanJsea Refuelingirwan yuniardiBelum ada peringkat
- Unjuk Keterampilan - Lucyana KurniasihDokumen4 halamanUnjuk Keterampilan - Lucyana KurniasihEni SumarniBelum ada peringkat
- Fm-367.00 - Orientasi Kualitas Kerja Pekerja BaruDokumen1 halamanFm-367.00 - Orientasi Kualitas Kerja Pekerja BarumaryamBelum ada peringkat
- DoosingDokumen1 halamanDoosingFath Noah PeterpanBelum ada peringkat
- MFA-FM-HSE-098 - 04 Formulir Izin Kerja PengangkatanDokumen2 halamanMFA-FM-HSE-098 - 04 Formulir Izin Kerja PengangkatanRafshanjani Muhammad ArrieBelum ada peringkat
- 07 Pengendalian (Controlling)Dokumen48 halaman07 Pengendalian (Controlling)AbelBelum ada peringkat
- Painting f3Dokumen10 halamanPainting f3Aji Ilham SBelum ada peringkat
- JOB1@engine Tune Up Ohv EngineDokumen11 halamanJOB1@engine Tune Up Ohv EngineZadin frBelum ada peringkat
- Form InspectDokumen7 halamanForm InspectagusBelum ada peringkat
- For PPhentDokumen19 halamanFor PPhentgarnet andreaBelum ada peringkat
- MC - Production Supervisor SewingDokumen18 halamanMC - Production Supervisor SewingAri RamadhanBelum ada peringkat
- Aspek Penilaian PengujiDokumen1 halamanAspek Penilaian PengujiEriggo SonryBelum ada peringkat
- B'In Tips Terkena Uap PanasDokumen2 halamanB'In Tips Terkena Uap PanasaarizalBelum ada peringkat
- Executive Briefing ISO Edisi 1 (Obsolute)Dokumen30 halamanExecutive Briefing ISO Edisi 1 (Obsolute)CUSTOMER SERVICE Carre CCSLBelum ada peringkat
- KAK Belanja Jasa Konsultasi Survei Kepuasan Masyarakat 2019Dokumen6 halamanKAK Belanja Jasa Konsultasi Survei Kepuasan Masyarakat 2019CUSTOMER SERVICE Carre CCSLBelum ada peringkat
- KPI-BSC - NQA Webinar Training - Rev00Dokumen56 halamanKPI-BSC - NQA Webinar Training - Rev00CUSTOMER SERVICE Carre CCSLBelum ada peringkat
- Kak Penyusunan Dokumen Iso2701 Siskohat 2019Dokumen7 halamanKak Penyusunan Dokumen Iso2701 Siskohat 2019CUSTOMER SERVICE Carre CCSL100% (1)
- Dokumen Pengadaan Jasa Konsultansi Penyusunan ISO 27001 2019Dokumen35 halamanDokumen Pengadaan Jasa Konsultansi Penyusunan ISO 27001 2019CUSTOMER SERVICE Carre CCSLBelum ada peringkat
- QS ISO 9001 Dan ISO 14001 2Dokumen156 halamanQS ISO 9001 Dan ISO 14001 2CUSTOMER SERVICE Carre CCSLBelum ada peringkat
- ISOTS 16949 Edisi 1 Rev 2Dokumen179 halamanISOTS 16949 Edisi 1 Rev 2CUSTOMER SERVICE Carre CCSLBelum ada peringkat
- Daftar Isi ISO 9002Dokumen1 halamanDaftar Isi ISO 9002CUSTOMER SERVICE Carre CCSLBelum ada peringkat
- 5 S Di Tempat KerjaDokumen79 halaman5 S Di Tempat KerjaCUSTOMER SERVICE Carre CCSLBelum ada peringkat
- Business Process Mapping Edisi I Rev. 00Dokumen32 halamanBusiness Process Mapping Edisi I Rev. 00CUSTOMER SERVICE Carre CCSLBelum ada peringkat