Anda mungkin juga menyukai
- Komponen Tata UdaraDokumen12 halamanKomponen Tata UdaraYanto Suyanto100% (2)
- BESI COR DAN PENERAPANNYADokumen12 halamanBESI COR DAN PENERAPANNYAMutiawalia PutriBelum ada peringkat
- BESI TUANGDokumen15 halamanBESI TUANGYoi BeNk100% (1)
- Karakteristik Besi CorDokumen12 halamanKarakteristik Besi CorFaniaAgustin100% (1)
- Bab I Pendahuluan: 1.1 Latar BelakangDokumen16 halamanBab I Pendahuluan: 1.1 Latar BelakangEgry AndoBelum ada peringkat
- Tugas Material TeknikDokumen7 halamanTugas Material TeknikadventmanurungBelum ada peringkat
- Bahan Logam Dan Bahan Bukan LogamDokumen41 halamanBahan Logam Dan Bahan Bukan LogamHisyam Nozi100% (3)
- 9 Bab IiDokumen24 halaman9 Bab IipriagungadilwicaksonoBelum ada peringkat
- Material Tipe Besi TuangDokumen7 halamanMaterial Tipe Besi TuangApriadi HartantoBelum ada peringkat
- Materi PDTM 3.10 4.10Dokumen6 halamanMateri PDTM 3.10 4.10asafirdausBelum ada peringkat
- HAZ DAN LASANDokumen4 halamanHAZ DAN LASANcetak psbBelum ada peringkat
- Bahan Kuliah Besi TuangDokumen24 halamanBahan Kuliah Besi TuangGifta OktaviaBelum ada peringkat
- MAKALAH PBT 2 Bahan Logam BesiDokumen22 halamanMAKALAH PBT 2 Bahan Logam BesiArjunBelum ada peringkat
- Pengecoran LogamDokumen12 halamanPengecoran Logammangasi sinagaBelum ada peringkat
- BesiDokumen27 halamanBesiachsanamjBelum ada peringkat
- TEORI PENGECORAN LOGAMDokumen32 halamanTEORI PENGECORAN LOGAMadiirmanBelum ada peringkat
- Pengecoran LogamDokumen29 halamanPengecoran LogamHkrhmn 46Belum ada peringkat
- Klasifikasi Bahan TeknikDokumen56 halamanKlasifikasi Bahan TeknikReza FadhilaBelum ada peringkat
- Makalah Besi Tuang Ilmu BahanDokumen11 halamanMakalah Besi Tuang Ilmu BahanReza MahendraBelum ada peringkat
- CASTING SEJARAHDokumen6 halamanCASTING SEJARAHgumilar ramadhanBelum ada peringkat
- JENIS BESI DAN BAJADokumen28 halamanJENIS BESI DAN BAJADani Feriya SetiyawanBelum ada peringkat
- Makalah PengecoranDokumen9 halamanMakalah PengecoranAwank AdiBelum ada peringkat
- Laporan Praktikum PengecoranDokumen23 halamanLaporan Praktikum PengecoranfaizinBelum ada peringkat
- Tugas Besar Teknologi Bahan BangunanDokumen5 halamanTugas Besar Teknologi Bahan BangunanIin Afriani YudaBelum ada peringkat
- Besi TuangDokumen24 halamanBesi TuangAlza NadillaBelum ada peringkat
- BESITUANGDokumen12 halamanBESITUANGDennyHimawanBelum ada peringkat
- Proses Pembuatan PistonDokumen8 halamanProses Pembuatan PistonJasmine Thompson100% (1)
- Proses Manufaktur IDokumen7 halamanProses Manufaktur Idicky_permana083091Belum ada peringkat
- Modul Pertemuan 3-Pembuatan Besi Dan PaduannyaDokumen10 halamanModul Pertemuan 3-Pembuatan Besi Dan PaduannyaReza KamaludinBelum ada peringkat
- Besi Dan Baja2Dokumen31 halamanBesi Dan Baja2faraditaputri100% (3)
- Secara Umum Besi Tuang (Cast Iron) AdalahDokumen8 halamanSecara Umum Besi Tuang (Cast Iron) AdalahdanielfebrianBelum ada peringkat
- JENIS BESI CORDokumen3 halamanJENIS BESI CORAdi Wahyu Mancunian ArzantoBelum ada peringkat
- Besi CorDokumen36 halamanBesi CorSun NartoBelum ada peringkat
- Pengecoran Logam VikiDokumen8 halamanPengecoran Logam VikiJhun AkbarBelum ada peringkat
- Bahan Konstruksi Pabrik KimiaDokumen16 halamanBahan Konstruksi Pabrik KimiaRamaBelum ada peringkat
- Pertemuan 3Dokumen11 halamanPertemuan 3Manullang RBelum ada peringkat
- Worksheet 2 Korosi Dan Pelapisan LogamDokumen6 halamanWorksheet 2 Korosi Dan Pelapisan LogamRidwan Syahrizal ArmajaBelum ada peringkat
- Tugas Material Teknik Muhammad Ariya AfifDokumen12 halamanTugas Material Teknik Muhammad Ariya Afifariya afifBelum ada peringkat
- Besi Tuang (New)Dokumen28 halamanBesi Tuang (New)Try EmaBelum ada peringkat
- PENGECORANDokumen31 halamanPENGECORANsesiyola ramandaBelum ada peringkat
- Bahan Konstruksi LogamDokumen25 halamanBahan Konstruksi LogamWulan Novitasari apBelum ada peringkat
- BAB IV Besi CorDokumen7 halamanBAB IV Besi CorVinsensius Herdani Agung NugrohoBelum ada peringkat
- Proses Pengecoran LogamDokumen12 halamanProses Pengecoran LogamAnang PrayogiBelum ada peringkat
- BESI DAN NIKELDokumen14 halamanBESI DAN NIKELAji Galih Curah KusumaBelum ada peringkat
- Uas TBK, Alief Azizi, 200110166Dokumen11 halamanUas TBK, Alief Azizi, 200110166Alief AziziBelum ada peringkat
- Material TeknikDokumen68 halamanMaterial TekniksukronwibuBelum ada peringkat
- Tugas Proses Produksi IiDokumen21 halamanTugas Proses Produksi IiZul Fitrah LahamusiaBelum ada peringkat
- Pengolahan Besi Tuang Dengan Dapur KupolaDokumen8 halamanPengolahan Besi Tuang Dengan Dapur KupolaGilbert244Belum ada peringkat
- Bahan Dan SifatnyaDokumen33 halamanBahan Dan SifatnyaRicky Ryu HermawanBelum ada peringkat
- Pengelasan Besi CorDokumen26 halamanPengelasan Besi CorpuguhBelum ada peringkat
- Jenis Dan Aplikasi MaterialDokumen6 halamanJenis Dan Aplikasi MaterialRizqi IqbalBelum ada peringkat
- Makalah Besi Tuang Ilmu BahanDokumen16 halamanMakalah Besi Tuang Ilmu BahanFebri RiyanzBelum ada peringkat
- Pembuatan Besi CorDokumen8 halamanPembuatan Besi CorReza Andre SuhadaBelum ada peringkat
- Proses Dasar Pembentukan LogamDokumen46 halamanProses Dasar Pembentukan LogamWahyu Nur MusyafaBelum ada peringkat
- OPTIMASI GATING SYSTEM PADA PENGECORANDokumen27 halamanOPTIMASI GATING SYSTEM PADA PENGECORANGale HawthorneBelum ada peringkat
- Macam-Macam Besi TuangDokumen3 halamanMacam-Macam Besi Tuangsyaiful ulin50% (2)
- Makalah MaterialDokumen13 halamanMakalah MaterialI Komang DiegoAntaraBelum ada peringkat
- KONSTRUKSI BAJA DAN LOGAMDokumen27 halamanKONSTRUKSI BAJA DAN LOGAMRika A. WibowoBelum ada peringkat
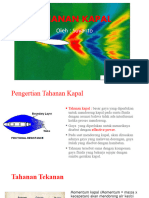
- TBK Pertemuan 3 - Tahanan KapalDokumen19 halamanTBK Pertemuan 3 - Tahanan KapalYanto SuyantoBelum ada peringkat
- TBK Pertemuan 2Dokumen31 halamanTBK Pertemuan 2Yanto SuyantoBelum ada peringkat
- TBK Pertemuan 4 - Berat KapalDokumen31 halamanTBK Pertemuan 4 - Berat KapalYanto SuyantoBelum ada peringkat
- p4. Struktur Baja KarbonDokumen8 halamanp4. Struktur Baja KarbonYanto SuyantoBelum ada peringkat
- TBK Pertemuan 1Dokumen26 halamanTBK Pertemuan 1Yanto SuyantoBelum ada peringkat
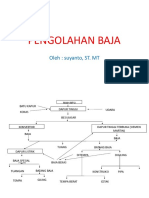
- PENGOLAHAN BAJA KasarDokumen24 halamanPENGOLAHAN BAJA KasarYanto SuyantoBelum ada peringkat
- Uji Kekerasan Dan ImpacDokumen27 halamanUji Kekerasan Dan ImpacYanto SuyantoBelum ada peringkat
- p4. Uji TarikDokumen19 halamanp4. Uji TarikYanto SuyantoBelum ada peringkat
- Prosedur Pemasangan ACDokumen19 halamanProsedur Pemasangan ACYanto SuyantoBelum ada peringkat
- OPTIMALKAN AC KAPALDokumen12 halamanOPTIMALKAN AC KAPALYanto Suyanto100% (1)
- SIKLUS ACDokumen11 halamanSIKLUS ACYanto SuyantoBelum ada peringkat
- Pertemuan 1Dokumen25 halamanPertemuan 1Yanto SuyantoBelum ada peringkat
- PalkaDokumen20 halamanPalkaYanto SuyantoBelum ada peringkat
- Pengecoran LogamDokumen28 halamanPengecoran LogamYanto SuyantoBelum ada peringkat