Anda mungkin juga menyukai
- Kuis & Tugas Hidraulika - Dian Kurnia Utami 95017305Dokumen4 halamanKuis & Tugas Hidraulika - Dian Kurnia Utami 95017305Dian Kurnia UtamiBelum ada peringkat
- 5B - Contoh JMF PanasDokumen8 halaman5B - Contoh JMF Panasangriawan ismedBelum ada peringkat
- UAS GENAP Statistik 07 Juli 2020 RevisiDokumen2 halamanUAS GENAP Statistik 07 Juli 2020 RevisiAtika HapsatiBelum ada peringkat
- Contoh Soal Anova 1Dokumen15 halamanContoh Soal Anova 1Suci Angga Kurnia PratiwiBelum ada peringkat
- Bab 12 Fix AccDokumen10 halamanBab 12 Fix AccMuhammad Yusa MukaromBelum ada peringkat
- Tupen 2 - Ro - Al ZaytunDokumen19 halamanTupen 2 - Ro - Al ZaytunDina TritamiBelum ada peringkat
- Pertemuan 14 - ANALISIS KOMPARASIDokumen8 halamanPertemuan 14 - ANALISIS KOMPARASIade ariska putri100% (1)
- Bab Viii Analisa Saringan 5BDokumen24 halamanBab Viii Analisa Saringan 5Blailatul karomahBelum ada peringkat
- Laporan Praktikum Operasi Teknik Kimia: Size ReductionDokumen14 halamanLaporan Praktikum Operasi Teknik Kimia: Size ReductionBagus ArfBelum ada peringkat
- Bab 5 AspalDokumen28 halamanBab 5 AspalfaralinaBelum ada peringkat
- Per. 12 Pengujian Exraction1Dokumen32 halamanPer. 12 Pengujian Exraction1Ahmad ZeinBelum ada peringkat
- MikromiretikaDokumen12 halamanMikromiretikanitaBelum ada peringkat
- Modul XV TriaxialDokumen15 halamanModul XV TriaxialAsep RohendiBelum ada peringkat
- Kain Anyaman PolosDokumen8 halamanKain Anyaman PoloswilujengBelum ada peringkat
- Bonardo Toti Lubis - Analisa Ayakan Kerikil - 5183250016Dokumen12 halamanBonardo Toti Lubis - Analisa Ayakan Kerikil - 5183250016Bonardo Toti LubisBelum ada peringkat
- MEKTANDokumen13 halamanMEKTANSiapa ajaBelum ada peringkat
- Modul Iv AccDokumen23 halamanModul Iv AccI2I2IOO42 Reynaldi Frem JanuarBelum ada peringkat
- Kelompok 6 - Paulus Ariyanto - 41120120014 - Laporan Mektan 2 - Bab 2.4. TriaxialDokumen16 halamanKelompok 6 - Paulus Ariyanto - 41120120014 - Laporan Mektan 2 - Bab 2.4. TriaxialSadam Putra HartoyoBelum ada peringkat
- Praktikum FluidisasiDokumen22 halamanPraktikum FluidisasiRHEISYA TALITHA AZZAHRA -Belum ada peringkat
- MODUL Triaxial Novita Dwi Lestari 2411151001Dokumen14 halamanMODUL Triaxial Novita Dwi Lestari 2411151001gilang rsutantoBelum ada peringkat
- Soal FebrinaDokumen4 halamanSoal FebrinarinBelum ada peringkat
- QUIZ PENGUJIAN HIPOTHESIS - Listya Puspita 1321820009Dokumen2 halamanQUIZ PENGUJIAN HIPOTHESIS - Listya Puspita 1321820009Listya PuspitaBelum ada peringkat
- Soal Latihan Les MTK SMT 2 Kelas 4Dokumen3 halamanSoal Latihan Les MTK SMT 2 Kelas 4Andreas IvanBelum ada peringkat
- Soal Dan Jawaban Uas Tekres Pabum 2019Dokumen13 halamanSoal Dan Jawaban Uas Tekres Pabum 2019Dwiki PangestikoBelum ada peringkat
- Contoh Laporan Praktikum Fisika Dasar 2Dokumen16 halamanContoh Laporan Praktikum Fisika Dasar 2RIDABelum ada peringkat
- Yoga Hidayatuloh - 18010046 - JOBSHEET Tahan Gosok Pilling KainDokumen7 halamanYoga Hidayatuloh - 18010046 - JOBSHEET Tahan Gosok Pilling KainYoga HidayatullohBelum ada peringkat
- Uts AplikomDokumen2 halamanUts Aplikombiotropic biotropicBelum ada peringkat
- UntitledDokumen2 halamanUntitledPit riaBelum ada peringkat
- Laboratorium Mekanika TanahDokumen5 halamanLaboratorium Mekanika TanahdinkaBelum ada peringkat
- Materi III Sistem Rangka Pemikul Momen (SRPM)Dokumen100 halamanMateri III Sistem Rangka Pemikul Momen (SRPM)Zefanya HutasoitBelum ada peringkat
- KELOMPOK 3&4 SedimentasiDokumen24 halamanKELOMPOK 3&4 SedimentasiM Ainun NajibBelum ada peringkat
- Settling TestDokumen11 halamanSettling TestElma MaranBelum ada peringkat
- AndinF 2A 191411007 FluidisasiDokumen20 halamanAndinF 2A 191411007 Fluidisasiandin faranithaBelum ada peringkat
- Gelombang RepresentatifDokumen2 halamanGelombang RepresentatifAdi Saputra0% (1)
- Laporan PraktikumDokumen31 halamanLaporan PraktikumMuh Zulfajri AidulBelum ada peringkat
- ScreeningDokumen35 halamanScreeningAainul LatifaahBelum ada peringkat
- Uji One Way Anova Dan Two Way AnovaDokumen5 halamanUji One Way Anova Dan Two Way AnovaAprilia putriBelum ada peringkat
- STATISTIKA 1 2022 - Pengujian Hipotesis Deskriptif Dan KomparatifDokumen55 halamanSTATISTIKA 1 2022 - Pengujian Hipotesis Deskriptif Dan KomparatifIndah StoryBelum ada peringkat
- Laprak Farmasi FisikaDokumen11 halamanLaprak Farmasi FisikaFirna Fauzul IktsirohBelum ada peringkat
- Laporan TugasDokumen22 halamanLaporan Tugaszahra wardaniBelum ada peringkat
- Pengujian Bahan Beton PDFDokumen86 halamanPengujian Bahan Beton PDFDesain 3DBelum ada peringkat
- Analisi Sensitivitas PPDokumen12 halamanAnalisi Sensitivitas PPDian SriwahyuniBelum ada peringkat
- Laporan Anyaman PolosDokumen8 halamanLaporan Anyaman PolosNural HasanahBelum ada peringkat
- Ready MixDokumen83 halamanReady MixYoffi Indityana SariBelum ada peringkat
- EkualisasiDokumen13 halamanEkualisasiDede IrawanBelum ada peringkat
- 4b BAB 3 Ansar-Beton 1Dokumen30 halaman4b BAB 3 Ansar-Beton 1Sis RbrbBelum ada peringkat
- Pert.2 - Gradasi Butiran TanahDokumen21 halamanPert.2 - Gradasi Butiran TanahalilkhowwashBelum ada peringkat
- Prak Metrologi Kel.13 RevisiDokumen18 halamanPrak Metrologi Kel.13 RevisiTM RiskiBelum ada peringkat
- Lap Akhir BernoulliDokumen11 halamanLap Akhir BernoulliElviraaulia DaryantiBelum ada peringkat
- Tugas 3 Statistika PendidikanDokumen2 halamanTugas 3 Statistika Pendidikanrevireviandi12Belum ada peringkat
- Uji Triaxial TanahDokumen12 halamanUji Triaxial TanahWidianto MustofaBelum ada peringkat
- Laporan Pengujian Tarik Valentino Alfares AmbokDokumen16 halamanLaporan Pengujian Tarik Valentino Alfares AmbokValen alvaresBelum ada peringkat
- Uji T Dan Z (Satu Sampel)Dokumen20 halamanUji T Dan Z (Satu Sampel)Anindya PrimadaBelum ada peringkat
- Head LosesDokumen10 halamanHead Losesjaka alfatihBelum ada peringkat
- Distribusi TDokumen15 halamanDistribusi TAulia Angkasa PutriBelum ada peringkat
- Lampiran 2 Uji Homogenitas AwalDokumen6 halamanLampiran 2 Uji Homogenitas AwalRina RinaBelum ada peringkat
- Tugas Matematika Sesi 3Dokumen6 halamanTugas Matematika Sesi 3yayutiiwaBelum ada peringkat
- Analisa Saringan Halus-1Dokumen10 halamanAnalisa Saringan Halus-1lusi asmiantiBelum ada peringkat
- Sistem Kendali Kendaraan ListrikDokumen10 halamanSistem Kendali Kendaraan ListrikCaca CacaBelum ada peringkat
- Pertemuan 01Dokumen30 halamanPertemuan 01Suwandi RamdanBelum ada peringkat
- SOSIALISASI DAN PEMBEKALAN MAGANG FixDokumen12 halamanSOSIALISASI DAN PEMBEKALAN MAGANG FixSuwandi RamdanBelum ada peringkat
- Modul 2 - Sistem Koordinat Dan Alat PotongDokumen30 halamanModul 2 - Sistem Koordinat Dan Alat PotongSuwandi RamdanBelum ada peringkat
- Tugas Mandiri Pendidikan Pancasila - Suwandi Ramdan - 3PM - 201244023Dokumen4 halamanTugas Mandiri Pendidikan Pancasila - Suwandi Ramdan - 3PM - 201244023Suwandi RamdanBelum ada peringkat
- Modul 3 - PemogramanDokumen140 halamanModul 3 - PemogramanSuwandi RamdanBelum ada peringkat
- SOAL - Tugas MandiriDokumen1 halamanSOAL - Tugas MandiriSuwandi RamdanBelum ada peringkat
- Modul 1 - Pengantar CNCDokumen51 halamanModul 1 - Pengantar CNCSuwandi RamdanBelum ada peringkat
- Pengasutan Motor ListrikDokumen106 halamanPengasutan Motor ListrikSuwandi RamdanBelum ada peringkat
- Kelompok 5 KewirausahaanDokumen16 halamanKelompok 5 KewirausahaanSuwandi RamdanBelum ada peringkat
- Mata Kuliah Dasar Ebt R1Dokumen28 halamanMata Kuliah Dasar Ebt R1Suwandi RamdanBelum ada peringkat
- Dasar Motor AC 2022 PMDokumen47 halamanDasar Motor AC 2022 PMSuwandi RamdanBelum ada peringkat
- Blue Minimalist Business Model Canvas BrainstormDokumen1 halamanBlue Minimalist Business Model Canvas BrainstormSuwandi RamdanBelum ada peringkat
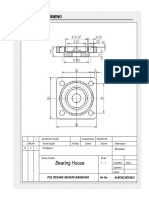
- Operation Drawing: Bearing HouseDokumen10 halamanOperation Drawing: Bearing HouseSuwandi RamdanBelum ada peringkat
- Kelompok 4:: (Working Plan)Dokumen3 halamanKelompok 4:: (Working Plan)Suwandi RamdanBelum ada peringkat
- Sistem Kelistrikan Dan Kendali ListrikDokumen32 halamanSistem Kelistrikan Dan Kendali ListrikSuwandi RamdanBelum ada peringkat
- Soal Latihan UtsDokumen1 halamanSoal Latihan UtsSuwandi RamdanBelum ada peringkat