Anda mungkin juga menyukai
- Training Welder Welding (Rev.0-Dedi)Dokumen91 halamanTraining Welder Welding (Rev.0-Dedi)dedikartiwa_dk100% (1)
- Basic Corrosion (Ir. Nizhamul Latif, M.SC)Dokumen72 halamanBasic Corrosion (Ir. Nizhamul Latif, M.SC)xyzcontrolBelum ada peringkat
- Material Teknik DivDokumen93 halamanMaterial Teknik DivBerita TerkiniBelum ada peringkat
- Cacat LasDokumen10 halamanCacat LasBayuadi PratamaBelum ada peringkat
- Welding SymbolDokumen48 halamanWelding Symbolipank91Belum ada peringkat
- PengelasanDokumen46 halamanPengelasanAhmad Kurniawan PurgaBelum ada peringkat
- Fungsi Unsur Paduan Kimia Pada Pembuatan BajaDokumen3 halamanFungsi Unsur Paduan Kimia Pada Pembuatan BajaYorgieLondongAlloBelum ada peringkat
- Keselamatan Kerja Las DanDokumen22 halamanKeselamatan Kerja Las DanGinanjar Surya RamadhanBelum ada peringkat
- Bending TestDokumen15 halamanBending TestroisBelum ada peringkat
- Basic WeldingDokumen27 halamanBasic WeldingAlfan Dani100% (1)
- Weldability of Stainless SteelDokumen15 halamanWeldability of Stainless SteelRahmadi NugrahaBelum ada peringkat
- Jenis Jenis PengelasanDokumen48 halamanJenis Jenis PengelasanyusufBelum ada peringkat
- WPS Welding Procedure Specification and PQR Procedure Qualification Record PDFDokumen16 halamanWPS Welding Procedure Specification and PQR Procedure Qualification Record PDFPrabu CholanBelum ada peringkat
- Tugas Welding 7aDokumen14 halamanTugas Welding 7aDewi Lestari Natalia Marpaung100% (1)
- Proses Kerja BangkuDokumen15 halamanProses Kerja BangkuWilbert MiquelBelum ada peringkat
- Master Welding TTDokumen53 halamanMaster Welding TTYogi GultomBelum ada peringkat
- Destructive TestDokumen125 halamanDestructive TestAlbar100% (1)
- Tanur Busur ListrikDokumen11 halamanTanur Busur ListrikFahrizalAkhmadBelum ada peringkat
- Kualifikasi Juru LasDokumen18 halamanKualifikasi Juru LasJarman SetiadieBelum ada peringkat
- WPS Dan Posisi PengelasanDokumen26 halamanWPS Dan Posisi PengelasanYantoPelBelum ada peringkat
- Introduksi NDT 2016Dokumen21 halamanIntroduksi NDT 2016baskandt4247Belum ada peringkat
- 3.proses MIG-MAG PDFDokumen45 halaman3.proses MIG-MAG PDFRudi PurwantoBelum ada peringkat
- PWHT ProcedureDokumen7 halamanPWHT ProcedureMarz ZikoBelum ada peringkat
- Cacat PengelasanDokumen15 halamanCacat PengelasanjosamberBelum ada peringkat
- Cacat PengelasanDokumen18 halamanCacat PengelasanLEendro De-San MartinBelum ada peringkat
- Materi PengelasanDokumen45 halamanMateri PengelasanWisnu AfifBelum ada peringkat
- Presentation1 POLARITASDokumen11 halamanPresentation1 POLARITASArif RamadhanBelum ada peringkat
- Materi Diklat PengelasanDokumen104 halamanMateri Diklat PengelasanOffice FileBelum ada peringkat
- Macam Macam Proses Dan Jenis Jenis PengelasanDokumen6 halamanMacam Macam Proses Dan Jenis Jenis PengelasanyovitaBelum ada peringkat
- w14 - DISSIMILAR METAL WELDINGDokumen36 halamanw14 - DISSIMILAR METAL WELDINGahmad ilham ramadhani100% (1)
- Perbaikan Pada Valve HRSGDokumen8 halamanPerbaikan Pada Valve HRSGYKidBelum ada peringkat
- SOP Tanki 3Dokumen5 halamanSOP Tanki 3Eddy SulaimanBelum ada peringkat
- AnnealingDokumen5 halamanAnnealingI'phoel Ahmad BomfourBelum ada peringkat
- PengelasanDokumen8 halamanPengelasanAlif Imam Santoso II50% (2)
- Pengawasan K3 Bejana TekanDokumen52 halamanPengawasan K3 Bejana TekanMsAbdullah72Belum ada peringkat
- Perlakuan Panas KimiaDokumen6 halamanPerlakuan Panas KimiasamiddewaBelum ada peringkat
- Pemilihan Material-1Dokumen22 halamanPemilihan Material-1ria anjeliBelum ada peringkat
- Mekanika Kekuatan Bahan 5th Sesion ADokumen11 halamanMekanika Kekuatan Bahan 5th Sesion AJessica FosterBelum ada peringkat
- Materi - Welding - Metallurgy - Wi - Modul 1 PDFDokumen58 halamanMateri - Welding - Metallurgy - Wi - Modul 1 PDFSaadi AlimBelum ada peringkat
- PengelasanDokumen110 halamanPengelasanElly Noer LaillyBelum ada peringkat
- PreheatDokumen11 halamanPreheatArdhie Nugros100% (1)
- WPS PQRDokumen2 halamanWPS PQRAh Sulaeman Al-AdhyimBelum ada peringkat
- Pengelasan GTAWDokumen40 halamanPengelasan GTAWPanji Primansah0% (1)
- Pengaruh Unsur Paduan Terhadap BajaDokumen3 halamanPengaruh Unsur Paduan Terhadap BajaIzky Brandal ImphotenthBelum ada peringkat
- Laporan Makro Etsa (Farhan)Dokumen8 halamanLaporan Makro Etsa (Farhan)Riza Ahmad Sofikul IrfanBelum ada peringkat
- Mke (Mesin Konversi EnergiDokumen16 halamanMke (Mesin Konversi EnergiZulfikar YasamBelum ada peringkat
- Macam TanurDokumen37 halamanMacam TanurRoi KennardBelum ada peringkat
- Fabrikasi Logam Ambiyar - Bagian Isi EDIT 1 PDFDokumen111 halamanFabrikasi Logam Ambiyar - Bagian Isi EDIT 1 PDFardhi azasBelum ada peringkat
- Kelompok 6-Perencanaan Konstruksi LasDokumen54 halamanKelompok 6-Perencanaan Konstruksi LaszapwgBelum ada peringkat
- Proses PengelasanDokumen33 halamanProses PengelasanasmauBelum ada peringkat
- Materi Juru LasDokumen71 halamanMateri Juru Lasmuhammad mujahidin za (muja)Belum ada peringkat
- Makalah Teknik PengecoranDokumen21 halamanMakalah Teknik PengecoranMuhammad Ardi PratamaBelum ada peringkat
- Pengaruh Beban Terhadap Laju Korosi Lapisan Baja Galvalum (Zn55Al) Di Lingkungan Air Ledeng Dan Air LautDokumen5 halamanPengaruh Beban Terhadap Laju Korosi Lapisan Baja Galvalum (Zn55Al) Di Lingkungan Air Ledeng Dan Air LautJSeriesBettaBelum ada peringkat
- Pengelasan Pada Beberapa Jenis LogamDokumen18 halamanPengelasan Pada Beberapa Jenis LogamMacks Mora100% (2)
- Pengelasan Stainless SteelDokumen10 halamanPengelasan Stainless SteelRahmadi NugrahaBelum ada peringkat
- WeldingDokumen37 halamanWeldingIwan Prasetyo WibowoBelum ada peringkat
- Cacat PengelasanDokumen23 halamanCacat PengelasanBalai Latihan Kerja NunukanBelum ada peringkat
- 1) Weld RepairDokumen4 halaman1) Weld RepairpurnawanBelum ada peringkat
- Storage Tank PresentationDokumen62 halamanStorage Tank PresentationZevanyaRolandTualaka80% (5)
- PenanganaN Gangguan Distribusi Dan TransmisiDokumen32 halamanPenanganaN Gangguan Distribusi Dan TransmisiReyhan RahadianBelum ada peringkat
- MPDFDokumen3 halamanMPDFKhairi Maulida AzhariBelum ada peringkat
- Buku Petunjuk Pendaftaran SSCN 2018 SignedDokumen38 halamanBuku Petunjuk Pendaftaran SSCN 2018 SignedRahmi DestiBelum ada peringkat
- Contoh Tes Inteljensi Umum CPNDDokumen29 halamanContoh Tes Inteljensi Umum CPNDMauzunBelum ada peringkat
- Tutorial Ms Project Untuk Proyek KonstruksiDokumen21 halamanTutorial Ms Project Untuk Proyek KonstruksiMuchtar SufaatBelum ada peringkat
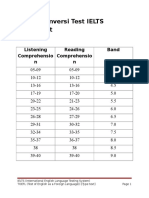
- Daftar Konversi Test IELTS Dan TOEFL EquivalentDokumen2 halamanDaftar Konversi Test IELTS Dan TOEFL EquivalentKhairi Maulida AzhariBelum ada peringkat
- Soal Cpns 2014 GratisDokumen17 halamanSoal Cpns 2014 GratisAbu Abdirrahim67% (3)
- Etika BerteleponDokumen14 halamanEtika BerteleponKhairi Maulida AzhariBelum ada peringkat
- Mid Test 28 Maret 2013Dokumen2 halamanMid Test 28 Maret 2013Khairi Maulida AzhariBelum ada peringkat
- Surat KuasaDokumen1 halamanSurat KuasaKhairi Maulida AzhariBelum ada peringkat
- BukuPANDUANKKNUnsyiah-edisi 2014Dokumen64 halamanBukuPANDUANKKNUnsyiah-edisi 2014Mumba BlackBelum ada peringkat
- AppendixDokumen220 halamanAppendixKhairi Maulida AzhariBelum ada peringkat
- Tugas Prafinal Biodiesel M Salman FauzanDokumen5 halamanTugas Prafinal Biodiesel M Salman FauzanKhairi Maulida AzhariBelum ada peringkat
- Review JurnalDokumen18 halamanReview JurnalKhairi Maulida AzhariBelum ada peringkat
- Teknik Fabrikasi 1Dokumen93 halamanTeknik Fabrikasi 1Adam BoyerBelum ada peringkat
- Peringkat BatubaraDokumen21 halamanPeringkat BatubaraRegata Restu RespatiBelum ada peringkat
- Modul 10 Tanggapan Frekuensi Diagram BodeDokumen8 halamanModul 10 Tanggapan Frekuensi Diagram Bode0713022031Belum ada peringkat
- Bertelepon Dengan Kalimat EfektifDokumen6 halamanBertelepon Dengan Kalimat EfektifRaaiiiraaBelum ada peringkat
- Borang Hasil yDokumen28 halamanBorang Hasil yKhairi Maulida AzhariBelum ada peringkat
- 1.07 Penukar PanasDokumen16 halaman1.07 Penukar PanasAjib WilianBelum ada peringkat
- Potensi Investasi Provinsi Aceh 2012Dokumen35 halamanPotensi Investasi Provinsi Aceh 2012Khairi Maulida Azhari100% (1)
- Optimasi EnergyDokumen4 halamanOptimasi EnergykenzsugiyantoBelum ada peringkat
- 6 - Penjadwalan Proyek - 2Dokumen19 halaman6 - Penjadwalan Proyek - 2Khairi Maulida AzhariBelum ada peringkat
- Tugas Pra FinalDokumen5 halamanTugas Pra FinalKhairi Maulida AzhariBelum ada peringkat
- Bertelepon Dengan Kalimat EfektifDokumen6 halamanBertelepon Dengan Kalimat EfektifRaaiiiraaBelum ada peringkat
- Laporan KhususDokumen62 halamanLaporan KhususYunita Rakhmah TunjungBelum ada peringkat
- 6 - Penjadwalan Proyek - 2Dokumen19 halaman6 - Penjadwalan Proyek - 2Khairi Maulida AzhariBelum ada peringkat
- Artikel-M-Nasir-Oto-Ft-Unp Heat ExchangerDokumen11 halamanArtikel-M-Nasir-Oto-Ft-Unp Heat ExchangerSendi Dwi OktaviandiBelum ada peringkat
- Modul4 Heat ExchangerDokumen12 halamanModul4 Heat ExchangerNaufal DimasyqiBelum ada peringkat
- Optimasi EnergyDokumen4 halamanOptimasi EnergykenzsugiyantoBelum ada peringkat