Anda mungkin juga menyukai
- Cacat LasDokumen21 halamanCacat LasTri SutrisnoBelum ada peringkat
- T pengelasanXVIDokumen4 halamanT pengelasanXVIahmadBelum ada peringkat
- Welding DefectDokumen15 halamanWelding DefectMarchal KawengianBelum ada peringkat
- Macam-Macam Cacat LasDokumen15 halamanMacam-Macam Cacat LasmjmurjaniBelum ada peringkat
- Macam Macam Cacat PengelasanDokumen9 halamanMacam Macam Cacat Pengelasanteknikmesin idBelum ada peringkat
- Tugas 1Dokumen15 halamanTugas 1Afris Tri ABelum ada peringkat
- Jenis - Jenis Cacat Pada Proses PengelasanDokumen41 halamanJenis - Jenis Cacat Pada Proses PengelasanBagas Satriya PrayogaBelum ada peringkat
- Macam Macam Cacat PengelasanDokumen9 halamanMacam Macam Cacat PengelasanebsanBelum ada peringkat
- OPTIMALKAN_LAS_CACATDokumen15 halamanOPTIMALKAN_LAS_CACATRahmadi NugrahaBelum ada peringkat
- Cacat PengelasanDokumen18 halamanCacat PengelasanLEendro De-San MartinBelum ada peringkat
- Undercut.-WPS OfficeDokumen9 halamanUndercut.-WPS OfficeMR' NTTBelum ada peringkat
- 18 Macam Cacat Las Dan Penyebabnya Serta Cara MengatasiDokumen15 halaman18 Macam Cacat Las Dan Penyebabnya Serta Cara Mengatasiabner luterBelum ada peringkat
- Cacat LasDokumen9 halamanCacat LasKelvin RahmatBelum ada peringkat
- Macam Cacat LasDokumen1 halamanMacam Cacat LasKukuh YuonoBelum ada peringkat
- Macam Macam Cacat Las Dan Penyebabnya Serta Cara MengatasinyaDokumen7 halamanMacam Macam Cacat Las Dan Penyebabnya Serta Cara Mengatasinyaliyun arunBelum ada peringkat
- Teknik PengelasanDokumen23 halamanTeknik PengelasanItsnan FathiBelum ada peringkat
- Jenis Cacat Las Dan Penyebabnya Serta Cara MengatasinyaDokumen10 halamanJenis Cacat Las Dan Penyebabnya Serta Cara MengatasinyaUned JunaidiBelum ada peringkat
- Macam - Macam Cacat LasDokumen8 halamanMacam - Macam Cacat LasVicky ZulfikarBelum ada peringkat
- Macam Macam Cacat PengelasanDokumen8 halamanMacam Macam Cacat PengelasanMuhammad Tatma'inul Qulub100% (1)
- LASDokumen9 halamanLASAkmal Raka PamungkasBelum ada peringkat
- Cacat LasDokumen8 halamanCacat LasAnBelum ada peringkat
- CACAT LASDokumen10 halamanCACAT LASNovi CahyonoBelum ada peringkat
- Macam Macam Cacat Las Dan Penyebabnya Serta Cara MengatasiDokumen1 halamanMacam Macam Cacat Las Dan Penyebabnya Serta Cara MengatasiGajahBelum ada peringkat
- Inspeksi Cacat LasDokumen88 halamanInspeksi Cacat LasalanferdiasBelum ada peringkat
- Materi Kel.8 LasDokumen9 halamanMateri Kel.8 Lassartika yuliantiBelum ada peringkat
- CACAT LAS OPTIMALDokumen41 halamanCACAT LAS OPTIMALherlina estuBelum ada peringkat
- Dian Ari S (20161331052) Teknik Mesin (Cacat Las)Dokumen11 halamanDian Ari S (20161331052) Teknik Mesin (Cacat Las)Dian Ari SaputraBelum ada peringkat
- Proses Pengelasan-2222Dokumen62 halamanProses Pengelasan-2222Yurika Dewina PratamaBelum ada peringkat
- Materi Cacat Las Vokasi R1Dokumen37 halamanMateri Cacat Las Vokasi R1Emita WahyuBelum ada peringkat
- Cacat Las SmawDokumen14 halamanCacat Las SmawZelvia MonicaBelum ada peringkat
- Jenis Jenis Kesalahan Las Dan PenyebabnyaDokumen9 halamanJenis Jenis Kesalahan Las Dan PenyebabnyaRidho Yoga TKPBelum ada peringkat
- Cacat LasDokumen59 halamanCacat LasIlham HakikiBelum ada peringkat
- Makalah Inspeksi Las RizalDokumen12 halamanMakalah Inspeksi Las Rizalrizal kurniaBelum ada peringkat
- Jenis Jenis Kesalahan Las Dan PenyebabnyaDokumen10 halamanJenis Jenis Kesalahan Las Dan PenyebabnyaKesma Himaspal100% (1)
- JENIS CACAT LASDokumen10 halamanJENIS CACAT LASSukarno Hadi Prayetno 2007026512Belum ada peringkat
- Tinjauan Pengelasan dan Pengendalian KualitasDokumen24 halamanTinjauan Pengelasan dan Pengendalian Kualitasselvia aprilyantiBelum ada peringkat
- Visual and Inspection Jenis Cacat Las (Part 1 Dan 2)Dokumen33 halamanVisual and Inspection Jenis Cacat Las (Part 1 Dan 2)Diehaz SimoemoeBelum ada peringkat
- Underfill Merupakan Jenis Cacat Pengelasan Karena Kurangnya Pengisian Logam Las Pada Jalur LasanDokumen2 halamanUnderfill Merupakan Jenis Cacat Pengelasan Karena Kurangnya Pengisian Logam Las Pada Jalur LasanYour baeBelum ada peringkat
- Macam Macam Cacat PengelasanDokumen4 halamanMacam Macam Cacat Pengelasanalif ruhbiBelum ada peringkat
- Penyebab Cacat Incomplete PenetrationDokumen3 halamanPenyebab Cacat Incomplete PenetrationArtyaBelum ada peringkat
- Cacat Las (Weld Defect)Dokumen6 halamanCacat Las (Weld Defect)Marchal Audy KawengianBelum ada peringkat
- Welding Defect Mei 2013Dokumen49 halamanWelding Defect Mei 2013Iswahyudi Aprilyastono100% (1)
- Jenis CacatDokumen8 halamanJenis CacatsarwediBelum ada peringkat
- Cacat LasDokumen11 halamanCacat LasagusnurcahyoBelum ada peringkat
- Hamdan Laporan Visual Welding648Dokumen5 halamanHamdan Laporan Visual Welding648Hamdan CoyBelum ada peringkat
- Kurang Fusi pada LasDokumen1 halamanKurang Fusi pada Laseko_widayBelum ada peringkat
- CACAT LAS OPTIMALDokumen23 halamanCACAT LAS OPTIMALHendra YudistiraBelum ada peringkat
- Macam-Macam Cacat Dalam Pengelasan Dan Macam-Macam Kampuh LasDokumen10 halamanMacam-Macam Cacat Dalam Pengelasan Dan Macam-Macam Kampuh Laskhusnul nurhidayati100% (2)
- CACAT PENGELASANDokumen14 halamanCACAT PENGELASANSutrio Nanda EtmosaBelum ada peringkat
- DISTORSI AKIBAT PENGELASAN Dan CACAT LASDokumen16 halamanDISTORSI AKIBAT PENGELASAN Dan CACAT LASBagas Cahyo NugrohoBelum ada peringkat
- Welding Trainin Cacat LasDokumen90 halamanWelding Trainin Cacat LasPandu Pratama YudhaBelum ada peringkat
- 1.cacat-Cacat LasDokumen30 halaman1.cacat-Cacat LasAcuyBelum ada peringkat
- 7 CacatpengelasanDokumen4 halaman7 CacatpengelasanAndri yani MeuraxaBelum ada peringkat
- Cacat Las Non VisualDokumen6 halamanCacat Las Non Visualmaulana ichsanBelum ada peringkat
- Macam2 Cacat Las SMAWDokumen12 halamanMacam2 Cacat Las SMAWhendrikagung11Belum ada peringkat
- Cacat PengelasanDokumen15 halamanCacat PengelasanjosamberBelum ada peringkat
- Nawlee StressDokumen26 halamanNawlee StressahmadBelum ada peringkat
- OPTIMASI CACAT LASDokumen13 halamanOPTIMASI CACAT LASTri SutrisnoBelum ada peringkat
- Kecatatan Semasa Kimpalan ArkaDokumen4 halamanKecatatan Semasa Kimpalan ArkaRizwan Mrn100% (6)
- Evaluasi RPP Kurikulum 2013Dokumen4 halamanEvaluasi RPP Kurikulum 2013Ady PurnamaBelum ada peringkat
- LAtihan 1Dokumen1 halamanLAtihan 1Ady PurnamaBelum ada peringkat
- METALURGI LAS DAN STRUKTUR MIKRODokumen23 halamanMETALURGI LAS DAN STRUKTUR MIKROAdy PurnamaBelum ada peringkat
- Evaluasi RPP Kurikulum 2013Dokumen4 halamanEvaluasi RPP Kurikulum 2013Ady PurnamaBelum ada peringkat
- Presensi Kelas 10Dokumen6 halamanPresensi Kelas 10Ady PurnamaBelum ada peringkat
- Proposal Singkat Musholah An Nur Rohman CudanDokumen2 halamanProposal Singkat Musholah An Nur Rohman CudanAdy PurnamaBelum ada peringkat
- Idul Adha KhutbahDokumen11 halamanIdul Adha KhutbahMuhammad FakhriBelum ada peringkat
- Uas Ady PurnamaDokumen13 halamanUas Ady PurnamaAdy PurnamaBelum ada peringkat
- Jenis PengelasanDokumen2 halamanJenis PengelasanAdy PurnamaBelum ada peringkat
- Tugas 25 Mei Pengujian NDTDokumen25 halamanTugas 25 Mei Pengujian NDTAdy PurnamaBelum ada peringkat
- Welding Project Ady PurnamaDokumen2 halamanWelding Project Ady PurnamaAdy PurnamaBelum ada peringkat
- Tugas 25 Mei Pengujian NDTDokumen25 halamanTugas 25 Mei Pengujian NDTAdy PurnamaBelum ada peringkat
- Tugas Welding CalculatorDokumen6 halamanTugas Welding CalculatorAdy PurnamaBelum ada peringkat
- Pengertian PengelasanDokumen1 halamanPengertian PengelasanAdy PurnamaBelum ada peringkat
- DUPAK 2020 Guru SMKDokumen3 halamanDUPAK 2020 Guru SMKAdy PurnamaBelum ada peringkat
- Kopling Flens Drawing AdyDokumen4 halamanKopling Flens Drawing AdyAdy PurnamaBelum ada peringkat
- Jawabn Nomer 4Dokumen3 halamanJawabn Nomer 4Ady PurnamaBelum ada peringkat
- UH PKK Kelas XI (Responses)Dokumen10 halamanUH PKK Kelas XI (Responses)Ady PurnamaBelum ada peringkat
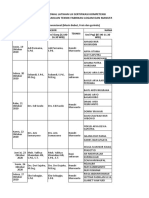
- Jadwal Latihan Uji Sertifikasi Kompetensi Teknik Fabrikasi LogamDokumen6 halamanJadwal Latihan Uji Sertifikasi Kompetensi Teknik Fabrikasi LogamAdy PurnamaBelum ada peringkat
- UH Perancangan Kelas 13 (Respons)Dokumen17 halamanUH Perancangan Kelas 13 (Respons)Ady PurnamaBelum ada peringkat
- Presensi-Karyawan-23-JuliDokumen2 halamanPresensi-Karyawan-23-JuliAdy PurnamaBelum ada peringkat
- 10-TFLM - GAMBAR TEKNIK MESIN (Respons)Dokumen30 halaman10-TFLM - GAMBAR TEKNIK MESIN (Respons)Ady PurnamaBelum ada peringkat
- SE Penjarkes DIY - 2020 PDFDokumen14 halamanSE Penjarkes DIY - 2020 PDFAdy PurnamaBelum ada peringkat
- HASIL PENILAIAN TEKNIK PEMESINANDokumen121 halamanHASIL PENILAIAN TEKNIK PEMESINANAdy PurnamaBelum ada peringkat
- Daftar Hadir GTMDokumen12 halamanDaftar Hadir GTMAdy PurnamaBelum ada peringkat
- HASIL PENILAIAN TEKNIK PEMESINANDokumen121 halamanHASIL PENILAIAN TEKNIK PEMESINANAdy PurnamaBelum ada peringkat
- Pembagian Kelompok Tugas PengayaanDokumen1 halamanPembagian Kelompok Tugas PengayaanAdy PurnamaBelum ada peringkat
- Nilai Uh MBDokumen1 halamanNilai Uh MBAdy PurnamaBelum ada peringkat
- Program KerjaDokumen3 halamanProgram KerjaAdy PurnamaBelum ada peringkat