Anda mungkin juga menyukai
- MepDokumen16 halamanMepCacaBelum ada peringkat
- Method MepDokumen31 halamanMethod Mepokagawa_003712167% (3)
- Rangkuman MekanikalDokumen12 halamanRangkuman MekanikalDadan PurnamaBelum ada peringkat
- Laporan Praktikum Teknik Refrigerasi Kelompok 5Dokumen33 halamanLaporan Praktikum Teknik Refrigerasi Kelompok 5izekielphantomhiveBelum ada peringkat
- PROCEDURE HYDROTEST - Rev 1Dokumen3 halamanPROCEDURE HYDROTEST - Rev 1Awale UdinBelum ada peringkat
- Instalasi Wastafel, Watercloset dan UrinalDokumen12 halamanInstalasi Wastafel, Watercloset dan UrinalAchmad SaifudinBelum ada peringkat
- LeakTestPressureDokumen2 halamanLeakTestPressureardhanhendroBelum ada peringkat
- Cara Menyetel Celah PlatinaDokumen5 halamanCara Menyetel Celah PlatinaRudi HartonoBelum ada peringkat
- SPOOL PENGELASANDokumen7 halamanSPOOL PENGELASANgembulflowBelum ada peringkat
- Tes Tekan Instalasi Pipa Air BersihDokumen4 halamanTes Tekan Instalasi Pipa Air BersihHerdiana Fatrullah100% (2)
- CARA MEMASANG PIPA GALVANISDokumen9 halamanCARA MEMASANG PIPA GALVANISajengBelum ada peringkat
- Cara-Menyetel-Celah-Platina 2019Dokumen5 halamanCara-Menyetel-Celah-Platina 2019Rayendra Sukma AtmajaBelum ada peringkat
- 6._Operasi_Metal_Tapping__(SMELTING)Dokumen7 halaman6._Operasi_Metal_Tapping__(SMELTING)aff.octBelum ada peringkat
- Cara Menyetel Celah PlatinaDokumen5 halamanCara Menyetel Celah PlatinaEnddy Kabrahanubun El'ArisBelum ada peringkat
- SOP Praktikum Mekanika Tanah - SONDIRDokumen9 halamanSOP Praktikum Mekanika Tanah - SONDIRRisang Sidiq AnggitaBelum ada peringkat
- SOP Pemeliharaan GarduDokumen7 halamanSOP Pemeliharaan GarduRizal AndreyansahBelum ada peringkat
- Familiarization For Hot Work Safe Work PracticesDokumen29 halamanFamiliarization For Hot Work Safe Work Practicesdwi windi ajiBelum ada peringkat
- Report Welding GasDokumen15 halamanReport Welding Gasathirah razally0% (1)
- Spesifikasi Pengadaan, Pemasangan Dan Pengujian Pipa HDPEDokumen9 halamanSpesifikasi Pengadaan, Pemasangan Dan Pengujian Pipa HDPEDudu Dudu100% (1)
- Bab IvDokumen40 halamanBab IvEfa OctaviaBelum ada peringkat
- 03 - 3H - Andy Ferlian - SOP FLARINGDokumen3 halaman03 - 3H - Andy Ferlian - SOP FLARINGPandu BryantBelum ada peringkat
- Materi Training LD & TDDokumen23 halamanMateri Training LD & TDSaldrie Abhirama NohanBelum ada peringkat
- Laporan Praktek Kerja Pipa: Alexandro PontohDokumen23 halamanLaporan Praktek Kerja Pipa: Alexandro PontohAndro YoutubeBelum ada peringkat
- PRASARANA AIRDokumen19 halamanPRASARANA AIRnadhifBelum ada peringkat
- Bab IDokumen10 halamanBab InazarBelum ada peringkat
- CARA MEMBUAT SAMBUNGAN PIPADokumen24 halamanCARA MEMBUAT SAMBUNGAN PIPAKimli TakapahaBelum ada peringkat
- Laporan Skir KlepDokumen9 halamanLaporan Skir KlepBShandy100% (1)
- Job Membuat Socket Pipa PVCDokumen7 halamanJob Membuat Socket Pipa PVCcahyaBelum ada peringkat
- Cara Kerja Pembangkit Listrik Tenaga AirDokumen18 halamanCara Kerja Pembangkit Listrik Tenaga AirkuntoroBelum ada peringkat
- Swab WellDokumen13 halamanSwab WellAnwar FauzenBelum ada peringkat
- Pipeline Survey Paper WAP PDFDokumen6 halamanPipeline Survey Paper WAP PDFWisnu APBelum ada peringkat
- Laporan Praktikum Proses Manufaktur 2 Kelompok 28 Modul 03 PDFDokumen49 halamanLaporan Praktikum Proses Manufaktur 2 Kelompok 28 Modul 03 PDFmuhfaroqiBelum ada peringkat
- PERAWATAN ALAT PIPA DAN KATUPDokumen11 halamanPERAWATAN ALAT PIPA DAN KATUPIlman 'inoel' HakimBelum ada peringkat
- Spesifikasi Teknis1Dokumen7 halamanSpesifikasi Teknis1berkah bersamaBelum ada peringkat
- PENGADAAN PIPADokumen9 halamanPENGADAAN PIPAMuhammad Aprilian IsmanaBelum ada peringkat
- 1 PengawasanDokumen81 halaman1 PengawasanYosi Mutiara PertiwiBelum ada peringkat
- Nota Major Service Ac Split Unit Utk KuipsDokumen6 halamanNota Major Service Ac Split Unit Utk KuipsRosydin AdzmeerBelum ada peringkat
- Laporan Praktikum 3 Pemeriksaan Dan Penyetelan Celah KatupDokumen8 halamanLaporan Praktikum 3 Pemeriksaan Dan Penyetelan Celah KatupAminpunkBelum ada peringkat
- Laporan Kerja PipaDokumen11 halamanLaporan Kerja PipaTasya NabilaBelum ada peringkat
- Laporan Tetap Sistem Pemipaan Pipa Galvanis - Kelompok 1Dokumen6 halamanLaporan Tetap Sistem Pemipaan Pipa Galvanis - Kelompok 1LuffiyahBelum ada peringkat
- GOLDEN JOINT PIPADokumen3 halamanGOLDEN JOINT PIPAAnonymous TWj8iZ100% (1)
- Contoh Prosedur ValveDokumen20 halamanContoh Prosedur ValveDian DianandriantoBelum ada peringkat
- Ak3u Yogya 2019 AgustusDokumen32 halamanAk3u Yogya 2019 Agustusanton03Belum ada peringkat
- Metode Kerja M&P MOC 0365Dokumen3 halamanMetode Kerja M&P MOC 0365Bella Viaril LKSBelum ada peringkat
- Amali 1Dokumen19 halamanAmali 1Fara Adhwa100% (1)
- METODE PEKERJAAN MEKANIKAL DAN ELEKTRIKA MekanikalDokumen72 halamanMETODE PEKERJAAN MEKANIKAL DAN ELEKTRIKA Mekanikaltejo murgiyantoBelum ada peringkat
- 9._Operasi_Slag_Tapping__(SMELTING)Dokumen7 halaman9._Operasi_Slag_Tapping__(SMELTING)aff.octBelum ada peringkat
- Ldg-Eng-916091-Proc-032 Prosedur Pekerjaan Pembuatan Bore PileDokumen5 halamanLdg-Eng-916091-Proc-032 Prosedur Pekerjaan Pembuatan Bore PileFahmi Tarmizi Zulfikar ZeinBelum ada peringkat
- 07 Job Sheet Las GasDokumen20 halaman07 Job Sheet Las GasFauziBelum ada peringkat
- OVERHAUL KEPALA SILINDER DAN MESINDokumen18 halamanOVERHAUL KEPALA SILINDER DAN MESINSyaeful ImamBelum ada peringkat
- Titik Lembek 12Dokumen8 halamanTitik Lembek 12Chelsie TresyaBelum ada peringkat
- 1.pengawasan k3 Pesawat Uap-SasDokumen73 halaman1.pengawasan k3 Pesawat Uap-SasRezki RahmadhanBelum ada peringkat
- Branden's PPU ReportDokumen9 halamanBranden's PPU ReportMuhammad ZuhairiBelum ada peringkat
- Memeriksa Dan Menyetel Celah Katup Sepeda MotorDokumen10 halamanMemeriksa Dan Menyetel Celah Katup Sepeda MotorMaulana YusufBelum ada peringkat
- Optimasi Bengkel Tabung LPGDokumen5 halamanOptimasi Bengkel Tabung LPGfitriBelum ada peringkat
- Metode Pelaksanaan PekerjaanDokumen8 halamanMetode Pelaksanaan PekerjaanJo SarungalloBelum ada peringkat
- Rumus Wrapping Area DalamDokumen8 halamanRumus Wrapping Area DalamrizkytrioBelum ada peringkat
- Formula Perhitungan Kebutuhan BoilerDokumen1 halamanFormula Perhitungan Kebutuhan BoilerrizkytrioBelum ada peringkat
- LNG Vs CNG Di BaliDokumen117 halamanLNG Vs CNG Di BalirizkytrioBelum ada peringkat
- LNG Vs CNG Di BaliDokumen117 halamanLNG Vs CNG Di BalirizkytrioBelum ada peringkat
- KajianTeknis Konversi BBM Ke BBG Untuk KendaraanDokumen128 halamanKajianTeknis Konversi BBM Ke BBG Untuk KendaraanrizkytrioBelum ada peringkat
- KajianTeknis Konversi BBM Ke BBG Untuk KendaraanDokumen128 halamanKajianTeknis Konversi BBM Ke BBG Untuk KendaraanrizkytrioBelum ada peringkat
- ANALISIS BIAYADokumen13 halamanANALISIS BIAYArizkytrioBelum ada peringkat
- FS RS MIGAS Cepu Kelas CDokumen6 halamanFS RS MIGAS Cepu Kelas CrizkytrioBelum ada peringkat
- Analisa CNG Pada Kapal Penangkap IkanDokumen189 halamanAnalisa CNG Pada Kapal Penangkap IkanrizkytrioBelum ada peringkat
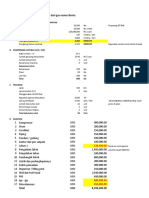
- Calculasi Mini IPP GasDokumen6 halamanCalculasi Mini IPP GasrizkytrioBelum ada peringkat
- Contoh Investasi ListrikDokumen6 halamanContoh Investasi ListrikrizkytrioBelum ada peringkat
- STANDARISASI Dan SPESIFIKASI TEKNIK IBDokumen5 halamanSTANDARISASI Dan SPESIFIKASI TEKNIK IBrizkytrioBelum ada peringkat
- Calculasi Mini IPP GasDokumen6 halamanCalculasi Mini IPP GasrizkytrioBelum ada peringkat
- Calculasi Mini IPP GasDokumen6 halamanCalculasi Mini IPP GasrizkytrioBelum ada peringkat