Ammonia
Diunggah oleh
syeldaprtwHak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Ammonia
Diunggah oleh
syeldaprtwHak Cipta:
Format Tersedia
Unit Ammonia
BAB III
AMMONIA
Unit ammonia Kaltim 3 dirancang untuk menghasilkan ammonia cair
dengan kapasitas produksi 1.000 ton/hari tanpa HRU (Hidrogen Recovery Unit)
pada rate produksi 100% ammonia atau memproduksi 1.180 ton/hari jika ada
supply H2 dari HRU. Produk utamanya adalah ammonia cair, sebagai umpan unit
urea dan/atau dikirim ke ammonia storage. Sedangkan hasil samping yang dapat
diperoleh adalah gas CO2 yang akan digunakan sebagai bahan baku pembuatan
urea.
3.1 Dasar Desain Unit Ammonia Kaltim 3
1.
Kapasitas Produksi.
a. Produksi 1.000 MTPD (rate 100% Ammonia) tanpa HRU.
b.
Produksi 1.180 MTPD (HRU aktif)
Dalam hal ini semua Hidrogen yang diperoleh di HRU akan diumpankan ke
unit Ammonia. Dan semua Ammonia yang diperoleh dari HRU, sudah
termasuk dalam jumlah 1.180 MTPD.
2.
3.
Maksimum Turn Down Rate (Minimum Rate).
60% dari 1.000 MTPD, apabila HRU tidak aktif
70% dari 1.180 MTPD, apabila HRU aktif
Kualitas Produk Dan Kondisi Battery Limit.
a.
Ammonia Cair
Komposisi :
Ammonia
: Min. 99,9% berat
Moisture
: Max. 0,1% berat
Kandungan oil
: Max. 5 ppm berat
Gas tak terlarut
: Max. 50 ppm berat
53
Unit Ammonia
Kondisi operasi :
Tekanan pada Batt. Limit.
: Min. 9 Kg/cm2G (ke Storage)
: Min. 25 Kg/cm2G(ke unit Urea)
b. Gas CO2
Komposisi :
CO2
: Min. 99,0% vol
Hidrogen
: Max. 0,5% vol.
Nitrogen
: Max. 0,2% vol.
CH4 + CO + Ar
: Max. 0,01% vol.
Sulphur
: Pada dasarnya nol, max. 1 ppm vol.
H2O
: Saturated.
Kondisi outlet CO2 Separator.
4.
Tekanan
: Min. 0,8 Kg/cm2G
Temperatur
: Max. 40oC
Gas Alam Proses Dan Fuel.
Komposisi (dalam garansi).
Gas alam :
CH4
: 83,72% vol.
C2H6
: 5,40% vol.
C3H8
: 2,88% vol.
i-C4H10
: 0,55% vol.
n-C4H10
: 0,62% vol.
i-C5H12
: 0,21% vol.
n-C5H12
: 0,14% vol
C6H14
: 0,12% vol.
C7H16
: 0,15% vol.
CO2
: 6,13% vol.
N2
: 0,08% vol.
Total
: 100,00% vol
54
Unit Ammonia
Kandungan sulfur max. 50 ppm H2S dan Natural Gas tidak mengandung
senyawa sulfur organik sementara gas alam dalam keadaan normal diharapkan
tidak mengandung senyawa sulfur.
Moisture
: 15 Lbs/MMSCF
Tidak ada hidrokarbon cair
Net heating value (dry-basis) : 9,185 Kcal/Nm3
Komposisi Natural Gas, sebagai berikut :
Min.
Max.
N2
0,01%
0,11%
CO2
2,64%
10,00%
CH4
80,23%
90,05%
C2H6
3,48%
6,58%
C3H8
2,28%
4,14%
i-C4H10
0,34%
0,73%
n-C4 H10
0,55%
0,87%
i-C5 H12
0,19%
0,33%
n-C5 H12
0,12%
0,19%
C6H14
0,09%
0,29%
Variasi komposisi tersebut di atas, unit ammonia ini sudah mampu menghasilkan
ammonia 1.000 MTPD (SOR), dengan asumsi komposisi di seksi Reforming dan
CO2 Removal, sebagai berikut :
55
Unit Ammonia
Tabel 3.1. Komposisi di Seksi Reforming dan CO2 Removal
CO2 Removal (%)
N2
0,01
CO2
10,00
CH4
80,23
C2H6
3,48
C3H8
3,87
i-C4H10
0,73
n-C4H10
0,87
i-C5H12
0,33
n-C5H12
0,19
C6H14
0,29
b.
Reforming (%)
Kasus-1
Kasus-2
0,11
0,11
10,00
2,79
82,84
90,05
3,48
3,48
2,28
2,28
0,34
0,34
0,55
0,55
0,19
0,19
0,12
0,12
0,09
0,09
(Kasus CO2 maks )
(Kasus CH4 maks )
Tekanan dan temperatur Natural gas proses di battery limit.
Tekanan
Temperatur
Min. 45 Kg/cm2G
2
Max. 63 Kg/cm G
c.
Min. 20C
Max. 30C
Tekanan dan temperatur Natural gas fuel di battery limit.
Tekanan
Temperatur
Min. 18 Kg/cm2G
Min. 20C
Max. 24 Kg/cm2G
Max. 30C
3.2 Gambaran Umum Pabrik Ammonia Kaltim-3
Unit ammonia Kaltim 3 dirancang dari proses Haldor Topsoe A/S dari
Denmark. Pada prinsipnya reaksi sintesa ammonia dengan proses Haber-Bosch
berlangsung dalam fase gas adalah sebagai berikut :
N 2 3H 2 2 NH 3
56
Unit Ammonia
Pabrik Ammonia Kaltim 3 dapat dioperasikan dalam dua kasus :
Operasi untuk memproduksi NH3 1000 MTPD
Purge Gas dan Flash Gas digunakan sebagai bahan bakar (fuel) untuk seksi
reforming. Komposisi untuk masing-masing aliran adalah sebagai berikut :
Tabel 3.2. Komposisi Purge Gas dan Flash Gas
Komposisi (% mol)
Purge gas
Flash gas
H2
59,73
39,01
N2
19,90
18,77
Ar
4,21
6,50
CH4
8,73
26,0
NH3
7,43
9,72
Operasi untuk memproduksi NH3 1180 MTPD
Purge Gas dan Flash Gas dikirim ke HRU yang berlokasi di Kaltim 2 dan
hidrogen yang diperoleh dari proses di HRU dikirim ke Kaltim - 2. Flow Fuel
of Gas dan H2 dari HRU untuk masing-masing aliran adalah sebagai berikut :
Tabel 3.3. Komposisi Fuel of Gas dan H2
Komposisi (%mol)
Fuel of Gas
H2
H2
10,21
88,10
N2
44,27
10,0
Ar
11,91
1,2
CH4
33,23
0,7
NH3
0,38
Flow H2 ke front end
: 2.000 Nm3/jam
Flow H2 ke Synloop (back end) : 7.000 Nm3/jam
Temperatur dan tekanan H2
: 29 oC ; 71,4 Kg/cm2G
Flow FOG ke Primary Reformer : 7.500 Nm3/jam
Temperatur dan tekanan FOG
: 25 oC ; 3,5 Kg/cm2G
57
Unit Ammonia
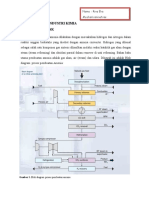
Konfigurasi proses untuk unit ammonia adalah sebagai berikut :
1. Seksi Desulfurisasi : tahap pemurnian dan persiapan bahan baku
2. Seksi Reforming : tahap penyediaan gas sintesa
a. Proses Primary Reformer
b. Proses Secondary Reformer
3. Seksi konversi Shift CO : tahap pemurnian gas sintesa
a. Proses konversi shift CO temperatur tinggi
b. Proses konversi shift CO temperatur rendah
4. Seksi CO2 removal
5. Seksi Metanasi
6. Seksi Sintesa Ammonia dan Refrigerasi Ammonia
Gambar III.1 Blok Diagram Pembuatan Ammonia Kaltim 3
3.3. Deskripsi Proses Unit Ammonia
3.3.1 Seksi Desulfurisasi
Proses desulfurasi berfungsi untuk mengikat/menyerap senyawa sulfur
yang terkandung dalam gas alam proses menjadi maksimum 0,1 ppm. Senyawa
sulfur yaitu H2S, COS, dan RSH merupakan racun pada katalis pabrik ammonia.
Peralatan utama seksi desulfurisasi adalah
58
Unit Ammonia
1. Natural gas KO drum (1-S-101)
Fungsi
: untuk memisahkan hidrokarbon berat yang terkandung
dalam gas proses.
2. Natural Gas Preheater (1-E-111)
Fungsi
: untuk memanaskan proses gas sebelum masuk ke
sulfur adsorber dengan proses kondensat.
3. Convection section pada Primary Reformer (1-E-104A/B)
Fungsi
: untuk memanaskan gas proses yang akan diumpankan
ke unit desulfurizer dengan flue gas.
4. Sulfur Adsorber (1-R-101 A/B)
-
Fungsi
Katalis CoMo (cobalt-molybdenum) di bagian atas sebagai katalis
: menyerap sulfur yang terkandung dalam gas alam.
hidrogenator, absorben ZnO (HTZ-3) di bagian tengah sebagai
penyerap sulfur dan katalis CuO di bagian bawah (terdapat di
desulfurizer B) sebagai penyerap sulfur organik dan anorganik
yang masih lolos.
-
Data Katalis ZnO (HTZ 3) :
Bentuk
: Extrusion
Volume
: 7,6 x 2 m3
Tekanan inlet
: 39,2 Kg/cm2G
Temperatur in/out
: 400oC - 390oC
Sifat-sifat katalis ZnO antara lain :
a. Tidak bereaksi dengan O2 dan tidak bersifat pyrophoric
b. Terhidrasi oleh H2O, dengan reaksi sebagai berikut :
Zn S(S) + H2O(g)
Zn O (S) + H2S(g)
Bereaksi dengan hydrogen sulfide (H2S) dan carbonil
sulphide (COS).
Steam tidak boleh dimasukkan ke sulfur absorber
karena zinc oxide akan terhidrasi.
59
Unit Ammonia
Gas bumi pada umumnya mengandung zat ikutan yang dapat
menyebabkan terjadinya gangguan di dalam operasi pabrik, seperti padatan,
senyawa sulfur dan lain-lain. Zat ikutan yang biasa dijumpai di gas bumi yang
perlu diperhatikan terutama senyawa sulfur yang dapat mengurangi keaktifan
katalis dan senyawa hidrokarbon berat yang dapat menyebabkan kecenderungan
terbentuknya deposit karbon.
Gas bumi yang mengandung senyawa hidrogen sulfida dan kadang
mengandung senyawa sulfur organik seperti Merkaptan (RSH) dicampur dengan
gas sintesa yang kaya H2, kemudian dipanaskan di area konveksi menjadi 370 0C.
Senyawa sulfur organik terlebih dahulu mengalami proses dehidrogenasi dan
berubah menjadi hidrogen sulfide (sulfur anorganik) menggunakan katalis CoMo
dengan mekanisme reaksi sebagai berikut :
RSH + H2
H2S + RH
CS2 + 4H2
2H2S + CH4
Kemudian H2S yang terbentuk diserap oleh adsorben ZnO dengan reaksi sebagai
berikut :
H2S + ZnO
ZnS + H2O
Untuk mendapatkan absorbsi sulfur yang terbaik, maka sebelum gas dimasukkan
ke dalam Sulfur Adsorber, gas harus dipanaskan terlebih dahulu hingga mencapai
temperatur sekitar 300400oC. Adapun tekanan operasinya adalah 3045
kg/cm2G.
Kemampuan ZnO untuk menyerap sulfur sangat tergantung pada
temperatur. Pada temperatur 410oC, tetapan kesetimbangan K akan naik menjadi
dua kali lipat dari K pada temperatur 380oC. Sedang pada temperatur ambient
(sekitar 30oC) kemampuan ZnO hanya 20 % dari kemampuannya dibandingkan
pada temperatur 400oC. Pada temperatur antara 300400oC katalis juga akan
bereaksi dengan Carbonil Sulfid COS seperti persamaan reaksi berikut :
ZnO COS ZnS CO 2
60
Unit Ammonia
Deskirpsi Proses Desulfurisasi
Gas alam untuk proses dikontrol pada tekanan 42 kg/cm2G (1-PIC105/PAL-105 40 kg/cm2G) dimasukkan ke proses Natural Gas KO Drum
(1-S-101) yang berfungsi untuk memisahkan hidrokarbon berat yang
terkandung dalam gas proses. Pada rate 100%, flow gas alam proses sebesar
24.888 Nm3/jam (1-FR-117).
Gas proses dipanaskan di NG Preheater (1-E-111) sehingga mencapai suhu
80oC dengan memanfaatkan panas dari kondensat proses yang telah di
stripping. Kemudian ditambahkan H2 recycle dari unit HRU sejumlah 5%
dari total gas 1.800 Nm3/jam (1-FIC-106/FAL-106 200 Nm3/jam) untuk
selanjutnya dipanaskan sampai 120oC di seksi konveksi (1-E-104 A) dan
400oC (1-TIC-104/TAL-104 360 oC/TAH-104 430) di seksi konveksi (1-E104 B). Katalis tidak boleh kontak dengan hidrokarbon tanpa adanya H2
karena akan menyebabkan rendahnya konversi senyawa sulfur organik
(sulfur slip besar). Selain itu juga menyebabkan terjadinya carbon formation
karena cracking natural gas.
Gas proses keluar seksi konveksi (1-E-104 A/B) masuk kedalam Sulfur
Adsorber (1-R-101 A/B) untuk diserap kandungan sulfurnya. Temperatur
inlet
1-R-101-A/B
dikontrol
oleh
1-TIC-104
yang
menggerakkan
valvebypass di 1-E-104A dan 1-E-104B.
Kandungan sulfur dalam gas yang keluar dari Desulfurizer kurang dari 0,1
ppm (AR-105).
Tekanan keluaran desulphurizer dikendalikan agar bernilai 38,6 kg/cm2 G
(1-PI-102). Jika tekanan keluaran meningkat sampai melebihi nilai set point,
pengendali akan mengatur dan mengembalikan tekanan ke nilai set point
dengan cara membuang sebagian gas melalui vent ke atmosfer.
61
Unit Ammonia
H2 dari HRU
Kaltim-2
1-E-111
1-E-104B
1-S-101
KO Drum
Gas Proses
Gas
proses
1-E-104A
1-R-101A
Desulphurizer
1-R-101B
Desulphurizer
vent
Gas proses
menuju tahap
reformasi
V-13
Gambar III.2 Unit Desulfurisasi
3.3.2Seksi Reforming
Di seksi reforming, gas yang diperlukan untuk menghasilkan ammonia
diproduksi melalui suatu reaksi katalitik reforming yang merupakan reaksi antara
hidrokarbon dengan steam dengan bantuan katalis Ni pada temperatur tinggi (pada
primary reformer) dan udara (pada secondary reformer). Berikut data Katalis
reformer:
Data Katalis Primary reformer NiO (R-67R / R-67) :
Bentuk
: Ring
Umur
: 35 tahun
Volume
: 6,84 / 15,96 m3
Tekanan inlet
: 35,8 Kg/cm2G
Temperatur in/out
: 520oC - 811oC
62
Unit Ammonia
Data Katalis Secondary reformer NiO (RKS - 2) :
Bentuk
: Ring
Umur
: 6 - 10 tahun
Volume
: 26 m3
Tekanan inlet
: 32 Kg/cm2G
Temperatur in/out
: - oC 1000 oC
Tinggi bed
: 2,8 m
Peralatan utama seksi reformasi :
1. Primary Reformer (1-H-101)
Berfungsi tempat terjadinya reaksi reformasi menghasilkan gas H2
Spesifikasi :
a. Jumlah tube 168 pasang yang dipasang di dua radiant chamber
b. Jumlah burner 384 radiant burner yang dipasang dalam 6
tingkat di dua sisi tiap chamber.
c. Dilengkapi oleh dua flue gas fan (1-K-101 A/B), dengan
kapasitas 70% dari total rate flue gas
2. Secondary Reformer (1-R-102)
Berfungsi menurunkan kandungan CH4 hingga 0,26% dan untuk
memperoleh gas N2 untuk proses sintesis amoniak.
3.3.2.1Primary Reformer (1-H-101)
Primary Reformer merupakan "Induced Draught box heater" yang berisi
168 tube katalis yang dibagi dalam 2 ruang yang terpisah (chamber), kedua ruang
ini dilengkapi 384 burner. Primary reformer berfungsi sebagai tempat terjadinya
reaksi reforming, yaitu reaksi pembentukan H2 sebagai bahan baku yang
digunakan dalam pembuatan ammonia dengan menggunakan katalis Ni. Sebelum
masuk primary reformer, gas alam proses dari desulfurizer dicampur dengan MP
steam lalu dipanasi dengan flue gas hingga temperatur 5270C.
Kebutuhan panas pada Primary Reformer disuplai dari pembakaran fuel
gas di burner yang berasal dari natural gas atau campuran natural gas dengan
purge/flash gas dari loop sintesa atau campuran natural gas dan fuel off gas dari
63
Unit Ammonia
Hydrogen Recovery Unit (Unit 300). Fuel gas ini terlebih dahulu dipanaskan
sampai temperatur 90oC (1-Thi-154) pada preheater (1-E-110).
Panas hasil pembakaran dari burner ditransfer ke tube-tube katalis secara
radiasi dan secara konveksi oleh flue gas. Sedangkan sisa panasnya dimanfaatkan
sebagai flue gas untuk memanaskan gas proses dan steam di 1-E-101, udara
proses di 1-E-102 A/B, HP Steam Superheater di 1-E-103, Natural Gas Proses di
1-E-104 A/B, HP BFW di 1-E-105 dan LP BFW di 1-E-106, yang semuanya
dilakukan secara konveksi di preheater coil. Flue gas keluar dari radiant chamber
di Primary Reformer pada temperatur sekitar 1.020C (1-TR-119 dan 1-TR-121).
Flue gas dikeluarkan ke atmosfir oleh dua flue gas fan (1-K-101- A/B). Kedua
flue gas fan ini berkapasitas masing-masing 70% dari total rate flue gas.
Kegunaan ID Fan ini adalah untuk menurunkan tekanan furnace sedikit dibawah
atmosfir untuk mengarahkan aliran flue gas. Penghisapan di furnace reformer
dikontrol oleh 1-PIC-104 yang mengoperasikan flue gas damper.
Deskripsi Proses di Primary Reformer
Gas Proses dari Sulfur Absorber sebesar 24.888 Nm3/jam (dikontrol
dengan 1-FIC-107) bercampur dengan MP Steam pada tekanan 38 kg/cm2G (1-PI148) dari MP Steam Header sebesar 73.200 kg/jam (dikontrol dengan 1-FIC-108).
Aliran steam ini harus diatur dengan rasio steam / carbon (S/C) = 3:1.
Kemudian campuran tersebut bertukar panas dengan flue gas dari Primary
Reformer secara konveksi di seksi Primary Reformer (1-E-101) sampai suhu
527oC (1-TI-117 / TAH-117 540oC) dan tekanan 35,8 kg/cm2 (1-PR-109)
sebelum masuk ke dalam tube di primary reformer. Di dalam Primary Reformer
terjadi reaksi reforming
hidrokarbo n berat menjadi hidrokarbo n ringan :
C H 2H O C
H
H Q
n m
2
(n 1) (m 2)
2
reaksi hidrokarbo n ringan :
CH 2H O CO 4H Q
4
2
2
64
H 49,3kkal/mol
Unit Ammonia
Faktor yang dapat memperbesar hasil reaksi di atas adalah temperatur yang
tinggi, rasio steam/karbon tinggi, dan tekanan operasi rendah. Disamping
ditunjukkan reaksi reforming di atas, terjadi juga reaksi kesetimbangan pergeseran
air (water gas shift reaction) antara CO dan uap air :
CO H 2O CO2 H 2
H 9,8kkal/mo l
Reaksi antara uap air dengan hidrokarbon lain yang lebih berat dapat
ditulis seperti berikut :
y
C x H y 2 x H 2 O x CO 2 ( 2 x) H 2
2
y/2 + 2x dinamakan hidrogen teoritis dari senyawa hidrokarbon yang mempunyai
rumus molekul CxHy.Untuk menghindarkan reaksi deposit karbon karena reaksi:
CO H 2 C H 2O
2CO CO 2 C
Biasanya umpan yang masuk reforming mengandung steam berlebih
dengan perbandingan steam / karbon = 3 mol/mol.
Pembakaran di Primary Reformer diatur sedemikian rupa agar kandungan
CH4 dalam gas outlet Secondary Reformer sekitar 0,26% vol (dasar kering).Gas
keluar dari Primary Reformer dengan suhu 8110C (1-TR-122 sampai 125)
temperatur dijaga merata menuju ke secondary reformer (1-R-102).
Pada 1.000 T/D SOR, kandungan metan outlet 1-H-101=10,4% mol kering
(1-AR-104). Kandungan methan yang lolos ini nantinya akan digunakan untuk
mengambil panas yang dihasilkan dari reaksi O2 dengan H2 ketika udara
dimasukkan di secondary reformer yang kemudian panas tersebut digunakan
dalam proses pembentukan gas H2.
Methan lolos minimum akan diperoleh bila temperatur outlet semua tube
dijaga sama. Oleh karena itu hal ini tidak cukup hanya diawasi dari temperatur di
transfer linenya saja yaitu 811oC (1-TI-126/TAH-126 840oC). Firing furnace
harus diatur untuk memperoleh temperatur yang sama di setiap sub kolektor (1TR-122-125). Dengan makin tuanya katalis, reaksi cenderung makin jauh dari
kesetimbangan (approach to equilibrium) makin besar dan methan yang lolos
bertambah. Kisaran analisa gas outlet Primary reformer :
65
Unit Ammonia
Tabel 3.4. Analisa Gas Outlet Primary Reformer
Komponen
Desain (% vol.)
Kisaran (% vol.)
CO2
CO
H2
CH4
N2
Ar
10,69
10,46
68,47
10,28
0,1
0
10,69 13,0
8,5 10,94
60,0 70,0
9,7 14,0
0 1,5
0 0,2
Aktual (%
vol.)(13/05/2014)
12.33
8.87
66.69
11.94
0.15
0.02
Fuel NG sampai di battery limit dengan tekanan 18 Kg/cm2G dan
temperatur 20C. Tekanan Fuel NG dikontrol pada 4,3 Kg/cm2G oleh 1-PIC-101
dan dialirkan ke Fuel Gas KO Drum (1-S-102) dimana hidrokarbon berat
dipisahkan. Flow fuel NG 9.000 Nm3/jam dicatat oleh 1-FR-101. Fuel NG
dipanaskan sampai 90C (1-Thi-154) oleh adanya pertukaran panas dengan
stripped process condensate di 1-E-110, dan kemudian di umpankan kedalam fuel
burner.Tekanan fuel NG untuk keempat row burner bagian atas (row 3-6)
dikontrol < 1,5 kg/cm2G (1-PIC-106 / PAL-106 0,8 kg/cm2G / PAH-106 1,5
kg/cm2G). Tekanan fuel NG untuk row burner kedua dikontrol < 2.5 kg/cm2G (1PIC-120 / PAL-120 1,53 kg/cm2G / PAH-120 2,5 kg/cm2G). Tekanan fuel NG
pada row ke 1 (row terbawah) dikontrol < 2,5 kg/cm2G (1-PIC-116 / PAL-126 1,5
kg/cm2G / PAH-126 2,5 kg/cm2G).
Purge/flash gas atau off gas dari Hidrogen Recovery Unit (HRU) sebagai
fuel gas untuk Primary Reformer, dipanaskan sampai 50C (1-Thi-153) dengan
LP steam di Fuel Gas Preheater(1-E-107) yang kemudian diumpankan ke fuel
burner. Tekanan fuel gas untuk burner ini dikontrol 2,8 kg/cm2G(1-PIC-118).
Untuk mempertinggi ketidaktergantungan 1-H-101 terhadap kasus HRU
emergency shut-down, sistem double jet burner dipakai di Primary Reformer
dimana Gas alam dan Purge gas/Flash gas/HRU Off gas dimasukkan melalui line
terpisah.
Burner dipasang secara horizontal yang dibagi dalam 6 row dari bawah
keatas pada kedua sisi dari setiap chamber. Adanya pengaturan sejumlah besar
burner ini akan memudahkan pengontrolan profil temperatur sepanjang tube
66
Unit Ammonia
reformer serta terciptanya penyebaran panas yang merata sepanjang ruang
pembakaran. Burner harus diamati dengan cermat dan adanya pola penyalaan
yang tidak beraturan harus diperbaiki untuk mencegah kelebihan panas ditube dan
juga untuk mendapatkan efisiensi termal yang baik. Pengaturan yang tepat dari
vakum dihasilkan dari pengaturan tekanan yang tepat -10 mmH2Ooleh suction
dumper (1-PIC-104 A/B / PAH-104 0 mmH2O / PAL-104 -20 mmH2O) adalah
penting untuk efisiensi termal.
Temperatur skin sebelah luar dari tube harus diawasi secara cermat baik
secara visual maupun menggunakan optical pyrometer dan selalu dicatat dalam
log sheet. Tube didesain untuk temperatur 919C, pada tekanan 38,9 Kg/cm2G
dengan life time 100.000 Jam. Adanya temperatur skin yang tidak sama untuk
setiap tube disebabkan karena adanya peracunan katalis oleh sulfur, carbon
formation, atau adanya pressure drop di setiap tube yang tidak rata.
Jumlah udara ekses adalah 5% (1-AR-101), yang setara dengan 1,1% O2
didalam flue gas. Hal ini untuk mengindikasikan bahwa kebutuhan O2 untuk
pembakaran terpenuhi. Ekses udara dapat diatur dari Primary Air Register (PAR)
dan Secondary Air Register (SAR).
3.3.2.2 Secondary Reformer (1-R-102)
Pada dasarnya fungsi secondary reformer adalah sama dengan primary
reformer. Prinsipnya adalah untuk memperoleh gas N2 dan melanjutkan reaksi
reforming sisa methan menjadi H2. Reaktor yang digunakan berbentuk bejana
yang berisi unggun partikel dan gabungannya dengan primary reformer
dinamakan sistem reformer primer-sekunder. Oksigen yang terkandung di dalam
udara akan membakar CO, sisa methan dan hidrogen dan memasok energi
tambahan yang diperlukan untuk reaksi reforming di dalam secondary reformer
ini.
Dengan demikian kita tidak memerlukan lagi pembakaran tambahan gas
bumi seperti di primary reformer. Keuntungan lain dengan adanya secondary
reformer ini, sebagai alat pemasukan nitrogen adalah akan memperkecil volume
primary reformer dibandingkan dengan apabila diinginkan konversi sempurna di
67
Unit Ammonia
dalam reaktor primary reformer tersebut,reaksi pembakaran di dalam secondary
reformer adalah sebagai berikut:
2H2 + O2 2 H2O
H = - 115,6 kkal/mol H2
2CO + O2 2CO2H = - 135,3 kkal/mol CO
Uraian Proses di Secondary Reformer
Udara proses dari kompresor udara (1-K-402), masuk ke Secondary
Reformer pada suhu 550oC (1-TI-110 / TAH-110 570 oC) dengan aliran sebesar
37.600 Nm3/jam (1-FIC-102), dimana sebelumnya terlebih dahulu dipanaskan di
1-E-102 A/B. Gas dari outlet primery reformer bercampur udara proses di dalam
secondary reformer (1-R-102). Gas H2 dari gas proses akan bereaksi dengan O2
dari udara, sehingga akan menghasilkan panas yang besar (1100-1200oC).
Sebagian panasnya diambil untuk reaksi reforming di Bed Katalis.
Campuran gas keluar Secondary Reformer mengandung 0,3% CH4 (1-AR104). Methan leak harus dijaga tetap ada sebagai indiksi bahwa tidak ada lagi
kandungan O2 yang berada di dalam gas proses. Temperatur gas proses keluar
Secondary Reformer adalah 1.000oC (1-TR-114) dan tekanan 31,5 kg/cm2G
(TAH-129 1.020oC / TAHH-17 1.030oC). Kisaran analisa gas outlet secondary
reformer :
Tabel 3.5. Analisa Gas Outlet Secondary Reformer
Komponen
Desain (% vol.)
Kisaran (% vol.)
CO2
CO
H2
CH4
N2
Ar
7,96
13,25
55,57
0.49
22,47
0,27
7,0 10,0
12,3 14
50 60
0,1 1,5
20,0 25,0
0,2 0,5
Aktual (% vol.)
(13/05/2014)
9.01
12.68
54.99
0.70
22.36
0.26
Panas gas keluar yang masih cukup tinggi dimanfaatkan untuk
membangkitkan steam superheated 110 K di no. 1 HP WHB (1-E-108) dan
diturunkan lagi di HP steam Presuperheater (1-E-109) sehingga mendinginkan
68
Unit Ammonia
temperatur gas proses sampai ke temperatur yang dibutuhkan di CO Shift
Converter (HTS, 1-R-201).Temperatur gas proses outlet 1-E-109 dikontrol oleh
1-TIC-130 ( 360oC) yang bekerja terhadap valve bypass 1-E-109. Valve bypass
ini mengatur banyaknya gas proses yang melalui 1-E-109. Untuk melindungi
peralatan downstream terhadap kenaikan temperatur yang berlebihan maka sistem
ini dilengkapi dengan high (TAH-130 380 oC) dan low (TAL-130 320 oC)
temperatur alarm yang juga akan meyakinkan adanya temperatur yang cukup
untuk mempertahankan reaksi di HTS (1-R-201).
Temperatur HP steam superheated yang dipanaskan dikontrol oleh TIC132 (TAH-132 400 oC), yang akan mengatur banyaknya gas yang melalui tube 1E-108.Setelah dari 1-E-109, HP steam tersebut akan dipanasi lagi di HP Steam
Superheater (1-E-103). Temperatur steam HP 110 K dikontrol oleh 1-TIC-106
512oC (TAL-106 480oC / TAH-106 520oC) dengan menggunakan injeksi BFW
dari 1-P-201 A/B (1-FI-121).
1-E-101
Gas Proses
MP steam
Udara Proses
1-H-101
Primary
Reformer
1-R-102
Secondary
Reformer
Gas Proses
menuju HTS
1-E-108
HP WHB I
1-E-109
HP Steam
Superheater
Gambar III.3 Flow Diagram Proses pada Primary Reformer
3.3.3
Seksi Konversi Shift CO
Senyawa CO tidak dapat dipisahkan oleh larutan benfield yang digunakan
pada CO2 absorber. Oleh karena itu CO diubah terlebih dahulu menjadi CO2 pada
69
Unit Ammonia
unit shift converter. Reaksi yang terjadi pada shift converter adalah sebagai
berikut :
CO (g) H 2 O (g) CO 2
(g)
H2
(g)
Hr298=-9,38 kkal/mol
Reaksi shift merupakan reaksi eksotermis. Untuk mencapai konversi yang
tinggi, reaksi harus berlangsung pada temperatur yang rendah agar kesetimbangan
bergeser ke arah pembentukan CO2. Namun, pada temperatur yang rendah
kecepatan reaksi akan rendah. Oleh karena itu, berdasarkan pertimbangan kinetis
dan ekonomis maka reaksi shift dibagi menjadi 2 (dua) tahap yaitu High
Temperature Shift Converter dan Low Temperature Shift Converter.Adapun
peralatan utama seksi ini adalah:
1.
High Temperature Shift (1-R-201)
Bejana atau vessel dengan tinggi 3970 mm, yang berisi 55 m3 katalis
Topsoe type SK-12 Chromium promoted iron oxide catalyst (90-95% iron oxide).
Data Katalis HTS (1-R-201) :
Bentuk
: Tablet
Material
: Fe2O3 / Cr2O3
Umur
: 4 - 6 tahun
Volume
: 55 m3
Tekanan inlet
: 30,7 Kg/cm2G
Temperatur in/out
: 360 oC 433 oC
Pada saat start up katalis harus diaktifkan dimana Fe3O2 direduksi menjadi
Fe3O4 dan setiap CrO3 yang ada dikonversikan menjadi Cr2O3. Caranya dengan
memanaskan katalis sampai temperatur >200oC dibawah aliran gas proses yang
mengandung CO an H2. Reaksinya :
3Fe 2 O 3 H 2 2 Fe3O4 H 2 O
H 3,89 kkal / mole
3Fe 2 O 3 CO 2 Fe3O4 CO2
H 5,92 kkal / mole
2CrO 3 3H 2 Cr2 O3 3H 2 O
H 163,5 kkal / mole
2CrO 3 3CO 2Cr2 O4 CO2
H 193,0 kkal / mole
70
Unit Ammonia
2.
Low Temperature Shift (1-R-201)
Bejana atau vessel yang berisi 6 m3 katalis LSK yang terdiri dari oksida
copper, zink, cromium dan 69 m3 katalis LK-801 yang terdiri dari oksida copper
dan zink. Data Katalis LTS (1-R-202) :
Bentuk
: Tablet
Material
: Up
: ZnO , Cr2 / CuO
Low : CuO
Umur
: 3 tahun
Volume atas/bawah
: 22 / 50 m3
Tekanan inlet
: 29,9 Kg/cm2G
Temperatur in/out
: 210 oC 231 oC
Saat start up katalis direduksi pada temperatur 120-220 oC dengan menggunakan
N2 yang mengandung 1-3% H2 untuk membentuk copper bebas, reaksinya :
CuO H 2 Cu 3H 2O
H 20,70 kkal / mole
CuO CO Cu CO2
H 30,45 kkal / mole
Ketinggian masing-masing bed untuk LSK dan LK-801 adalah sebagai 395
mm dan 4540 mm. Untuk katalis LK -801 terbagi 2 bed untuk memungkinkan
penggantian bed bagian atas. Fungsi bed pertama adalah sebagai safety guard bila
ada senyawa sulfur yang masuk ke dalam LTS karena katalis LTS sangat peka
terhadap deaktivasi oleh senyawa sulfur. Pada bed pertama terdapat katalis LSK
yang mengandung ZnO sehingga sulfur dapat diabsorb.
71
Unit Ammonia
Gas proses
dari tahap
reformasi
1-R-201
HTS
1-R-202
LTS
1-E-201
No.2 HP WHB
vent
Gas proses
menuju
Absorber
CO2
1-E-203
Methanator
Trim Heater
1-E-202
No.2 HP BFW
Preheater
1-E-209
No.1 HP BFW
Preheater
Gambar III.4 Flow Diagram Proses CO Converter Shift
3.3.3.1 High Temperature Shift Converter (1-R-201)
HTS berfungsi untuk merubah CO menjadi CO2 pada temperatur tinggi
(360C). Material dasar Fe2O3 (SK-12) dengan promotor chromium yang
kemudian direduksi menjadi bentuk aktif berupa Fe3O4 pada saat start up,
sehingga kandungan gas CO keluar HTS konverter < 3,21.
Gas reformer masuk High Temperatur Shift (HTS) dari 1-E-109 pada
temperatur 360oC (1-TIC-130) dan tekanan 30,7 kg/cm2G. Didalam HTS
kandungan CO diturunkan dari 14 % menjadi 3,2 % volume. Kisaran analisa gas
outlet HTS :
Tabel 3.6. Analisa Gas Outlet High Temperature Shift Converter
Komponen
Desain (% vol.)
Kisaran (% vol.)
CO2
CO
H2
CH4
N2
Ar
15,96
3,39
59,43
0,45
30,51
0,25
15,96 17,48
2,4 3,5
57,0 61,0
0,2 0,6
20,0 30,0
0,2 0,5
Aktual (% vol.)
(13/05/2014)
17.12
2.96
58.66
0.63
20.39
0.24
Gas proses keluar HTS pada temperatur 433oC (1-TI-204) kemudian
dilewatkan Methanator Trim Heater (1-E-203) untuk memanaskan gas sintesa
72
Unit Ammonia
dari 1-E-306 A/B, no.2 HP WHB (1-E-201) untuk membangkitkan HP steam dan
no.2 HP BFW Preheater untuk memanaskan HP BFW sehingga temperatur gas
reformer inlet LTS menjadi 210oC (1-TIC-208).
Untuk mencapai konversi CO yang diinginkan ada dua variabel yang perlu
diperhatikan, yaitu temperatur dan rasio steam dan gas pada aliran masuk ke unit
HTS. Seperti telah dijelaskan sebelumnya, pada temperatur rendah, konversi CO
akan tinggi sedangkan pada temperatur tinggi kesetimbangan akan bergeser ke
arah pembentukan CO sehingga CO yang lolos akan semakin banyak. Namun jika
ditinjau dari segi kinetika, temperatur tinggi akan mempercepat laju reaksi.
Apabila rasio steam dan gas meningkat maka konversi CO meningkat pula karena
penambahan steam akan menggeser kesetimbangan ke arah pembentukan CO2.
Akan tetapi, reaksi akan lambat diakibatkan waktu kontak katalis dengan reaktan
berkurang.
3.3.3.2 Low Temperature Shift Converter (1-R-202)
Reaksi dalam LTS converter berguna untuk menyempurnakan reaksi
pengubahan CO dalam proses gas menjadi CO2 yang telah dilakukan di HTS
converter dan temperatur operasinya lebih rendah dibandingkan di HTS converter
yaitu 210C, sehingga kecepatan reaksi kesetimbangan rendah tetapi konversinya
tinggi.
LTS converter berisi 6 M3 katalis LSK yang terdiri dari oksida copper,
zinc, chromium dan 69 M3 katalis LK-801 yang terdiri dari oksida copper dan
zinc. Ketinggian bed katalis LSK dan LK-801 masing-masing adalah 395 mm dan
4.540 mm. Pada waktu gas kontak dengan katalis, kandungan CO dalam gas
diturunkan sampai 0,32% vol (dasar kering). Temperatur katalis dimonitor
melalui temperatur indikator (1-TI-215, 209, 210 , 211). Gas keluar LTS pada
temperatur 231C (1-TI-212).
Performance katalis dapat diamati dari kandungan CO di gas outlet 1-R201 dan 1-R-202 yang dicatat oleh 1-AR-201.Profil temperatur di bed katalis
reaktor dapat juga memberi indikasi performance katalis.
73
Unit Ammonia
Gas sintesa masuk Low Temperatur Shift (LTS) temperaturnya dikontrol
oleh TIC-208 (1-TIC-208 / TAL-208 190 oC / TAH-208 220oC).dengan cara
bypass aliran di 1-E-202 sampai 210oC. Di LTS kandungan CO diturunkan
sampai 0,32% volume (dry basis). Kisaran analisa gas outlet LTS :
Tabel 3.7. Analisa Gas Outlet Low Temperature Shift Converter
Komponen
CO2
CO
H2
CH4
N2
Ar
Desain (% vol.) Kisaran (% vol.)
18,53
0,23
60,67
0,44
19,89
0,24
17,0 19,69
0,1 0,4
57,0 62,0
0,2 0,6
18,0 23,0
0,2 0,5
Aktual (% vol.)
(13/05/2014)
19.11
0.26
59.73
0.62
20.05
0.23
Keluar LTS pada temperatur 231oC (1-TI-212), dimana line outlet ini
dipasang PV-201, untuk venting gas bila unit berikutnya tidak beroperasi. Untuk
heating up dan reduksi katalis digunakan sistem sirkulasi N2.
Panas yang keluar dari LTS dimanfaatkan di no.1 HP BFW Preheater (1E-209) untuk memanaskan HP BFW, LP Steam Generator (1-E-204) untuk
membangkitkan steam LPdan HPC Reboiler (1-E-301) untuk menguapkan larutan
HPC (K2CO3). Selama pendinginan, kondensat di dalam gas sintesa dipisahkan di
no.1 Process Condensat Separator (1-S-201), gas didinginkan lagi di No 2 Feed
BFW Preheater (1-E-206), kemudian kondensatnya dipisahkan di No.2 Process
Condensat Separator(1-S-202).
Gas yang keluar dimasukkan ke absorber (1-C-301) pada temperatur
o
100 C (1-TI-214) dan tekanan 28,3 kg/cm2G (1-PI-361). Dan kondensatnya
mengalami pengolahan lebih lanjut di seksi proses kondensat sebelum dikirim ke
utility.
74
Unit Ammonia
3.3.4 Seksi CO2 Removal
Proses CO2 removal berfungsi untuk mengurangi kandungan CO2 dalam
gas sintesa dengan cara diserap oleh larutan HPC (Hot Potasium Carbonat)
disebut juga sebagai proses Benfield. Selanjutnya CO2 dikirim ke unit urea
sebagai bahan baku pembuatan urea. Pelucut CO2 yang digunakan adalah larutan
benfield.
Komposisi larutan benfield adalah sebagai berikut :
1. K2CO3 25-30 %
sebagai larutan penyerap CO2
2. Dietanolamin / DEA 3 %
sebagai aktivator yang bekerja seperti katalis, yaitu mempercepat reaksi
menyerapan CO2 oleh K2CO3 dengan cara menurunkan tegangan
permukaan
3. V2O5 0,7 %
sebagai pencegah korosi pada kolom absorber dan stripper line system
yang disebabkan oleh ion bikarbonat (HCO3-).
4. Ucon 50
sebagai pencegah foaming, konsentrasi 10 ppm untuk volume sistem 230
m3 .
Peralatan utama seksi CO2 removal sebagai berikut :
1. Absorber (1-C-301)
-
Fungsi
Bejana atau vessel yang terdiri dari 3 bed. Bed pertama dengan tinggi
: menyerap kandungan CO2 dalam gas proses
2.290 mm, yang berisi 37,7 m3 sloted ring 38M-L dan 2 bed yang
dibawah mempunyai tinggi masing- masing 9150 mm dengan
diameter 3350 mm. Kedua bed ini identik dan berisi total 161,3 m3
51M-L M-PAK Ring. Material ring adalah carbon-steel kecuali pada
610 mm teratas dari setiap bed digunakan stainlees steel.
75
Unit Ammonia
2. Regenerator / Stripper (1-C-302)
-
Fungsi
: melepaskan kembali CO2 dari larutan HPC yang telah
diserap di menara absorber
3. Pompa Sirkulasi (1-P-301 A/B)
-
Fungsi
: mensirkulasikan larutan karbonat ke menara absorber
4. Alat penukar panas, terdiri dari :
HPC Reboiler (1-E-301) berfungsi sebagai alat menguapkan fraksi
ringan yang terbawa larutan HPC.
HPC Auxillary (1-E-302) berfungsi untuk memanaskan larutan
HPC yang akan diumpankan ke bagian bawah menara regenerator.
No.1
feed
BFW
preheater
(1-E-304)
berfungsi
untuk
mendinginkan campuran gas keluar menara regenerator dengan
menggunakan air demin.
CO2 cooler (1-E-305) berfungsi untuk mendinginkan campuran gas
keluar menara regenerator yang akan masuk CO2 separator (1-S301)
5. Separator (1-S-301)
-
Fungsi
: memisahkan kondensat dalam aliran CO2 yang akan
dikirim ke unit urea
6. Flash drum (1-V-301)
-
Fungsi
: mengalirkan lean solution dari regenerator ke menara
absorb
Flash drum terdiri dari 4 ruangan yang dibuat vakum. Pemvakuman
ini dilakukan dengan ejector 1-J-301 sampai 1-J-304 dengan
memakai LP steam dari 1-E-204 dan dari LP steam Header. Tekanan
stage pertama 0,93 kg/cm2 sedangkan stage terakhir 0,46 kg/cm2
Unit CO2 removal ini terdiri dari unit CO2 absorber (1-C-301) dan unit
CO2 stripper (1-C-302). Bentuk dari kolom adalah Single Stage Regenerator dan
Split Type Regenerator. Penyerapan CO2 di absorber akan lebih banyak pada
76
Unit Ammonia
tekanan operasi yang tinggi dan temperatur operasi rendah sedangkan pelepasan
CO2 di stripper akan lebih efektif pada tekanan operasi rendah dan temperatur
operasi tinggi.
Reaksi yang terjadi adalah sebagai berikut :
a. Reaksi absorbsi
K 2 CO 3 CO 2 H 2 O 2KHCO3
eksotermis
b. Reaksi desorbsi
2KHCO3 K 2 CO 3 CO 2 H 2 O
Untuk regenerasi ini panas yang diperlukan berasal dari :
1.Panas tidak langsung dari gas proses di 1-E-301
2.Panas tidak langsung dari over heat vapor degasifier (1-C-601) di 1-E-302.
3.Panas langsung dari LP Steam Header di 1-E-204
4.Panas internal dari Flash Steam di 1-V-301
CO2 menuju
pabrik urea
5.Panas langsung dari LP Steam dari header utility.
Gas proses menuju methanator
1-C-302
Stripper
1-E-204
1-E-303
HPC Cooler
LP Steam
FV-306
1-J-301/2/3/4
Ejector
FV-304
1-V-301
Flash Drum
1-P-301A/B
HPC
Circulation
Pump
Gas proses
dari LTS
1-C-301
CO2 Absorber
1-TX-301
Hydraulic Turbin
Gambar III.5 Unit CO2 Removal
77
Unit Ammonia
Uraian Proses CO2 Removal
Gas proses masuk absorber (1-C-301) dari No.2 process condensate
separator 1-S-202 pada temperatur 100 oC setelah kandungan panasnya dari LTS
diambil oleh media pendinginan. Masuk dari bagain bawah menara dan berkontak
dengan HPC dari atas secara berlawanan arah. Larutan yang miskin CO2 (Lean
solution) sekitar 25% dialirkan ke bed paling atas dan sisanya dialirkan di bagian
bed yang bawah.Gas yang keluar dari bagian atas absorber dialirkan ke
methanator melalui Mist separator 1-S-302. Kisaran analisa gas outlet absorber :
Tabel 3.8. Analisa Gas Outlet Absorber
Komponen
Desain (% vol.)
Kisaran (% vol.)
CO2
CO
H2
CH4
N2
Ar
0,1
0,28
74,38
0,53
24,41
0,29
0,04 0,35
0,1 0,5
72,0 76,0
0,2 0,6
23,7 27,0
0,2 0,5
Aktual (% vol.)
(13/05/2014)
0.15
0.34
73.89
0.78
24.54
0.30
Larutan HPC yang telah menyerap gas CO2 (rich solution) keluar dari
bagian bawah absorber, dan dikirim ke hidrolic turbine (1-TX-301) untuk
menggerakkan 1-P-301 / 1-TX-101 sehingga sebagaian CO2 ini terlepas. Dimana
kurang lebih 1/3 dari total kebutuhan power pompa HPC solution (1-P-301 A/B)
berasal dari ekspansi larutan ini. Level larutan dari bagian bawah 1-C-301
dikontrol oleh LIC-304.
Masuk pada bagian atas regenerator, rich solution di stripping dengan LP
steam berlawanan arah. CO2 yang terlepas keluar melalui bagian atas regenerator
pada temperatur 110 oC dan tekanan 0,8 kg/cm2G (dikontrol oleh PIC-304 / PAL304 0,6 kg/cm2G). Outlet top column, Gas CO2 didinginkan di 1-E-304 untuk
memanaskan air demin dari 50 oC sampai 57 oC. Kondensat yang terbentuk dari
pendinginan ini dipompa dengan pompa 1-P-304 A/B lalu dialirkan ke LP Steam
generator (1-E-204) kemudian LP steam yang dihasilkan LP steam generatorke
ejector flash drum (1-J-301 ~ 304).
78
Unit Ammonia
Gas CO2 ini didinginkan lagi di CO2 cooler (1-E-305) dengan
menggunakan sea water dan kondensat yang terbentuk dipisahkan di CO2
separator (1-S-301) dan dipompakan dengan 1-P-302 A/B ke 1-E-602. CO2
produk sebesar 28.353 Nm3/jam (1.265,75 kg/jam) dikirim ke unit urea.
Larutan yang distripping (lean solution) keluar dari regenerator pada
bagian bawah turun ke HPC reboiler melalui seal pean. Air yang teruapkan
dikembalikan ke regenerator dan larutannya dialirkan ke HPC auxillery reboiler
(1-E-302). Uapnya dikembalikan ke regenerator dan larutannya dikembalikan di
bagian bawah menara regenerator.
Lean Solution yang keluar dari bagian paling bawah 1-C-302 masuk ke
flash drum (1-V-301) level cairan dikontrol oleh LIC-309 (LAL-309 43 % / LAH309 94%). Di flash drum terjadi flashing lean solution pada tekanan yang lebih
rendah dari regenerator.
Flash drum terdiri dari 4 ruangan yang dibuat vakum. Pemvakuman ini
dilakukan dengan ejector 1-J-301 sampai 1-J-304 dengan memakai LP steam dari
1-E-204 dan dari LP steam Header. Vapor dari Flash drum dikembalikan ke
regenerator bersama exhaust steam sebagai sumber panas internal.
Lean solution keluar dari ruangan flash drum pada temperatur 115oC,
dikembalikan ke absorber dengan pompa HPC solution circulation (1-P-301
A/B). Aliran dibagi 2, yang dibagian atas sebagian dilewatkan ke HPC solution
cooler sebesar 230 m3/jam dikontrol oleh FIC-303 (FAL-303 160 m3/jam / FALL303 140 m3/jam), dengan temperatur 70oC dikontrol oleh TIC-308 untuk
didinginkan sebelum dimasukkan ke absorber. Sedangkan aliran yang masuk di
bagian bawah, sebagain dilewatkan ke HPC solution filer (1-F-301) aliran yang di
bawah dikontrol oleh FIC-304 (FAL-304 490 m3/jam / FALL-303 420 m3/jam)
sebesar 740 m3/jam.
79
Unit Ammonia
Faktor-faktor yang mempengaruhi konsentrasi CO2 yang lolos absorber
antara lain :
1. Jumlah sirkulasi larutan
Media penyerap yang disirkulasikan dijaga lebih tinggi 3 % dari rate gas
proses. Apabila sirkulasi diturunkan lebih rendah atau sama dengan rate
gas proses, maka CO2 yang lolos akan semakin banyak.
Sebaliknya bila rate sirkulasi dinaikkan, maka harus diperhatikan
kapasitas pompa dan flooding di absorber. Jika melebihi batas flooding
maka gas akan tertahan, sehingga tidak dapat mengalir kebagian atas
absorber.
2. Temperature
Kondisi operasi penyerapan adalah pada tekanan tinggi (2030 kg/cm2g)
dan temperatur rendah (60120 0C). Kecepatan penyerapan tinggi pada
temperatur tinggi, sedangkan pada posisi keseimbangan konversi dapat
dinaikkan dengan menurunkan temperatur (untuk reaksi eksotermis).
Karena itu, penyerapan dilakukan pada temperatur tinggi dibagian bawah
( 115 0C) dan pada bagian atas dengan temperatur rendah (6070 0C).
3. Jumlah split larutan
Jumlah aliran karbonat untuk penyerapan dibagi dua, yaitu aliran utama ke
bagian tengah dan sebagian aliran masuk ke bagian atas absorber setelah
didinginkan. Jumlah aliran harus diatur sedemikian rupa agar reaksi
penyerapan optimum.
Laju aliran ke bagian atas adalah 10 25 % dari flow total sirkulasi dan
laju aliran larutan ke bagian tengah adalah 75 90 %.
4. Konsentrasi larutan
Untuk memaksimalkan penyerapan CO2, maka konsentrasi karbonat dijaga
sesuai komposisi diatas. Berikut kisaran analisa larutan benfield di
absorber (1-C-301) :
80
Unit Ammonia
Tabel 3.9. Analisa larutan benfield di absorber (1-C-301)
Aktual
Komponen
Satuan
Desain
Kisaran
SG
% wt
1,3
1,25 1,35
1.296
K2CO3
% wt
3,65
14
6.23
KHCO3
% wt
31,94
30 35
30.82
Eq.K2CO3
% wt
29
25 30
27.53
DEA
% wt
2,85
13
2.07
V4+
% wt
< 3,5
0.14
V5+
% wt
> 0,1
0.21
V2O5
% wt
KVO3
% wt
1,1
0,8 1,5
0.96
Fe
ppm
< 100
Cl-
ppm
< 200
0,856
0,8 0,94
0.77
FC
(03/04/2014)
0.63
FH
cm
< 10
1.00
CT
detik
<5
1,00
0,72
SS
Tabel 3.10. Analisa larutan benfield di Flash Drum (1-V-301)
Aktual
Komponen
Satuan
Desain
Kisaran
SG
% wt
1,3
1,25 1,35
1.294
K2CO3
% wt
19,09
16 21
19.92
KHCO3
% wt
13,31
8 16
14.33
Eq.K2CO3
% wt
29,13
25 30
29.82
DEA
% wt
2,91
13
2.10
V4+
% wt
< 3,5
0.15
81
(03/04/2014)
Unit Ammonia
V5+
% wt
> 0,1
0.21
V2O5
% wt
KVO3
% wt
1,2
0,8 1,5
0.98
Fe
ppm
< 100
< 100
76.94
Cl-
ppm
< 200
< 200
60.67
0,325
0,3 0,48
0.33
0.64
FC
FH
cm
< 10
1,00
CT
detik
<5
1,00
0,30
SS
3.3.4
Seksi Metanasi
Proses metanasi bertujuan untuk mengkonversi gas CO dan CO2 sisa yang
masih terkandung gas sintesa menjadi methan sehingga kandungan total CO +
CO2 maksimum 10 ppm. Hal ini dilakukan karena CO dan CO2 merupakan racun
katalis Ammonia Converter (1-R-501). Reaksinya merupakan reaksi kebalikan
dari reaksi reforming :
CO 3H 2 CH 4 H 2O Q
CO 2 4H 2O CH 4 2H 2O Q
Reaksi terjadi pada temperature 240oC namun untuk meyakinkan
kandungan CO dan CO2 serendah mungkin maka temperature operasi harus dijaga
antara 280-350oC. Kaltalis methanator tidak boleh dioperasikan pada temperature
lebih dari 500oC karena akan menyebabkan naiknya laju pembentukan kristal.
Peralatan utama unit ini adalah:
1. Methanator (1-R-301)
Fungsi :
Tempat berlangsungnya reaksi CO/CO2 dengan
hydrogen membentuk metan
Katalis : Nikel (Ni) 24-32 % dengan penyangga alumina (Al2O3)
Katalis dalam methanator memiliki sensitifitas yang tinggi
terhadap CO dan CO2, karena itu ketika mengaktivasi katalis gas
82
Unit Ammonia
yang digunakan disarankan memiliki kandungan CO dan CO2
tidak lebih daari 1%mol.
2. Methanator Heat Exchanger (1-E-306 A/B)
Fungsi
: menukar panas antara gas masuk dan keluar methanator
3. Methanator Trim Heater (1-E-203)
Fungsi
: menaikkan temperatur gas inlet methanator melalui
pertukaran panas dengan gas outlet HTS.
4. Separator (1-S-303)
Fungsi
: memisahkan kondensat dari gas proses
1-R-301
Methanator
vent
Gas proses dari
absorber CO2
1-E-306 A/B
Methanator HE
Gas proses
menuju syn loop
1-E-307
Final Cooler
Gambar III.6 Seksi Metanasi
Deskripsi Proses
Gas sintesa yang keluar dari bagian absorber pada suhu 70 oC dilewatkan
ke mist Separator (1-S-302) kemudian dipanaskan di methanator heat exchanger
(1-E-306 A/B) sampai temperatur 320 oC, yang bertukar panas dengan outlet gas
dari methanator. Dalam keadaan dimana temperatur inlet methanator masih
rendah (setelah TA), maka gas dilewatkan di Methanator trim heater (1-E-203)
untuk menambah panas.
Temperatur inlet methanator dikontrol oleh TIC-310 dengan jalan
membypass aliran masuk ke 1-E-306 A/B. Untuk menjaga kenaikan temperatur
reaktor yang terlalu tinggi melebihi desain, maka gas dibuang melalui vent PIC306. Gas sintesa yang sudah panas keluar methanator (352 oC) didinginkan di 1-
83
Unit Ammonia
E-306 A/B dan di final cooler 1-E-307 dengan cooling water. Kondensat yang
terjadi dipisahkan di final separator (1-S-303) dan dialirkan ke 1-C-601 melalui
LIC-308 untuk digunakan kembali sebagai umpan air demin. Gas sintesa dialirkan
ke seksi syn-loop pada tekanan 27 kg/cm2G yang dikontrol oleh 1-PIC-307. Flow
gas sintesa ke Kompresor dicatat oleh 1-FR-306 yang digunakan untuk memonitor
performance dari kompresor gas sintesa dan loop sintesa.
Analisa recorder untuk CO2 + CO (1-AR-302) dan H2 (1-AR-303)
dipasang di down stream 1-S-303. Kelebihan tekanan dari gas front end dikontrol
oleh 1-PIC-307 down stream 1-S-303. Bila terjadi CO dan CO2 lolos secara
berlebihan di 1-R-301 yang disebabkan kesalahan fungsi dari konverter shift CO
atau CO2 Removal, kenaikan temperatur reaktor akan sedemikian tinggi melebihi
temperatur desain Methanator sehingga trip sistem yang diaktifkan oleh alarm
(TAHH-319/320/311 400oC) yang akan menghentikan suplai gas ke Methantor
dengan menutup 1-XV-302 dan gas secara otomatis divent melalui 1-PIC-306.
Line HP nitrogen juga dipasang di seksi methanator yang dapat digunakan untuk
purging.
Tabel 3.11.Kisaran Analisa Gas Outlet Methanator (1-R-301)
Komponen
Desain
Kisaran
Aktual (10/04/2014)
CO2 ppm
0,1 3
CO ppm
36
H2 (% vol.)
74,06
72 75
72.72
CH4 (% vol.)
0,93
0,5 1,5
1.23
N2 (% vol.)
24,72
23 - 27
25.73
Ar (% vol.)
0,3
0,2 0,5
0.32
3.3.6 Seksi Sintesa Ammonia dan Refrigerasi Ammonia
3.3.6.1 Sintesa Ammonia
Reaksi pembentuka ammonia terjadi di Ammonia converter (1-R-501)
jenis radial tipe S-200, dengan reaksi sebagai berikut :
3H 2 N 2 2NH3
Q, eksotermis
84
Unit Ammonia
Reaksi pembentukan ammonia merupakan reaksi kesetimbangan dan
eksotermis sehingga reaksi harus dijaga pada tekanan tinggi dan temperatur yang
optimum. Sekitar 25% H2 dan N2 yang terkandung dalam gas sintesa inlet
converter menjadi ammonia setiap kali lewat, oleh sebab itu gas sintesa yang tidak
terkonversi menjadi NH3 disirkulasikan kembali ke reaktor sehingga membentuk
loop sintesa.Unit synthesis loop berfungsi untuk mereaksikan gas sintesa yakni
antara hidrogen (H2) dan nitrogen (N2) dalam suatu reaktor converter yang berisi
katalis Fe.
Gambar III.7 Kurva Kesetimbangan Ammonia
Peralatan utama unit ini adalah:
1. Ammonia Converter (1-R-501)
Fungsi : tempat sintesis ammonia.
Berisi 109 m3 katalis tipe Topsoe KMI/KMIR berbasis Fe. Volume
katalis di bed 27,61 m3 dan bed kedua 81,44 m3
2. Kompresor gas sintesa / recycle gas (1-K-403/404)
Fungsi : mengkompresikan gas sintesa sampai tekanan sintesa serta
mensirkulasikan kembali recycle gas ke ammonia converter.
3. Syn. loop WHB (1-E-501)
Fungsi : menurunkan temperature gas proses keluar konverter dengan
menggunakan HP BFW untuk membangkitkan steam HP.
85
Unit Ammonia
4. Syn. loop BFW preheater (1-E-502)
Fungsi : menurunkan temperature gas proses Syn. Loop WHB dengan
menggunakan HP BFW untuk memanaskan HP BFW.
5. Hot heat exchanger (1-E-503)
Fungsi : menurunkan temperature gas proses keluar Syn. Loop
BFWpreheater dengan menggunakan recycle gas dari 1-K404 yang akan masuk ke ammonia converter.
6. Water cooler (1-E-504)
Fungsi : menurunkan temperature gas proses keluar Hot HE dengan
menggunakan cooling water.
7. 1st cold heat exchanger (1-E-505) dan 2nd cold heat exchanger (1-E-507)
Fungsi : menurunkan temperature gas proses dengan menggunakan
synthesisgas dari 1-S-501 ke kompresor sirkulasi (1-K-404).
8. 1st ammonia chiller (1-E-506) dan 2nd ammonia chiller (1-E-508)
Fungsi : mendinginkan gas proses dengan menggunakan ammoniak
cair dari 1-S-502 sebagai media pendinginnya
Purge Gas
1-R-501
Ammonia Converter
1-S-502
Ammonia Separator
1-E-502
BFW preheater
1-E-501
syn loop WHB
1-K-403
syn gas
compressor
1-E-506
1st Ammonia
Chiller
1-E-504
Water Cooler
1-E-503
Hot HE
1-E-512
Purge Gas
Chiller
1-S-501
Ammonia Separator
1-E-505
1st Cold HE
1-E-507
2nd Cold HE
1-E-508
2nd Ammonia
Chiller
1-K-404
recycle gas
compressor
Gambar III.8 Ammonia Synthesis Loop
86
Amonia cair
Unit Ammonia
Deskripsi Proses
Gas sintesa dari fuel separator (1-S-303) melalui suction separator (1-S431) masuk storage 1 kompresor gas sintesa (1-K-403,3 stage) pada tekanan 27
kg/cm2G, dimana sebagai penggerak kompresor adalah steam turbine (1-TS-403)
(dengan menggunakan steam bertekanan 110 kg/cm2 G).
Keluar dari stage 1 didinginkan di intercooler. Dari stage 3 tekanan
dinaikkan sampai 137 kg/cm2G. Gas make up didinginkan di 1-E-433, kemudian
dialirkan ke make up gas Chiller (1-E-434) untuk didinginkan memakai ammonia
cair sampai temperatur 18oC.Kondensatnya dipisahkan di make-up separator (1S-434). Keluar dari gas separator dimasukkan ke loop sintesa ammonia antara
second Cold Heat Exchanger (1-E-507) dan Second ammonia chiller (1-E-508)
yang bercampur dengan gas sintesa dan ammonia cair.
Di 1-E-508 gas didinginkan sampai suhu -5oC, ammonia cairnya
dipisahkan di Ammonia Separator (1-S-501). Sedangkan gas-nya dikembalikan ke
ammonia converter melalui second cold heat exchanger 1-E-507 dan first cold
heat exchanger 1-E-505. Gas tersebut bertukar panas dengan gas outlet konverter
di dua cold heat exchanger hingga temperaturnya naik dari -5oC menjadi 36oC,
kemudian masuk ke seksi sirkulator.
Air meninggalkan loop bersama dengan produk ammonia cair di Ammonia
Separator (1-S-501) tanpa melalui konverter. Air yang terkandung dalam gas
make-up pada normal operasi tidak boleh kontak dengan katalis.Selain dari itu gas
make-up juga mengandung <10 ppm CO+CO2 yang dapat meracuni katalis seperti
senyawa-senyawa oksigen lainnya. CO2 akan bereksi dengan ammonia
membentuk karbamat (kristal putih) dan dapat keluar dari sirkulasi gas bersama
produk ammonia cair. Untuk menghindari hal ini, maka gas make-up dimasukkan
ke dalam sirkulasi dimana ammonia cair sudah terbentuk. Karbamat yang
terbentuk akan terlarut dalam produk cair yang dipisahkan di ammonia separator
(1-S-501). Kandungan CO+CO2 dicatat oleh 1-AR-302 yang terletak di outlet
methanator.
Konsentrasi CO dalam gas make-up harus dijaga serendah mungkin karena
racun katalis ini tak dipisahkan secara sempurna sampai CO mencapai katalis.
87
Unit Ammonia
Berdasarkan desain konverter, kandungan CO diperkirakan sekitar 2 ppm.Berikut
ini adalah batasan bagi kandungan gas CO dalam gas make-up yang
diperbolehkan :
a. 0-10 ppm
: aman
b. 10-20 ppm
: kurang aman, tetapi operasi tetap dapatdilanjutkan
untuk beberapa bulan.
c. > 20 ppm
: dianjurkan suplai gas make up dihentikan sesuai
batasan-batasan berikut :
20 30 ppm: gas make-up masih dapat dimasukkan ke dalam loop
untuk beberapa minggu.
30 - 50 ppm: gas make-up masih dapat dimasukkan kedalam loop
untuk beberapa hari.
Diatas 50 ppm: operasi dapat dilanjutkan hanya untuk 1 jam saja.
Periksa analyzer dan bila pembacaan benar, hentikan gas make-up.
Di dalam sirkulator, gas sintesa dengan tekanan 126 kg/cm2 dengan temperatur
36oC dikompresikan hingga tekanannya sampai 134 kg/cm2. Lalu gas tersebut
diumpankan ke ammonia konverter (1-R-501) melalui hot heat exchanger (1-E503) Kisaran analisa gas inlet outlet ammonia converter sebagai berikut.
Tabel 3.12. Analisa Gas Inlet Ammonia Converter
Aktual (% vol.)
Komponen
Desain (% vol.)
Kisaran (% vol.)
H2
63,81
61,5 66,5
63.04
CH4
7,16
5 11
10.57
N2
21,27
19 24
20.07
Ar
3,44
24
2.89
NH3
4,32
3 4,5
3.43
88
(13/05/2014)
Unit Ammonia
Tabel 3.13. Analisa Gas Outlet Ammonia Converter
Komponen
Desain (% vol.)
Kisaran (% vol.)
H2
CH4
N2
Ar
NH3
54,24
7,95
18.08
3,83
15,9
50 55
6 12
15 20
35
12,6 16,95
Aktual (% vol.)
(13/05/2014)
53.65
11.74
16.79
3.21
14.61
Temperatur inlet bed pertama ammonia converter 360oC diatur oleh cold
shot yang dikontrol secara auto oleh 1-TIC-506.Temperatur inlet bed kedua
ammonia converter diatur dengan memby-pass 1-E-502 (1-TIC-535) dan 1-E-503
(1-HIC-502). Untuk memperoleh "Waste Heat Recovery" yang maksimum, maka
1-HIC-502 sebaiknya tertutup.
Main inlet valve 1-HV-501 harus selalu diatur sedemikian rupa sehingga
paling tidak 10% dari flow normal akan selalu melalui anulus antara shell bagian
luar dan shell bagian dalam agar konverter selalu dalam keadaan dingin
Temperatur keluar dari ammonia konverter diturunkan melalui beberapa
heat exchanger, diantaranya synloop WHB (1-E-501), panas yang dihasilkan
digunakan untuk membangkitkan steam tekanan tinggi. Kemudian temperatur
diturunkan lagi di HP BFW Preheater (1-E-502) sehingga 296oC. Panas yang
dihasilkan digunakan untuk memanaskan air umpan boiler.
Selanjutnya pendinginan dilakukan di water cooler (1-E-504) dengan
menggunakan sweet cooling water lalu di 1st cold heat exchanger (1-E-505)
dengan menggunakan gas yang dihasilkan di recycle ke kompresor sirkulasi (1-K404),1st ammonia chiller (1-E-506), 2nd cold heat exchanger (1-E-507). Stelah 2nd
cold heat exchanger dan 2nd ammonia chillergas make up ditambahkan. Untuk
menghindari terjadinya akumulasi inert di loop sintesa, maka sebagian gas di
purge di outlet2nd cold heat exchanger.
Selanjutnya purge gas didinginkan di fuel purge gas heater (1-E-514)
sedangkan ammonia cair yang terdapat pada purge gas dipisahkan pada purge gas
chiller (1-E-512). Ammonia yang dihasilkan dikembalikan ke purge gas heater
89
Unit Ammonia
(1-E-514) untuk dikirim ke HRU atau digunakan sebagai fuel di reformer. Kisaran
analisa Purge Gas sebagai berikut.
Tabel 3.14. Analisa Purge Gas
Komponen
Desain (% vol.)
Kisaran (% vol.)
H2
CH4
N2
Ar
NH3
63,27
9,24
21,08
4,45
1,96
57 65
8,7 13
18 25
4 5,4
2 7,45
Aktual (% vol.)
(13/05/2014)
61.21
14.37
18.90
3.63
1.89
Tabel 3.15 Komposisi Gas Make Up dan Recycle Inlet Converter (1180 MTPD)
Make up
Syn Gas Recycle
Hydrogen (H2)
73,6
65,96
Nitrogen (N2)
24,68
21,98
Argon (Ar)
0,53
3,18
Methan (CH4)
0,83
4,82
4,06
Ammonia (NH3)
Faktor-faktor yang mempengaruhi sintesa ammonia :
Ratio H2/N2
Perubahan rasio akan menyebabkan kecepatan reaksi dan temperatur outlet
bed turun serta akan menyebabkan tekanan loop naik. Bila rasio tidak segera
diperbaiki, maka reaksi akan terhenti dan temperatur converter akan turun dengan
cepat. Bila rasio H2/N2 terlalu tinggi atau terlalu rendah, maka pengaturan jumlah
udara ke secondary reformer harus dilakukan, agar rasio di loop sintesa sekitar 3.
Temperatur Reaksi
Temperatur bed katalis biasanya berkisar pada 360-520C. Temperatur
minimum di setiap inlet bed katalis yang diperlukan untuk dimulainya reaksi
adalah sekitar 360-380C. Temperatur katalis dijaga serendah mungkin agar umur
katalis dapat lebih lama. Oleh karena itu temperatur inlet katalis harus selalu
dijaga minimum tanpa mematikan reaksi. Gas sintesa masuk ke bed katalis
90
Unit Ammonia
pertama pada temperatur 370-380C. Pada saat gas melalui bed katalis pertama,
temperatur akan naik sampai temperatur maksimum di outlet bed pertama.
Biasanya temperatur ini merupakan temperatur tertinggi di konverter yang juga
dikenal sebagai "Hot Spot. Temperatur hot spot kurang lebih 520C, tetapi tidak
boleh lebih dari 530C. Temperatur inlet bed pertama diatur oleh cold shot yang
dikontrol secara auto oleh TIC-506. Sedangkan temperatur inlet bed kedua diatur
dengan mem-bypass 1-E-502 (1-TIC-535).
Tekanan
Loop Sintesa ammonia didesain untuk tekanan kondisi normal 136
Kg/cm2G, dan tekanan tersebut diukur pada discharge kompresor. Tekanan desain
(mechanical) loop sintesa adalah 155 Kg/cm2G. Pada umumnya, tekanan loop
terkontrol sesuai dengan kondisi proses dan rate produksi yang diinginkan. Hal ini
dimungkinkan karena kecepatan reaksi bertambah dengan bertambahnya tekanan.
Contohnya, bila loop beroperasi pada rate rendah, maka gas make-up akan
bertambah dan ekses gas akan terakumulasi dalam loop serta akan menaikkan
tekanan loop sampai kapasitas produksi sesuai dengan jumlah gas make-up.
Tekanan operasi tergantung pada seluruh kondisi operasi.
Kondisi-kondisi operasi yang cenderung menaikkan tekanan :
a) Bertambahnya jumlah gas make-up
b) Berkurangnya rate sirkulasi
c) Naiknya kandungan inert (berkurangnya jumlah purge)
d) Naiknya konsentrasi NH3 di inlet konverter
e) Rasio H2/N2 dibawah 2,5 dan diatas 3,0
f) Turunnya aktivitas katalis (karena teracuni atau karena faktor umur).
Konsentrasi Ammonia di Inlet Converter
Kandungan ammonia di gas sintesa inlet konverter sangat mempengaruhi
hasil konversi di konverter. Konsentrasi ammonia yang rendah pada inlet
konverter akan memberikan kecepatan reaksi yang tinggi sehingga kapasitas
produksi menjadi tinggi. Konsentrasi ammonia di inlet konverter dipengaruhi oleh
91
Unit Ammonia
pendiginan di chiller-chiller refrigerant dan tekanan operasi, 4.06% mol NH3 di
inlet ammonia converter sebanding dengan -5C dan tekanan 135 Kg/cm2G di
ammonia separator (1-S-501).
Kandungan Inert
Gas make-up mengandung sejumlah kecil argon dan metan yang
merupakan inert. Jumlah gas inert dalam loop synthesa harus dijaga rendah yaitu
dibawah kisaran yang diijinkan (10,6%). Jumlah inert yang tinggi akan
menurunkan kecepatan reaksi karena akan menurunkan tekanan parsial H2 dan
N2. Untuk mengatur jumlah akumulasi inert di synthesis loop dilakukan dengan
jalan membuang (purge) sebagian gas.
3.3.6.2 Refrigerasi Ammonia
Seksi refrigerasi bertujuan untuk memproduksi ammonia cair dengan
kemurnian tinggi untuk dikirim ke bagian urea atau disimpan di storage dan
menyuplai chillerchiller ammonia dengan cara pendinginan secara bertingkat.
Sistem refrigerasi terdiri dari 6 chiller yang mempunyai 3 tingkat tekanan
operasi yaitu :
Tekanan 5,9 kg/cm2 discharge 1-E-506, 1-E-434, 1-E-509
Tekanan 1,9 kg/cm2 discharge 1-E-508
Tekanan 0,2 kg/cm2 disharge 1-E-513 dan 1-E-514
Ammonia untuk umpan urea dikirim melalui pompa 1-P-502 A/B pada
temperature 300C dan tekanan 25 kg/cm2G, sedangkan ammonia produk dikirim
ke storage pada temperature -330C dan tekanan 9 kg/cm2G.
Peralatan utama unit ini adalah:
1. Kompresor refrigerasi ammonia (1-K-405)
Fungsi: menjaga tekanan sistem refrigerasi dan mengkompresi uap
ammonia untuk kemudian didinginkan dan dikondensasikan.
2. Kondensor ammonia (1-E-510A/B)
92
Unit Ammonia
Fungsi : mendinginkan dan mengkondensasikan agar ammonia yang telah
dikompresi oleh kompresor refrigerasi agar diperoleh ammonia cair
3. Ammonia accumulator (1-V-501)
Fungsi : tempat menampung ammonia cair hasil kondensasi di kondensor
ammonia.
4. Chiller amoniak, ada 6 chiller di refrigerasi dimana ammonia diuapkan
pada temperature yang berbeda:
1st Ammonia Chiller (1-E-506), Make Up (1-E434), dan Inert Gas
Chiller (1-E-509) dioperasikan pada temperatur 13oC tekanan 5,9
kg/cm2G.
2nd Ammoonia Chiller (1-E-508) dioperasikan pada temperatur
didih NH3 -10 oC pada tekanan 1,9 kg/cm2G.
Purge Gas Chiller (1-E-512) dan flash gas chiller (1-E-513)
dioperasikan pada temperatur didih NH3 -30 oC pada tekanan 0,19
kg/cm2G
Deskripsi Proses
Ammonia yang terbentuk di separator (1-S-501) diturunkan tekanannya
sampai 17 kg/cm2abs dan gas yang terlepas dipisahkan di separator (let down
vessel/1-S-502), gas dari 1-S-502 ini akan bercampur dengan inert gas dari seksi
refrigerasi. Ammonia yang terkondensasi dikembalikan ke let down vessel. Flash
gas akan dikirim ke HRU atau digunakan sebagai fuel di reformer. Ammonia dari
let down vessel dialirkan ke flash vessel (1-S-503), sebagian produk ammonia
dikirim ke storage. Uap ammonia yang terjadi di flash vessel dialirkan ke suction
1st compressor refrigerasi (1-K-405).
Ammonia yang teruapkan di chiller-chiller yaitu dari (1-E-506),(1-E434),(1-E-512),(1-E-506) dan (1-E-508) akan masuk ke suction kompresor
refrigerasi untuk dikompresi dan dikondensasikan melalui ammonia condenser
(1-E-510 A/B). Ammonia yang terbentuk (fase cair) ditampung dalam ammonia
accumulator (1-V-501) untuk dipompakan ke unit urea menggunakan ammonia
pump for urea (1-P-501 A/B)
93
Unit Ammonia
Jika ammonia produk dikirim ke unit urea (unit 200), untuk mencegah
terakumulasinya air di sirkuit refrigerasi sejumlah ammonia cair dari shell side 2nd
ammonia chiller (1-E-508) dikeluarkan ke suction drain ammonia pump (1-P-503
A/B). Ammonia cair tersebut dipompa dan bercampur dengan ammonia produk di
suction ammonia pump urea (1-P-502 A/B). Akan tetapi jika semua produk
dikirim ke storage tank, pengiriman cairan ammonia dari 1-E-508 ke suction
pump 1-P-503 A/B tidak perlu dilakukan karena semua kandungan air di ammonia
dari 1-S-501 terikut bersama ammonia cair ke storage tank tanpa masuk ke
refrigerant system.
.
Gambar III.9 Siklus Refrigerasi Ammonia
94
Anda mungkin juga menyukai
- Sumber Sintesa Amonia PT PuKujDokumen11 halamanSumber Sintesa Amonia PT PuKujAnissa Trizakti Suwarman II100% (1)
- Kelompok 1-Amoniak Petrokimia GresikDokumen14 halamanKelompok 1-Amoniak Petrokimia GresikanisaBelum ada peringkat
- Pupuk KujangDokumen13 halamanPupuk KujangtomunsBelum ada peringkat
- Gas SintetikDokumen4 halamanGas SintetikTrisnoRezpectorXWunguIIBelum ada peringkat
- Unit AmoniaDokumen37 halamanUnit AmoniaRisali AddiniBelum ada peringkat
- Bab Iv Proses Produksi: Laporan Kerja Praktik Dept. Operasi Pabrik-5Dokumen45 halamanBab Iv Proses Produksi: Laporan Kerja Praktik Dept. Operasi Pabrik-5Amalia Rizki FauziahBelum ada peringkat
- Industri Petrokimia 1Dokumen7 halamanIndustri Petrokimia 1MUHAMMAD ZIDAN AMIRULLAHBelum ada peringkat
- AMONIADokumen16 halamanAMONIARedinan ChandraBelum ada peringkat
- Tabel Data Impor Asam AsetatDokumen7 halamanTabel Data Impor Asam AsetatCitra Kusuma ParahitaBelum ada peringkat
- Kelompok 1-Amoniak Petrokimia GresikDokumen22 halamanKelompok 1-Amoniak Petrokimia GresikanisaBelum ada peringkat
- Proses Pembuatan AmoniaDokumen9 halamanProses Pembuatan Amoniahanic100% (1)
- Proses AmoniakDokumen10 halamanProses AmoniakLia WindiyatiBelum ada peringkat
- BAB III.1 AmoniaDokumen24 halamanBAB III.1 AmoniaHafiz Rama DevaraBelum ada peringkat
- Neraca Massa AmmoniakDokumen15 halamanNeraca Massa AmmoniakMutia febrianaBelum ada peringkat
- TahapDokumen32 halamanTahapFaris NaufalBelum ada peringkat
- Ppik KelompokDokumen15 halamanPpik Kelompokfuji lestariBelum ada peringkat
- BAB III Proses Produksi PT PetrogresikDokumen30 halamanBAB III Proses Produksi PT PetrogresikLuckyanto AdiBelum ada peringkat
- Proses AmoniakDokumen9 halamanProses AmoniakArif Muhammad YunanBelum ada peringkat
- Hydrogen PlantDokumen44 halamanHydrogen PlantaweBelum ada peringkat
- Proses Pembuatan Nh3 1Dokumen115 halamanProses Pembuatan Nh3 1Agung BinantoroBelum ada peringkat
- Proses Pembuatan UreaDokumen35 halamanProses Pembuatan UreaHolmes Apprentice Outsiders0% (1)
- PT - Pupuk KujangDokumen4 halamanPT - Pupuk KujangMuhammad IrwandiBelum ada peringkat
- Proses Pembuatan AmoniakDokumen6 halamanProses Pembuatan AmoniakLina_MolibdenBelum ada peringkat
- Resume PimDokumen30 halamanResume PimRizka HelsinBelum ada peringkat
- BAB III Sistem Proses PUSRIDokumen56 halamanBAB III Sistem Proses PUSRIWynne RaphaelaBelum ada peringkat
- Manual Operasi Pabrik AmoniakDokumen258 halamanManual Operasi Pabrik AmoniakVeraMardianaMargaretaPasaribuBelum ada peringkat
- Proses Kellog Dan BoschDokumen8 halamanProses Kellog Dan BoschYusfita RahmaBelum ada peringkat
- Draft Awal Tugas Umum KPDokumen37 halamanDraft Awal Tugas Umum KPAlver MahdapatiBelum ada peringkat
- Pupuk Urea AnyDokumen8 halamanPupuk Urea AnymulianiBelum ada peringkat
- Sintesa Gas Sintesis Dan TurunannyaDokumen36 halamanSintesa Gas Sintesis Dan TurunannyaNurKhairiati100% (2)
- Sintesa AmoniaDokumen10 halamanSintesa AmoniaVidi NdoetBelum ada peringkat
- DekaIrawan - TUGAS BLOK DIAGRAM PABRIK AMONIAK DAN UREADokumen15 halamanDekaIrawan - TUGAS BLOK DIAGRAM PABRIK AMONIAK DAN UREAdeka irawanBelum ada peringkat
- Proses Pembuatan UreaDokumen6 halamanProses Pembuatan UreaAli SaidinaBelum ada peringkat
- Laporan Diskripsi Proses LamaDokumen59 halamanLaporan Diskripsi Proses Lamakuros2711Belum ada peringkat
- KimkatDokumen11 halamanKimkatRio LuphtheirsBelum ada peringkat
- Analisa Sistem Manajemen EnergiDokumen17 halamanAnalisa Sistem Manajemen EnergiJefry Riady Gurning Jr.Belum ada peringkat
- Pertanyaan Ke QatarDokumen7 halamanPertanyaan Ke QatarGery Ry100% (1)
- Proses KelloggDokumen28 halamanProses KelloggEzra Ariella WibowoBelum ada peringkat
- Pabrik AmoniaDokumen8 halamanPabrik AmoniaAlind Emang ImoetzBelum ada peringkat
- Proses Pembuatan UreaDokumen5 halamanProses Pembuatan UreaBrayonoFloBelum ada peringkat
- Makalah Pembuatan UreaDokumen9 halamanMakalah Pembuatan UreaWahyu Jati KusumaBelum ada peringkat
- Bab 2Dokumen22 halamanBab 2Nadis Ady ZisBelum ada peringkat
- Uraian Proses AmmoniaDokumen16 halamanUraian Proses AmmoniaIlman Tafdhila100% (2)
- Bab 3 Dan 4Dokumen7 halamanBab 3 Dan 4Ivan Fadhillah 2010242014Belum ada peringkat
- Pembuatan AmoniakDokumen24 halamanPembuatan AmoniaklelyBelum ada peringkat
- #Memo2 (Kel4) (Hydrogen From Natural Gas)Dokumen46 halaman#Memo2 (Kel4) (Hydrogen From Natural Gas)Iqbal Chadels BerryBelum ada peringkat
- Bab 3+4+5 Laporan KpiDokumen62 halamanBab 3+4+5 Laporan KpiAyu WulandariBelum ada peringkat
- Bab 1Dokumen14 halamanBab 1Ka NasBelum ada peringkat
- Responsi Nme - NM Dengan ReaksiDokumen12 halamanResponsi Nme - NM Dengan ReaksiMuhammad Fauzan BiranBelum ada peringkat
- Proses Industri Kimia 1Dokumen12 halamanProses Industri Kimia 1nandagamersBelum ada peringkat
- TUUUUGAAAASSSDokumen11 halamanTUUUUGAAAASSSFandhy PutraBelum ada peringkat
- Proses Pembuatan MetanolDokumen6 halamanProses Pembuatan MetanolLina_MolibdenBelum ada peringkat
- Tugas Pik AmoniaDokumen12 halamanTugas Pik AmoniaArdi RiyanBelum ada peringkat
- Pakai Reaksi KimiaDokumen40 halamanPakai Reaksi KimiaDwi Yuni Ernawati64% (11)
- Prarancangan Pabrik Amonium Sulfat Dari Karbon DioksidaDokumen6 halamanPrarancangan Pabrik Amonium Sulfat Dari Karbon DioksidahardianaBelum ada peringkat
- Neraca Massa Dengan Reaksi KimiaDokumen17 halamanNeraca Massa Dengan Reaksi Kimiacitra cici handayaniBelum ada peringkat
- Bahaya KebakaranDokumen7 halamanBahaya KebakaransyeldaprtwBelum ada peringkat
- Akar Persamaan Non LinierDokumen14 halamanAkar Persamaan Non LiniersyeldaprtwBelum ada peringkat
- Persamaan Diferensial Ordiner Jenis IvpDokumen11 halamanPersamaan Diferensial Ordiner Jenis IvpsyeldaprtwBelum ada peringkat
- Pembuatan Kaustik SodaDokumen27 halamanPembuatan Kaustik Sodasyeldaprtw100% (1)