Anda mungkin juga menyukai
- Sensor BinerDokumen8 halamanSensor BinerHendra PrasetyoBelum ada peringkat
- Rangkat Dasar Masukan Pada Otomasi IndustriDokumen116 halamanRangkat Dasar Masukan Pada Otomasi IndustrimelisaBelum ada peringkat
- Modul 2 Otomasi IndustriDokumen19 halamanModul 2 Otomasi IndustrimuhamadyusupBelum ada peringkat
- Modul PLCDokumen134 halamanModul PLCFredian OtnielBelum ada peringkat
- Ebook Panduan PLC Omron PDFDokumen85 halamanEbook Panduan PLC Omron PDFFaisal ManurungBelum ada peringkat
- Sistem Loop TertutupDokumen4 halamanSistem Loop TertutupAhmad Ufi IsbarBelum ada peringkat
- MAKALAH MEKATRONIKA SENSOR Dan AKTUATORDokumen9 halamanMAKALAH MEKATRONIKA SENSOR Dan AKTUATORirsad nurfiqriBelum ada peringkat
- Job Aplikasi Instruksi Dasar 2Dokumen11 halamanJob Aplikasi Instruksi Dasar 2Murti AmangestiBelum ada peringkat
- Modul Automasi Industri 2013Dokumen75 halamanModul Automasi Industri 2013Muhammad Royyan Zahir100% (1)
- Perangkat Input Output PLCDokumen12 halamanPerangkat Input Output PLCeko heruBelum ada peringkat
- Perangkat IO PLCDokumen12 halamanPerangkat IO PLCTika KusumaBelum ada peringkat
- Sistem Loop TertutupDokumen4 halamanSistem Loop TertutupAhmadufiBelum ada peringkat
- 04 - Il-2a - Laprak PLC Dwiky Purba CDokumen10 halaman04 - Il-2a - Laprak PLC Dwiky Purba CDwiky PurbacBelum ada peringkat
- Laporan PLCDokumen7 halamanLaporan PLCUgh AhhBelum ada peringkat
- (TPB) Modul Praktikum Sistem KontrolDokumen25 halaman(TPB) Modul Praktikum Sistem KontrolJesika DweBelum ada peringkat
- Otomasi IndustriDokumen7 halamanOtomasi IndustriwahyufadjarBelum ada peringkat
- Detail Spesifikasi Input Devices PLCDokumen16 halamanDetail Spesifikasi Input Devices PLCmompBelum ada peringkat
- Uts Sistem KontrolDokumen6 halamanUts Sistem KontrolE2Sahrul EfendiBelum ada peringkat
- Sistem Kontrol Konveyor Pemilah LogamDokumen8 halamanSistem Kontrol Konveyor Pemilah LogamEsts HoysBelum ada peringkat
- Modul 1 - Sinking Sourcing Input ModuleDokumen6 halamanModul 1 - Sinking Sourcing Input ModuleTri GssBelum ada peringkat
- Daftar IsiDokumen102 halamanDaftar IsiAgus ArsantoBelum ada peringkat
- Pengenalan SensorDokumen10 halamanPengenalan SensorRicha RerungBelum ada peringkat
- Laporan Mekatronika KOMPLITDokumen140 halamanLaporan Mekatronika KOMPLITmaragilclubBelum ada peringkat
- Paper Mata Kuliah PLC: Disusun Oleh: Lingga Wiyandi 207002063 Kelas BDokumen11 halamanPaper Mata Kuliah PLC: Disusun Oleh: Lingga Wiyandi 207002063 Kelas BLingga WiyandiBelum ada peringkat
- Robot Pembersih Lantai Berbasis Arduino Dengan Sensor UltrasonikDokumen27 halamanRobot Pembersih Lantai Berbasis Arduino Dengan Sensor UltrasonikLatifah hanumBelum ada peringkat
- Laporan Proyek Sistem Manufaktur Terpadu - Hidayah CahyaDokumen43 halamanLaporan Proyek Sistem Manufaktur Terpadu - Hidayah CahyaShandy SyahrizalBelum ada peringkat
- SENSOR Dan PEMROSESAN SINYAL - En.idDokumen56 halamanSENSOR Dan PEMROSESAN SINYAL - En.idWilliam SandyPutraBelum ada peringkat
- Pembuka Pintu OtomatisDokumen12 halamanPembuka Pintu OtomatisRhapsody Andantio WijayaBelum ada peringkat
- Rancang Bangun Sistem Kendali Alat Penyo 749a14c1 PDFDokumen7 halamanRancang Bangun Sistem Kendali Alat Penyo 749a14c1 PDFRiyan RifandiBelum ada peringkat
- Peran Sensor Dalam Perkembangan Industri IndonesiaDokumen7 halamanPeran Sensor Dalam Perkembangan Industri IndonesiaDjehan SulaemanBelum ada peringkat
- Jenis Jenis MikrokontrollerDokumen140 halamanJenis Jenis MikrokontrollerSiswanto SpdBelum ada peringkat
- Materi ListrikDokumen3 halamanMateri ListrikAldoBelum ada peringkat
- Bahan Ajar PLCDokumen162 halamanBahan Ajar PLCbachtiar 119100% (1)
- Makalah SensorDokumen18 halamanMakalah SensorGamar BasukiBelum ada peringkat
- Sistem Kendali PDFDokumen6 halamanSistem Kendali PDFNadnuraBelum ada peringkat
- Sensor Digital Dan AnalogDokumen11 halamanSensor Digital Dan AnalogDesty ZaharaBelum ada peringkat
- Ringkasan Pengantar Mekatronika Dan SensorDokumen5 halamanRingkasan Pengantar Mekatronika Dan SensorSamsulBelum ada peringkat
- File IiiDokumen17 halamanFile IiihadiBelum ada peringkat
- Tugas IML. XII-TITL 2Dokumen17 halamanTugas IML. XII-TITL 2ami kasaBelum ada peringkat
- 3.2 Sensor ElektronikaDokumen12 halaman3.2 Sensor ElektronikaFiqri Jamal100% (2)
- Makalah Mekatronika 2Dokumen7 halamanMakalah Mekatronika 2Andro WicaksonoBelum ada peringkat
- Sistem Elektromekanik Traffic Light, Conveyor, Pintu Otomatis, Bel Kuis Menggunakan PLCDokumen6 halamanSistem Elektromekanik Traffic Light, Conveyor, Pintu Otomatis, Bel Kuis Menggunakan PLCNoval AnuroBelum ada peringkat
- 1 PBDokumen10 halaman1 PBptkmstelecomBelum ada peringkat
- Uts Mekatronika Muhammad Rizal PDFDokumen7 halamanUts Mekatronika Muhammad Rizal PDFMuhammad RizalBelum ada peringkat
- TUGAS 1 - Rafli Maulana - Resume MateriDokumen6 halamanTUGAS 1 - Rafli Maulana - Resume MateriMagang RenusBelum ada peringkat
- Coca ColaDokumen8 halamanCoca ColaOuwrye Z ZaBelum ada peringkat
- Pengendali Tirai Otomatis Dilengkapi Dengan Kendali Jarak JauhDokumen29 halamanPengendali Tirai Otomatis Dilengkapi Dengan Kendali Jarak JauhKim NamjoonBelum ada peringkat
- H1A016035 - Alfredo Elmart Sahat MauliDokumen5 halamanH1A016035 - Alfredo Elmart Sahat MauliAlfredo ElmartBelum ada peringkat
- Modul Keseluruhan Automasi 1 1 Bab 1Dokumen7 halamanModul Keseluruhan Automasi 1 1 Bab 1Fakhri D Alveiro RBelum ada peringkat
- Makalah Klasifikasi SensorDokumen17 halamanMakalah Klasifikasi SensorAgungBelum ada peringkat
- Tugas MekatronikaDokumen32 halamanTugas Mekatronikadaviano rajagukgukBelum ada peringkat
- Modul Sistem Kontrol Penyeleksi Ukuran Buah Apel Berbasis PLCDokumen8 halamanModul Sistem Kontrol Penyeleksi Ukuran Buah Apel Berbasis PLCKhairul BastianBelum ada peringkat
- 03 2017 Sistem Kontrol Otomatis Penyortir Logam Dan Non Logam Berbasis PLC OmronDokumen9 halaman03 2017 Sistem Kontrol Otomatis Penyortir Logam Dan Non Logam Berbasis PLC OmronRudi YouTubeBelum ada peringkat
- Tugas Ukm 1Dokumen6 halamanTugas Ukm 1Magang RenusBelum ada peringkat
- 20042000050-Tugas 2 Sistem KendaliDokumen7 halaman20042000050-Tugas 2 Sistem KendaliKevin Apon MubarakBelum ada peringkat
- Achirulsani Laporan Aplikasi Digital Input Output Lampu & SensorDokumen11 halamanAchirulsani Laporan Aplikasi Digital Input Output Lampu & SensorMafia TrjBelum ada peringkat
- Makalah SensorDokumen19 halamanMakalah SensorPutri Chairany75% (8)
- Makalah Pintu OtomatisDokumen7 halamanMakalah Pintu OtomatisAzanoKholicc100% (2)
- Ekomomi, Bisnis, Regulasi & Kebijakan TelekomunikasiDari EverandEkomomi, Bisnis, Regulasi & Kebijakan TelekomunikasiPenilaian: 4 dari 5 bintang4/5 (77)
- Kalkulus Dan Geomatri Analisis Jilid 1 Bab I PDFDokumen58 halamanKalkulus Dan Geomatri Analisis Jilid 1 Bab I PDFPrasetya Alam TrisutrisnoBelum ada peringkat
- Aku, Dia Dan OshikuDokumen2 halamanAku, Dia Dan OshikuArief Nur KhoerudinBelum ada peringkat
- Kalkulus Dan Geomatri Analisis Jilid 1 Bab 3Dokumen80 halamanKalkulus Dan Geomatri Analisis Jilid 1 Bab 3Fhita AkiLaBelum ada peringkat
- Kalkulus Dan Geomatri Analisis Jilid 1 Bab 6Dokumen18 halamanKalkulus Dan Geomatri Analisis Jilid 1 Bab 6Arief Nur Khoerudin75% (4)
- Kalkulus Dan Geomatri Analisis Jilid 1 Bab 2Dokumen58 halamanKalkulus Dan Geomatri Analisis Jilid 1 Bab 2Haves Qausar100% (1)
- AlgoritmaDokumen124 halamanAlgoritmaMuhammad Iqbal Chaniago100% (1)
- Teori Dasar MikrokontrolerDokumen35 halamanTeori Dasar MikrokontrolerArief Nur KhoerudinBelum ada peringkat
- Pertemuan 1 - Pengenalan AlgoritmaDokumen16 halamanPertemuan 1 - Pengenalan AlgoritmaIkhsan AnugerahBelum ada peringkat
- Modul Software Terapan I (2010)Dokumen143 halamanModul Software Terapan I (2010)Arief Nur KhoerudinBelum ada peringkat
- Cara Membuat Game Sederhana Dengan C++Dokumen3 halamanCara Membuat Game Sederhana Dengan C++Arief Nur KhoerudinBelum ada peringkat
- Silabus Kalkulus IDokumen5 halamanSilabus Kalkulus IArief Nur KhoerudinBelum ada peringkat
- Pencemaran LingkunganDokumen31 halamanPencemaran LingkunganArief Nur KhoerudinBelum ada peringkat
- Penggolongan KomputerDokumen6 halamanPenggolongan KomputerYunna AjaBelum ada peringkat
- Visual Basic 6Dokumen157 halamanVisual Basic 6nenx-nna-alluunnddhh-3694Belum ada peringkat
- Latihan Soal IPS KebudayaanDokumen4 halamanLatihan Soal IPS KebudayaanArief Nur KhoerudinBelum ada peringkat
- 2 Op-AmpDokumen42 halaman2 Op-AmppasamanbaratBelum ada peringkat
- Tutorial Lengkap At89s51Dokumen104 halamanTutorial Lengkap At89s51jazz_fxBelum ada peringkat
- Cepat Mahir VB6Dokumen3 halamanCepat Mahir VB6Arief Nur KhoerudinBelum ada peringkat
- Daily Report PKL/PSG/PrakerinDokumen25 halamanDaily Report PKL/PSG/PrakerinArief Nur KhoerudinBelum ada peringkat
- Pendahuluan Lap. PrakerinDokumen9 halamanPendahuluan Lap. PrakerinArief Nur KhoerudinBelum ada peringkat
- Modul IPS Kelas XIIDokumen27 halamanModul IPS Kelas XIIArief Nur Khoerudin92% (12)
- Hukum WarisDokumen50 halamanHukum WarisArief Nur KhoerudinBelum ada peringkat
- Aplikasi MikroprosesorDokumen12 halamanAplikasi MikroprosesorArief Nur Khoerudin100% (1)
- Isi Lap. PrakerinDokumen9 halamanIsi Lap. PrakerinArief Nur KhoerudinBelum ada peringkat
- Presentasi Laporan KewirausahaanDokumen16 halamanPresentasi Laporan KewirausahaanArief Nur KhoerudinBelum ada peringkat
- Contoh Presentasi PSGDokumen17 halamanContoh Presentasi PSGArief Nur KhoerudinBelum ada peringkat
- Contoh Proposal KewirausahaanDokumen9 halamanContoh Proposal KewirausahaanArief Nur KhoerudinBelum ada peringkat
- PLC Modul IVDokumen6 halamanPLC Modul IVArief Nur KhoerudinBelum ada peringkat
- Format Laporan PrakerinDokumen21 halamanFormat Laporan PrakerinArief Nur Khoerudin100% (2)
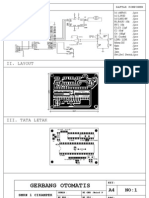
- Gerbang Otomatis - AT89s51 - File UjikomDokumen1 halamanGerbang Otomatis - AT89s51 - File UjikomArief Nur KhoerudinBelum ada peringkat