Anda mungkin juga menyukai
- Sistem Pewrawatan Terpadu Integrated Maintenance SystemDokumen11 halamanSistem Pewrawatan Terpadu Integrated Maintenance SystemImron RosadiBelum ada peringkat
- RSM Pembuatan Botol PDFDokumen154 halamanRSM Pembuatan Botol PDFYunitaBelum ada peringkat
- 131 272 1 SMDokumen4 halaman131 272 1 SMRieef 10100% (1)
- Alat Uji Tarik FixDokumen39 halamanAlat Uji Tarik FixGalih RekaBelum ada peringkat
- Bab I-III Revisi Bahan Ajar Struktur Baja 2019Dokumen57 halamanBab I-III Revisi Bahan Ajar Struktur Baja 2019Yupa BejidanaBelum ada peringkat
- Cara Pembuatan KanopiDokumen12 halamanCara Pembuatan Kanopi16. Andrea ArdiansahBelum ada peringkat
- Usulan Perbaikan Sistem Kerja Dengan Pendekatan Ergonomi Makro Di PT. XYZDokumen67 halamanUsulan Perbaikan Sistem Kerja Dengan Pendekatan Ergonomi Makro Di PT. XYZAndika Dwi NugrahaBelum ada peringkat
- Kebijakan Penanggulangan Abrasi Pantai Di BaliDokumen16 halamanKebijakan Penanggulangan Abrasi Pantai Di Balinesi_nokBelum ada peringkat
- HirarcDokumen7 halamanHirarcEdoBelum ada peringkat
- Pengertian CementDokumen14 halamanPengertian CementBayu SayektiBelum ada peringkat
- Revisi Sampai Halaman 98Dokumen116 halamanRevisi Sampai Halaman 98Agung RachmadanBelum ada peringkat
- Tugas Akhir 1-DikonversiDokumen33 halamanTugas Akhir 1-DikonversiDewaBelum ada peringkat
- Turap BambuDokumen10 halamanTurap BambudomaBelum ada peringkat
- Proposal Ampas Tebu Sebagai Agregat Halus Pada BetonDokumen12 halamanProposal Ampas Tebu Sebagai Agregat Halus Pada BetonFadli Dirga SubardiBelum ada peringkat
- Contoh JurnalDokumen12 halamanContoh JurnalWiwinBelum ada peringkat
- E. MetodologiDokumen93 halamanE. MetodologiBA GeophysicsBelum ada peringkat
- Laporan Praktek Kerja NyataDokumen48 halamanLaporan Praktek Kerja NyataFauzan Ammar PutraBelum ada peringkat
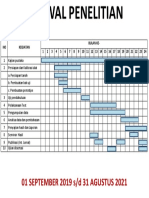
- Jadwal PenelitianDokumen1 halamanJadwal PenelitianSyh TfkBelum ada peringkat
- Kajian Musik NusantaraDokumen15 halamanKajian Musik NusantaraAgung Pujiana NugrahaBelum ada peringkat
- Batu BataDokumen6 halamanBatu BataJanssen LeeBelum ada peringkat
- Ready MixDokumen83 halamanReady MixYoffi Indityana SariBelum ada peringkat
- DEMNAS SRTM BaliDokumen8 halamanDEMNAS SRTM BalitiaraBelum ada peringkat
- Surat PermohonanDokumen4 halamanSurat PermohonanRacaDerryDwiPutraBelum ada peringkat
- Poster Air Asam TambangDokumen1 halamanPoster Air Asam TambangLukmanul HakimBelum ada peringkat
- Analisa Penerapan Manajemen Waktu Dan Biaya Pada Proyek Pembangunan Hotel BW Luxury JambiDokumen12 halamanAnalisa Penerapan Manajemen Waktu Dan Biaya Pada Proyek Pembangunan Hotel BW Luxury Jambisyafira izmalizaBelum ada peringkat
- Jurnal PariwisataDokumen12 halamanJurnal PariwisataJOKI TUGAS SMGBelum ada peringkat
- Laporan Ekskursi Lingkungan BinaanDokumen25 halamanLaporan Ekskursi Lingkungan BinaanBedwina RegitadellaBelum ada peringkat
- Aspal ButonDokumen5 halamanAspal ButonArief AnshelmoBelum ada peringkat
- Review Jurnal Pemilihan Bahan Dan Manufaktur (Turbin)Dokumen6 halamanReview Jurnal Pemilihan Bahan Dan Manufaktur (Turbin)Ratu Sofiya AsfiraputriBelum ada peringkat
- Laporan Kerja Praktik - Katya Dara Ozzilenda SoegihartoDokumen65 halamanLaporan Kerja Praktik - Katya Dara Ozzilenda SoegihartoAhmad Alghozali DosSantos AveiroBelum ada peringkat
- Aspal PlastikDokumen25 halamanAspal Plastikjalanjalanmen squadBelum ada peringkat
- Proposal Skirpsi Akmal FixDokumen32 halamanProposal Skirpsi Akmal FixSyihab AnwarBelum ada peringkat
- Geological Strength IndexDokumen4 halamanGeological Strength IndexAndriantoBelum ada peringkat
- Lampiran I Daftar Penerima Pendanaan Pengabdian Kepada Masyarakat Tahun 2021Dokumen86 halamanLampiran I Daftar Penerima Pendanaan Pengabdian Kepada Masyarakat Tahun 2021Farzan Ahza ArganiBelum ada peringkat
- BAB 1.docx Pak DiartoDokumen19 halamanBAB 1.docx Pak DiartoOctofina MaritjeBelum ada peringkat
- Manaj ProyksuramaduDokumen18 halamanManaj ProyksuramaduIan Miracle100% (1)
- Hidrogeologi JatinangorDokumen3 halamanHidrogeologi JatinangorBagus SadewoBelum ada peringkat
- Studi Kasus Konstruksi Jalan Di Atas Lahan Basah Dengan Perkuatan GeotextileDokumen7 halamanStudi Kasus Konstruksi Jalan Di Atas Lahan Basah Dengan Perkuatan GeotextileAgus DagdoBelum ada peringkat
- Finite Elemen Analysis Perilaku Beton Bertulang Dan Beton Prategang Menggunakan Software Abaqus 6.13Dokumen4 halamanFinite Elemen Analysis Perilaku Beton Bertulang Dan Beton Prategang Menggunakan Software Abaqus 6.13HusniBelum ada peringkat
- Contoh Surat Rekomendasi DPDDokumen1 halamanContoh Surat Rekomendasi DPDasikinBelum ada peringkat
- Format Laporan KunjunganDokumen25 halamanFormat Laporan KunjunganTangkas Rizki PratamaBelum ada peringkat
- Proposal Tugas AkhirDokumen35 halamanProposal Tugas AkhirViona MaisetoBelum ada peringkat
- Bab IDokumen19 halamanBab Iindra nugrahaBelum ada peringkat
- Artikel PenelitianDokumen23 halamanArtikel PenelitianRizal Wahyu HidayatBelum ada peringkat
- Laporan KKN KiboyDokumen38 halamanLaporan KKN KiboyYolo YoloBelum ada peringkat
- b6519 18 RESPON SPEKTRA UNTUK PERANCANGAN JEMBATAN - ASRURIFAKDokumen28 halamanb6519 18 RESPON SPEKTRA UNTUK PERANCANGAN JEMBATAN - ASRURIFAKBintangBelum ada peringkat
- Bab IDokumen5 halamanBab IPutri Nuzul Huda NasirBelum ada peringkat
- BAB 1 Makalah Kapasitas Jalan Kombas PurwokertoDokumen3 halamanBAB 1 Makalah Kapasitas Jalan Kombas Purwokertofajar_yusup_6Belum ada peringkat
- 4.melakukan Proyeksi Dengan Regresi Linear SederhanaDokumen15 halaman4.melakukan Proyeksi Dengan Regresi Linear SederhanaAdrianiBelum ada peringkat
- Proposal DG BAB 3 EDITDokumen47 halamanProposal DG BAB 3 EDITkusmiraBelum ada peringkat
- Kak Rusus Mandalika FullDokumen5 halamanKak Rusus Mandalika Fullastadipati ptBelum ada peringkat
- Aplikasi Bahan Piezoelektrik Film PVDFDokumen8 halamanAplikasi Bahan Piezoelektrik Film PVDFRizki MuslimatunBelum ada peringkat
- Evaluasi Matek Kab IndramayuDokumen17 halamanEvaluasi Matek Kab IndramayuzulfadlyBelum ada peringkat
- Analisis Pengujian Kekerasan Resin Dengan Campuran Bahan Dan Uji Modulus Patah Terhadap Komposisi BahanDokumen55 halamanAnalisis Pengujian Kekerasan Resin Dengan Campuran Bahan Dan Uji Modulus Patah Terhadap Komposisi BahanChristopher Balalembang100% (2)
- Rekayasa Lalu Lintas Peak Hour VolumeDokumen5 halamanRekayasa Lalu Lintas Peak Hour Volumeagus salimBelum ada peringkat
- Aqua Sebagai Market LeaderDokumen16 halamanAqua Sebagai Market LeaderAreef Rahman SBelum ada peringkat
- DesaDokumen22 halamanDesaSugianto CuttekBelum ada peringkat
- Pembuatan Zirkonia Dengan Metoda Peleburan Pasir ZirkonDokumen53 halamanPembuatan Zirkonia Dengan Metoda Peleburan Pasir ZirkonMiku100% (1)
- JURNAL SandblastingDokumen10 halamanJURNAL SandblastingFahmi FahreziBelum ada peringkat
- Analiasa Pengaruh Peripheral SpeedDokumen16 halamanAnaliasa Pengaruh Peripheral SpeedyusufBelum ada peringkat
- Bab II PudyaDokumen26 halamanBab II PudyarezaBelum ada peringkat
- PENGARUH MATERIAL ABRASIF Terhadap Kualitas Coating EpoxyDokumen121 halamanPENGARUH MATERIAL ABRASIF Terhadap Kualitas Coating EpoxyrezaBelum ada peringkat
- 9084 29692 1 SMDokumen7 halaman9084 29692 1 SMRianoko TjandraBelum ada peringkat
- Pengaruh Sudut, Durasi Terhadap Kekasaran Baja St50Dokumen5 halamanPengaruh Sudut, Durasi Terhadap Kekasaran Baja St50rezaBelum ada peringkat
- Makalah Korosi Pada AluminiumDokumen7 halamanMakalah Korosi Pada AluminiumMartinus NopiBelum ada peringkat