Anda mungkin juga menyukai
- Akuntansi Manajemen Bab 13Dokumen5 halamanAkuntansi Manajemen Bab 13Tugaskuliah AkuntansiBelum ada peringkat
- TUGAS RESUME Ch. 20Dokumen7 halamanTUGAS RESUME Ch. 20elizabeth karinaBelum ada peringkat
- Biaya, Akmen & SPMDokumen30 halamanBiaya, Akmen & SPMHariz TitoBelum ada peringkat
- Akmenstra Vicky 15Dokumen3 halamanAkmenstra Vicky 15Vicky Achmad MBelum ada peringkat
- E - PPT Bab 12 - Kelompok 5 - Puri Wisnu SabtuhuDokumen21 halamanE - PPT Bab 12 - Kelompok 5 - Puri Wisnu SabtuhuByun Rae HeeBelum ada peringkat
- Perilaku Konsumen Pertemuan 8Dokumen120 halamanPerilaku Konsumen Pertemuan 8anisa kiranaBelum ada peringkat
- Temu 8 Customer Profitability AnalysisDokumen27 halamanTemu 8 Customer Profitability AnalysisHirfanto LimBelum ada peringkat
- 11 Macam Resiko PasarDokumen4 halaman11 Macam Resiko PasarDiah HsBelum ada peringkat
- Makalah Etika Bab 6Dokumen13 halamanMakalah Etika Bab 6ajBelum ada peringkat
- Akmen Sap 9Dokumen20 halamanAkmen Sap 9Shinta DeviBelum ada peringkat
- ALK - RMK 3 - RRA 2 - Kelompok 2 FinalDokumen32 halamanALK - RMK 3 - RRA 2 - Kelompok 2 FinalekaBelum ada peringkat
- Produk Allianz Life IndonesiaDokumen3 halamanProduk Allianz Life IndonesiaadindanadyaBelum ada peringkat
- Customer Profitability and Sales Variance AnalysisDokumen16 halamanCustomer Profitability and Sales Variance Analysisaprilia sartikaBelum ada peringkat
- 12 Fix RMK Akmen Keputusan Investasi ModalDokumen6 halaman12 Fix RMK Akmen Keputusan Investasi ModalSagung AryBelum ada peringkat
- Job Order Costing Contoh SoalDokumen11 halamanJob Order Costing Contoh SoalRachmat SubektiBelum ada peringkat
- K-1 Konsep Dasar PenganggaranDokumen20 halamanK-1 Konsep Dasar PenganggaranasefBelum ada peringkat
- Nani K - Tugas Pert V - Variable CostingDokumen7 halamanNani K - Tugas Pert V - Variable CostingkopralparmanBelum ada peringkat
- Audit Siklus Penjualan Dan Penagihan 2Dokumen30 halamanAudit Siklus Penjualan Dan Penagihan 2Vidia AinnieBelum ada peringkat
- Ethic CheckDokumen8 halamanEthic CheckMaria Naning HarweniBelum ada peringkat
- Latihan Soal Rekonsiliasi FiskalDokumen4 halamanLatihan Soal Rekonsiliasi FiskalFast ResolverBelum ada peringkat
- Bab 2 Managerial Traits and Skill FixDokumen16 halamanBab 2 Managerial Traits and Skill FixfitriflBelum ada peringkat
- Konsep Dasar Akuntansi ManajemenDokumen30 halamanKonsep Dasar Akuntansi ManajemenLutviana WatiBelum ada peringkat
- Developing Pricing Strategies and ProgramsDokumen33 halamanDeveloping Pricing Strategies and Programsputri enfBelum ada peringkat
- KLP 3 Lean AcoountingDokumen15 halamanKLP 3 Lean AcoountingNugi ZulfandiBelum ada peringkat
- RMK Individu SIA Bab 12Dokumen4 halamanRMK Individu SIA Bab 12Gahani Purnama WatiBelum ada peringkat
- SPK PDFDokumen14 halamanSPK PDFDiniiAdiyarnitaBelum ada peringkat
- Pengaruh Pengawasan Dan Pengendalian Aset Terhadap Optimalisasi AsetDokumen10 halamanPengaruh Pengawasan Dan Pengendalian Aset Terhadap Optimalisasi AsetNurfitri SMBelum ada peringkat
- Agency TheoryDokumen10 halamanAgency TheoryDewiBelum ada peringkat
- Country Risk Analysis and Manajemen RisikoDokumen4 halamanCountry Risk Analysis and Manajemen RisikozessqyBelum ada peringkat
- Kelompok 4 - Digital BankingDokumen19 halamanKelompok 4 - Digital BankingSoni SisuBelum ada peringkat
- #11 Aspek Perpajakan Atas Perusahaan Yang Melakukan Investasi Dalam Bentuk Bangun Guna Serah BOTDokumen19 halaman#11 Aspek Perpajakan Atas Perusahaan Yang Melakukan Investasi Dalam Bentuk Bangun Guna Serah BOTAdib MaulanaBelum ada peringkat
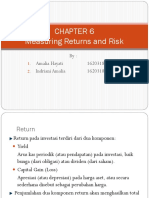
- Chapter6 - Measuring Return and Risk (Investment)Dokumen15 halamanChapter6 - Measuring Return and Risk (Investment)indrianiamalBelum ada peringkat
- RMK 2 Hakikat Ekonomi Dan BisnisDokumen11 halamanRMK 2 Hakikat Ekonomi Dan Bisnisdian2 cahyoBelum ada peringkat
- Rangkuman Bab 17Dokumen5 halamanRangkuman Bab 17Amelia RamadhaniBelum ada peringkat
- System' Pengendalian ManajemenDokumen13 halamanSystem' Pengendalian ManajemenJuliuz ScorpioBelum ada peringkat
- Matrikulasi MaksiDokumen4 halamanMatrikulasi MaksiRatna PradnyaBelum ada peringkat
- Analisis RasioDokumen41 halamanAnalisis RasiowafiBelum ada peringkat
- Tugas Paper Reaction Cost Based Decision MakingDokumen3 halamanTugas Paper Reaction Cost Based Decision MakingRidwan Kahlil GibranBelum ada peringkat
- PKM-GT Alat Terapi Wicara Penyandang TunarunguDokumen9 halamanPKM-GT Alat Terapi Wicara Penyandang TunarunguAdi CamengBelum ada peringkat
- Penganggaran ModalDokumen24 halamanPenganggaran Modaldwi payantiBelum ada peringkat
- SK Sakti Peksos Tahun 2014 PDFDokumen3 halamanSK Sakti Peksos Tahun 2014 PDFIda Bagus ArsanaBelum ada peringkat
- Resume Bab 5 Sistem Pengendalian ManajemenDokumen6 halamanResume Bab 5 Sistem Pengendalian Manajemensavina100% (1)
- Pengertian Data Mining Menurut para AhliDokumen5 halamanPengertian Data Mining Menurut para Ahlirifky andianBelum ada peringkat
- Kewiraswastaan Dan Perencanaan BisnisDokumen11 halamanKewiraswastaan Dan Perencanaan BisnisTsarHadhimasAkbarBelum ada peringkat
- Investment Center and Transfer PricingDokumen16 halamanInvestment Center and Transfer PricingSry KarnilaBelum ada peringkat
- Akuntansi ManajemenDokumen23 halamanAkuntansi ManajemenKinBelum ada peringkat
- Rangkuman UTS SPPODokumen60 halamanRangkuman UTS SPPOFiles OrganizedBelum ada peringkat
- Tugas Individu CH 8 - Audit Internal - Yosita Seruni Widya - 0119123016 - Reg B1 CDokumen14 halamanTugas Individu CH 8 - Audit Internal - Yosita Seruni Widya - 0119123016 - Reg B1 CNotaris DewirafaldiniBelum ada peringkat
- Chapter 12Dokumen12 halamanChapter 12aurigaoBelum ada peringkat
- 3 Ethical GovernanceDokumen32 halaman3 Ethical GovernanceresigjeflinBelum ada peringkat
- Akuntansi Manajemen Ch16 Lean Manufacturing, Perhitungan Biaya Target Dan Balanced ScorecardDokumen7 halamanAkuntansi Manajemen Ch16 Lean Manufacturing, Perhitungan Biaya Target Dan Balanced ScorecardInez Zhafirah100% (1)
- Audit Siklus InvestasiDokumen20 halamanAudit Siklus InvestasiIndah AremanithaBelum ada peringkat
- Sistem Informasi Manajemen Bab 1 R. McleodDokumen15 halamanSistem Informasi Manajemen Bab 1 R. McleodMazYogaItuPraBelum ada peringkat
- Implementasi Tanggung Jawab Sosial Perguruan Tinggi Dan Dampaknya Terhadap Citra KampusDokumen16 halamanImplementasi Tanggung Jawab Sosial Perguruan Tinggi Dan Dampaknya Terhadap Citra KampusDonny PrastzyaBelum ada peringkat
- Noor Apita 1710313620074Dokumen6 halamanNoor Apita 1710313620074AfitaBelum ada peringkat
- Catatan AkmanDokumen39 halamanCatatan AkmanLookyoBelum ada peringkat
- Summary Chapter 10 Positive Accounting TheoryDokumen6 halamanSummary Chapter 10 Positive Accounting TheoryHendra ReeVesBelum ada peringkat
- Summary CH 15 Quality Cost and ProductivityDokumen2 halamanSummary CH 15 Quality Cost and Productivitymochammad julianBelum ada peringkat
- JIT Dan Manajemen Persediaan - Kelompok 9Dokumen13 halamanJIT Dan Manajemen Persediaan - Kelompok 9DELLA TRIA MONICABelum ada peringkat
- 10 - Manajemen PersediaanDokumen6 halaman10 - Manajemen PersediaanndprmstBelum ada peringkat
- Audit Pelaporan JasaDokumen19 halamanAudit Pelaporan Jasayossi camilaBelum ada peringkat
- Bab 17Dokumen4 halamanBab 17yossi camilaBelum ada peringkat
- Akuntansi Manajemen BAB 12Dokumen3 halamanAkuntansi Manajemen BAB 12Novi TahirBelum ada peringkat
- AkmenDokumen2 halamanAkmenyossi camilaBelum ada peringkat
- Bab 6Dokumen11 halamanBab 6yossi camilaBelum ada peringkat
- Bab 14Dokumen2 halamanBab 14yossi camilaBelum ada peringkat
- Audit Bab 17Dokumen16 halamanAudit Bab 17yossi camilaBelum ada peringkat
- Lean Accounting Dan Target CostingDokumen15 halamanLean Accounting Dan Target Costingyossi camilaBelum ada peringkat
- Audit Kelompok 3Dokumen17 halamanAudit Kelompok 3yossi camilaBelum ada peringkat
- Audit Siklus Produksi Dan Jasa PersonaliaDokumen20 halamanAudit Siklus Produksi Dan Jasa PersonaliaDyah HapsariBelum ada peringkat
- Draft - PPT Audit Bab 14Dokumen25 halamanDraft - PPT Audit Bab 14yossi camilaBelum ada peringkat
- Daftar Pertanyaan Audit InternalDokumen3 halamanDaftar Pertanyaan Audit Internalyossi camilaBelum ada peringkat
- Pert 10 MaterialitasDokumen21 halamanPert 10 Materialitasgaluh puspitaBelum ada peringkat
- Audit Bab 18Dokumen16 halamanAudit Bab 18yossi camilaBelum ada peringkat
- Zat Aditif Yang Ditambahkan Kedalam Bensin Untuk Meningkatkan Mutu BensinDokumen2 halamanZat Aditif Yang Ditambahkan Kedalam Bensin Untuk Meningkatkan Mutu Bensinyossi camilaBelum ada peringkat
- Tugas Manajemen Perpajakan Sesi 8Dokumen1 halamanTugas Manajemen Perpajakan Sesi 8yossi camilaBelum ada peringkat
- Kasus Penghindaran Pajak Oleh Appel Inc PDFDokumen11 halamanKasus Penghindaran Pajak Oleh Appel Inc PDFyossi camilaBelum ada peringkat
- IcqDokumen1 halamanIcqyossi camilaBelum ada peringkat
- Analisis Biaya Volume LabaDokumen11 halamanAnalisis Biaya Volume LabacalumBelum ada peringkat
- Tugas PK Sesi 14Dokumen18 halamanTugas PK Sesi 14Muhammad Fauzan HappeBelum ada peringkat
- Sesi 2 Manajemen PajakDokumen21 halamanSesi 2 Manajemen Pajakyossi camilaBelum ada peringkat
- Pelaporan Korporat Sesi 4 Jawaban Soal Nomor 2Dokumen1 halamanPelaporan Korporat Sesi 4 Jawaban Soal Nomor 2yossi camilaBelum ada peringkat
- Proses Transformasi Jamsostek PDFDokumen8 halamanProses Transformasi Jamsostek PDFyossi camilaBelum ada peringkat
- Case Study CatDokumen6 halamanCase Study Catyossi camilaBelum ada peringkat
- IcqDokumen1 halamanIcqyossi camilaBelum ada peringkat
- Presentasi MagangDokumen5 halamanPresentasi Magangyossi camilaBelum ada peringkat
- Sesi 2 LBHKDokumen12 halamanSesi 2 LBHKyossi camilaBelum ada peringkat
- Auditing ArensDokumen60 halamanAuditing ArensErvan Budi Wiranto79% (14)
- RMK Bab 16Dokumen10 halamanRMK Bab 16yossi camilaBelum ada peringkat
- Konfirmasi EksternalDokumen3 halamanKonfirmasi Eksternalyossi camila0% (1)