100% menganggap dokumen ini bermanfaat (1 suara)
3K tayangan13 halamanSOP Mass Balance PUD
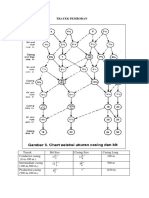
Dokumen tersebut memberikan prosedur untuk melakukan mass balance pada berbagai bagian dalam proses pengolahan kelapa sawit, termasuk mass balance solid decanter, janjangan kosong, nut, ripple mill, dan dry shell 1 dan 2. Tujuannya adalah untuk mengetahui persentase setiap komponen terhadap total buah segar yang diproses. Prosedurnya meliputi pengumpulan dan penimbangan sample, serta perhitungan persentase berdasarkan berat dan kapasitas proses.
Diunggah oleh
Salim SiregarHak Cipta
© © All Rights Reserved
Kami menangani hak cipta konten dengan serius. Jika Anda merasa konten ini milik Anda, ajukan klaim di sini.
Format Tersedia
Unduh sebagai DOC, PDF, TXT atau baca online di Scribd
100% menganggap dokumen ini bermanfaat (1 suara)
3K tayangan13 halamanSOP Mass Balance PUD
Dokumen tersebut memberikan prosedur untuk melakukan mass balance pada berbagai bagian dalam proses pengolahan kelapa sawit, termasuk mass balance solid decanter, janjangan kosong, nut, ripple mill, dan dry shell 1 dan 2. Tujuannya adalah untuk mengetahui persentase setiap komponen terhadap total buah segar yang diproses. Prosedurnya meliputi pengumpulan dan penimbangan sample, serta perhitungan persentase berdasarkan berat dan kapasitas proses.
Diunggah oleh
Salim SiregarHak Cipta
© © All Rights Reserved
Kami menangani hak cipta konten dengan serius. Jika Anda merasa konten ini milik Anda, ajukan klaim di sini.
Format Tersedia
Unduh sebagai DOC, PDF, TXT atau baca online di Scribd