Anda mungkin juga menyukai
- Modul 1 Lini Produksi PpicDokumen26 halamanModul 1 Lini Produksi PpicMuhammad Faisal KbaBelum ada peringkat
- Pemilahan Bahan Dan Proses (Gitar)Dokumen6 halamanPemilahan Bahan Dan Proses (Gitar)AsriBelum ada peringkat
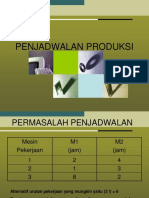
- Penjadwalan ProduksiDokumen9 halamanPenjadwalan Produksisetyei9Belum ada peringkat
- Contoh Soal Waktu BakuDokumen1 halamanContoh Soal Waktu BakuFzan frstmBelum ada peringkat
- Tugas Individu Pertemuan 7 Prak ErgonomiDokumen1 halamanTugas Individu Pertemuan 7 Prak ErgonomiBoy Susilo PratomoBelum ada peringkat
- Kelompok 1 Modu 2Dokumen19 halamanKelompok 1 Modu 2Zulham EfendiBelum ada peringkat
- DisagregasiDokumen10 halamanDisagregasitri cahyo nugrohoBelum ada peringkat
- Pertemuan 5 Perencanaan Kapasitas - RCCPCRPDokumen55 halamanPertemuan 5 Perencanaan Kapasitas - RCCPCRPAcep Nurul MuharomBelum ada peringkat
- Capacity Requirement Plannin (CRP)Dokumen7 halamanCapacity Requirement Plannin (CRP)Yudi SetiabudiBelum ada peringkat
- UTS Perencanaan Tata Letak Pabrik - Genap 2021 TTDDokumen1 halamanUTS Perencanaan Tata Letak Pabrik - Genap 2021 TTDhsyBelum ada peringkat
- Penjadwalan ProduksiDokumen76 halamanPenjadwalan Produksialdie_tockBelum ada peringkat
- PJJ TK 4 SS Eda PDFDokumen5 halamanPJJ TK 4 SS Eda PDFKang ewok KriboBelum ada peringkat
- 8 - Jadwal Induk Produksi 2010Dokumen22 halaman8 - Jadwal Induk Produksi 2010KennedyBelum ada peringkat
- AbcdfghDokumen20 halamanAbcdfghNadyasesdilaBelum ada peringkat
- Pengukuran KerjaDokumen22 halamanPengukuran KerjacessageofaniBelum ada peringkat
- Bab IV Line BalancingDokumen8 halamanBab IV Line BalancingTaufan OpanBelum ada peringkat
- Tahapan-Tahapan SimulasiDokumen7 halamanTahapan-Tahapan SimulasiRahmatTrialih100% (1)
- Konsep Dasar PPCDokumen24 halamanKonsep Dasar PPCPutri WildaniBelum ada peringkat
- MODUL-5 JADWAL INDUK PRODUKSI Dan RCCPDokumen25 halamanMODUL-5 JADWAL INDUK PRODUKSI Dan RCCPYulia IstianiBelum ada peringkat
- Modul 4 MPSDokumen23 halamanModul 4 MPSAgung FirmansyahBelum ada peringkat
- Peta Proses Pembuat GitarDokumen6 halamanPeta Proses Pembuat GitarRifa Alda PratamaBelum ada peringkat
- Concurent EngineeringDokumen5 halamanConcurent EngineeringNovrianAkmalBelum ada peringkat
- Sisprod Acara 5Dokumen40 halamanSisprod Acara 5auliaBelum ada peringkat
- Laporan Praktikum Perancangan Tata Letak Fasilitas: Oleh: Kelompok 10ADokumen54 halamanLaporan Praktikum Perancangan Tata Letak Fasilitas: Oleh: Kelompok 10AMuhammad H EdisonBelum ada peringkat
- TP1 W2 S3 R1 - Ilham Hidayatullah Reza ByaDokumen3 halamanTP1 W2 S3 R1 - Ilham Hidayatullah Reza ByaIlham ByaBelum ada peringkat
- APSK Work Sampling PSKE UNANDDokumen23 halamanAPSK Work Sampling PSKE UNANDafdal1993Belum ada peringkat
- Kelompok 7 RMO DaysDokumen33 halamanKelompok 7 RMO DaysHuda AlfiyansyahBelum ada peringkat
- Minggu - 11 Perencanaan KapasitasDokumen50 halamanMinggu - 11 Perencanaan KapasitasRido Riski. SBelum ada peringkat
- Pemindahan Material Secara ManualDokumen16 halamanPemindahan Material Secara ManualDaniel Kurniawan50% (2)
- Teknik Lot SizingDokumen15 halamanTeknik Lot SizingHendra Wahyu0% (1)
- Pertemuan 6 - Disagregasi Dan MPSDokumen45 halamanPertemuan 6 - Disagregasi Dan MPSAfdalZikriBelum ada peringkat
- Dokumen - Tips Rancang Bangun Mesin Pengupas Kulit Telur RebusDokumen4 halamanDokumen - Tips Rancang Bangun Mesin Pengupas Kulit Telur RebusKalfinBelum ada peringkat
- Proposal PPICDokumen29 halamanProposal PPICRizki AgustinaBelum ada peringkat
- Modul 5 - Penjadwalan ProsesDokumen31 halamanModul 5 - Penjadwalan ProsesÅmíэŋ Ðãř Ðíř ÐöřBelum ada peringkat
- Contoh 2Dokumen5 halamanContoh 2industriBelum ada peringkat
- Diagram Pohon Keputusan Dan Keputusan BertahapDokumen9 halamanDiagram Pohon Keputusan Dan Keputusan BertahapDickySsiekumpaiIlusiounisBelum ada peringkat
- Bottleneck AnalysisDokumen3 halamanBottleneck AnalysisBima AchmadBelum ada peringkat
- 2112 - Isye6096037 - Tdda - TP1-W3-S7-R1 - 2301964514 - Indah PurwatiDokumen2 halaman2112 - Isye6096037 - Tdda - TP1-W3-S7-R1 - 2301964514 - Indah PurwatiIndah PurwatiBelum ada peringkat
- Line BalancingDokumen11 halamanLine BalancingmusliminBelum ada peringkat
- Modul Apk LengkapDokumen120 halamanModul Apk Lengkapmuhammad qandyasBelum ada peringkat
- TP 1 Selesai SCMDokumen3 halamanTP 1 Selesai SCMDodi DermawanBelum ada peringkat
- Usulan Perancangan Sistem Informasi Jadwal Induk Produksi Kayu Di Ud Putra Dinamis TasikmalayaDokumen97 halamanUsulan Perancangan Sistem Informasi Jadwal Induk Produksi Kayu Di Ud Putra Dinamis TasikmalayaKARYAGATA MANDIRI100% (1)
- Jurnal Perbandingan Waktu BakuDokumen8 halamanJurnal Perbandingan Waktu BakuAfinda Putri DwiastutiBelum ada peringkat
- Tubes Capstone Design - Kelompok 2 - Kampung BuyangDokumen121 halamanTubes Capstone Design - Kelompok 2 - Kampung BuyangazhimairfanBelum ada peringkat
- 05 20211 UTS 05520006 Praktikum Manajemen Persediaan Dan Pengadaan 1 RENDIYATNA FERDIAN ST MT Reguler B2 Kelas C 4Dokumen2 halaman05 20211 UTS 05520006 Praktikum Manajemen Persediaan Dan Pengadaan 1 RENDIYATNA FERDIAN ST MT Reguler B2 Kelas C 4Lusi WahyuniBelum ada peringkat
- Jam HentiDokumen26 halamanJam HentiAde ChandraBelum ada peringkat
- Teknik Implementasi Rencana Kebutuhan Bahan Dalam Sistem Produksi Job/Batch ShopDokumen15 halamanTeknik Implementasi Rencana Kebutuhan Bahan Dalam Sistem Produksi Job/Batch ShopFitriadi AdiBelum ada peringkat
- Prod-Engg Production Control Design IDokumen30 halamanProd-Engg Production Control Design IjunaidikunBelum ada peringkat
- Tugas Review - Kelompok 6 - Faal Ddan BiomekanikaDokumen31 halamanTugas Review - Kelompok 6 - Faal Ddan BiomekanikaFariz NoorBelum ada peringkat
- Bottleneck Analysis (Manajemen Oprasional) CDokumen3 halamanBottleneck Analysis (Manajemen Oprasional) CWawan Mazid SupriatnaBelum ada peringkat
- Quis Permodelan SistemDokumen14 halamanQuis Permodelan SistemLivia SafiraBelum ada peringkat
- Tugas Kelompok Praktikum ApkDokumen11 halamanTugas Kelompok Praktikum ApkBoy Susilo PratomoBelum ada peringkat
- Latihan Soal PtiDokumen1 halamanLatihan Soal PtiWahyu S RahmanBelum ada peringkat
- ProduksiDokumen50 halamanProduksiDiko PratamaBelum ada peringkat
- Keseimbangan Lini Produksi 2015Dokumen50 halamanKeseimbangan Lini Produksi 2015irfanBelum ada peringkat
- Keseimbangan Lini Produksi: (Line Balancing)Dokumen36 halamanKeseimbangan Lini Produksi: (Line Balancing)Muh Refli BBelum ada peringkat
- Line BalancingDokumen41 halamanLine BalancingA Muh Ikhsan NulhaqBelum ada peringkat
- 4.line Balancing-1Dokumen21 halaman4.line Balancing-1Luthfi ADBelum ada peringkat
- BAB II Line BalancingDokumen25 halamanBAB II Line BalancingAde InrianiBelum ada peringkat
- 11 12penjadwalanDokumen105 halaman11 12penjadwalanmarcelle doankBelum ada peringkat
- Modul Optimasi Lengkap 4333 PDFDokumen41 halamanModul Optimasi Lengkap 4333 PDFbayuBelum ada peringkat
- Grand Design PendidikanDokumen5 halamanGrand Design PendidikanbayuBelum ada peringkat
- Pertemuan 3 4 Line BalancingDokumen39 halamanPertemuan 3 4 Line BalancingbayuBelum ada peringkat
- (1307) Proposal Analisis Perencanaan Pengembangan Kawasan Pariwisata Karimunjawa Yang Berkelanjutan (Sustainable Tourism)Dokumen44 halaman(1307) Proposal Analisis Perencanaan Pengembangan Kawasan Pariwisata Karimunjawa Yang Berkelanjutan (Sustainable Tourism)bayuBelum ada peringkat
- QFD Pelayanan PDFDokumen7 halamanQFD Pelayanan PDFbayuBelum ada peringkat
- Proposal Masterplan Kesehatan Kaltara 2016Dokumen32 halamanProposal Masterplan Kesehatan Kaltara 2016bayu100% (1)