Anda mungkin juga menyukai
- AEROSOLDokumen25 halamanAEROSOLSEPTIANA SAPUTRIBelum ada peringkat
- Pertemuan 12.en - IdDokumen54 halamanPertemuan 12.en - IdDila AprianiBelum ada peringkat
- Produksi SterilDokumen26 halamanProduksi SterilBlack CatBelum ada peringkat
- Rahmayanti Fitriah, MPH., AptDokumen19 halamanRahmayanti Fitriah, MPH., AptHafiz AnwariBelum ada peringkat
- Sediaan AerosolDokumen45 halamanSediaan AerosolDek NanangBelum ada peringkat
- 1 - Vaksin Dan Sera - Edit Dian - 2018-DigabungkanDokumen183 halaman1 - Vaksin Dan Sera - Edit Dian - 2018-DigabungkanKalika TheresiaBelum ada peringkat
- Kelompok 5 Kaizen 4MED 2019Dokumen27 halamanKelompok 5 Kaizen 4MED 2019M Fakhri RamadhanBelum ada peringkat
- SuspensiDokumen31 halamanSuspensiWidie PertiwiBelum ada peringkat
- Vaksin & SerumDokumen16 halamanVaksin & SerumRahma Chipengagum RhsiamoeBelum ada peringkat
- CPOB Steril WLNDokumen62 halamanCPOB Steril WLNNisrina AyuBelum ada peringkat
- Sediaan Galenik MateriDokumen22 halamanSediaan Galenik MateriEka AmaliaBelum ada peringkat
- GraciaPS 160070600111002 Tugas Instruksi KerjaDokumen9 halamanGraciaPS 160070600111002 Tugas Instruksi KerjaPoetra SecundaBelum ada peringkat
- Ultra Son I KasiDokumen6 halamanUltra Son I Kasiirawati firdiyansariBelum ada peringkat
- GetaranDokumen37 halamanGetaranDeviliany KabanBelum ada peringkat
- Pasi Modul A Teknik PenjadwalanDokumen7 halamanPasi Modul A Teknik PenjadwalanIhsan MuharrikBelum ada peringkat
- Pengeringan Zat Padat Adalah Pemisahan Sejumlah Kecil Air Atau Zat Cair Dari Bahan Sehingga Mengurangi Kandungan Sisa Zat Cair Di Dalam Zat Padat Itu Sampai Suatu Nilai Rendah Yang Dapat DiterimaDokumen4 halamanPengeringan Zat Padat Adalah Pemisahan Sejumlah Kecil Air Atau Zat Cair Dari Bahan Sehingga Mengurangi Kandungan Sisa Zat Cair Di Dalam Zat Padat Itu Sampai Suatu Nilai Rendah Yang Dapat DiterimapratiwitirtasariBelum ada peringkat
- Dokumen PDF 6Dokumen73 halamanDokumen PDF 6Rizki prayogoBelum ada peringkat
- Freeze Drying - PPTXFDokumen21 halamanFreeze Drying - PPTXFRaden Hanung Setyo NugrohoBelum ada peringkat
- PPICDokumen61 halamanPPICStephanie AprianieBelum ada peringkat
- Bab II SkripsiDokumen16 halamanBab II SkripsiYurida Firdausa WardhaniBelum ada peringkat
- Sertifikasi ProfesiDokumen7 halamanSertifikasi Profesioktavia reginaBelum ada peringkat
- Push & Pull ProductionDokumen15 halamanPush & Pull ProductionadilisaistifaniBelum ada peringkat
- PPC 4Dokumen31 halamanPPC 4Ally XavierBelum ada peringkat
- Sunscreen 2Dokumen43 halamanSunscreen 2Devri SariBelum ada peringkat
- RCM Ac CentralDokumen20 halamanRCM Ac CentralFiky Nuzulla DarsonoBelum ada peringkat
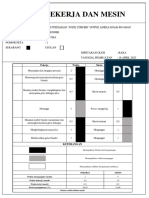
- Peta Pekerja Dan MesinDokumen1 halamanPeta Pekerja Dan MesinLuthifah RaningtyasBelum ada peringkat
- Desaian ZeidDokumen10 halamanDesaian ZeidSyamsyahrir ArsyadBelum ada peringkat
- Kapita Selekta Industri, Analisis Bagian ProduksiDokumen11 halamanKapita Selekta Industri, Analisis Bagian ProduksiVenny ValeriaBelum ada peringkat
- Fungsi ProduksiDokumen9 halamanFungsi ProduksiukigenBelum ada peringkat
- Makalah Psikologi Industri 1okDokumen31 halamanMakalah Psikologi Industri 1okAndariNdari100% (1)
- Tugas Analytical BalanceDokumen12 halamanTugas Analytical BalanceArdi GunawanBelum ada peringkat
- TK - For.kosmetik AerosolDokumen96 halamanTK - For.kosmetik AerosolMiftahul HusnaBelum ada peringkat
- QCC For FacilitatorDokumen191 halamanQCC For FacilitatorpriyahitajuniarfanBelum ada peringkat
- Farind 2 Validasi PembersihDokumen9 halamanFarind 2 Validasi PembersihKenny BrillianiBelum ada peringkat
- Open Loop System Dan Closed Loop SystemDokumen27 halamanOpen Loop System Dan Closed Loop SystemWanda BatubaraBelum ada peringkat
- Borang I Kriteria 4 FarmasiDokumen30 halamanBorang I Kriteria 4 FarmasiSusi AmentaBelum ada peringkat
- Lap Akhir Bulk Densiti JungDokumen11 halamanLap Akhir Bulk Densiti JungNiwayansritan JungBelum ada peringkat
- Pengukuran Waktu KerjaDokumen28 halamanPengukuran Waktu KerjaKuswanto 85Belum ada peringkat
- Protokol BABEDokumen10 halamanProtokol BABEkiara dhirgantaraBelum ada peringkat
- Jurnal Microwave Hydro Dan Steam-HydroDokumen5 halamanJurnal Microwave Hydro Dan Steam-HydrorovitaBelum ada peringkat
- Proses Pembuatan SemenDokumen10 halamanProses Pembuatan SemenPandu RiezkyBelum ada peringkat
- Pengenalan RoHSDokumen16 halamanPengenalan RoHSPORTAL AceBelum ada peringkat
- Gugus Kendali MutuDokumen8 halamanGugus Kendali MutuRahma DanyBelum ada peringkat
- Deodorant Dan Antiperspirant D4 (8 Files Merged)Dokumen421 halamanDeodorant Dan Antiperspirant D4 (8 Files Merged)Muhammad YusufBelum ada peringkat
- M3TID7B3KEL3Dokumen38 halamanM3TID7B3KEL3Aditya Wardha100% (1)
- Dispersi Kasar-Part 8 PDFDokumen37 halamanDispersi Kasar-Part 8 PDFAsep SuhendarBelum ada peringkat
- Modul 2 SCADADokumen13 halamanModul 2 SCADARyan SinagaBelum ada peringkat
- Pembahasan Soal TPP Tablet2Dokumen29 halamanPembahasan Soal TPP Tablet2Reza PratamaBelum ada peringkat
- CPOB Dalam SterilDokumen25 halamanCPOB Dalam SterilimeldaBelum ada peringkat
- Peta Kerja KeseluruhanDokumen11 halamanPeta Kerja KeseluruhanREG.B/0519104046/ARDIKA RIZKYBelum ada peringkat
- Alat FarmasiDokumen7 halamanAlat FarmasiEmilia KristantiBelum ada peringkat
- Analisis Sistem Perawatan Mesin Dengan Metode Risk-Based MaintenanceDokumen19 halamanAnalisis Sistem Perawatan Mesin Dengan Metode Risk-Based MaintenanceFadila MeriskaBelum ada peringkat
- Tablet KhususDokumen36 halamanTablet KhususSalsabilaRiyadiniBelum ada peringkat
- Audit Lingkungan 8Dokumen24 halamanAudit Lingkungan 8ZAENAL ARIFINBelum ada peringkat
- 06 Pertemuan 4 PPT SAPDokumen21 halaman06 Pertemuan 4 PPT SAPAnggit AdhiyaBelum ada peringkat
- Penjadwalan Produksi Untuk Meminimalisasi Waktu Proses Produksi PDFDokumen15 halamanPenjadwalan Produksi Untuk Meminimalisasi Waktu Proses Produksi PDFOktaviani SaputriBelum ada peringkat
- Pendahuluan Sistem ProduksiDokumen36 halamanPendahuluan Sistem ProduksiawawawawawsmithBelum ada peringkat
- 4.just in TimeDokumen20 halaman4.just in TimeGatut SulianaBelum ada peringkat
- Bab IV Sistem Produksi Tepat Waktu (JustDokumen45 halamanBab IV Sistem Produksi Tepat Waktu (Justyayan setia selaluBelum ada peringkat
- Analisis Perbaikan Waktu Set-Up Mesin: Press Dengan Metode Single Minute Exchange of Dies (Smed)Dokumen87 halamanAnalisis Perbaikan Waktu Set-Up Mesin: Press Dengan Metode Single Minute Exchange of Dies (Smed)dwi100% (1)
- Clinical Pathway APP AkutDokumen5 halamanClinical Pathway APP AkutdewiBelum ada peringkat
- Dr. Luwiharsih-Form Studi Kasus-1Dokumen4 halamanDr. Luwiharsih-Form Studi Kasus-1Nurul IsnaeniBelum ada peringkat
- Penegelolaan Linen InfeksiusDokumen1 halamanPenegelolaan Linen InfeksiusdewiBelum ada peringkat
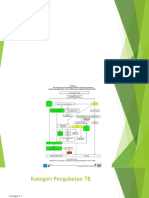
- Sistem Skoring TB AnakDokumen1 halamanSistem Skoring TB AnakdewiBelum ada peringkat
- Kuesioner Budaya Keselamatan PasienDokumen7 halamanKuesioner Budaya Keselamatan Pasiendewi100% (1)
- Form Assesmen EditDokumen2 halamanForm Assesmen EditdewiBelum ada peringkat
- Form RCA BaruDokumen7 halamanForm RCA BarudewiBelum ada peringkat
- 2018 Triwulan 1 FixDokumen18 halaman2018 Triwulan 1 FixdewiBelum ada peringkat
- TKMKB Bpjs Santika 051017Dokumen3 halamanTKMKB Bpjs Santika 051017dewiBelum ada peringkat
- Kebijakan PMKPDokumen20 halamanKebijakan PMKPida75% (4)
- Form Daftar Risiko UnitDokumen1 halamanForm Daftar Risiko UnitdewiBelum ada peringkat
- 9.1.1 Pemilihan Indikator Mutu Layanan KlinisDokumen1 halaman9.1.1 Pemilihan Indikator Mutu Layanan KlinisdewiBelum ada peringkat
- Notulen Bimtek TB 260218Dokumen2 halamanNotulen Bimtek TB 260218dewiBelum ada peringkat
- Regulation 07Dokumen52 halamanRegulation 07madcraftBelum ada peringkat
- Buku Laporan InsidenDokumen1 halamanBuku Laporan InsidendewiBelum ada peringkat
- IKP Yang Harus DilaporkanDokumen5 halamanIKP Yang Harus DilaporkandewiBelum ada peringkat
- Materi Edukasi KolaborasiDokumen1 halamanMateri Edukasi KolaborasidewiBelum ada peringkat
- Penilaian ProsedurDokumen1 halamanPenilaian ProsedurdewiBelum ada peringkat
- Presentation ASSESOR INTERNAL PelatihanDokumen41 halamanPresentation ASSESOR INTERNAL PelatihandewiBelum ada peringkat
- Batasan Kinerja KllinisDokumen29 halamanBatasan Kinerja KllinisFitri PurwantiBelum ada peringkat
- Kriteria Diagnosis TBDokumen12 halamanKriteria Diagnosis TBdewiBelum ada peringkat
- Pedoman Hivims2012Dokumen102 halamanPedoman Hivims2012intan fajrianiBelum ada peringkat
- Self AssDokumen4 halamanSelf AssdewiBelum ada peringkat
- Telusur MFKDokumen56 halamanTelusur MFKdewiBelum ada peringkat
- Tata Laksana Dan Peran Asesor Internal Dalam Akreditasi Progsus 03216Dokumen28 halamanTata Laksana Dan Peran Asesor Internal Dalam Akreditasi Progsus 03216dewiBelum ada peringkat
- Telusur PPIDokumen108 halamanTelusur PPIdewiBelum ada peringkat
- Skenario Komunikasi Efektif RSCCDokumen14 halamanSkenario Komunikasi Efektif RSCCdewiBelum ada peringkat
- Kepmenkes 631 THN 2005 TTG Medical Staf BylawsDokumen32 halamanKepmenkes 631 THN 2005 TTG Medical Staf BylawsAbang Elan50% (2)
- Telusur Mpo 0414Dokumen65 halamanTelusur Mpo 0414dewiBelum ada peringkat
- Rev - 1telusur MFK PrintDokumen56 halamanRev - 1telusur MFK PrintDevi ChintyaBelum ada peringkat