Anda mungkin juga menyukai
- Contoh Dan Soal Aliran Kompleks ReaksiDokumen10 halamanContoh Dan Soal Aliran Kompleks ReaksiJuan MuhammadBelum ada peringkat
- Soal Latihan Neraca Massa Dengan ReaksiDokumen3 halamanSoal Latihan Neraca Massa Dengan Reaksiradela100% (1)
- Kelompok 5 3a S1 Industri Sintesa AmoniaDokumen29 halamanKelompok 5 3a S1 Industri Sintesa AmoniaLintang NorfitriaBelum ada peringkat
- Soal Latihan 1Dokumen2 halamanSoal Latihan 1hana faqihBelum ada peringkat
- Pengolahan Air Umpan Boiler Secara EksternalDokumen7 halamanPengolahan Air Umpan Boiler Secara EksternalMuhamad FahrudinBelum ada peringkat
- Fugasitas Dan Koefisien FugasitasDokumen8 halamanFugasitas Dan Koefisien FugasitasPra Yoga100% (1)
- Tugas Khusus RagagucciDokumen40 halamanTugas Khusus RagaguccilibbissujessyBelum ada peringkat
- Makalah ReboilerDokumen17 halamanMakalah ReboilerJULIBelum ada peringkat
- Atk Tugas 1 (Not Complete)Dokumen7 halamanAtk Tugas 1 (Not Complete)Raf dhanBelum ada peringkat
- Oleokimia - Laporan Praktikum Teknik KimiaDokumen33 halamanOleokimia - Laporan Praktikum Teknik KimiaAnton AlgrinovBelum ada peringkat
- Tugas Pengendalian Proses (Alat Industri & Alat Pengukuran)Dokumen13 halamanTugas Pengendalian Proses (Alat Industri & Alat Pengukuran)Italiana HakimBelum ada peringkat
- Polimerisasi - Minyak Bumi Pak FatoniDokumen4 halamanPolimerisasi - Minyak Bumi Pak FatoniDesy KalapadangBelum ada peringkat
- Heat ExchangerDokumen19 halamanHeat ExchangerHalimaSiregarBelum ada peringkat
- Alat Industri Kimia ProsesDokumen10 halamanAlat Industri Kimia ProsesFrank DempsyBelum ada peringkat
- DESTILASIDokumen16 halamanDESTILASIIka Silvia AnggraeniBelum ada peringkat
- Makalah HVU (High Vacuum Unit)Dokumen10 halamanMakalah HVU (High Vacuum Unit)Miranda Roulina TampubolonBelum ada peringkat
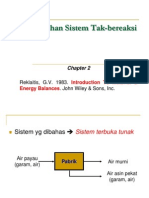
- Neraca Massa Sistem Tak-BereaksiDokumen103 halamanNeraca Massa Sistem Tak-BereaksiTika RisyadBelum ada peringkat
- Isi SkripsiDokumen508 halamanIsi Skripsisiti nurcahyatiBelum ada peringkat
- Simulasi Laju Kinetika Enzim Menggunakan MatlabDokumen10 halamanSimulasi Laju Kinetika Enzim Menggunakan MatlabLili SetyariniBelum ada peringkat
- Laporan 1 FIX ACC SeniorDokumen654 halamanLaporan 1 FIX ACC SeniorWidya HartikaBelum ada peringkat
- Flow Diagram Proses Produksi Benzil Alkohol Dari Benzil Klorida Dan Natrium Karbonat Dengan Proses Hidrolisis Kapasitas 10.000 Ton/TahunDokumen1 halamanFlow Diagram Proses Produksi Benzil Alkohol Dari Benzil Klorida Dan Natrium Karbonat Dengan Proses Hidrolisis Kapasitas 10.000 Ton/TahunHafifa Barcelonanistas100% (1)
- Ekstraksi 2Dokumen43 halamanEkstraksi 2Frist SiliaBelum ada peringkat
- Penerapan Neraca Energi 1Dokumen15 halamanPenerapan Neraca Energi 1della kusumaBelum ada peringkat
- Sintesis MetanolDokumen5 halamanSintesis MetanolRiska_P1023Belum ada peringkat
- Resume & Tugas Pertemuan 16 OtkDokumen6 halamanResume & Tugas Pertemuan 16 OtkyulfanBelum ada peringkat
- Proses Pembuatan Styrene Butadiene RubberDokumen3 halamanProses Pembuatan Styrene Butadiene Rubbernisa methildaarBelum ada peringkat
- Tugas Kuliah Ke 3Dokumen22 halamanTugas Kuliah Ke 3Exel Dua CincinBelum ada peringkat
- Pabrik Fenol Dari CumeneDokumen74 halamanPabrik Fenol Dari CumeneHafitzh Fansyuri100% (1)
- AattkkkDokumen30 halamanAattkkkRoiiiikkkkBelum ada peringkat
- PKL Refinery Fraksinasi Anisa TashaDokumen30 halamanPKL Refinery Fraksinasi Anisa TashaERRIS SYAPUTRABelum ada peringkat
- MaakalahProses Industri Kimia 3 (Amoniak)Dokumen17 halamanMaakalahProses Industri Kimia 3 (Amoniak)Hasbullah El-fajarBelum ada peringkat
- Neraca MassaDokumen20 halamanNeraca MassaAyu Lestari100% (1)
- SulfonasiDokumen28 halamanSulfonasiTITIBelum ada peringkat
- TRK Course 1 KinetikaDokumen89 halamanTRK Course 1 KinetikaluthfiupiBelum ada peringkat
- Panas SensibelDokumen8 halamanPanas SensibelIrvaisal Ramadhan50% (2)
- Alkilasi, Polimerisasi Dan IsomerisasiDokumen12 halamanAlkilasi, Polimerisasi Dan IsomerisasiAnisa NovitaSharyie Csls100% (1)
- BFD EditDokumen2 halamanBFD Editsongjihyo16111994Belum ada peringkat
- Bab 2Dokumen17 halamanBab 2Firmanto VanjaitanBelum ada peringkat
- 4 Bab III Neraca Massa Dengan Reaksi KimiaDokumen6 halaman4 Bab III Neraca Massa Dengan Reaksi KimiaROMABelum ada peringkat
- Tugas 1 - Summary - Kelompok 4Dokumen26 halamanTugas 1 - Summary - Kelompok 4GianVarianSetyadiBelum ada peringkat
- Beberapa Contoh Soal 2016-1Dokumen4 halamanBeberapa Contoh Soal 2016-1aurelia urbaninggarBelum ada peringkat
- Bahan Ajar ATK, KZW (Neraca Energi)Dokumen35 halamanBahan Ajar ATK, KZW (Neraca Energi)Samapta edukasiBelum ada peringkat
- Grup B 1631010133 1631010134 Height Equivalent of Theoritical Plate IsiDokumen31 halamanGrup B 1631010133 1631010134 Height Equivalent of Theoritical Plate IsiAnonymous VwgOyPXBelum ada peringkat
- Pim (Ammonia Dan Urea)Dokumen18 halamanPim (Ammonia Dan Urea)Monica R ZelaBelum ada peringkat
- Proses Produksi Metanol Melalui Reaksi Metanasi Emisi Co2 Dari Industri Yang Ditangkap Secara Oxy-Fuel CombustionDokumen17 halamanProses Produksi Metanol Melalui Reaksi Metanasi Emisi Co2 Dari Industri Yang Ditangkap Secara Oxy-Fuel Combustionhani taniaBelum ada peringkat
- Kesetimbangan Uap CairDokumen51 halamanKesetimbangan Uap CairWidyatul AfifahBelum ada peringkat
- PEFD6Dokumen1 halamanPEFD6Zaim Alam Fais Afi'iBelum ada peringkat
- HalogenasiDokumen21 halamanHalogenasiWarsinoBelum ada peringkat
- 3 AlkilasiDokumen18 halaman3 AlkilasiMuhammad Hamsan SetiawanBelum ada peringkat
- Makalah Kilang MinyakDokumen26 halamanMakalah Kilang Minyaknurya ulfa sariBelum ada peringkat
- Makalah Destilasi TowerDokumen8 halamanMakalah Destilasi TowerAfifa LuthfiaBelum ada peringkat
- Paper Hidrogenasi I-Oktena Menjadi I-Oktana (Kelompok 4) - TRK 02Dokumen12 halamanPaper Hidrogenasi I-Oktena Menjadi I-Oktana (Kelompok 4) - TRK 02MUHAMAD YULIANTOBelum ada peringkat
- Furnace 1Dokumen11 halamanFurnace 1ade fitriBelum ada peringkat
- MTBEDokumen11 halamanMTBEFirmansyah PutraBelum ada peringkat
- MtbeDokumen11 halamanMtbeMohammad Nurifki FilinoBelum ada peringkat
- TUGASDokumen17 halamanTUGASObed RamaBelum ada peringkat
- Reaksi Antara Isobutene Dengan MPetrokimethanol Membentuk MTBEDokumen7 halamanReaksi Antara Isobutene Dengan MPetrokimethanol Membentuk MTBEFirmansyah PutraBelum ada peringkat
- Bab X PembakaranDokumen16 halamanBab X PembakaranFauzyBelum ada peringkat
- Makalah Laporan Pengolahan Minyak BumiDokumen7 halamanMakalah Laporan Pengolahan Minyak Bumiraniatus aidaBelum ada peringkat
- Senyawa Penambah Nilai OktanDokumen3 halamanSenyawa Penambah Nilai OktanBambangSubagioBelum ada peringkat
- Baju Putih R&DDokumen1 halamanBaju Putih R&DRiskiiBelum ada peringkat
- MPDFDokumen1 halamanMPDFRiskiiBelum ada peringkat
- Formulir Aplikasi Calon Karyawan Yuzi RamadhaniDokumen5 halamanFormulir Aplikasi Calon Karyawan Yuzi RamadhaniRiskiiBelum ada peringkat
- Resume - Muhammad RizkiDokumen3 halamanResume - Muhammad RizkiRiskiiBelum ada peringkat
- Flayer Loker ST Ost 2022Dokumen1 halamanFlayer Loker ST Ost 2022RiskiiBelum ada peringkat
- JudulDokumen3 halamanJudulRiskiiBelum ada peringkat
- Oleochemical Production - Ricky FirmansyahDokumen30 halamanOleochemical Production - Ricky FirmansyahRiskiiBelum ada peringkat
- Laporan Praktikum Keramik BerporiDokumen41 halamanLaporan Praktikum Keramik BerporiRiskii100% (1)
- Laporan Praktikum Keramik BerporiDokumen41 halamanLaporan Praktikum Keramik BerporiRiskii100% (1)
- Laporan KonduktivitasDokumen22 halamanLaporan KonduktivitasRiskiiBelum ada peringkat
- LAPORAN Aliran Fluida Melalui Benda PadatDokumen23 halamanLAPORAN Aliran Fluida Melalui Benda PadatRiskiiBelum ada peringkat
- Teknologi Pengolahan SawitDokumen25 halamanTeknologi Pengolahan SawitRyan TitoBelum ada peringkat
- Pembuatan Sampo MotorDokumen40 halamanPembuatan Sampo MotorRyan Tito83% (6)