Pra Rencana Pabrik Pulp Dari Batang Kapas Dengan Proses Kraft (Sulfat) Kapasitas
Diunggah oleh
Cristiano Hamdiansyah SempadianHak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Pra Rencana Pabrik Pulp Dari Batang Kapas Dengan Proses Kraft (Sulfat) Kapasitas
Diunggah oleh
Cristiano Hamdiansyah SempadianHak Cipta:
Format Tersedia
PRA RENCANA PABRIK
PULP DARI BATANG KAPAS DENGAN PROSES KRAFT (SULFAT) KAPASITAS
10.000 TON/TAHUN
SKRIPSI
Diajukan Sebagai Salah Satu Syarat Untuk Memperoleh Gelar Sarjana Teknik (Strata-1)
Oleh
Anastasia Weta (2005510004)
Umi Faridah (2005510015)
PROGRAM STUDI TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS TRIBHUWANA TUNGGADEWI
MALANG
2009
LEMBAR PERSETUJUAN
PRA RENCANA PABRIK PULP DARI BATANG KAPAS DENGAN PROSES KRAFT
(SULFAT) KAPASITAS 10.000 Ton/ Tahun
SKRIPSI
Diajukan sebagai salah satu syarat Untuk memperoleh Gelar Sarjana Teknik (strata-1)
Oleh
Anastasia Weta (2005510004)
Umi Faridah (2005510015)
Menyetujui;
Dosen Dosen
Pembimbing I Pembimbing II
Ir. Bambang Poerwadi, MS. SP. Abrina Anggraini. ST. MT
Tgl. Tgl.
Mengetahui;
Dekan Ketua Program Studi
Fakultas Teknik Teknik Kimia
Nawir Rasidi, ST. MT. SP. Abrina Anggraini, ST. MT.
Tgl. Tgl.
BERITA ACARA UJIAN TUGAS AKHIR
FAKULTAS TEKNIK
Nama Mahasiswa : Anastasia Weta (2005510004)
Umi Faridah (2005510015)
Jur/ Prog. Studi : Teknik/ Teknik Kimia (S-1)
Judul tugas akhir : Pra Rencana Pabrik Pulp dari Batang Kapas dengan Proses
Kraft (Sulfat) Kapasitas 10.000 Ton/ Tahun.
Telah Dipertahankan Di Depan Tim Penguji Tugas Akhir Jenjang Strata Satu (S-1) Pada:
Hari : Kamis
Tanggal : 17 September 2009
Tim Penguji :
1. Ir. Bambang Poerwadi, MS
2. SP. Abrina Anggraini, ST.,MT
3. Susy Yuniningsih, ST.,MT
LEMBAR PERNYATAAN
Yang bertanda tangan di bawah ini :
Nama : Anastasia Weta / Umi Faridah
NIM : 2005510004 / 2005510015
Fakultas : Teknik
Program Studi : Teknik Kimia
Judul : Pra Rencana Pabrik Pulp dari Batang Kapas dengan Proses Kraft
(Sulfat) Kapasitasa 10.000 Ton/ Tahun
Merupakan karya tulis sendiri yang kami buat dan menurut pengamatan serta keyakinan
kami sendiri. Skripsi ini tidak mengandung bagian skripsi atau karya tulis yang pernah
diterbitkan atau ditulis oleh orang lain, kecuali kutipan referensi yang dimuat dalam skripsi ini.
Apabila ternyata dikemudian hari pernyataan kami tidak benar, kami sanggup dan
bersedia menerima sangsi akademik apapun dari Universitas Tribhuwana Tunggadewi Malang.
Malang, Mei 2009
Yang membuat pernyataan
Anastasia weta/ Umi Faridah
Menyetujui;
Pembimbing I Pembimbing II
Ir. Bambang Poerwadi, MS SP.Abrina Anggraini, ST., MT
Tgl. Tgl.
DAFTAR RIWAYAT HIDUP
Anastasia weta
Penulis dilahirkan di Raterunu - Nagekeo, Nusa Tenggara Timur pada tanggal 23 Maret
1985 dari pasangan Bapak Alexander Loy dan Mama Germana Dama.. Penulis merupakan anak
kedua dari lima bersaudara. Lulus pendidikan tingkat dasar pada SDI Raterunu, Wolowae -
Nagekeo tahun 1998, pendidikan tingkat menengah pada SMPK Kartini Mataloko - Ngada tahun
2001, dan SMUK Baleriwu Danga Aesesa Nagekeo tahun 2004. Pada tahun akademik 2005 -
2006, penulis melanjutkan studi pada Universitas Tribhuwana Tunggadewi Malang Fakultas
Teknik Program Studi Teknik Kimia. Pada tahun 2008, penulis melaksanakan Praktek Kerja
Lapang di PT. Gaya Baru Paperrindo Malang, dengan judul Proses Daur Ulang Kertas Bekas di
PT. Gaya Baru Paperrindo. Pada tahun 2008 pula penulis melakukan penelitian dengan judul
Prospek Minyak Jarak Pagar Sebagai Bahan Baku Biodiesel.
Umi Faridah
Penulis dilahirkan di Batu - Malang, Jawa Timur pada tanggal 03 Oktober 1987 dari
pasangan Bapak Akhmad Sholikhin dan Ibu Ulifah.. Penulis merupakan anak kedua dari empat
bersaudara. Lulus pendidikan tingkat dasar pada SDN Gunungsari - 03, Kandangan - Gunungsari
tahun 1999, pendidikan tingkat menengah pada SMP Ahmad Yani Temas Batu tahun 2002,
dan SMUI Hasyim Asyari Batu - Malang tahun 2005. Pada tahun akademik 2005 - 2006,
penulis melanjutkan studi pada Universitas Tribhuwana Tunggadewi Malang Fakultas Teknik
Program Studi Teknik Kimia. Pada tahun 2008, penulis melaksanakan Praktek Kerja Lapang di
PT. Gaya Baru Paperrindo Malang, dengan judul Proses Daur Ulang Kertas Bekas di PT. Gaya
Baru Paperrindo. Pada tahun 2008 pula penulis melakukan penelitian dengan judul Prospek
Minyak Jarak Pagar Sebagai Bahan Baku Biodiesel.
i
PRA RENCANA PABRIK PULP DARI BATANG KAPAS DENGAN
PROSES KRAFT (SULFAT) KAPASITAS 10.000 TON/ TAHUN
Anastasia Weta
Umi Faridah
Program Studi Teknik Kimia
Universitas Tribhuwana Tunggadewi Malang
ABSTRAK
Pulp merupakan bahan baku setengah jadi yang memerlukan pengolahan lebih lanjut
untuk menjadi kertas. Sifat kertas sangat dipengaruhi oleh kandungan sellulosanya. Sellulosa
merupakan bahan dasar dari banyak produk teknologi (kertas, fiber, serat, adiktif) dan
sebagainya. Proses yang dipilih untuk memproduksi pulp pada Pra Rencana Pabrik Pulp dari
Batang Kapas ini adalah proses Kraft (Sulfat).
Pabrik Pulp dari Batang Kapas ini direncanakan akan didirikan di Keraton, Kabupaten
Pasuruan, Jawa Timur dengan kapasitas produksi 10.000 ton/tahun dengan waktu operasi 24 jam
sehari dan 30 hari per tahun. Bentuk perusahaan Perseroan Terbatas (PT) dengan struktur
organisasi Garis dan Staff serta jumlah tenaga kerja 227 karyawan.
Ditinjau dari segi ekonomi, Pabrik Pulp dari Batang Kapas ini layak didirikan dengan penilaian
investasi sebagai berikut :
a. Total Capital Investment (TCI) = $ 7.870.612,906
b. Total Product Cost (TPC) = $ 28.971.151,55
c. Rate of Return on Investment (ROI) :
- ROI sebelum pajak = 29,64 %
- ROI setelah pajak = 20,75 %
d. Internal Rate of Return (IRR) = 23,57 %
e. Break Event Point (BEP) = 45,63 %
f. Pay Out Time (POT) = 4,2 tahun
ii
KATA PENGANTAR
Puji syukur penyusun panjatkan kehadirat Tuhan Yang Maha Esa atas berkat dan rahmat-
Nya sehingga penyusun dapat menyelesaikan Skripsi ini dengan judul PRA RENCANA
PABRIK PULP DARI BATANG KAPAS DENGAN PROSES KRAFT (SULFAT) dengan
baik.
Pada kesempatan ini pula penyusun mengucapkan terima kasih yang sebesar-besarnya
kepada :
1. Prof. Dr. Ir. Wani Utomo, M. Sc, selaku Rektor Universitas Tribhuwana Tunggadewi
Malang yang telah memberi peluang bagi kami untuk belajar di kampus UNITRI.
2. Nawir Rasidi, ST.,MT selaku Dekan Fakultas Teknik yang telah banyak memberi
bimbingan, arahan dan dukungan dalam penyelesaian tugas akhir ini.
3. SP. Abrina Anggraini, ST.,MT selaku Dosen Pembimbing Pendamping serta selaku
Ketua Program Studi Teknik Kimia Universitas Tribhuwana Tunggadewi Malang yang
telah banyak memberikan bimbingan, arahan dan dukungan dalam penyelesaian tugas
akhir ini.
4. Ir. Bambang Poewadi, MS. selaku Dosen Pembimbing Utama yang telah banyak
memberikan bimbingan, arahan dan dukungan dalam penyelesaian tugas akhir ini.
5. Semua Dosen Teknik terutama Dosen Teknik Kimia yang telah banyak memberikan
bimbingan, arahan dan dukungan dalam penyelesaian tugas akhir ini.
6. Orang tua dan seluruh keluarga besar yang selalu mendoakan dan memberikan dukungan
dan semangat pada penulis mulai awal perkuliahan hingga mengerjakan tugas akhir ini.
7. Rekan-rekan Teknik Kimia terutama angkatan 2005 dan semua pihak yang telah
membantu hingga terselesainya tugas akhir ini.
Tugas akhir ini tentunya masih terdapat banyak kesalahan dan kekurangan, oleh karena
itu penulis mengharapkan kritik dan saran demi penyempurnaan tugas akhir ini. Akhirnya,
penulis berharap agar tugas akhir ini dapat bermanfaat bagi kita semua.
Malang, Mei 2009
Penyusun
iii
DAFTAR ISI
HALAMAN JUDUL
LEMBAR PERSETUJUAN
LEMBAR BERITA ACARA UJIAN TUGAS AKHIR
LEMBAR PERNYATAAN
RIWAYAT HIDUP
LEMBAR PERSEMBAHAN
ABSTRAKSI....................................................................................................... i
KATA PENGANTAR......................................................................................... ii
DAFTAR ISI....................................................................................................... iii
DAFTAR TABEL............................................................................................... v
DAFTAR GAMBAR.......................................................................................... vi
BAB I. PENDAHULUAN...................................................................... I-1
BAB II. SELEKSI DAN URAIAN PROSES.......................................... II-1
BAB III. NERACA MASSA.................................................................... III-1
BAB IV. NERACA PANAS.................................................................... IV-1
BAB V. SPESIFIKASI PERALATAN................................................... V-1
BAB VI. PERANCANGAN ALAT UTAMA BLEACHING TANK..... VI-1
BAB VI. PERANCANGAN ALAT UTAMA DIGESTER..................... VI-1
BAB VII. INSTRUMENTASI DAN KESELAMATAN KERJA............ VII-1
BAB VIII. UTILITAS................................................................................ VIII-1
BAB IX. LOKASI DAN TATA LETAK ............................................... IX-1
BAB X. ORGANISASI PERUSAHAAN............................................. X-1
iv
BAB XI. ANALISA EKONOMI.......................................................... XI-1
BAB XII. KESIMPULAN....................................................................... XII-1
DAFTAR PUSTAKA
APPENDIX :
APPENDIX A. PERHITUNGAN NERACA MASSA. ....................... App A-1
APPENDIX B. PERHITUNGAN NERACA PANAS......................... App B-1
APPENDIX C. PERHITUNGAN PERALATAN............................... App C-1
APPENDIX D. PERHITUNGAN UTILITAS.................................... App D-1
APPENDIX E. PERHITUNGAN ANALISA EKONOMI................ App E-1
v
DAFTAR TABEL
Tabel 1.1. Kandungan Selulosa dalam Berbagai Bahan Tumbuhan I-3
Tabel 1.2. Perkembangan Produksi Kapas di Indonesia I-7
Tabel 1.3. Data Persentase Kenaikkan Kapas Tahun 2000-2003. I-7
Tabel 7.2. Alat-alat Keselamatan Kerja VII-10
Tabel 10.6.1. Jadwal Kerja Karyawan Pabrik. X-15
Tabel 10.8.1. Perincian Kebutuhan Tenaga Kerja X-19
Tabel 10.9.1. Daftar Upah (Gaji) Karyawan X-22
Tabel 11.6.1. Cash Flow untuk NPV selama 10 tahun X1-11
Tabel 11.7.1. Cash Flow untuk IRR selama 10 tahun X1-12
vi
DAFTAR GAMBAR
Gambar 2.1.1. Blog Diagram Proses Sulfit.. II-2
Gambar 2.2.2. Blog Diagram Proses Soda... II-3
Gambar 2.2.3. Blog Diagram Proses Kraft.. II-5
Gambar 9.1. Peta Lokasi Pabrik Pulp dari Batang Kapas IX-5
Gambar 9.2. Tata Letak Pabrik Pulp dari Batang Kapas. IX-7
Gambar 9.3. Tata Letak Peralatan Proses Pabrik Pulp dari Batang Kapas.... IX-11
Gambar 10.1. Struktur Organisasi Pabrik Pulp dari Batang Kapas X-5
Gambar 11.1. Break Event Point (BEP) Pabrik Pulp dari Batang Kapas XI-8
I- 1 -
BAB I
PENDAHULUAN
1.1 Latar Belakang
Pulp pada umumnya dibuat dengan bahan baku utama dari kayu. Beberapa jenis kayu
dapat digunakan, tergantung dari kadar cellulose pada tiap-tiap jenis kayu yang digunakan.
Pulp dari batang kapas merupakan teknologi yang baru, pengenalan proses dan metode
pengendaliannya telah dikemukakan oleh Budi Saroso dan Tim dari Balai Penelitian
Tanaman Tembakau dan Serat (BPTTS), Malang dan uji coba pertama pembuatan pulp &
paper dari batang kapas dilaksanakan di Malang pada tahun 1992.
Dengan perkembangan kemajuan teknologi di bidang pengolahan batang kapas untuk
industri pulp, teknik dan metode pembuatan pulp dari batang kapas telah mengalami
kemajuan pesat di bidang pengendalian bahan baku maupun pengendalian produk.
Perbandingan kualitas produk kertas dari bahan baku batang kapas dan jenis kayu
hardwood tidak jauh berbeda, bahkan pembuatan dengan bahan baku batang kapas
mempunyai kelebihan dalam sifat homogen yang dimiliki batang kapas setelah proses
stripping pendahuluan.
1.2 Kebutuhan Pulp
Industri pulp adalah industri yang mengolah bahan baku menjadi bahan dasar untuk
membuat kertas. Kebutuhan pulp di Indonesia dapat di penuhi oleh industri dalam maupun
import dari negara lain. Untuk memenuhi kebutuhan pulp kertas, maka perlu didirikan pabrik
pulp sehingga kebutuhan akan pulp dapat terpenuhi. Selain itu dapat menghemat devisa
negara melalui penjualan pulp di luar negeri. Berdasarkan data yang ada, kapasitas terpasang
I- 2 -
industri pulp di Indonesia saat ini sebesar 6,28 juta ton/ tahun, dengan tingkat utilisasi 82%.
Maka kemampuan riil produksi adalah sebesar 5,2 juta ton/ tahun atau setara dengan bahan
baku kayu bulat sebesar 26 juta m
3
/ tahun.
(Siaran Pers No. S. 5.63 II PIK-I 2007.15 september 2007)
Pulp merupakan bahan baku setengah jadi yang memerlukan pengolahan lebih lanjut
untuk menjadi kertas. Sifat kertas sangat dipengaruhi oleh kandungan selulosanya. Selulosa
merupakan bahan dasar dari banyak produk teknologi (kertas, fiber, serat, aditif, dan
sebagainya). Dan karena itu diisolasi terutama dari kayu dengan proses pembuatan pulp
dalam skala besar.
(Kayu, Kimia Ultra, Struktur Reaksi-reaksi, hal.77)
Tumbuhan berserat tersusun dari :
1. Selulosa
Selulosa merupakan bahan kristalis untuk membangun dinding-dinding sel. Bahan
dasar selulosa ialah glukosa, gula bermartabat enam, dengan rumus C
6
H
12
O
6
. Molekul-
molekul glukosa di sambung menjadi molekul-molekul besar, panjang, dan berbentuk
rantai dalam susunan menjadi selulosa. Selulosa merupakan bahan dasar yang penting
bagi industri-industri yang memakai selulosa sebagai bahan baku, misalnya pabrik kertas
dan pabrik sutra tiruan.
(Mengenal Kayu, hal.30)
I- 3 -
Berikut ini contoh komposisi selulosa dari bermacam-macam serat tumbuhan:
Tabel 1.1 Kandungan Selulosa dari Berbagai Bahan Tumbuhan
Bahan Tanaman % Sellulosa
Kapas
Rami
Bambu
Kayu
Kulit kayu
Lumut
Ekor kuda
Bakteria
95-99
80-90
40-50
40-50
20-30
25-30
20-25
20-30
(Kayu, Kimia Ultra, Struktur Reaksi-reaksi, hal.78)
2. Lignin
Lignin merupakan bagian yang bukan karbohidrat, persenyawaan kimia yang jauh
dari sederhana, tidak berstruktur, dan bentuknya amorf. Dinding sel tersusun oleh suatu
rangka molekul selulosa, antara lain terdapat pula lignin. Kedua bagian ini merupakan
satu kesatuan erat, yang menyebabkan dinding sel menjadi kuat. Lignin terletak terutama
dalam lamella tengah dan dinding primer. Kadar lignin dalam kayu gubal lebih tinggi
dibandingkan kadar lignin dalam kayu tersa, namun kadar selulosa sebaliknya.
3. Poliosa (Hemiselulosa)
Selain kedua bahan tersebut diatas, kayu masih mengandung sejumlah zat lain
sampai 15 % - 25 %, antara lain hemiselulosa, semacam selulosa berupa persenyawaan
dengan molekul-molekul besar yang bersifat karbohidrat. Hemiselulosa dapat tersusun
oleh gula yang bermartabat lima dengan rumus C
5
H
10
O
5
disebut pentosan atau gula
I- 4 -
bermartabat enam C
6
H
12
O
6
disebut hexosan. Zat-zat ini berfungsi sebagai bahan
bangunan dinding-dinding sel dan juga sebagai bahan zat cadangan.
4. Zat Ekstraktif
Zat ekstraktif umumnya berupa zat yang mudah larut dalam pelarut misalnya eter,
alkohol, bensin, dan air. Banyaknya rata-rata 3% - 8% dari berat kayu kering tanur.
Termasuk didalamnya antara lain minyak-minyakan, resin, lilin, lemak, tanin, gula, pati,
dan zat warna. Zat ekstraktif tidak merupakan bagian struktur dinding sel, melainkan
terdapat dalam rongga sel. Zat ekstraktif memiliki arti yang penting dalam kayu, karena:
a. Dapat mempengaruhi sifat keawetan, warna, bau, dan rasa sesuatu jenis kayu
b. Dapat digunakan untuk mengenal sesuatu jenis kayu
c. Dapat digunakan sebagai bahan industri
(Mengenal Kayu, hal.31)
1.3 Sifat-Sifat Bahan Baku, Bahan Pembantu, dan Produk Utama
A. Sifat-Sifat Bahan Baku dan Bahan Pembantu
1. Batang kapas : (Soemardi, 1982)
Kadar lignin : 20,31 %
Kadar sellulosa : 67,58 %
Kadar pentosan : 18,64 %
Kadar abu : 1,92 %
Kelarutan dalam air dingin : 6,16 %
Kelarutan dalam air panas : 11,65 %
Kelarutan dalam NaOH : 28,95 %
I- 5 -
2. Sodium Hydroxide: (Perry 7ed; T.2-1)
a. Rumus molekul : NaOH
b. Berat molekul : 40
c. Bentuk : padatan
d. Warna : tidak berwarna atau putih
e. Spesific gravity : 2,13
f. Melting Point : 318,4
o
C
g. Boiling PoinT : 1.390
o
C
h. Solubility, hot water : 347 gr/ 100 gr H
2
O (H
2
O = 100
o
C)
i. Mudah larut dalam air dan sukar larut dalam aseton
j. Higroskopis (mudah menyerap air)
3. Sodium Sulfite: (Perry 7ed; T.2-1)
a. Rumus molekul : Na
2
S
b. Spesific gravity : 1,856
c. Melting Point : 274
o
C
d. Solubility, cold water : 15,4 gr/ 100 gr H
2
O (H
2
O = 10
o
C)
4. Sodium Carbonate: (Perry 7ed; T.2-1)
a. Rumus molekul : Na
2
CO
3
b. Berat molekul : 106
c. Bentuk : padat
d. Warna : putih
e. Spesific gravity : 2,533
f. Melting Point : 851
o
C
I- 6 -
g. Solubility, cold water : 7,1 gram/ 100gr H
2
O (H
2
O = 0
o
C)
h. Solubility, alcohol : 48,5 gr/ 100 gr H
2
O (H
2
O = 104
o
C)
B. Sifat-sifat Produk (Pulp): (Yoedodibroto, 1992)
a. Kadar selulosa : 86,33 %
b. Kadar pentosan : 6,67 %
c. Ketahanan lipat : 266
d. Faktor sobek : 66,17
e. Faktor retak : 46,7
f. Panjang putus, km : 6,82
g. Kadar air : 7 %
h. Bentuk : serat putih
i. Spesific gravity : 0,6
j. Viskositas : 3,87
k. Larut dalam air dingin dan air panas
1.4 Kapasitas Produksi
Dalam mendirikan suatu pabrik diperlukan kapasitas produksi agar produk yang
dihasilkan sesuai dengan permintaan. Untuk memenuhi kebutuhan pulp di Indonesia, maka
dibutuhkan perhitungan kapasitas produksi. Kapasitas produksi pabrik baru pada tahun 2012
dapat dihitung dengan menggunakan rumus sebagai berikut :
I- 7 -
Tabel 1.2 Data Perkembangan Produksi Kapas di Indonesia Tahun 2000-2003
Tahun Produksi (kg)
2000 55.000.000
2001 42.573.100
2002 71.826.531
2003 21.414.358
Tabel 1.3 Data Persentase Kenaikan Tahun 2000-2003
Tahun Produksi (%)
2000 -
2001 0,23
2002 0,69
2003 0,71
Rata-rata 0,24
Untuk menentukan kapasitas produksi pabrik baru pada tahun 2012 dapat dihitung
dengan menggunakan rumus sebagai berikut :
F = P (1+i)
n
Dimana :
F = Nilai tahun mendatang
P = Nilai tahun sebelumnya
i = Nilai persentase kenaikan
n = Selisih waktu perkiraan (2003-2012)
= 9 tahun
I- 8 -
Asumsi :
Untuk kenaikan rata-rata produksi 0,24 %, maka perkiraan produksi pada tahun 2012 adalah :
F
= P (1 + i)
n
= 21.414.358 (1 + 0,0024)
9
= 21.881.373,6 kg/ tahun
= 21.881,374 ton/ tahun
Untuk menentukan kapasitas pabrik pertahun diasumsikan 0,5 dari nilai tahun mendatang yang
sudah ada tersebut. Maka kapasitas produksi pabrik baru yang akan didirikan pada tahun 2012
adalah 10.000 ton/ tahun.
II- 1 -
BAB II
PEMILIHAN URAIAN PROSES
II.1 Macam Proses
Proses pembuatan pulp dari batang kapas ini dilakukan dengan metode Chemical Pulping
Process (proses kimia). Dalam Chemical Pulping Proses ini pemasakan bahan baku yang berserat
menjadi pulp dengan penambahan bahan kimia. Jenis pengolahan Chemical Pulping Process,
dapat dibedakan menjadi:
A. Sulfite Process
Bejana pemasak diisi dengan jumlah maksimum serpih, yang kualitasnya mempunyai
pengaruh yang lebih nyata pada kualitas akhir pulp daripada dalam pembuatan pulp kraft.
Belerang dioksida bahan kimia pokok yang digunakan dalam semua proses sulfit, dapat
dibuat dengan pembakaran belerang murni atau besi sulfida (pirit) dalam pembakar berputar
atau penyemprot dengan keberadaan udara, atau paling tidak diperoleh tambahan dalam
bentuk cairan. Proses yang khas dalam pembuatan pulp kalsium bisulfit asam adalah dengan
memasukkan gas belerang dioksida dan air lewat batu kalsium karbonat (batu kapur) ke
dalam menara penyerap.
Persamaan reaksinya:
SO
2
+ H
2
O H
2
SO
3
2H
2
SO
3
+ CaCO
3
Ca(HSO
3
)
2
+ CO
2
+ H
2
O
Proses sulfit lebih peka terhadap spesies kayu daripada proses kraft.
Dalam banyak cara, lindi yang dihasilkan dipompakan melalui menara pemulihan
bertekanan rendah dan akhirnya mencapai bejana bertekanan tinggi (penimbunan), dimana
lindi pemasak yang sebenarnya dibuat dengan cara penggabungan uap air dan belerang
II- 2 -
dioksida yang dibebaskan dengan lindi dari menara yang baru. Sebelum dimasukkan kedalam
bejana pemasak, lindi pemasak dipanaskan hingga suhu awal, yang tergantung dari jenis
proses yang digunakan. Lindi dipanaskan dengan penginjeksian uap langsung atau dengan
pemanasan tidak langsung dengan menggunakan penukar panas hingga mencapai suhu
pemasakan maksimal, yang bervariasi antara 125
o
C 180
o
C, pada tekanan antara 5 7 bar.
Suhu pemasakan dikontrol dengan uap, dan dengan pengurangan tekanan bila pemasakan
selesai, isi dalam bejana pemasak dipindahkan kedalam tangki penghembus pada tekanan
sekitar 2 bar sementara lindi yang tersisa dipindahkan, air pencuci dimasukkan. Pulp yang
telah siap dicuci disaring dan dibersihkan untuk memilih yang ditolak, dan akhirnya
dikentalkan. Pulp yang tidak dikelantang telah siap lebih lanjut dapat dikelantang,
dikeringkan atau ditambahkan untuk mengisi mesin kertas.
Bahan baku
Black liquor
Gambar 2.1.1 Block diagram proses pembuatan pulp dengan proses sulfit
Cutter
Steam Digester
Brownstock washer
Unbleached storage
Screen
Centrifugal cleaner
Machine stock
Pengering
Pemutihan
Pengepakan
Tangki pendingin
Cooking liquor
II- 3 -
B. Soda Process
Proses soda dingin atau kaustik dingin pada dasarnya meliputi perlakuan serpih- serpih
dengan larutan natrium hidroksida pada suhu yang umumnya antara 20
o
C - 30
o
C dan
defibrasi penggiling akhir. Proses ini hampir semata-mata digunakan untuk kayu keras
berkerapatan tinggi seperti oak, tetapi juga untuk tumbuhan bukan kayu. Pada umumnya
konsentrasi NaOH rendah (0,25 2,5 %) atau hingga 10 %.
Pembuatan pulp soda dingin membutuhkan sedikit modal instalasi, disamping itu biaya
bahan kimia dan pemrosesan lebih rendah daripada proses batu asah, karena pemakaian
energi rendah. Pulp yang dihasilkan berkisar antara 85 dan 95 %, dengan demikian
selektivitas pelarutan lignin dan puliosa rendah. Kerugian utama pulp soda dingin adalah
derajat putihnya rendah (40-50 %) yang dapat ditingkatkan dengan pengelantangan dengan
peroksida-hiproklorida dua tahap.
Pada umumnya sifat-sifat kekuatan dan harga-harga derajat giling pulp soda dingin yang
berkualitas tinggi sedikit lebih unggul bila dibandingkan dengan pulp kayu asah kayu lunak.
Bahan baku NaOH
NaOH Black liquor
Gambar 2.1.2 Block diagram proses pembuatan pulp dengan proses soda dingin
Cutter
Steam
Digester
Blow tank
Belt washer
Pemutihan
Centrifugal cleaner
Roll press
Pengepakan
II- 4 -
C. Kraft atau Sulphate Process
Proses kraft/ sulfat merupakan salah satu teknik pokok pembuatan pulp alkalis dan
merupakan dasar untuk sejumlah proses alkalis yang dimodifikasi, yang meliputi pembuatan
pulp kraft. Pada dasarnya kayu dimasukkan kedalam bejana pemasak dalam bentuk serpih
bersama dengan lindi pemasak yang segar (lindi putih) dari alur pemulihan bahan kimia.
Jantung dari sistem pembuatan pulp adalah bejana pemasak. Sistem-sistem bejana pemasak
yang pokok adalah terputus (sistem batch). Bejana pemasak dapat dipanaskan secara
langsung dengan uap atau tidak langsung dengan pertukaran panas dalam sistem sirkulasi
lindi pemasak. Pemasakan kraft biasa dilakukan pada suhu antara 160
o
C - 180
o
C, pada
tekanan antara 7-11 bar. Setelah pemasakan, pulp dan limbah lindi pemasak (lindi hitam)
dikeluarkan dari bagian bawah bejana pada tekanan yang diturunkan masuk kedalam tangki
penghembus dengan kapasitas volume beberapa pemasakan. Kotoran ukuran besar yang
tidak cukup masak (mata kayu) disaring pada penyaring mata kayu dan biasanya
dikembalikan kedalam bejana untuk pemasakan ulang. Lindi pemasak bekas dikeluarkan
setelah pencucian pulp dengan arus yang berlawanan dan diproses lebih lanjut didalam
pemulihan.
II- 5 -
Lebih lanjut pulp disaring, dibersihkan, kadang-kadang digiling sedikit, dan akhirnya
dikentalkan dan disimpan untuk proses lebih lanjut.
Bahan baku (serpih)
Mata kayu
Air pencuci Lindi hitam
Kotoran
Pemrosesan lebih lanjut
Gambar 2.1.3 Block diagram proses pembuatan pulp dengan proses kraft/ sulfat
Bejana
pemasak
Tangki
penghembus
Pembersih
mata kayu
Pencuci
Penyaringan
pembersihan
Pengentalan
Wadah pulp
Pemulihan
bahan kimia
II- 6 -
II.2 Pemilihan Proses
Dalam pembuatan pabrik pulp dari batang kapas digunakan proses kraft atau sulfat.
Adapun perbandingan untuk masing-masing dari jenis Chemical Pulping Process diatas, yaitu
sebagai berikut:
Pulping
Process
Bahan baku Bahan masak Kondisi operasi Yields (%) Produk
Sulfite Softwood dan
Hardwood
NaOH, H
2
SO
3
,
HSO
3
125
o
C-180
o
C
5-7 bar
45-55% Derajat putih baik
Soda Hardwood Na
2
CO
3
,
NaOH, HCO
3
140
o
C-150
o
C
20-40 bar
40-50% Derajat putih
rendah
Kraft Softwood dan
Hardwood
NaOH, Na
2
S,
Na
2
CO
3
160
o
C-180
o
C
7-11 bar
45-50% Derajat putih pulp
yang dikelantang
lebih baik
Dari tinjauan proses pembuatan pulp diatas maka dapat disimpulkan bahwa proses yang
dipilih untuk pembuatan pulp dari batang kapas menggunakan proses kraft ini antara lain:
- Bahan baku kapas banyak terdapat di Indonesia
- Proses yang digunakan lebih sederhana
- Kekuatan pulp yang dihasilkan sangat baik
(Kayu, Kimia Ultra Struktur Reaksi-reaksi hal 509-539)
II.3 Uraian Proses
Bahan baku yang digunakan pada proses pembuatan pulp dari bahan baku batang kapas
dibagi menjadi 4 tahap proses, yaitu:
a. Persiapan bahan baku
b. Reaksi
c. Pemisahan produk
d. Penanganan produk
II- 7 -
Pembuatan Pulp dari batang kapas dengan Proses Kraft (Sulfat)
Pada proses pembuatan pulp, langkah pertama yang harus dilakukan adalah pemasakan
(Digesting), dimana bahan baku batang kapas dipotong-potong menjadi chips dicampur dengan
mother liquor yaitu NaOH, Na
2
S dan Na
2
CO
3
yang terlebih dahulu dilarutkan dalam tangki
pencampur. Didalam digester dipanaskan dengan bantuan steam melalui sparger, setelah
dilakukan pemisahan di rotary vacuum washer I untuk memisahkan filtrat dari cake (pulp).
Selanjutnya pulp yang terbentuk dialirkan ke bleaching tank untuk proses pemucatan dengan
bantuan chlorine yang kemudian dialirkan menuju rotary vacuum washer II untuk dipisahkan
filtrat dan cakenya. Pulp yang telah dipisahkan selanjutnya akan dikeringkan di roll dryer,
sehingga kandungan pulp akhir yang didapat dari proses ini adalah 95 %.
a. Persiapan bahan baku
Sebelum diproses menjadi pulp, dilakukan proses pendahuluan pada bahan baku yaitu
proses pemecahan kayu menjadi potongan kecil-kecil (chipping). Pertama-tama batang kapas
dari stock pile diumpan pada cutting machine (C-112) dengan bantuan belt conveyor, batang
dipotong menjadi 5 cm kemudian diumpankan menuju chipper (C-113) untuk dipotong
menjadi chip kecil-kecil dengan ukuran 5 mm.
Untuk larutan pemasak yang berupa bahan baku NaOH, Na
2
S dan Na
2
CO
3
dari masing-
masing bin diumpankan kedalam tangki pencampur (M-121) untuk dilarutkan dengan
penambahan air proses dimana kadar larutan pemasak 12,5 %.
b. Reaksi
Larutan pemasak dari tangki pencampur dialirkan ke heater (E-122) sebelum dimasak ke
dalam digester. Chip batang kapas dan larutan pemasak dari tangki pencampur kemudian
dialirkan menuju digester (Q-120) dengan perbandingan 4 : 1. Pemanasan pendahuluan
II- 8 -
dengan suhu 90
o
C - 176
o
C selama 1,5 jam sedang delignifikasi terjadi pada suhu 165
o
C -
176
o
C kemudian pemasakan konstan pada suhu 176
o
C selama 0,5 jam dan tekanan 9,13
atm. Proses ini berlangsung secara eksotermis dengan penambahan steam yang dikontakkan
langsung pada bagian bawah digester melalui sparger dimana sebagian steam akan
terkondensasi.
Reaksi yang terjadi:
Reaksi delignifikasi dengan larutan NaOH:
R-COOH
(S)
+ NaOH
(aq)
R-COONa
(aq)
+ H
2
O
(l)
(R-Lignin)
(Na-Lignate)
c. Pemisahan produk
Selanjutnya pulp dialirkan menuju ke rotary vacuum washer I (H-131) disini terjadi
proses pemisahan antara cake (pulp) dan filtrat, dimana filtrat yang terpisah akan diolah
kepengolahan limbah cair, sedangkan cake (pulp) diumpankan melalui screw conveyor (J-
132) dan bucket elevator (J-133) menuju bin pulp (F-134). Dari bin pulp, produk dimasukan
pada bleaching tank (R-130) dengan kondisi suhu operasi sebesar 81
o
C dan tekanan 1 atm.
Dimana pada bleaching tank ini terjadi proses pemucatan dengan bantuan Cl
2
dari tangki
penampung Cl
2
(F-135) yang sudah distabilkan tekanan dan volumenya pada regulator,
sehingga didapatkan reaksi sebagai berikut:
Chlorinasi lignin:
2Na-lignate
(s)
+ Cl
2(g)
lignin
(l)
+ 2NaCl
(s)
d. Penanganan produk
Pulp yang telah dibleaching kemudian dicuci dan dipisahkan dari larutan di rotary vacum
washer II (H-137). Filtrat dari rotary vacum washer II dialirkan ke pengolahan limbah,
sedangkan pulp dipompa (L-138) menuju ke roll press (X-144) untuk dilemaskan agar
II- 9 -
mudah dibentuk menjadi pulp sheet. Kemudian pulp sheet dimasukan ke dalam roll dryer (B-
140) untuk mengurangi kandungan air di dalam pulp. Dalam roll dryer pulp dikeringkan
dengan menggunakan udara panas yang bersuhu 110
o
C yang dikontakan secara langsung
dengan pulp. Selanjutnya pulp dialirkan ke storage produk (F-144) untuk dilakukan
pengemasan dan siap dipasarkan.
II- 10 -
III- 1 -
BAB III
NERACA MASSA
Kapasitas produksi = 10.000 ton/ tahun
= x x x
= 1.262,6262 kg/ jam
Waktu operasi = 330 hari
= 24 jam
Satuan operasi = kg/ jam
Basis perhitungan = 8.838,6450 kg/ jam
1. TANGKI PENCAMPUR (M-121)
Masuk Kg/ jam Keluar Kg/ jam
NaOH dari F-116
NaOH
NaCl
Na
2
CO
3
H
2
O
Na
2
S dari F-118
Na
2
S
Na
2
CO
3
Na
2
SO
3
Na
2
S
2
O
3
Fe
2
O
3
H
2
O
Na
2
CO
3
dari F-119
Na
2
CO
3
Na
2
SO
4
NaCl
H
2
O
Air dari utilitas
H
2
O
2.589,723
0,793
10,570
41,488
2.642,574
1.197,636
25,659
25,659
25,659
1,924
6,415
1.282,953
595,734
0,507
0,179
0,179
596,599
30.832,454
Larutan pemasak ke Q-120
NaOH
Na
2
S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
H
2
O
2.589,723
1.197,636
631,963
0,972
25,659
25,659
0,507
1,924
30.880,536
35.354,536
Total 35.354,580 Total 35.354,580
III- 2 -
2. DIGESTER (Q-120)
Masuk Kg/ jam Keluar Kg/ jam
Batang kapas dari C-113
Lignin
Cellulose
SiO
2
Pentosan
Abu
H
2
O
Larutan pemasak dari M-
120
NaOH
Na
2
S
Na
2
CO3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
H
2
O
Open steam dari utilitas
Steam
1.502,570
5.000,905
74,245
1.378,829
142,302
739,795
8.838,646
2.589,723
1.197,636
631,963
0,972
25,659
25,659
0,507
1,924
30.880,536
35.354,580
1.055,231
Campuran produk ke H-131
- Fiber:
Cellulose
Lignin
- Slurry:
Cellulose
Na-lignate
NaOH
Na
2
S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
3.950,068
251,687
4.201,755
1.050,838
1.258,132
2.576,543
1.197,636
631,963
0,972
25,659
25,659
0,507
1,924
74,245
1.378,829
142,302
32.681,493
41.046,702
Total 45.248,456 Total 45.248,456
III- 3 -
3. ROTARY VACUUM WASHER I (H-131)
Masuk Kg/ jam Keluar Kg/ jam
Campuran pulp dari Q-120
- Fiber:
Cellulose
Lignin
- Slurry:
Cellulose
Na-lignate
NaOH
Na
2
S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
Air pencuci darui utilitas
H
2
O
3.950,068
251,687
4.201,755
1.050,838
1.258,132
2.576,543
1.197,636
631,963
0,972
25,659
25,659
0,507
1,924
74,245
1.378,829
142,302
32.681,493
41.046,702
4.476,342
Campuran pulp ke R-130
- Fiber:
Cellulose
Lignin
- Slurry:
Cellulose
Na-lignate
NaOH
Na
2
S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
Limbah cair:
Na-lignate
NaOH
Na
2
S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
Pentosan
H
2
O
3.950,068
251,687
4.201,755
1.050,838
3,539
7,248
3,369
1,778
0,003
0,072
0,072
0,001
0,005
74,245
3,879
142,302
2.218,203
3.505,555
1.254,593
2.569,294
1.194,267
630,185
0,969
25,587
25,587
0,506
1,919
1.374,950
34.899,696
41.977,552
Total 49.723,798 Total 49.724,798
III- 4 -
4. BLEACHING TANK (R-130)
Masuk Kg/ jam Keluar Kg/ jam
Campuran pulp dari H-131
- Fiber:
Cellulose
Lignin
- Slurry:
Cellulose
Na-lignate
NaOH
Na
2
S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
Chlorine dari F-135
Cl
2
O
2
N
2
3.950,068
251,687
4.201,755
1.050,838
3,539
7,248
3,369
1,778
0,003
0,072
0,072
0,001
0,005
74,245
3,879
142,302
2.218,203
3.505,555
0,030
0,000
0,000
0,030
Campuran pulp ke H-137
- Fiber:
Cellulose
Lignin
- Slurry:
Cellulose
NaOH
Na
2
S
Na
2
CO
3
NaCl
Lignin
Cl
2
(terlarut)
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
Campuran gas ke udara
O
2
N
2
3.950,068
248,164
4.198,232
1.050,838
7,248
3,369
1,778
0,048
3,522
0,003
0,072
0,072
0,001
0,005
74,245
3,879
142,302
2.218,203
3.505,555
0,000
0,000
0,000
Total 7.707,340 Total 7.707,340
III- 5 -
5. ROTARY VACUUM WASHER II (H-137)
Masuk Kg/ jam Keluar Kg/ jam
Campuran pulp dari R-130
- Fiber:
Cellulose
Lignin
- Slurry:
Cellulose
NaCl
Lignin
Cl
2
NaOH
Na
2
S
Na
2
CO
3
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
Air pencuci dari utilitas
H
2
O
3.950,068
248,164
4.198,232
1.050,838
0,048
3,522
0,003
7,248
3,369
1,778
0,072
0,072
0,001
0,005
74,245
3,879
142,302
2.218,203
3.505,586
4.149,680
Campuran pulp ke X-144
Cellulose
Lignin
H
2
O
Filtrat ke pengolahan limbah
Cellulose
NaCl
Lignin
Cl
2
NaOH
Na
2
S
Na
2
CO
3
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
3.950,068
248,164
2.074,075
6.272,307
1.050,838
0,046
3,522
0,003
6,912
3,213
1,695
0,069
0,069
0,001
0,005
74,245
3,699
142,302
2.292,278
5.578,897
Total 11.853,499 Total 11.853,499
III- 6 -
6. ROLL PRESS (X-144)
Masuk Kg/ jam Keluar Kg/ jam
Pulp basah dari H-137
Cellulose
Lignin
H
2
O
3.950,068
248,164
2.074,075
6.272,307
Lembaran pulp ke B-140
Cellulose
Lignin
H
2
O
Air ke pengolahan
H
2
O
3.950,068
248,164
2.067,018
6.266,897
6,289
Total 6.272,307 Total 6.272,307
7. ROLL DRYER (B-140)
Masuk Kg/ jam Keluar Kg/ jam
Pulp basah dari X-144
Cellulose
Lignin
H
2
O
Udara kering ke dryer
O
2
N
2
H
2
O
3.950,068
248,164
2.067,786
6.266,018
13.663,303
44.975,038
365,831
59.004,172
Pulp kering ke F-144
Cellulose
Lignin
H
2
O
Udara kering ke lingkungan
O
2
N
2
H
2
O
3.950,068
248,164
220,960
4.419,192
13.663,303
44.975,038
2.212,657
60.850,998
Total 65.270,190 Total 65.270,190
IV- 1 -
BAB IV
NERACA PANAS
Kapasitas produksi = 10.000
= x x x
= 1262,6262
Waktu operasi = 330 hari
= 24 jam
Satuan operasi = kg/ jam
Basis perhitungan = 8.838,6450
1. HEATER (E-143)
Hc (195
o
C)
Larutan pemasak Larutan pemasak
H
1
(30
o
C) H
2
(176
o
C)
Hs
(195
o
C; 13,86 atm)
Neraca panas total : H
1
+ Qs = H
2
+ Qloss
Keterangan :
H
1
= Panas yang terkandung pada bahan masuk heater
H
2
= Panas yang terkandung pada bahan keluar heater
Qs = Panas yang terkandung dalam steam
Qloss = Panas ayang hilang
Heater
IV- 2 -
NERACA PANAS
2. DIGESTER (Q-120)
Hs
(195
o
C; 13,86 atm)
Larutan pemasak
(176
o
C) H
1
Campuran pulp + steam
Batang kapas H
2
(176
o
C)
(30
o
C) Hc
Berdasarkan saturated steam, suhu steam yang digunakan adalah 195
o
C dengan
P = 1404,1 kPa = 13,6 atm.
Neraca panas total : H
1
+ H
o
R + Hs = H
2
+ Hc + Qloss
Keterangan:
H
1
= Panas yang terkandung pada bahan masuk digester
H
2
= Panas yang terkandung pada bahan keluar digester
Hr = Panas reaksi
Hs = Panas sensibel
Hc = Panas yang diserap
Qloss = Panas yang hilang
Masuk kkal/ jam Keluar kkal/ jam
H
1
160.643,456
Qs 4.937.676,574
H
2
4.851.436,201
Qloss 246.883,829
TOTAL 5.098.320,030 TOTAL 5.098.320,030
Digester
IV- 3 -
NERACA PANAS
Masuk kkal/ jam Keluar kkal/ jam
H
1
4.824.160,637
H reaksi -61.245,69
Hs 930.063,291
H
2
5.145.057,907
Hc 277.127,958
Qloss 270.792,521
TOTAL 5.692.978,238 TOTAL 5.692.978,238
3. ROTARY VACUM WASHER II (H-137)
H
2
O (30
o
C)
Campuran pulp Campuran pulp
H
1
(81
o
C) H
2
(32
o
C)
Filtrat (57
o
C)
Neraca panas total : H
1
+ H
air pencuci
= H
2
+ H
limbah
+ Qloss
Keterangan :
H
1
= Panas yang terkandung pada bahan masuk RVW II
H
2
= Panas yang terkandung pada bahan keluar RVW II
H
air pencuci
= Panas air pencuci menuju RVW II
H
limbah cair
= Panas air pencuci menuju RVW II
Q
loss
= Panas yang hilang
NERACA PANAS :
Masuk kkal/ jam Keluar kkal/ jam
H
1
140.598,260
H air pencuci 20.748,4
H
2
16.160,131
H limbah cair 138.156,308
Qloss 7.029,913
TOTAL 161.348,660 TOTAL 161.348,660
RVW I
IV- 4 -
4. ROLL DRYER (B-140)
Q loss
Pulp basah
H
1
(32
O
C) Lembaran pulp kering
H
2
(40
o
C)
Udara basah Udara kering
H4 (40
o
C) H
3
(110
O
C)
Neraca panas total : H
1
+ H
3
= H
2
+ H
4
+ Q
Keterangan :
H
1
= Panas yang terkandung pada bahan masuk roll dryer
H
2
= Panas yang terkandung pada bahan keluar roll dryer
H
3
= Panas udara kering menuju ke roll dryer
H
4
= Panas udara basah menuju cyclone
Qloss = Panas yang hilang
NERACA PANAS :
Masuk kkal/ jam Keluar kkal/ jam
H
1
16.116,108
H
3
1.784.672,025
H
2
6.832,126
H4 1.793.956,056
TOTAL 1.800.788,138 TOTAL 1.800.788,138
5. HEATER UDARA (E-413)
Hc(195
o
C)
Udara Udara
H
1
(32
o
C) (110
o
C)
Hs
(195
o
C; 13,86 atm)
Neraca panas total : H
1
+ Qs = H
2
+ Qloss
Roll Dryer
Heater
IV- 5 -
Keterangan :
H
1
= Panas yang terkandung pada udara kering masuk heater
H
2
= Panas yang terkandung pada udara kering keluar heater
Qs = Panas yang terkandung dalam steam
Qloss = Panas yang hilang
NERACA PANAS :
Masuk kkal/ jam Keluar kkal/ jam
H
1
102.165,582
Qs 1.209.481,519
H
2
6.832,126
Qloss 65.582,355
TOTAL 1.311.647,101 TOTAL 1.311.647,101
V- 1 -
BAB V
SPESIFIKASI PERALATAN
1. GUDANG PERALTAN KAPAS (F-110)
Fungsi : Menampung batang yang kapas dari supplier
Kapasitas : 4.701,5 m
3
Bentuk : Empat persegi pamjang (cone roof)
Ukuran : panjang = 30,66 m
lebar = 15,33 m
tinggi = 10 m
Bahn konstruksi : beton
Jumlah : 1 buah
2. BELT CONVEYOR (J-111)
Fungsi : Memindahkan bahan dari F-110 ke C-112
Type : Troughed on 45oidlers withrolls of equal length
Kapasitas maksimum : 32 ton/jam
Belt : width = 14 in
trough width = 9 in
skirt seal = 2 in
Belt speed : 28,5 ft/ min
Panjang : 31,6 = 9,6 m
Sudut elevasi : 18,4
o
Power : 4 hp
V- 2 -
Jumlah : 1 buah
3. CUTTING MACHINE (C-112)
Fungsi : Memotong kayu sepanjang 5 cm
Tyoe : Log Haus Hidrolic System
Panjang conveyor : 10 ft = 3,048 m
Tinggi log deck : 5 ft = 1,524 m
Ukuran pemotong : 2 in x 8 in
Kecepatan : 135 ft/ menit
Power : 20 hp
Bahan pemotong : Cast Iron
Jumlah : 1 buah
4. BELT CONVEYOR II(J-111)
Fungsi : Memindahkan bahan dari C-112 ke C-210
Type : Thoughed belt on 45
o
idlers with rolls of equal length
Kapasitas maksimum : 32 ton/ jam
Belt : Width = 14 in
Thought width = 9 in
Skirt seal = 2 in
Belt speed : 28,5 f/ min
Panjang : 31,6 ft = 9,6 m
Sudut elevasi : 18,4
o
Power : 4 hp
Jumlah : 1 buah
V- 3 -
5. TANGKI NaOH SOLID (F-116)
Fungsi : Menampung NaOH dari supplier
Kapasitas : 573,4 m
3
Bentuk : Silinder tegak dengan tutup atas dishead dan bawah plat
Diameter : 25,2 ft = 7,7 m
Tinggi : 32,5 ft = 9,9 m
Tebal silinder : in
Tebal tutup atas : 1 in
Tinggi tutup atas : 4,3 ft = 1,3 m
Bahan konstruksi : Carbon Steeel SA-283 Grade C
Jumlah : 1 buah
6. SCREW CONVEYOR I (J-117)
Fungsi : Memindahkan bahan dari F-120 ke F-122
Type : Plain spouts or chutes
Kapasitas : 44,6 ft
3
/ jam
Panjang : 25 ft
Diameter : 6 in
Kecepatan putar : 25 rpm
Power : 0,5 hp
Jumlah : 1 buah
V- 4 -
7. BIN NaOH (F-115)
Fungsi : Menampung NaOH
Type : Silinder tegak dengan tutup atas plat dan bawah conis
Volume : 356,8 ft
Diameter : 5,3 ft = 1,6 m
Tinggi : 15,9 ft = 4,8 m
Tebal shell :
3
/
16
in
Tebal tututp atas :
3
/
16
in
Tebal tutup bawah : in
Bahan konstruksi : Carbon Stell SA- 283 Grade C (Brownell : 253)
Jumlah : 1 buah
8. TANGKI Na
2
S SOLID (F-118)
Fungsi : Menampung Na
2
S
Kapasitas : 305,8m3
Type : Silinder tegak dengan tutup dishead dan bawah plat
Diameter : 20,5 ft = 6,2 m
Tinggi : 26,2 ft = 8 m
Tebal silinder :
1
/
2
in
Tebal tutup atas :
3
/
4
in
Tinggi tutup atas : 3,5 ft = 1,1 m
Bahan konstruksi : Carbon Stell SA- 283 Grade C
Jumlah : 1 buah
V- 5 -
9. SCREW CONVEYOR II (J-117)
Fungsi : Memindahkan bahan dari F-130 ke F-132
Type : Plain spouts or chutes
Kapasitas : 24,1 ft
3
/ jam
Panjang : 25 ft
Diameter : 6 in
Kecepatan putar : 15 rpm
Power : 1 hp
Jumlah : 1 buah
10. BIN NaS (F-115)
Fungsi : Menampung NaS
Type : Silinder tegak dengan tutup atas plat dan bawah conis
Volume : 192,8 ft
Diameter : 4,3 ft = 1,3 m
Tinggi : 12,9 ft = 3,9 m
Tebal shell :
3
/
16
in
Tebal tututp atas :
3
/
16
in
Tebal tutup bawah :
3
/
16
in
Bahan konstruksi : Carbon Stell SA- 283 Grade C (Brownell : 253)
Jumlah : 1 buah
V- 6 -
11. GUDANG Na
2
CO
3
SOLID (F-119)
Fungsi : Menampung Na
2
CO
3
dari supplier
Kapasitas : 169,2 m3
Bentuk : Empat persegi panjang (cone roof)
Ukuran : panjang = 6,96 m
Lebar = 3,48 m
Tinggi = 7 m
Bahan konstruksi : beton
Jumlah : 1 buah
12. SCREW CONVEYOR III (J-117)
Fungsi : Memindahkan bahan dari F-140 ke F-142
Type : Plain spouts or chutes
Kapasitas : 8,3 ft
3
/ jam
Panjang : 25 ft
Diameter : 6 in
Kecepatan putar : 12 rpm
Power : 1 hp
Jumlah : 1 buah
13. BIN NaCO
3
SOLID (F-115)
Fungsi : Menampung NaCO
3
Type : Silinder tegak dengan tutup atas plat dan bawah conis
Volume : 66,4 ft
Diameter : 3 ft = 0,9 m
V- 7 -
Tinggi : 9 ft = 2,7 m
Tebal shell :
3
/
16
in
Tebal tututp atas :
3
/
16
in
Tebal tutup bawah :
3
/
16
in
Bahan konstruksi : Carbon Stell SA- 283 Grade C (Brownell : 253)
Jumlah : 1 buah
14. TANGKI PENCAMPUR (M-121)
Fungsi : Mencampur NaOH, NaS, Na2CO3 dengan air
Type : Silinder tegak, tutup atas dished, tutup bawah conical
dilengkapi pengaduk
Shell :
Diameter : 9,8 ft = 3 m
Tinggi : 19,6 ft = 6 m
Tebal shell :
1
/
4
in
Tebal tututp atas :
1
/
4
in
Tebal tutup bawah :
1
/
4
in
Bahan konstruksi : Carbon Stell SA- 283 Grade C (Brownell : 253)
Jumlah : 1 buah
Sistem pengaduk :
Dipakai impeller jenis turbin dengan 6 buah plat dengan jumlah 2 buah.
Diameter impeler : 3 ft
Lebar blade : 0,7 ft
Panjang blade : 0,8 ft
Power motor : 30 hp
V- 8 -
15. HEATER (E-122)
Fungsi : Menaikkan suhu dari 30
o
C menjadi 176
o
C
Type : Shell dan Tube 1-2 Exchanger
Shell : Tube:
IDs = 27 in 1 OD, 16 BWG, 1 = 16 ft
B = 6 in P
T
= 1 , sussunan square
N + 1 = 32 N
t
= 288
n = 1 di = 0,870 in
De = 0,99 in a = 0,2618 in
n = 2
c = in
Shell side : Larutan pemasak
Tube side : Steam jenuh
Jumlah : 1 buah
16. TANGKI PENAMPUNG Cl
2
(F-135)
Fungsi : Menampung gas clorine dalam benmtuk liquid
Type : Silinder horizontal dengan tutup dishead
Volume : 0,3870 ft3 = 0,011 m
3
Tekanan : 6,8 atm
Diameter : 0,5477 ft = 6,5724 in
Panjang : 1,6431 ft = 19,7172 in
Tebal shell :
1
/
2
in
Tebal tutup :
3
/
16
in
Bahan konstruksi : Carbon Stell SA- 283 Grade C (Brownell : 253)
Jumlah : 1 buah
V- 9 -
17. CHIPPER (C-113)
Fungsi : memotong kayu dengsn ukursn 5 mm
Type : High Yield Rotary cutter
Produsen : Key Knife Tecnologies
Jenis mesin : mesin no.0
Luas ruangan : 37 in x 17 in
Kapasitas maksimum : 960 lb
Speed : 1000 rpm
Power : 12 hp
Ukuran screen : 10 in x 17 in
Jumlah cutter : 21 buah
Jumlah mesin : 1 buah
18. BELT CONVEYOR I (J-111)
Fungsi : memindahkan bahan dari C-210 ke J-212
Type : Thoughed belt on 45
o
idlers with rolls of equal length
Kapasitas maksimum : 32 ton /jam
Belt : width = 14 in
Trought width = 9 in
Skirt seal = 2 in
Belt speed : 28,5 ft/ min
Panjang : 31,6 ft = 9,6 m
Sudut elevasi : 18,4
0
Power : 4 hp
Jumlah : 1 buah
V- 10 -
19. BUCKET ELEVATOR 1 (J-114)
Fungsi : memindahkan bahan dari J-211 ke F-213
Type : Continuous Discharge Bucket Elevator
Kapasitas maksimum : 14 ton/ jam
Ukuran : 6 in x 4 in x 4
1
/
4
in
Bucket Spacing : 12 in
Tinggi Elevator : 71,8 ft = 21,9 m
Ukuran Feed (maksimum): in
Bucket Speed : 9 x 225 ft/ menit = 144,6 ft/ menit
Putaran Head Shaft : 20 rpm
Lebar Belt : 7 in
Power Total : 3 hp
Jumlah : 1 buah
20. SILO CHIP BATANG KAPAS (F-115)
Fungsi : menampung chip batang kapas
Type : Silinder tegak dengan tutup atas plat dan bawah conis
Volume : 5.534,4 ft3
Diameter : 13,3 ft = 4,1 m
Tinggi : 39,9 ft = 12,2 m
Tebal sheel :
3
/
16
Tebal tutup atas : in
Tebal tutup bawah : ini
Bahan konstruksi : Carbon steel SA-283 Grade C (Brownell:253)
Jumlah : 1 buah
VI- 1 -
BAB VI
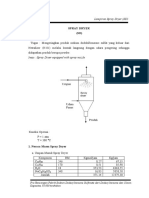
PERANCANGAN ALAT UTAMA
Nama alat : Bleaching Tank (R-130)
Fungsi : Tempat terjadinya reaksi antara campuran pulp dengan gas chlorine (Cl
2
)
Type : Mixed flow, silinder tegak dengan tutup atas berbentuk standard dishead dan
tutup bawah conical
Kondisi operasi :
Temperatur = 81
0
C = 177,8
0
F
Tekanan = 1 atm
Waktu operasi = 1 jam
Fase = Gas - liquid
Jenis proses = Batch
Direncanakan :
Bahan konstruksi = Stainless Steel SA 240 Grade M Type 316
f = 18.750 (Brownell & Young,App.D-4 hal 342)
Jenis pengelasan = Double welded butt joint
E = 0,8 (Brownell & Young,tabel 13.12 hal 254)
Faktor korosi = 1/16
VI- 2 -
Komponen Berat (kg) Fraksi berat (gr/c)
Cellulose
Lignin
Na-lignate
NaOH
Na
2
S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
Cl
2
5.000906
251,687
3,539
7,248
3,369
1,778
0,003
0,072
0,072
0,001
0,005
74,245
3,879
142,302
2.218,203
0,03
0,649
0,033
0,0005
0,0009
0,0004
0,0002
4 x 10
-7
9,3 x 10
-6
9,3 x 10
-6
1 x 10
-7
6 x 10
-7
0,01
0,0005
0,02
0,29
4 x 10
-6
1,4
1,4
1,4
2,13
1,856
2,533
1,856
2,633
2,633
2,698
5,12
2,65
1,306
2,32
1
1,4
Total 7.707,340 1,00
solid = x 62,43 = 78,92 lb/ft
3
Kapasitas bleaching tank = 7,707,340 kg/jam
= 16.991,86 lb/jam
Rate volumetric = =
= 215,3 ft
3
/jam
Volume bahan = 1 jam x 215,3 ft
3
/jam
= 215,3 ft
3
Volume ruang kosong = 25 %
= 0,25 x 215,3 ft
3
= 53,83 ft
3
VI- 3 -
Volume total = (215,3 + 53,83) ft
3
= 269,13 ft
3
6.1 Rancangan Dimensi Bleaching Tank
1. Menghitung Diameter Bleaching Tank
Diasumsikan Ls = 1,5 . di
Vt = V
1
(tutup bawah) + V
2
(silinder) + V
3
(tutup atas)
Vt = + x Ls + 0,0847 . di
3
269,13 = + x Ls + 0,0847 . di
3
di
3
= 201,18
di
3
= 5,86 ft = 70,32 in
2. Menghitung Volume Liquid Dalam Shell
Produk Na-lignate = . . di
2
. (1,5) . di
= x x (5,86)2 x (1,5) x (5,86)
= 236,95 ft
3
3. Menghitung Tinggi Liquid Dalam Shell
V liquid dalam shell = V tutup bawah + V liquida dalam silinder
V liquid = +
236,95 = +
Lls = 8,23 ft
VI- 4 -
Tinggi tutup bawah (hb) = =
= 1,69 ft
H liquida = Lls + hb
= 8,23 + 1,69 = 9,92 ft
4. Menentukan P design (Pi)
Tekanan hidrostatik (Ph) =
=
= 4,89 lb/ft
2
= 0,034 psi
P operasi = 1 atm
P design = 0,034 + 14,7 = 14,734 psig
5. Menentukan Tebal Silinder (ts)
ts = + C
ts = +
= 0,097 in 3/16 in
Standardisasi do :
Do = di + 2 ts
= 70,32 + 2 . (3/16)
= 70,695 in
VI- 5 -
Pendekatan do = 66 in (Brownell & Young,tabel 5.7 hal 90)
di = do 2 . ts
= 66 2 . (3/16) = 65,63 in = 5,47 ft
Cek hubungan di dan Ls :
V
T
= x + x di
2
x Ls + 0,0847 di
3
269,13 = x + x 5,47
2
x Ls + 0,0847 (5,47)
3
Ls = 10,34 ft
=
= 1,73 > 1,5 yang digunakan
6. Menentukan Tinggi Silinder (Ls)
Ls = 1,5 x di
= 1,5 x 65,63 = 98,45 in = 8,2 ft
Menentukan Dimensi Tutup
1. Menentukan tebal tutup atas berbentuk standard dishead
r = 72 (Brownell & Young,tabel 5.7 hal 91)
icr = 4
3
/
8
(Brownell & Young,tabel 5.7 hal 91)
sf = 3 (Brownell & Young,tabel 5.7 hal 88)
Rumus :
tha = + C (Brownell & Young,pers 13.12 hal 258)
VI- 6 -
= +
= 0,120 in 3/16 in
Tinggi tutup atas (ha) :
a =
= in = 32,815 in
AB = a icr
= (32,815 4
3
/
8
) in
= 28,44 in
BC = r icr
= (72 4 3/8) in
= 67,625 in
AC =
=
= 61,354 in
b = r AC
= (72 61,354) in
= 10,646 in
ha = tha + b + sf
= (3/16 + 10,646 + 3 ) in
= 14,334 in
2. Menentukan Tebal Tutup Bawah
Tebal tutup bawah (thb) berbentuk conical dengan = 120
o
:
thb = + C, dimana de = di
VI- 7 -
= +
= 0,127 in 3/16 in
Dari Brownell & Young, tabel 5.6 hal 88, untuk ts = 3/16 in, maka sf = 1,5 2
Diambil sf = 2 in
b =
=
= 18,946 in
hb = b + sf
= (18,946 + 2) in
= 20,946 in
Dari perhitungan diatas, maka diperoleh dimensi bleaching tank sebagai berikut :
- do = 72 in - tha = 3/16 in
- di = 65,63 in - ha = 14,334 in
- Ls = 98,5 in - thb = 3/16 in
- ts = 3/16 - hb = 20,946 in
- Tinggi bleaching tank = tinggi (tutup bawah + silinder + tutup atas)
= hb + Ls + ha
= (20,946 + 98,45 + 14,334) in
= 133,73 in = 11,144 ft
6.2 Perhitungan Dimensi Pengaduk
Perencanaan pengaduk :
Jenis pengaduk : Axial Turbin 6 blades sudut 45
0
(G.G. Brown hal.507)
Bahan impeller : High Alloy Steel SA 240 Grade M Type 316
VI- 8 -
Bahan poros pengaduk : Hot Roller SAE 1020
Dari G.G Brown hal 507, diperoleh data-data sebagai berikut :
= 2,4 3,0
= 0,75 1,3
= 2,7 3,9
= 0,17
Dimana :
Dt = diameter dalam dari silinder
Di = diameter impeller
Zi = tinggi impeller dari dasar tangki
Zl = tinggi liquid dalam silinder
W = lebar baffle (daun) impeller
a. Menentukan diameter impeller
= 3
Di =
Di =
= 21,88 in = 1,823 ft
b. Menentukan tinggi impeller dari dasar tangki
= 1
Zi = 1 Di
= 1 x (21,88 in)
VI- 9 -
= 21,88 in = 1,823 ft
c. Menentukan panjang impeller
= (Geankoplis, tabel 3.4-1 hal 144)
L = . Di
L = x (21,88 in)
= 5,47 in
d. Menentukan lebar impeller
= 0,17
W = 0,17 . Di
W = 0,17 x (21,88 in)
= 3,72 in
e. Menentukan tebal blades
=
J = . Dt
J = x 65,63 in
= 5,469 in
f. Menentukan jumlah pengaduk
n =
=
= 1,49 buah 2 buah
VI- 10 -
Perhitungan Daya Pengaduk
P =
Dimana :
P = daya pengaduk
= power number
= densitas bahan = 78,92 lb/ft
3
Di = diameter impeller = 21,88 in = 1,823 ft
gc = 32,2 lb.ft/det
2
.lbf
n = putaran pengaduk,ditetapkan n = 120 rpm = 2 rps
(Perry, edisi 6, hal 19-6)
Menghitung bilangan Reynold (N
Re
) :
N
Re
= (Geankoplis, pers 3.4-1 hal 144)
Dengan bahan = 0,000914 lb/ft.menit
N
Re
=
= 573.910,56
Dari Mc. Cabe II hal 47 diketahui aliran liquid adalah turbulen (N
Re
> 4000)
Dari G.G. Brown fig 4.77 hal 507 diperoleh
P = = 276,35 ft/det
= 276,35 / 550
= 0,502 hp 1 hp
VI- 11 -
- Daya untuk 2 pengaduk = 2 x 1hp = 2 hp
- Gain losses (kebocoran daya pada poros dan bearing) diperkirakan 10 % daya masuk
- Transmission system losses (kebocoran belt atau gear) diperkirakan 20 % daya masuk
Perhitungan losses masuk :
Gland losses (kebocoran tenaga akibat poros dan bearing) = 10 % (Joshi : 399)
Gland losses 10 % = 10 % x 2 = 0,2 hp
Power input dengan gland losses = 2 + 0,2 = 2,2 hp
Transmission system losses = 20 % (Joshi : 399)
Transimission system losses 20 % = 20 % x 2,2 = 0,44 hp
Power input dengan transmission system losses = 2,2 + 0,44 = 2,64 hp
Digunakan power motor = 3 hp
Perhitungan Proses Pengaduk
1. Diameter poros
T = (Hesse, pers 16-1, hal 465)
Dimana :
T = moment punter (lb.in) = (Hesse, hal 469)
H = daya motor pada poros = 2 hp
N = putaran pengaduk = 120 rpm
Sehingga :
T =
= 1.575,625 lb.in
Dari hesse, table 16-1 hal 457, untuk bahan Hot Rolled Steel SAE 1020, mengandung
karbon 20 % dengan batas 36.000 lb/in
2
VI- 12 -
S = maksimum design shering stress yang diijinkan (lb/in
2
)
S = 20 % x 36.000 lb/in
2
(Hesse, tabel 16-1, hal 457)
= 7.200 lb/in
2
Maka didapatkan diameter poros pengaduk (D) :
D =
D =
= 1,03 in 1 in
2. Panjang poros
Rumus :
L = h + l Zi
Dimana :
L = panjang poros (ft)
Zi = jarak impeller dari dasar tangki = 1,823 ft
l = panjang poros diatas bejana tangki = 1 ft
h = tinggi silinder + tinggi tutup atas
= (98,45 + 14,334) in
= 112,784 in = 9,399 ft
Jadi panjang poros pengaduk :
L = (9,399 + l) 1.823
= 8,576 ft = 102,912 in
VI- 13 -
Kesimpulan dimensi pengaduk :
Type : axial turbin 6 blades sudut 45
0
angle
Di : diameter impeller = 21,88 in = 1,823 ft
Zi : tinggi impeller dari dasar bejana = 21,88 in = 1,823 ft
W : lebar impeller = 3,72 in
L : panjang impeller = 5,47 in
J : tebal blades = 5,469 in
n : jumlah pengaduk = 2
Daya : 3 hp
Diameter poros : 1,03 in
Panjang poros : 102,912 in
6.3 Perhitungan Nozzle
Perencanaan :
Nozzle pada tutup atas standard dishead
- Nozzle untuk pemasukan larutan campuran pulp
Nozzle untuk silinder reaktor
- Nozzle untuk menhole
- Nozzle untuk pemasukan gas chlorine
Nozzle pada tutup bawah conical
- Nozzle untuk pengeluaran produk
DASAR PERHITUNGAN
a. Nozzle pemasukan larutan campuran pulp
Rate umpan masuk = 7.707,310 kg/jam = 16.991,799 lb/jam
VI- 14 -
Densitas umpan = 81,278 lb/ft
3
Perhitungan :
Rate volumetric (Q) =
=
= 209,058 ft
3
/jam
= 0,058 ft
3
/det
Di optimum = 3,9 . (Q)
0,45
. ()
0,13
(Peter & Timmerhaus, hal 496)
= 3,9 x (0,058)
0,45
x (81,278)
0,13
= 1,918 in
Dari Geankoplis, App A.5 hal 892, maka dipilih pipa 2 in NPS Sch 40 dengan ukuran:
ID = 2,067 in
OD = 2,375 in
A = 0,02330 ft
2
b. Nozzle pengeluaran produk
Rate produk keluar = 7.703,817 kg/jam = 16.984,098 lb/jam
Densitas produk = 79,27 lb/ft
3
Perhitungan :
Rate volumetric (Q) =
=
= 214,26 ft
3
/jam = 0,06 ft
3
/det
VI- 15 -
Di optimum = 3,9 . (Q)
0,45
. ()
0,13
(Peter & Timmerhaus, hal 498)
= 3,9 x (0,06)
0,45
x (79,27)
0,13
= 1,941 in
Dari Geankoplis, App A.5 hal 892, maka dipilih pipa 2 in NPS Sch 40 dengan ukuran :
ID = 2,067 in
OD = 2,375 in
A = 0,02330 ft
2
c. Nozzle untuk menhole
Lubang manhole dibuat berdasarkan standard yaitu : 20 in (Brownell & Young Fig 3.15 hal
51 dengan data item 3,4,5 hal 251)
Berdasarkan fig 12.2 Brownell & Young hal 221, didapatka dimensi pipa :
Ukuran Pipa Normal (NPS) : 20 in
Diameter luar pipa : 27 in
Ketebalan flange minimum (T) : 1 11/6 in
Diameter bagian lubang menonjol (R) : 23 in
Diameter hubungan pada alas (E) : 22 in
Diameter hubungan pada titik pengelasan (K) : 20 in
Panjang julukan (L) : 5 11/16 in
Diameter dalam flange (B) : 19,25 in
Jumlah lubang baut : 20 buah
Diameter baut : 1 1/8 in
d. Nozzle pengeluaran produk
Rate chlorine masuk = 0,03 kg/jam = 0,066 lb/jam
VI- 16 -
Densitas produk = 0,0482 lb/ft
3
Perhitungan :
Rate volumetric (Q) =
=
= 1,37 ft
3
/jam
= 0,00038 ft
3
/det
Di optimum = 3,9 . (Q)
0,45
. ()
0,13
(Peter & Timmerhaus, hal 498)
= 3,9 x (0,00038)
0,45
x (0,0482)
0,13
= 0,075 in
Dari Geankoplis, App A.5 hal 892, maka dipilih pipa in NPS Sch 40 dengan ukuran :
ID = 0,622 in
OD = 0,840 in
A = 0,00211 ft
2
Dari Brownell & Young table 12.2 hal 221 diperoleh dimensi flange untuk semua nozzle,
dipilih flange standar type welding neck dengan dimensi nozzle sebagai berikut :
- Nozzle A = nozzle untuk pemasukan larutan campuran pulp
- Nozzle B = nozzle untuk pengeluaran produk
- Nozzle C = nozzle untuk manhole
- Nozzle D = nozzle untuk pemasukan gas chlorine
- NPS = ukuran pipa nominal (in)
- A = diameter luar
- T = ketebalan flange minimum (in)
VI- 17 -
- R = diameter luar bagian yang menonjol (in)
- E = diameter hubungan atas (in)
- K = diameter hubungan pada titik pengelasan (in)
- L = panjang julukan (in)
- B = diameter dalam flange (in)
Nozzle NPS A T R E K L B
A 2 6 3 5/8 3 1/16 2,38 2 2,07
B 2 6 3 5/8 3 1/16 2,38 2 2,07
C 20 27 1 11/16 23 22 20 5 11/16 19,25
D 0,5 3 7/16 1 3/8 1 3/16 0,84 1 7/6 0,62
6.4 Perhitungan Sparger
Data perancangan :
Asumsi susunan lubang spray berbentuk segitiga
Diameter lubang spray = 5 in (Perry 6
ed
, hal 18-61)
Superficial velocity gas = 0,02 ft/det
Luas sparger = 7,1355 in2
Rate gas = 0,03022 kg/jam
= 0,03022 x = 0,07 lb/jam
chlorine (liquid) = 15,6 lb/ft
3
Rate volumetric (Q) =
Jarak antara lubang (P
T
) = 1
Luas satu segitiga = . (P
T
. sin 60
0
) . P
T
= x (1 x 0,87) x 1
= 0,44 in
2
VI- 18 -
Jumlah segitiga =
=
= 15,9 buah 16 buah
6.5 Sambungan Tutup (Head) Dengan Dinding Bleaching Tank
Bagian tutup dan bagian shell bleaching tank dihubungkan secara flange dan bolting untuk
mempermudah perbaikan dan perawatan bleaching tank.
1. Flange
Dari Brownell & Young, App D-4 hal 342, didapatkan :
Bahan konstruksi : High Alloy Steel SA 240 Grade M Type 316
Tensile strength minimum : 75.000 psia
Allowable stress (f) : 18.750
Type flange : Ring Flange Loose Type
2. Bolting
Dari Brownell & Young, App D-4 hal 344, didapatkan :
Bahan konstruksi : High Alloy Steel SA 193 Grade B8c Type 347
Tensile strength minimum : 75.000 psia
Allowable stress (f) : 15.000
3. Gasket
Dari Brownell & Young, Fig 12.11 hal 228, didapatkan :
Bahan konstruksi : Flange metal, jacketed, asbestos filled, stainless
steel
VI- 19 -
Gasket factor (m) : 3,75
Minimum design seating stress (y) : 9000 psia
6.5.1 Perhitungan Tebal Gasket
Dari Brownell & Young pers 12.2 hal 226 :
=
Dimana :
- do = diameter luar gasket
- di = diameter dalam gasket
- y = yield stress (9000 psia)
- p = internal pressure (14,7 psia)
- m = gasket factor (3,75)
Diketahui gasket = do shell = 72 in = 6 in
Maka didapatkan :
=
= 1,001
do = 6,005 ft = 72,059 in
Lebar gasket minimum =
=
= 0,03 in 3/16 in
Diameter gasket (n) = 3/16 in = 0,0188 in
VI- 20 -
Diameter rata-rata gasket (G) = di + n
= (72 + 0,188) in
= 72,188 in = 6,016 ft
6.5.2 Perhitungan Jumlah dan Ukuran Baut (Bolting)
A. Perhitungan Beban Baut
- Beban gasket supaya tidak bocor (H
y
) :
W
m2
= H
y
= . b . G . y (Brownell & Young, pers 12.88 hal 240)
- Lebar setting gasket bawah (bo) :
bo = = = 0,094 in
- Sehingga didapatkan Hy :
H
y
= W
m2
= . 0,094 x 72,059 x 9000
= 191.420,41 lb
- Beban baut agar tidak bocor (Hp) :
Hp = 2 . . b . G . m . p (Brownell & Young, pers 12.90 hal 240)
= 2 x x 0,094 x 72,059 x 3,75 x 14,7
= 2.344,9 lb
- Beban karena tekanan dalam (H) :
H = . G
2
. p (Brownell & Young, pers 12.89 hal 240)
= x 72,059
2
x 14,7
= 59.918,848 lb
VI- 21 -
- Total berat beban pada kondisi operasi (W
m1
) :
W
m1
= H + Hp (Brownell & Young, pers 12.91 hal 240)
= (59.918,848 + 2.344,9) lb
= 62.263,748 lb
Karena W
m2
> W
m1
, maka yang mengontrol adalah W
m2
B. Perhitungan Luas Minimal Bolting Area
Dari Brownell & Young, pers 12.93 hal 240 :
A
m2
=
=
= 12,76 m
2
C. Perhitungan Bolting Minimum
Dari Brownell & Young, table 10.4 hal 188 :
- Ukuran baut : 1,25 in
- Root area : 0,89 in
2
Maka jumlah bolting optimum =
=
= 14,337 15 buah
Dari brownell & Young, table 10.4 hal 188 :
- Bolt spacing distance preference (Bs) : 3 in
- Minimum radial distance (R) : 1,75 in
- Edga distance (E) : 1,25 in
- Bolting circle diameter (C) :
C = ID shell + 2 . (14,5 . go + R)
VI- 22 -
Dimana :
ID shell = 65,63 in
go = tebal shell (ts) = 3/16 in
Maka bolting circle diameter (C) :
C = 65,63 in + 2 [(14,5 x 0,1875 in) + 2,5 in]
= 76,068 in
- Diameter luar flange :
OD = C + 2 . E
= 76,068 + (2 x 1,25)
= 78,568 in
- Cek lebar gasket :
Ab actual = jumlah baut + root area
= 15 x 0,89
= 13,35 in
2
- Lebar gasket minimum :
L = Ab actual x
L = 13,35 x
= 0,049 in
Karena L < 1,25 in, jadi perhitungan bolting optimum memenuhi.
D. Perhitungan Moment
Dari Brownell & Young, pers 12.94 hal 242 untuk keadaan bolting up (tanpa tekanan uap
dalam).
VI- 23 -
W = . fa
= x 15.000
= 195.825 lb
h
g
= (Brownell & Young, pers 12.101 hal 242)
= = 2,005 in
Momet flange (Ma) :
Ma = W . h
G
(Brownell & Young hal 243)
= 195.825 x 2,005 in
= 392.629,748 in
Dalam keadaan operasi :
W = W
m1
= 62.263,748 lb (Brownell & Young, pers 12.95 hal 243)
Hidrastic and force pada daerah dalam flange (H
D
) :
H
D
= 0,785 . B
2
. p (Brownell & Young, pers 12.96 hal 243)
Dimana :
- B : OD shell bleaching tank = 72 in
- p : tekanan operasi = 14,7 lb/in
2
Maka :
H
D
= 0,785 x (72 in)
2
x (14,7 lb/in
2
)
= 59.820,768 lb
Jarak radial bolt circle pada aksi (h
D
) :
VI- 24 -
H
D
= (Brownell & Young, pers 12.100 hal 243)
=
= 2,034 in
Moment M
D
:
M
D
= H
D
x h
D
(Brownell & Young, pers 12.96 hal 242)
= 59.820,768 x 2,034 in
= 121.675,442 lb.in
H
G
= W H = W
m1
H (Brownell & Young, pers 12.98 hal 242)
= 62.263,748 lb 59.918,848 lb
= 2.344,9 lb
Moment MG :
M
G
= H
G
x h
G
(Brownell & Young, pers 12.98 hal 242)
= 2.344,9 lb x 2,005 in
= 4.701,525 lb.in
H
T
= H H
D
(Brownell & Young, pers 12.97 hal 242)
= (59.918,848 59.820,768) lb
= 98,08 lb
h
T
= (Brownell & Young, pers 12.102 hal 244)
=
= 2,02 in
Moment MT :
VI- 25 -
M
T
= H
T
x h
T
(Brownell & Young, pers 12.97 hal 242)
= 98,08 lb x 2,02 in
= 198,122 lb.in
Moment total pada keadaan operasi (Mo) :
Mo = M
D
+ M
G
+ M
T
= (121.675,442 + 4.701,525 + 198,122) lb.in
= 126.575,089 lb.in
Ma = 392.629,125 lb.in
Karena Ma > Mo, maka m
max
= Ma = 392.629,125 lb.in
6.5.3 Perhitungan Tebal Flange
Rumus :
f
T
= (Brownell & Young, pers 12.85 hal 239)
Sehingga didapatkan rumus :
f
T
=
Dimana :
k
=
A = diameter luar flange
= 78,568 in = 6,547 ft
B = diameter dalam flange
= 72 in = 6 ft
VI- 26 -
f = stress yang diijinkan untuk bahan flange
= 18.750 psia
Maka :
k =
=
= 1,091
Dari Brownell & Young fig 12.22 hal 238 didapatkan :
- Y = 22
- M = 392.629,125 lb.in
Sehingga tebal flange :
t =
= 2,530 in = 0,211 ft
Kesimpulan Perancangan :
1. Flange
Bahan konstruksi : High Alloy Steel SA 240 Grade M Type 316
Tensile strength minimum : 75.000 psia
Allowable stress : 18.750
Tebal flange : 2,530 in
Diameter dalam (Di) flange : 72 in
Diameter luar (Do) flange : 78,568 in
Type flange : Ring Flange Loose Type
VI- 27 -
2. Bolting
Bahan konstruksi : High Alloy Steel SA 193 Grade B8c Type 347
Tensile strength minimum : 75.000 psia
Ukuran baut : 1,25 in
Jumlah baut : 15 buah
Allowable stress : 15.000
3. Gasket
Bahan konstruksi : Asbestos Filled
Gasket factor (m) : 3,75
Min design seating stress (y) : 9.000 psia
Tebal gasket (n) : 3/16 in
6.6 Perhitungan Sistem Penyangga
Sistem penyangga dirancang untuk menyangga beban bleaching tank dan perlengkapannya.
Beban-beban yang ditahan oleh penyangga bleaching tank meliputi :
- Berat shell bleaching tank
- Berat tutup atas standard dishead
- Berat tutup bawah bleaching tank
- Berat liquid dalam bleaching tank
- Berat pengaduk dan perlengkapannya
- Berat attachment
VI- 28 -
DASAR PERHITUNGAN :
Berat Shell Bleaching Tank
Rumus :
Ws = . (do
2
di
2
) . H .
Dimana :
- Ws = berat shell bleaching tank (lb)
- Do = diameter luar shell
= 72 in = 6 ft
- di = diameter dalam shell
= 65,63 in = 5,469 ft
- H = tinggi shell bleaching tank (Ls)
= 98,45 in = 8,204 ft
- = densitas dari bahan konstruksi
= 489 lb/ft
3
(Perry, 6
ed
, table 3-118 hal 3-95, stell cold drawn)
Maka berat shell bleaching tank :
Ws = x [(6 ft)
2
(5,469 ft)
2
] x 8,204 ft
2
x 489 lb/ft
3
= 19.178,924 lb
= 8.699,368 kg
Berat Tutup Atas Standard Dishead
Rumus :
W
d
= A . t .
A = 6,28 x L x h
VI- 29 -
Dimana :
- W
d
= berat tutup atas bleaching tank (lb)
- A = luas tutup atas standard dishead (ft
2
)
- t = tebal tutup atas (tha)
= 3/16 in = 0,188 in
- = densitas dari bahan konstruksi
= 489 lb/ft
3
(Perry, 6
ed
, table 3-118 hal 3-95, stell cold drawn)
- L = crown radius (r)
= 72 in = 6 ft
- h = tinggi tutup atas bleaching tank (ha)
= 14,334 in
Luas tutup atas :
A = 6,28 x 72 in x 14,334 in
= 6.481,261 in
2
= 45,009 ft
2
Berat tutup atas :
W
d
= 45,009 ft
2
x (0,188/12) ft x 489 lb/ft
3
= 344,814 lb
= 156,404 kg
Berat Tutup Bawah Conical
Rumus :
W
d
= A . t .
A = 0,785 . (D + m) . + 0,78 d
2
(Hesse, pers 14-16 hal 92)
VI- 30 -
Dimana :
- W
d
= berat tutup bawah bleaching tank (lb)
- A = luas tutup bawah standard dishead (ft
2
)
- t = tebal tutup bawah (thb)
= 3/16 in = 0,188 in
- = densitas dari bahan konstruksi
= 489 lb/ft
3
(Perry, 6
ed
, table 3-118 hal 3-95, stell cold drawn)
- D = diameter dalam silinder
= 65,63 in = 5,469 ft
- h = tinggi tutup bawah bleaching tank (hb)
= 20,946 in = 1,746 ft
- m = flat spot diameter
= . D = x (65,63 in)
= 32,815 in = 2,735 ft
Luas tutup bawah :
A = [0,785 x (5,469 + 2,735) x + 0,78 x (5,469)
2
= 48,212 ft
2
= 6.942,528 in
2
Berat tutup bawah :
Wd = 48,212 ft
2
x (0,188/12) ft x 489 lb/ft
3
= 369,352 lb = 167,534 kg
VI- 31 -
Berat Liquid Dalam Bleaching Tank
Rumus :
W
1
= m . t
Dimana :
- m = berat larutan dalam bleaching tank
= 7.707,340 kg/jam = 16.991,86 lb/jam
- t = waktu tinggal dalam bleaching tank = 1 jam
Maka :
W
1
= 16.991,86 lb/jam x 1 jam
= 16.991,86 lb = 7.707,340 kg
Berat Poros Pengaduk Dalam Bleaching Tank
Rumus :
W
p
= V.
V = . D
2
. L
Dimana :
- W
p
= berat poros pengaduk dalam bleaching tank (lb)
- V = volume poros pengaduk (ft
3
)
- = densitas dari bahan konstruksi
= 489 lb/ft
3
(Perry, 6
ed
, table 3-118 hal 3-95, stell cold drawn)
- D = diameter poros pengaduk
= 0,91 in = 0,0758 ft
- L = panjang poros pengaduk
= 102,912 in = 8,576 ft
VI- 32 -
Volume poros pengaduk :
V = x (0,0758 ft)
2
x 8,576 ft
= 0,0387 ft
3
Berat poros pengaduk :
W
p
= 0,0387 ft
3
x 489 lb/ft
3
= 18,92 lb = 8,582 kg
Berat Impeller Dalam Bleaching Tank
Rumus :
W
i
= V .
V = 4 . (p . l . t)
p =
Dimana :
- W
i
= berat impeller dalam bleaching tank (lb)
- V = volume total dari blades (ft
3
)
- = densitas dari bahan konstruksi
= 489 lb/ft
3
(Perry, 6
ed
, table 3-118 hal 3-95, stell cold drawn)
- p = panjang 1 kupingan blade (ft)
- l = lebar 1 kupingan blade
= 3,72 in = 0,31 ft
- t = tebal 1 kupingan blade
= 5,469 in = 0,456 ft
VI- 33 -
- Di = diameter pengaduk
= 21,88 in = 1,823 ft
Volume impeller pengaduk :
p =
= = 0,912 ft
V = 4 x 0,912 ft x 0,31 ft x 0,456 ft
= 0,516 ft
3
Berat impeller pengaduk :
Wi = 0,516 ft
3
x 489 lb/ft
3
= 252,324 lb = 114,452 kg
Berat Attachment
Berat attachment merupakan berat dari seluruh perlengkapan seperti nozzle dan sebagainya.
Dari Brownell & Young, hal 157 :
W
a
= 18 % x W
s
Dimana :
- W
a
= berat attachment (lb)
- Ws = berat shell bleaching tank
= 19.178,924 lb = 8.699,368 kg
Sehingga :
W
a
= 0,18 x 19.178,924 lb
= 3.452,21 lb = 1.565,89 kg
VI- 34 -
Berat total penyangga :
W
T
= W
s
+ W
d
(tutup atas) + W
d
(tutup bawah) + W
1
+ W
p
+ W
i
+ W
a
= (8.699,368 + 156,404 + 167,534 + 7.707,340 + 8,582 + 114,452 + 1.565,89) kg
= 18.419,57 kg = 40.608,4 lb
Dengan factor keamanan adalah 10 %, maka berat total beban penyangga :
= 1,1 x 40.608,4 lb
= 44.669,24 lb = 20.261,21 kg
6.7 Perhitungan Kolom Penyangga Bleaching Tank (leg)
Perencanaan :
- Menggunakan 4 buah kolom penyangga (kaki penahan)
- Jenis kolom yang digunakan : 1 beam
DASAR PERHITUNGAN
A. Beban Tiap Kolom
Rumus :
P = + (Brownell & Young, pers 10.76 hal 197)
Dimana :
- P = beban tiap kolom (lb)
- P
w
= total beban permukaan karena angina (lb)
- H = tinggi vessel dari pondasi (ft)
- L = jarak antara vessel dengan dasar pondasi (ft)
- D
bc
= diameter anchor bolt circle (ft)
- n = jumlah support
- W = berat total (lb)
VI- 35 -
- P = beban kompresi total maksimum untuk tiap leg (lb)
Bleaching tank diletakkan didalam ruangan, sehingga tidak dipengaruhi adanya tekanan
angina (beban tekanan angina tidak dikontrol).
Maka berlaku rumus :
Pw = 0
P = = = 11.167,31 lb
Direncanakan :
- Jarak kolom penyangga dari tanah (L) = 5 ft
- Tinggi silinder (H) = 133,73 in = 11,144 ft
- Panjang penyangga = x (H + L)
= x (11,144 + 5) ft
= 8,072 ft = 96,864 in
Jadi tinggi penyangga (leg) = 8,072 ft = 96,864 in
B. Trial Ukuran I-beam
Trial ukuran I-beam 3 ukuran 3 x 2 3/8 dengan pemasangan memakai beban eksentrik
(terhadap sumbu).
Dari Brownell & Young, App G-3 hal 355, didapatkan :
- Nominal size = 3 in
- Berat = 5,7 lb
- Area of section (Ay) = 1,64 in
2
- Depth of beam (h) = 3 in
- Width of flange (b) = 2,33 in
VI- 36 -
- Axis (r) = 1,23 in
Analisa terhadap sumbu Y-Y :
Dengan :
= = 78,751
Karena L/r antara 60-200, maka :
fc aman =
=
=13.387,478 psia
fc aman =
A =
=
= 0,83 in2 1,64 in2 (memadai)
Karena A yang dibutuhkan < A yang tersedia, maka I beam dengan ukuran 3 ;
3 x 2 3/8; 5,7 lb memenuhi.
Kesimpulan perancangan penyangga (leg) :
- Ukuran I beam = 3 in, 3 x 2 3/8
- Berat = 5,7 lb
- Jumlah penyangga = 4 buah
- Peletakan dengan beban eksentrik
VI- 37 -
C. Base Plate
Base plate merupakan alas atau telapak dari kolom yang akan dilas dengan base plate.
Perencanaan :
- Dibuat base plate dengan toleransi panjang adalah 5 % dan toleransi lebar 20 %
- Digunakan besi cor sebagai bahan konstruksi dari base plate (Hesse, hal 163)
DASAR PERHITUNGAN
Luas Base Plate
Rumus :
A
bp
=
Dimana :
- A
bp
= luas base plate (in
2
)
- P = beban dari tiap-tiap base plate = beban tiap-tiap kolom = 11.167,31 lb
- f
bp
= stress yang diterima oleh pondasi (bearing capacity) yang terbuat dari beban =
600 lb/in
2
Sehingga :
A
bp
=
= 18,612 in
2
Panjang dan Lebar Base Plate
Rumus :
A
bp
= p . l
VI- 38 -
Dimana :
- A
bp
= luas base plate (in
2
)
= 18,612 in
2
- p = panjang base plate (in)
= 2m + 0,95h
- l = lebar base plate (in)
= 2n + 0,8b
Asumsi: m = n
b = 3 in
h = 5 in
Maka :
A
bp
= (2m + 0,95h) x (2n + 0,8b)
18,612 = [2m + (0,95 x 5)] x [2n + (0,8 x 3)]
18,612 = (2m + 4,75) x (2m + 2,4)
18,612 = 4m
2
+ 4,8m + 9,5m + 11,4
18,612 = 4m
2
+ 14,3m + 11,4
0 = 4m
2
+ 14,3m 7,212
Dengan menggunakan rumus abc didapatkan :
m
1,2
=
m
1
= 0,448
m
2
= -3,211
Diambil m = m
1
= 0,448
VI- 39 -
Sehingga :
- Panjang base plate (p) = 2m + 0,95h
= (2 x 0,448) + (0,95 x 5)
= 5,646 in 6 in
- Lebar base plate (l) = 2n + 0,8b
= (2 x 0,448) + (0,8 x 3)
= 3,29 in 4 in
Dari perhitungan didapatkan paanjang base plate 6 in dan lebar base plate 4 in, maka
ditetapkan ukuran base plate yang digunakan adalah 6 x 4 in dengan luas (A) = 24 in
2
Peninjauan Terhadap Bearing Capacity
Rumus :
f =
Dimana :
- f = bearing capacity (lb/in
2
)
- P = beban tiap kolom
= 11.167,31 lb
- A = luas base plate = 24 in
2
Maka :
f =
= 465,31 lb/in
2
< 600 lb/in
2
Karena f < f
bp
, maka dimensi base plate sudah memenuhi.
VI- 40 -
Peninjauan Terhadap Harga m Dan n
- Panjang base plate (p)
p = 2m + 0,95h
6 = 2m + (0,95 x 5)
m = 0,625
- Lebar base plate (l)
L = 2n + 0,8b
4 = (2n + (0,8 x 3)
n = 0,8
Karena harga n > m, maka tebal base plate dihitung berdasarkan harga n.
Tebal base plate
Rumus :
t = (Hesse, pers 7-12 hal 163)
Dimana :
- t = tebal base plate
- P = actual unit pressure yang terjadi pada base plate = 2.791,83 lb
- m = 0,8 in
Tebal base plate :
t =
= 0,518 in 1 in
Ukuran Baut
Beban tiap baut :
P baut =
VI- 41 -
=
= 2.791,83 lb
A baut =
= 0,186 in
2
A baut = . . db
2
0,186 = . . db
2
db
2
= 0,487 in 0,5 in
Dari Brownell & Young, table 10.4 hal 188 diperoleh ukuran baut 0,5 in dengan dimensi
baut sebagai berikut :
- Ukuran baut : 0,5 in
- Root area : 0,126 in
- Bolt spacing min : 1 in
- Min radial distance : 1 3/16 in
- Edge distance : 5/8 in
- Nut dimension : 7/8 in
- Max filled radius : in
Lug dan Gusset
Perencanaan :
- Digunakan 2 buah plate horizontal (untuk lug) dan 2 buah plate vertikal (untuk
gusset)
VI- 42 -
DASAR PERHITUNGAN :
Dari gambar 10.6 hal 191, Brownell & Young :
a. Lebar Lug
A = lebar lug = ukuran baut + 9 in
= 0,5 in + 9 in
= 9,5 in
B = jarak antar gusset = ukuran baut + 8 in
= 0,5 in + 8 in
= 8,5 in
b. Lebar Gusset
L = lebar gusset = 2 . [lebar kolom (0,5 x ukuran baut)]
= 2 x [4 (0,5 x 0,5)]
= 7,5 in
Lebar lug atas = a = 0,5 . (L + ukuran baut)
= 0,5 x (7,5 + 0,5)
= 4 in
Perbandingan tebal base plate
=
= = 1,13
Dari table 10.6 hal 192, Brownell didapatkan
1
= 0,425
e = 0,5 x nut dimension
= 0,5 x 7/8 in
= 0,4375 in
VI- 43 -
Tebal Plate Horizontal
Menentukan maksimum bending moment sepanjang sumbu radial.
Rumus :
My = .
Dimana :
P = beban tiap baut
= 2.791,83 lb
= poisson ratio
= 0,3 (untuk baja)
L = panjang horizontal plate bawah
= 7,5 in
e = radius
= 0,4375 in
Sehingga :
My = x
= 818,579 lb
thp =
=
= 0,64 in
Maka digunakan plate dengan tebal 0,64 in
VI- 44 -
Tebal Plate Vertical (Gusset)
Dari Brownell & Young fig 10.6 hal 191 dan pers 10.47 hal 194 diperoleh tebal gusset
minimal :
tg = x thp
= x 0,64 in
= 0,24 in
Tinggi Gusset
Tinggi gusset = hg = A + ukuran baut
= (9,5 + 0,5) in
= 10 in
Tinggi Lug
Tinggi lug = hg + 2 thp
= [10 + (2 x 0,64)] in
= 11,28 in
Kesimpulan perancangan lug dan gusset :
Lug
- Lebar = 9,5 in
- Tinggi = 11,28 in
- Tebal = 0,64 in
Gusset
- Lebar = 7,5 in
- Tinggi = 10 in
- Tebal = 0,24 in
VI- 45 -
6.8 Perhitungan Pondasi
Perencanaan :
Beban total yang harus ditahan pondasi :
- Berat bleaching tank total
- Berat kolom penyangga
- Berat base plate
Ditentukan :
- Masing-masing penyanga diberi pondasi
- Spesifik untuk semua penyangga sama
DASAR PERHITUNGAN :
W = 40.608,4 lb
Beban Yang Harus Ditanggung Tiap Kolom
Rumus :
W
bp
= p . l . t .
Dimana :
- p = panjang base plate
= 6 in = 0,5 ft
- l = lebar base plate
= 4 in = 0,333 ft
- t = tebal base plate
= 1 in = 0,0833 ft
- = densitas dari bahan konstruksi
= 489 lb/ft
3
VI- 46 -
Beban yang ditanggung tiap kolom :
W
bp
= 0,5 ft x 0,333 ft x 0,0833 ft x 489 lb/ft
3
= 6,782 lb
Beban Tiap Penyangga
Rumus :
W
p
= L . A . F .
Dimana :
- L = tinggi kolom
= 11,144 ft
- A = luas kolom I-beam
= 1,64 in
2
= 0,0114 ft
2
- F = factor korosi
= 1
- = densitas dari bahan konstruksi
= 489 lb/ft
3
Beban tiap penyangga :
W
p
= 11,144 ft x 0,0114 ft2 x 1 x 489 lb/ft
3
= 62,123 lb
Beban Total
W
T
= W + W
bp
+ W
p
= 40.608,4 lb + 6,782 lb + 62,123 lb
= 40.677,31 lb
Dianggap hanya ada gaya vertical dan berat kolom itu sendiri bekerja pada pondasi, maka
ditetapkan :
VI- 47 -
- Luas tanah = 20 x 20 in
- Luas bawah = 40 x 40 in
- Tinggi = 25 in
Luas permukaan tanah rata-rata :
A =
= 800 in
2
Volume Pondasi
V = A x t
= 800 in
2
x 25 in
= 20.000 in
3
= 11,574 ft
3
Berat Pondasi
W = V x
Dimana :
= densitas semen = 144 lb/ft
3
(Perry 6
ed
, table 3-18)
Maka :
W = 11,574 ft
3
x 144 lb/ft
3
= 1.666,67 lb = 755,985 kg
Takanan Tanah
Pondasi didirikan diatas semen sand dan gravel, dengan :
- Save bearing minimum = 5 ton/ft
3
- Save bearing maksimum = 10 ton/ft
2
(Hesse, table 12-2 hal 327)
VI- 48 -
Kemampuan tekanan tanah sebesar 5 < P > 10
Kemampuan tekanan tanah sebesar :
P = 10 ton/ft
2
= 22.400 lb/ft
2
= 155,556 lb/in
2
Tekanan pada tanah :
P =
Dimana :
- W = berat beban total + berat pondasi
- A = luas bawah pondasi
= (40 x 40) in
2
= 1.600 in
2
Sehingga :
P =
= 26,465 lb/in
2
< 155,556 lb/in
2
(memenuhi).
Karena tekanan yang diberikan oleh tanah lebih kecil daripada kemampuan tanah
menahan pondasi, maka pondasi dengan ukuran (20 x 20) in luas atas dan (40 x 40) in luas
bawah dengan tinggi pondasi 25 in dapat digunakan.
Kesimpulan Spesifikasi Digester :
Nama alat : Bleaching Tank (R-130)
Fungsi : Tempat terjadinya reaksi antara campuran pulp dengan gas chlorine (Cl
2
)
Type : Mixed flow, silinder tegak dengan tutup atas berbentuk standard dishead dan
tutup bawah conical
Kondisi operasi :
VI- 49 -
Temperatur = 81
0
C = 177,8
0
F
Tekanan = 1 atm
Waktu operasi = 1 jam
Fase = Gas - liquid
Jenis proses = Batch
Dimensi alat :
a. Silinder
- Bahan : Stainless Steel SA 240 Grade M Type 316
- Diameter luar silinder : 72 in
- Diameter dalam silinder : 65,63 in
- Tinggi silinder : 98,45 in
- Tinggi tutup atas : 14,334 in
- Tinggi tutup bawah : 20,946 in
- Tebal silinder : 3/16 in
- Tebal tutup atas : 3/16 in
- Tebal tutup bawah : 3/16 in
b. Pengaduk
- Jenis pengaduk : Axial turbin dengan 6 blade sudut 45
o
- Bahan impeler : High Alloy steel SA 240 Grade M Type 316
- Bahan poros pengaduk : Hot roller Stell SAE 1020
VI- 50 -
Ukuran :
- Diameter pengaduk : 21,88 in
- Jarak pengaduk dari dasar tangki : 21,88 in
- Panjang daun pengaduk : 5,47 in
- Lebar daun pengaduk : 3,72 in
- Tebal blades : 5,469 in
- Daya yang dibutuhkan pengaduk : 3 Hp
- Panjang poros : 102,912 in
c. Nozzle
- Diameter nozzle umpan masuk (batang kapas) : 2,375 in
- Diameter nozzle larutan pemasak : 2,375 in
- Diameter nozzle pemasukan steam : in
- Diameter nozzle pengeluaran steam : in
- Diameter nozzle produk : 0,840 in
- Diameter nozzle manhole : 20 in
d. Leg support
- Jenis : I-beam
- Ukuaran penyangga : 3 x
8
3
2 in
- Wight per food (W) : 5,7 lb
VI- 51 -
- Area of section (A) : 1,64 in
2
- Depth of beam (h) : 3 in
- Width of flange (b) : 2,33 in
- Axis K
y-y
(r) : 1,23 in
- Jumlah : 4 buah
e. Flange
- Bahan : High Alloy Steel SA 240 Grade M Type 316
- Tensile Strenght Minimum : 75.000 psia
- Allowable Stress : 18.750 psia
- Tebal : 2,530 in
- Diameter luar (DO) : 78,568 in
- Type flange : Ring flange loose type
f. Base Plate
- Bahan : Cement sand & Gravel
- Ukuran atas : (20 x 20) in
- Ukuran bawah : (40 x 40) in
- Tinggi pondasi : 25 in
VI- 52 -
B
POTONGAN MEMBUJUR
DETAIL PENGADUK
3/16 in
TAMPAK SAMPING
C
D
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
A
1
4
,3
3
4
in
9
8
,4
5
in
2
0
,9
4
6
in
9
6
,8
6
4
in
7
2
in
6
5
,6
3
in
TAMPAK ATAS
0,91 in
5,47 in
3,72 in
2
1
,8
8
in
TAMPAK SAMPING
TAMPAK ATAS
0,64 in
TAMPAK DEPAN
0,24 in
TAMPAK SAMPING
DETAIL LUG DAN GUSSET
DETAIL TUTUP ATAS
32,815 in
1
6
,3
3
4
in
67,625 in
72 in
3/16 in
3
1
/2
in
DETAIL NOZZLE
A
B
E
K
L
T
R
1/16 in
1/16 in
DETAIL SPARGER
Nt = 76 Buah
DETAIL TUTUP BAWAH
65,63 in
2
0
,9
4
6
in
3/16 in
72 in
2
in
TAMPAK ATAS
TAMPAK SAMPING
6
in
24 in
4 in
NOZZLE A T R E K L B NPS
A 6 3 5/8 3 1/16 2,38 2 2,07 2
B 6 3 5/8 3 1/16 2,38 2 2,07 2
C 27 1 11/16 23 22 20 5 11/16 19,25 20
D 3 7/16 1 3/8 1 3/16 0,84 1 7/8 0,62 0,5
5
3 in
14/16 in
DETAIL FLAGE DAN BAUT
16 PONDASI CEMENTSTAND &GRAVEL
15 BASE PLATE CARBONSTEEL
14 NOZZLEPRODUK SS SA240 Grade MType 316
13 TUTUP BAWAH SS SA240 Grade MType 316
12 NOZZLESPARGER SS SA240 Grade MType 316
11 PENYANGGA CARBONSTEEL
10 PENGADUK SS SA240 Grade MType 316
9 LUG DAN GUSSET CARBONSTEEL
8 POROS PENGADUK HOTROLLERSTEELSAE 1020
7 SILINDER SS SA240 Grade MType 316
6 MANHOLE SS SA240 Grade MType 316
5 GASKET ABESTOS FILLED
4 FLAGE HAS SA240 Grade MType 316
3 BAUT HAS SA240 Grade MType 316
2 TUTUPATAS SS SA240 Grade MType 316
1 NOZZLECAMPURAN PULP SS SA240 Grade MType 316
No. KETERANGAN BAHAN
DETAIL BASE PLATE
6 in
4 in
1
0
in
TAMPAK SAMPING
JURUSANTEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS TRIBHUWANA TUNGGADEWI MALANG
PERANCANGANALAT UTAMA
BLEACHINGTANK
DIRANCANG OLEH: DOSENPEMBIMBINGI DOSEN PEMBIMBINGII
ANASTASIAWETA(2005510004)
Ir. BAMBANG POERWADI, MS
S.P.ABRINA ANGGRAINI,ST.MT
VI- 1 -
BAB VI
PERANCANGAN ALAT UTAMA
VI.A. Keterangan Alat
Nama alat : DIGESTER (Q-120)
Fungsi : Memasak kayu dengan bantuan larutan pemasak
Type : Silinder tegak, tutup atas dished dan tutup bawah conical dilengkapi sparger
Jenis : Batch process
VI.B. Kondisi Operasi
Tekanan operasi = 925 kPa = 9,13 atm (Shreves : Tabel 33,3)
Suhu operasi = 176
o
C (Shreves : Tabel 33,3)
Waktu pemasakan = 0,5 jam (Shreves : Tabel 33,3)
VI.C. Tahap Perencanaan
A. Perencanaan Bejana
1. Perencanaan Dimensi Vessel
Bahan bejana : Carbon stell SA-283 grade C
Alowwable stess (f) : 12.650 psia
Faktor korosi : Double welde but join, E = 0,8
Waktu tinggal bahan : 2 jam
Volume ruang kosong : 20 % volume tangki
Volume pengaduk + sparger : 10 % volume tangki
Jumlah : 2 buah (1 buah sebagai cadangan)
VI- 2 -
Kondisi feed masuk :
1. Batang kapas
Komponen Kg/ jam Fraksi berat (gr/ cc)
Lignin 1502,570 0,1700 1,400
Cellulose 5000,905 0,5658 1,400
SiO
2
74,245 0,0084 2,650
Pentosan 1378,829 0,1560 1,306
Abu 412,302 0,0161 2,320
H
2
O 739,795 0,0837 1,000
Total 8838,645 1,000
batang kapas = 84,5 lb/ cuft (Pasar ibu & Roliadi, 1990)
2. Larutan pemasak
Komponen Kg/ jam Fraksi berat (gr/ cc)
NaOH 2.589,723 0,0733 2,130
Na
2
S 1197,636 0,0339 1,856
Na
2
CO
3
631,963 0,0179 2,533
NaCl 0,972 0,00003 1,856
Na
2
S
2
O
3
25,659 0,0007 2,633
Na
2
S
2
O
3
25,659 0,0007 2,633
Na
2
SO
4
0,507 0,00001 2,698
Fe
2
O
3
1,924 0,0001 5,120
H
2
O 30.880,536 0,8735 1,000
Total 35.354,580 1,0000
campuran =
pi
xi
1
x 62,43 lb/ cuft
=
533 , 2
0179 , 0
856 , 1
0339 , 0
130 , 2
0733 , 0
0000 , 1
0837 , 0
320 , 2
0161 , 0
306 , 1
1560 , 0
650 , 2
0084 , 0
400 , 1
5658 , 0
400 , 1
1700 , 0
1
=
000 , 1
8735 , 0
120 , 5
0001 , 0
698 , 2
00001 , 0
633 , 2
0007 , 0
633 , 2
0007 , 0
856 , 1
00003 , 0
1
= 0,598 x 62,43 lb/ cuft = 37,32 lb/ cuft
VI- 3 -
a. Menentukan volume bejana
Volume bahan
Kapasitas = 45248,456 kg/ jam x 2,2046 = 99.754,746 lb/ jam
Rate volumetrik (Vo) =
) (
) / (
densitas
jam lb kapasitas
=
32 , 37
746 , 999754
=2672,957ft
3
/jam
Waktu reaksi = 2 jam
Volume bahan = 2 jam x 2672,957 ft
3
/ jam = 5345,914 ft
3
Direncanakan :
Jumlah reaktor yang digunakan 2 buah sehingga :
Volume total liquid =
gki jumlah
bahan volume
tan
=
1
914 , 5345
= 5345,914 ft
3
Volume ruang kosong = 20 % volume bahan
Volume pengaduk + sparger = 10 % volume bahan
Sehingga :
Volume total tangki =
% 70
total volume
=
% 70
914 , 5345
= 7637,02 ft
3
b. Menentukan dimensi tangki digester
Menentukan diameter silinder (di)
V total = V
1
+ V
2
+ V
3
= + di
2
Ls + 0,0847 di
3
Dimana :
Ls = 1,5 di
Volume total tangki = 7637,02 ft
3
/ jam
= 120
o
2
1
= 60
o
C = 1,732
VI- 4 -
Sehingga :
7637,02 ft
3
= 0,076 di
3
+ 0,0847 di
3
7637,02 ft
3
= 1,3382 di
3
di = 17,87 ft = 214,45 in
Menentukan tinggi liquid dalam silinder (Li) :
Volume liquid =
2
1
24tg
di
+
4
1
di
2
x Li
5345,914 ft
3
/ jam = 3
732 , 1 24
87 , 17 14 , 3
+
4
1
x 3,14 x (17,87)
2
Li
Li = 19,61 ft = 235,32 in
Menentukan tekanan design (Pd)
P operasi = 9,13 atm = 134,211 psi
P hidrostatik =
144
1 H
=
144
) 1 61 , 19 ( 32 , 37
= 4,823 psi
Pd = P operasi + P hidrostatik
= 134,211 + 4,823
= 139,034 psi
Menentukan tebal silinder (ts)
ts =
) 6 , 0 . ( 2
.
Pi E f
di Pi
+ C
=
))) 7 , 14 034 , 139 ( 6 , 0 ( ) 8 , 0 12560 (( 2
45 , 214 ) 7 , 14 034 , 139 (
+
16
1
=
799 , 20090
426 , 26663
+
16
1
VI- 5 -
= 1,327 +
16
1
= 1,39 x
16
16
=
16
24 , 22
1
8
3
in
Standarisasi do
Do = di + 2ts = 214,45 in + 2(1
8
3
) = 217,23 in 216 in (Brownell tabel 5.7)
do = di + 2ts = 216 2(1
8
3
) = 213,22 in
di = do 2ts = 216 2 (1
8
3
) = 213,22 in
Tinggi shell (Ls) = 1,5 di = 1,5 x 213,22 = 319,83 in
Mnentukan tebal tutup atas (tha)
R = di = 213,22 in
tha = C
Pi E f
R Pi
1 , 0 .
. . 885 , 0
=
16
1
)) 7 , 14 034 , 139 ( 1 , 0 ( ) 8 , 0 12650 (
22 , 213 ) 7 , 14 034 , 139 ( 885 , 0
= 2,32 +
16
1
= 2,383 x
16
16
=
16
128 , 38
2
8
3
in
Menentukan tinggi tutup atas
Dari Brownell tabel 5.7 hal. 90 didapatkan :
OD = 216 in
di = 213,22 in
VI- 6 -
icr = 13 in
r = 17 in
AB =
2
1
di icr =
2
22 , 213
- 13 = 93,61 in
BC = r icr = 170 13 = 157 in
b = r -
2 2
AB BC = 170 - 612 , 93 1572 43,96 in
Tinggi flage (sf) = 1,5 in
Tinggi tutup = tha + b + sf
= 2
8
3
+ 43,96 + 1,5 = 47,843 in
Menentuukan tebal tutup bawah
Tutup bawah berbentuk conical dengan sudut puncak = 120
o
C
thb = C
Pi E f
di Pi
2 1 cos ) 6 , 0 . ( 2
.
=
6
1
60 cos )) 7 , 14 034 , 139 ( 6 , 0 ( ) 8 , 0 12650 ( 2
22 , 213 ) 7 , 14 034 , 139 (
0
=
6
1
264 , 34797
495 , 26510
= 0,762 +
6
1
= 0,825 x
16
16
=
16
2 , 13
16
13
in
Menentukan tinggi tutup bawah (hb)
hb =
2 1
2 /
tg
di
=
732 , 1
) 2 / 22 , 213 (
= 61,553 in
Menentukan tinggi tangki
Tinggi tangki = tinggi shell + tinggi tutup atas + tinggi tutup bawah
= (319,83 + 47,843 + 61,553) in
VI- 7 -
= 429,226 in
Kesimpulan Perancangan :
Bahan: Carbon stell SA-283 grade C
Ukuran:
- Diameter tangki: 216 in
- Tinggi tangki: 429,226 in
- Tinggi tutup atas : 2
8
3
in
- Tebal shell :
8
3
1 in
- Tebal tutup bawah :
16
13
in
2. Perancangan Pengaduk
- Jenis pengaduk : axial turbin denagan 6 blade
- Bahan impeler : Carbon stell SA-283 grade C
- Bahan poros pengaduk : hot holler stell SAE 1020
Data dari jenis pengaduk (G.G Brown : 507) didapatkan :
= 3
= 0,87
= 1/5
Dimana :
dt = diameter dalam silinder = 213,22
di = diameter impeller
zi = jarak impeller dari dasar tangki
VI- 8 -
W = lebar daun impeller
Perhitungan Pengaduk
a. Diameter pengaduk (di)
di =
= = 71,073 in = 5,923 ft
b. Jarak pengaduk dari dasar tangki (zi)
= 0,87
zi = 0,87 x 213,22 = 185,501 in
c. Menentukan panjang daun pengaduk (l)
= = 0,25
l = 0,25 x 213,22 = 53,305 in
d. Lebar daun pengaduk (W)
=
W = 1/5 x 213,22 = 42,644 in
e. Tebal daun pengaduk (J)
= = 0,0833
J = 0,0833 x 213,22 = 17,761 in
VI- 9 -
f. Daya pengaduk (P)
- Bilangan Reynold untuk pengaduk
2
Di n
Nre (Mc. Cabe hal 242)
Dimana :
N = kecepatan putar = 100 rpm = 1,67 rps
Di = diameter pengaduk = 71,073 in = 5,923 ft
= densitas campuran = 37,32 lb/ft
3
= viskositas campuran = 0,00752 lb/ft
2
.s
Sehingga :
683 , 290752
00752 , 0
32 , 37 923 , 5 67 , 1
2
Nre 2100
gc
Di n
P
5 3
Dimana :
P = daya pengaduk
= konstanta = 1,65
n = kecepatan putar
di = diameter pengaduk
= densitas campuran
gc = 32,2ft/det
2
det / . 735 , 1850
2 , 32
923 , 5 67 , 1 32 , 37 65 , 1
3 3
ft lb P
= 1850,735/550 = 3,36 Hp
VI- 10 -
Kehilangan daya :
1. Kebocoran daya pada poros dan bearing 10% daya masuk
2. Kebocoran gear 15 % dya masuk
Maka daya yang dibutuhkan :
P loss = 25 % P = 0,25 x 3,36 = 0,84 Hp
- Daya total yang dibutuhkan pengaduk :
P total = P loss + P = 0,84 + 3,36 = 4,2 Hp
Bila effisiensi motor = 84 % (Peter & Timmerhouse fig.14-38 hal.521)
Daya motor = Hp
total P
5
84 , 0
2 , 4
84 , 0
Maka digunakan pengaduk dengan daya 5 Hp.
g. Perhitungan proses pengaduk
- Diameter poros
16
. .
3
D S
T (Hesse, pers 16-2 hal. 464)
Dimana :
T = momen punter (torque), lb.in
N
63025
(Hesse, 469)
H = day motor pada poros = 5 Hp
N = putaran pengaduk = 100 rpm
Sehingga : in lb T . 25 , 3151
100
5 63025
Bila :
S = Maksimum design bearing stress yang diijinkan, lb/in
2
digunakan bahan hot
stell SAE 1020 (mengadung 20% carbon).
S = 0,2 x 36000 = 7200 lb/in
2
VI- 11 -
Jadi :
in
S
T
poros Diameter 307 , 1
7200 14 , 3
25 , 3151 16
.
. 16
3 1
3 1
- Panjang poros
L = H + l Zi
Dimana :
L = panjang poros, in
H = tinggi tangki = 429,226 in
l = panjang poros diatas tutup atas digester = 53,305 in
Zi = jarak poros dari atas digester = 185,501 in
Maka :
L = 429,226 + 53,305 185,501 = 297,03 in
Kesimpulan Perancangan :
Diameter pengaduk : 71,073 in
Jarak pengaduk dari dasar tangki : 185,501 in
Panjang daun pengaduk : 53,305 in
Lebar daun pengaduk : 42,664 in
Tebal blades : 17,761 in
Daya yang dibutuhkan pengaduk : 5 Hp
Panjang poros : 297,03 in
VI- 12 -
3. Perencanaan Nozzle
Pada digester terdapat beberapa nozzle yang terbagi dalam tiga empat yaitu :
1. Nozzle pada tutup standart dished pada bagian atas :
- Nozzle untuk pemasukan umpan (batang kapas)
- Nozzle untuk pemasukan larytan pemasak
2. Nozzle pada silinder digester
- Nozzle untuk pemasukan steam
- Manhole
3. Nozzle pada tutup conical bagian bawah
Perhitungan :
a. Nozzle pemasukan umpan (batang kapas)
- Rate larutan umpan masuk = 8838,645 kg/ja x 2,2046 = 19485,677 lb/jam
- Densitas umpan masuk = 84,499 lb/ft
3
- Rate volumetrik umpan
) (
) / (
densitas
jam lb kapasitas
Q
det / 064 , 0 / 602 , 230
499 , 84
677 , 19485
3 3
ft jam ft
Dari Peter & Timmerhouse, pers 15 hal 494 :
Di opt
13 , 0 45 , 0
9 , 3 Q
13 , 0 45 , 0
499 , 84 064 , 0 9 , 3
in 015 , 2
Maka dipilih : pipa 2 in NPS 40 (Geankoplis App A.5, hal 892)
OD = 2,375 in
ID = 2,067 in
VI- 13 -
b. Nozzle pemasukan larutan pemasak
- Rate larutan pemasak = 35354,580 kg/jam x 2,2046 = 77942,707 lb/jam
- Densitas larutan pemasak masuk = 66,85 lb/ft
3
- Rate volumetri umpan
densitas
jam lb kapasitas
Q
/
det / 324 , 0 / 934 , 1165
85 , 66
707 , 77942
3 3
ft jam ft
Dari Peter & Timmerhouse, pers 15 hal 494 :
Di opt
13 , 0 45 , 0
9 , 3 Q
13 , 0 45 , 0
85 , 66 324 , 0 9 , 3
in 056 , 4
Maka dipilih : pipa 5 in NPS 40 (Geankoplis App A.5, hal 892)
OD = 5,563in
ID = 5,047 in
c. Nozzle pemasukan steam (sparger)
- Rate larutan pemasak = 1055,213 kg/jam x 2,2046 = 2326,323 lb/jam
- Densitas larutan pemasak masuk = 0,486 lb/ft
3
- Rate volumetri umpan
densitas
jam lb kapasitas
Q
/
det / 321 , 1 / 307 , 4757
489 , 0
323 , 2326
3 3
ft jam ft
Dari Peter & Timmerhouse, pers 15 hal 494 :
VI- 14 -
Di opt
13 , 0 45 , 0
9 , 3 Q
13 , 0 45 , 0
489 , 0 321 , 1 9 , 3
in 027 , 4
Maka dipilih : pipa 4 in NPS 40 (Geankoplis App A.5, hal 892)
OD = 4 in
ID = 4,026 in
d. Nozzle pengeluaran produk
- Rate larutan pemasak = 45248,438 kg/jam x 2,2046 = 99754,706 lb/jam
- Densitas larutan pemasak masuk = 69,57 lb/ft3
- Rate volumetri umpan
densitas
jam lb kapasitas
Q
/
det / 398 , 0 / 875 , 1433
57 , 69
706 , 99754
3 3
ft jam ft
Dari Peter & Timmerhouse, pers 15 hal 494 :
Di opt
13 , 0 45 , 0
9 , 3 Q
13 , 0 45 , 0
57 , 69 398 , 0 9 , 3
in 472 , 4
Maka dipilih : pipa 5 in NPS 40 (Geankoplis App A.5, hal 892)
OD = 5,563 in
ID = 5,047 in
VI- 15 -
e. Manhole
Diambil digester 24 in, dipilih flage standart type stell welding neck.
Dipilih flange standart type stell welding neck untuk semua nozzle, didapat
dimensi flange dari Brownell & Young tabel 12.2, hal 221 :
Nozzle NPS A T R E K L B
A 2 6
4 3
8
5
3
6
1
3
2,38
2
1
2
2,07
B 5 10
16 15
16
5
7
16
7
6
5,56
2
1
3
5,05
C 4 9
16 15
16
3
6
16
5
5
4,50 3 4,03
D 5 10
6 ` 15
16
5
7
16
7
6
5,56
2
1
3
5,05
E 24 32
8 7 1
4
1
27
8
1
26
24,00 6 23,25
Keterangan :
- Nozzle A : nozzle untuk pemasukan umpan (batang kapas)
- Nozzle B : nozzle untuk larutan pemasak
- Nozzle C : nozzle untuk pemasukan steam
- Nozzle D : nozzle untuk pengeluaran produk
- Nozzle E : manhole
- NPS : ukuran pipa nominal
4. Perhitungan Sparger
Diasumsikan : Susunan lubang spay adalah segitiga
Diameter lubang spay : 0,5 in (Perry 6ed, hal 18-61)
Luas sparger : 33,1469 in
2
VI- 16 -
Supervicial velocity gas (V) : 0,186 ft/det
Rate steam masuk = 1055,213 kg/jam x 2,2046 = 2326,323 lb/jam
Densitas steam masuk = 0,489 lb/ft
3
Rate volumetrik umpan (Q)
densitas
jam lb kapasitas /
det / 321 . 1 / 307 , 4757
489 , 0
323 , 2326
3 3
ft jam ft
Jarak antara lubang (PT) = 1
Luas satu segitiga PT PT
0
60 sin 2 1
1 87 , 0 1 2 1
2
44 , 0 in
Jumlah segitiga =
44 , 0
1469 , 33
buah buah 76 33 , 75
B. Sambungan Tutup Atas (Head) dengan Dinding Tangki
Untuk memepermudah peerbaikan dan perawatan dari digester maka tutup bejana dihubungkan
dengan stell secara system flange dan bolding.
1. Flange
2. Gasket
Bahan : flate metal jacketed, asbestos filles
Dari Brownell & Young 13.1, hal 251 diperoleh :
Gasket faktor (m) : 3,75 psia
VI- 17 -
Minimum design seating stress : 9000 psia
Tebal : 0,063 Bahan :Carbon Stell SA-283 grade C Dari Brownell
& Young 13.1, hal 251 diperoleh :
Tensile Stenght Minimum : 55.000 psia
Alowwable Stress : 12.650 psia
Type flange : Ring flange loose type
3. Botling
Bahan : High Alowy Stell SA-283 grade C
Dari Brownell & Young 13.1, hal 251 diperoleh :
Tensile Stenght Minimum : 75.000 psia
Alowwable Stress : 10.900 psia
Perhitungan Tebal Gasket
Dengan menggunakan pers.12.2 hal 226, Brownell & Young maka :
1 m p y
pm y
di
do
Dimana :
do = diameter luar gasket
di = diameter dalam gasket
p = internal pressure (134,211)
m = 3,75
y = yield stress (9000 psia)
Maka : 008 , 1
1 75 , 3 211 , 134 9000
75 , 3 211 , 134 9000
di
do
VI- 18 -
Diketahui : di gasket = OD shell = 216 in
do = 1,008 x 216
= 217,728 in
Lebar gasket minimal in in
di do
16
824 , 13
864 , 0
2
216 728 , 217
2
Diambil gasket (n) = 14/16 in = 0.875 in
Diameter rata- rata gasket (G) = di + n = 216+0,875 = 216,875 in = 18,073ft
C. Perhitungan Jumlah dan Ukuran Baut
1. Perhitungan Berat Baut
Beban supaya gasket tidak bocor (Hy), dengan menggunakan persamaan 12-88 Brownell &
Young, hal 240 :
Y G b Hy Wm
2
Dari gambar 12-12 Brownell & Young hal 229, lebar setting gasket bawah :
bo = n/2 = (1/4)/2 in = 0,125 in
b= bo = 0,125 in
Sehingga :
Y G b Wm Hy
2
= 0,125 x 3,14 x 216,875 x 9000
= 766110,938 lb
Beban agar baut tidak bocor (Hp) :
P m G b Hp 2
= 2 x 0,125 x 3,14 x 216,875 x 3,75 x 134,211 = 85683,763 lb
VI- 19 -
Beban karena tekanan dalam :
lb
P G
H 599 , 49553377
4
211 , 134 875 , 216 14 , 3
4
2 2
Jadi total beban berat pada kondisi operasi (Wm
1
) :
Wm
1
= H + Hp
= 4955377,599 + 85683,763 lb
= 5041061,362 lb
Karena Wm
1
> Wm
2
, maka yang mengontrol adalah Wm
1
:
2. Perhitungan Luas Minimal Bolting Area
Dengan pers 12-93, Brownell & young hal 240 :
Am
1
= Wm
1
/ fb
=
2
483 , 462
10900
362 , 5041061
in
3. Perhitungan Bolt Optimum
Dari tabel 10.4 hal 188 nBrownell & Young , dicoba :
Ukuran baut : 3 in
Root area : 5,621 in
2
Maka jumlah botling minimum = Am1/ Rooot area
= 462,483/ 5,621
= 82,27 buah 88 buah
Dari tabel 10.4 hal 188 Brownell & Young , didapat :
1. Bolt spacing distance prefence (Bs) = 6 in
2. Minimum radial spacing (R) = in
8
5
3
VI- 20 -
3. Edge distance (E) =
8
7
2 in
4. Botling circele diameter (C):
C = ID shell + 2 (1,145 x go + R)
Dimana : go = tebal shell =
8
3
1 in
Sehingga : C = 213,22 + 2(1,145 x
8
5
3
8
3
1 )
= 223,369 in
Diameter luar flange :
OD = Bolt circle diameter + 2E
= 223,369 + 2(
8
7
2 )
= 229,119 in
Check lebar gasket :
Ab actual = jumlah bolt x root area
= 88 x 5,621
= 494,648 in
2
Lebar gasket minimal :
G y
f
actual Ab L
2
=
875 , 216 9000 14 , 3 2
10900
648 , 494
= 0,44 in < 3 in (memenuhi)
4. Perhitungan Moment
VI- 21 -
Untuk keadaan botling up (tanpa tekanan dalam) dengan persamaan 12-94 hal 243,
Brownell & Young :
2
fa Am Ab
W
lb 95 , 5216363
2
10900 483 , 462 648 , 494
2
gasket rata rata
ID diameter circle bolt
hg
2
247 , 3
2
875 , 216 369 , 223
in
Moment flange (Ma) :
Ma = hg x W
= 3,24 x 5216363,95
= 16937533,75 lb.in
Dalam keadaan operasi :
W = Wm
1
= 5216363,95 lb
Hidrastik and force pada daerah flange (H
D
):
H
D
= 0,785 x B
2
x P (B.Y pers 12-101 hal 242)
Dimana :
B = OD shell = 216 in
P = tekanan operasi = 134,211 psia = 134,211 lb/in
2
Maka :
VI- 22 -
H
D
= 0,785 x 2162 x 134,211 = 4915472,507 lb
Jarak radial bolt circle pada aksi h
D
:
2
B C
h
D
(B.Y pers 12-101 hal 242)
2
216 369 , 223
= 3,685 in
Moment M
D
:
M
D
=
h
D x
H
D
= 3,685 x 4915472,507 = 18113516,19 lb. in
HG = W H = Wm1 H
= 5216363,95 4955377,599
= 260986,351 lb.in
M
G
= H
G
x h
G
= 260989,351 x 3,247 = 847422,682 in
H
T
= H H
D
(B.Y pers 12-101 hal 242)
= 26055377,599 4915472,507 = 39905,092 lb
2
G D
T
h h
h
466 , 3
2
247 , 3 685 , 3
in
M
T
= H
T
x h
T
VI- 23 -
= 39905,092 x 3,466 = 138311,05 lb.in
Moment total pada keadaa operasi (Mo) :
Mo = M
D
+ M
G
+ M
T
= 18113516,19 + 847422,682 + 13831,05
= 19099249,92 lb.in
M
max
= Mo = 19099249,92 lb/in
5. Perhitungan Tebal Flange
Dengan menggunakn pers. 12-85 hal 239, Broenell & Young :
B f
M y
t
max
gki luar diameter
flange luar diameter
k
tan
216
119 , 229
= 1,06
Dari gambar 12.22 Brownell & Young didapat :
y = 34
M
max
= 19099249,92 lb.in
f = 12650 psia
416 , 15
216 12650
92 , 19099249 34
t in
Kesimpulan Perancangan :
VI- 24 -
1. Flange
Bahan : Carbon Stell SA-283 grade C
Tensile Stenght Minimum : 55.000 psia
Alowwable Stress : 12.650 psia
Tebal : 15,416 in
Diameter luar : 229,119 in
Type flange : Ring flange loose type
2. Botling
Bahan : High Alowy Stell SA-193 Grade B8 Type 304
Tensile Stenght Minimum : 75.000 psia
Alowwable Stress : 10.900 psia
Ukuran : 3 in
Jumlah baut : 88 buah
3. Gasket
Bahan : Flate metal jacketed, asbetos filled
Gasket factor (m) : 3,75 psia
Mimimum design seating stress : 9000 psia
Tebal : 0,063 in
D. Perhitungan Sistem Penyangga
Sistem penyangga dirancang untuk mampu menyanggan berat bejana otal dan
perlengkapannya. Bahan-bahan yang dirancang terdiri dari :
VI- 25 -
1. Menentukan berat total digester (Wt)
a. Berat silinder
Densitas bahan konstruksi = 489 lb/ft3 (Perry, 6
th
, table : 3-118)
H ID OD W
s
2 2
4
Keterangan :
W
s
= berat silinder reaktor (lb)
OD = diameter luar silinder = 216 in = 18 ft
ID = diametr dalam silinder = 213,22 in = 17,77 ft
H = tinggi silinder = 319,83 in = 26,653 ft
Maka :
H ID OD W
s
2 2
4
489 653 , 26 77 , 17 182
4
2
= 84172,726 lb
b. Menentukan berat tutup atas
W
da
= A . t .
A = 6,28 . ID . ha
VI- 26 -
Keterangan :
Wd = berat tutup dished, lb
A = luas tutup silinder yang berbentuk standart dished,ft
2
t = tebal tutup standart dished =
8
3
2 in
ha = tinggi tutup standart dished = 47,843 in = 4 ft
ID = diameter dalam silinder = 213,22 in = 17,77 ft
Maka :
A = 6,28 . ID . ha
= 6,28 x 17,77 x 4 = 446,382 ft
2
W
da
= A . t . = 446,382 x lb 447 , 43201 489
12
8
3
2
c. Menentukan berat tutup bawah
Wdb = A . t .
A =
2 2
785 , 0 4 785 , 0 D D D H D D
n n
Keterangan :
D = diameter dalam silinder = 213,22 in = 17,77 ft
Dn = diameter nozzle = 4,472 in = 0,373 ft
H = tinggi tutup cinocal = 61,553 in = 5,129 ft
VI- 27 -
t = tebal tutup conical
16
13
in = 0,068 ft
Maka :
A =
2 2
785 , 0 4 785 , 0 D D D H D D
n n
2
77 , 17 785 , 0 737 , 0 77 , 17 129 , 5 4 373 , 0 77 , 17 785 , 0
lb t A W
dB
815 , 13486 489 068 , 0 594 , 405
d. Menentukan berat larutan
W
1
= m x t
Dimana :
m = berat larutan = 99.754,746 lb/jam
t = waktu tinggal dalam digester = 2 jam
Maka :
W
1
= 99.754,746 lb.jam x 2 jam = 199509,492 lb
d. Menentukan berat poros pengaduk
L D W
p
2
785 , 0
Keterangan :
D = diameter poroas pengaduk = 1,307 in = 0,109 ft
L = pamjang poros = 297,03 in =24,753 ft
Maka :
L D W
p
2
785 , 0
VI- 28 -
= 0,785 x 0,109
2
x 24,753 x 489
= 112,891 lb
e. Menentukan berat impeller
V W
i
t l p n V
Di p 5 , 0
Keterangan :
V = volume total dari blade (ft
3
)
p = panjang satu kepingan blade = 53,305 in = 4,442 ft
l = lebar dari satu kepingan blade = 42,644 in = 3,534 ft
t = tebal dari satu kepingan blade = 17,761 in = 1,48 ft
Di = diameter impeller = 71,073 in = 5,923 ft
Maka :
ft Di p 962 , 2 923 , 5 5 , 0 5 , 0
3
932 , 92 48 , 1 534 , 3 442 , 4 4 ft t l p n V
lb V W
i
907 , 45443 489 932 , 92
f. Menetukan berat attachment
W
a
= 18 % W
s
VI- 29 -
Dimana :
W
a
= berat attachment, lb
W
s
= berat silinder digester, lb
Maka :
W
a
= 0,18 x 84172,726 = 15151,09 lb
g. Menentukan berat steam
W
steam
= 230,602 ft
3
/jam x 2 jam = 461,204 ft
3
h. Menentukan berat manhole
Dari Brownell & Young tabel 12.2 hal 221, berat manhole 24 in :
W
c
= 210 lb
Menentukan berat total :
W
t
= W
s
+ W
da
+ W
db
+ W
1
+ W
p
+ W
i
+ W
a
+ W
c
+ W
steam
= 84172,726 + 43201,447 + 13486,815 + 199509,492 + 112,891 + 45443,907
= 401749,572 lb
Untuk faktor keamanan, dibuat 10 % berlebih dari berat total, sehingga :
lb W 529 , 441924 572 , 401749 1 , 1
2. Kolom Penyangga (Leg)
VI- 30 -
Direncanakan menggunakan 4 buah kolom penyangga jenis I-beam dan pemasangannya
dengan beban eksentrik.
a. Menentukan bejana tiapa kolom :
n
W
nD
L H P
P
bc
w
4
(B.Y pers. 10-67, hal.197)
Dimana :
P = beban tiap kolom, lb
PW = total beban permukaan karena angin, lb
H = tinggi vessel dari pondasi, ft
L = jarak antar vessel dengan dasr pondasi, ft
D
bc
= diameter tangki, ft
N = jumlah support, buah
W = berat total, lb
132 , 110481
4
529 , 441924
4
W
P lb
b. Menentukan panjang penyangga
Jarak reaktor dengan tanah (L) = 5 ft
Tinggi tangki (H) = 429,226 in = 35,769 ft
Panjang kolom penyangga (l) = ( H) + L = ( x 35,769) + 5
= 22,884 ft = 274,608 in
c. Trial ukuran I-beam
VI- 31 -
Untuk ukuran I-beam, dicoba ukuran 10 x
8
5
4 in dengan pemasangan memakai
beban eksentrik.
Dari Brownell & Young App. G Item 2, didapatkan :
1. Wight per food (W) : 35 lb
2. Area of section (A) : 10,22 in
2
3. Depth of beam (h) : 10 in
4. Width of flange (b) : 4,944 in
5. Axis K
y-y
(r) : 3,78 in
Analisa terhadap sumbu Y-Y
648 , 72
78 , 3
608 , 274
r
l
lb/in
2
882 , 13918
18000
648 , 72
1
18000
18000
1
18000
2 2
r
l
aman f
c
938 , 7
882 , 13918
132 , 110481
aman f
P
A
c
in
2
Karena A trial < A tabel, maka penyangga dengan ukuran : 10 x
8
5
4 in, telah
memadai.
3. Perhitungan Base Plate
VI- 32 -
Direncanakan base plate dengan toleransi panjang 5 % dan toleransi lebar 20 % (Hesse
hal. 196). Digunakan besi cor sebagai bahan konstruksi dari base plate.
a. Luas base plate
Dari Hesse tabel 7-7, hal 162 diperoleh stress yang diterima oleh pondasi yang terbuat
dari beton sebesar 600 lb/in
2
bp
bp
f
P
A
Dimana :
A
bp
= luas base plate
P = beban dari tiap-tiap base plate = bebabn dari tiap-tiap kolom
f
bp
= stress yang diterima oleh pondasi (bearing capacity) yang terbuat
maka :
14 , 184
600
132 , 110481
bp
A in
2
b. Panjang dan lebar base plate
Dari perhitungan diatas dipilih I-beam dengan ukuran 10 x
8
5
4 in
A
bp
= p x 1 = (2m + 0,95h) x (2n + 0,8b); dimana : m = n
735,695 = (2m + 0,95(10)) x (2n + 0,8(
8
5
4 ))
4m
2
+ 26,4m 726,195 = 0
VI- 33 -
m
1,2
=
4 2
195 , 726 4 4 4 , 26 4 , 26
2
4
2 2
a
c a b b
m
1
= 10,572 in
m
2
= -17,172 in
diambil m = 10,172 in
panjang base plate (p) = 2m + 0,95h
= (2 x 10,572) + (0,95 x 10) = 30,644 in 31 in
lebar base plate (l) = 2n + 0,8b
= (2 x 10,572) + (0,8 x
8
5
4 ) = 27,064 in 28 in
dengan dasar harga tersebut yaitu panjang plate 31 in, maka digunakan base plate
dengan ukuran 31 x 28 in
A baru = p x l = 31 x 28 = 868 in
2
> A
bp
f
bp
= 282 , 127
868
132 , 110481
baru
A
P
lb/in
2
< 600 lb/in
2
(memnuhi)
c. Peninjauan terhadap harga m dan n
Panjang base plate : 31 = 2m + 0,95 (10)
m = 10,75 in
Lebar base plate : 28 = 2n + 0,8 (4,944)
n = 12,02 in
VI- 34 -
Karena nilai n > m, maka yang mengontrol dalam pemilihan tebal base plate adalah n
= 12,02 in
d. Tebal base plate
thp =
2
00015 , 0 m p
=
2
02 , 12 282 , 127 00015 , 0
= 1,661 in
2
e. Ukuran baut
P baut = 467 , 1255
88
132 , 110481
baut
n
P
lb
f
baut
= 10 , 0
12000
467 , 1255
baut
baut
f
P
in
2
0,1 in
2
dari Brownel & young Tabel 10-4 hal. 188 didapatkan ukuran baut in dengan
dimensi :
1. Ukuran baut = in
2. Bolt cicle = 1 in
3. Jarak radial minimum = 1 in
4. Edge distance =
8
5
in
5. Nut dimension =
8
7
in
6. Radius fillet maksimum = in
VI- 35 -
4. Perhitungan lug dan gusset
a. Tebal plate horizontal (lug)
thp =
all
f
My 6
(B.Y, pers. 10-40 192)
M
y
=
1
1
2
ln 1
4 e
l P
Keterangan :
Thp = tebal plate horizontal in
M
y
= jumlah moment punter pada baut, lb/in
2
f
all
= allowable working stress = 12650 lb/in
2
t = tebal silinder =
8
3
1 n
P = beban baut
= fs x A
baut
= 12000 x 0,5 = 6000 lb
= Poissons rasio, untuk baja = 0,33
l = panjang horizontal plate (lug) bagian bawah, in
= 1,5 + b
= 1,5 + 8
5
4 = 6,125 in
VI- 36 -
a = panjang horizontal plate (lug) bagian atas, in
= x 1
e = x 6,125 = 3,063 in
= (nut dimensionn/2)
=
8
7
/2 = 0,4375 in
107 , 1
28
31
l
p
(B.Y, pers. 10.6, hal 192)
456 , 0
1
Sehingga :
M
y
= 456 , 0 1
4375 , 0
125 , 6 2
ln 33 , 0 1
4
6000
= 1650,007l lb.in
thp = 088 , 0
12650
007 , 1650 6
6
all
y
f
M
in
b. Tebal base plate vertikal (gusset)
tg = 8 3 thp
=
8
3
x 0,88 = 0,33 in
c. Tinggi lug
h = (5/3) x l
= (5/3) x 4,625
= 10,2 in
VI- 37 -
d. Lebar lug
b = bI + 2 db
= 4,625 x (2 + 0,5)
= 5,625 in
5. Perhitungan Pondasi
Beban tiap kolom (W) = 110481,132 lb
Beban base plate (W
bp
) = p x l x t x
Dimana :
p = panjang base plate = 31 in = 2,58 ft
l = lebar base plate = 28 in = 2,33 ft
tbp = tebal base plate = 1,661 in = 0,138 ft
baja = 489 lb/ft
3
Sehingga :
W
bp
= p x l x t x
= 2,58 x 2,33 x 0,138 x 489 = 405,661 lb
a. Beban kolom penyangga (W
p
)
W
p
= L x A x x F
L = Tinggi kolom = 22,884 ft
A = luas kolom I-beam = 10,22 in
2
= 0,852 ft
VI- 38 -
baja = 489 lb/ft
3
F = faktor korosi =3,4
Sehingga :
W
p
= L x A x x F
= 22,884 x 0,852 x 489 x 3,4 = 32416 lb
b. Beban total (W
T
)
W
T
= W + W
bp
+W
p
= 110481,132 + 405,661 + 32416
= 143302,793 lb
Dengan menggangap hanya ada gaya vertikal dari berat kolom itu endiri yang bekerja
pada pondasi, maka diambil bidang ,kerja yang berbebtuk bujur sangkar dengan data
sebagai berikut :
- Luas atas = (27 x 27) in
- Luas bawah = (45 x 45)
- Tinggi pondasi = 10 in
Luas permukaan tanah rata-rata (A) = 1296
2
45 287
2
45 27
in
2
c. Volume pondasi
V = A x t
= 1296 x 10 = 12960 in
3
= 7,5 ft
3
VI- 39 -
d. Berat pondasi
W = V x
Dimana :
Densitas cement stanosand = 144 lb/ft
3
(Perry, 6
ed
., tabel 3-118)
Berat pondasi (W) = 7, x 144 = 1080 lb
e. Tekanan tanah
Pondasi didirikan di atas Cement Sand and Gravel dengan :
5 ton/ft
2
< P < 10 ton/ft
2
Kemampuan tanah menahan tekanan sebesar :
P = 10 ton/ft
2
x 75
144
1
1
1080
2
2
in
ft
ton
lb/in
2
Tekanan pada tanah =
ah luas
total beban berat pondasi berat
tan
=
45 45
793 , 143302 1080
= 71,3 lb/in
2
Karena tekanan pada tanah lebih kecil daripada kemampuan tanah dalam menahan tekanan
(tekanan pada tanah < P), maka pondasi ukuran (27 x 27) untuk luas atanah atas, (45 x 45 ) untuk
luas bawah dan tinggi pondasi 10 in dapat digunakan (aman).
VI- 40 -
Kesimpulan Spesifikasi Digester :
Nama Alat : DIGESTER (Q-120)
Fungsi : Memasak kayu dengan bantuan larutan pemasak
Type : Silinder tegak, tutup atas dished dan tutup bawah conical dilengkapi sparger
Jenis : Batch process
Kondisi operasi :
- Tekanan = 9,13 atm
- Temperatur = 176
0
C
- Waktu pemasakan = 2 jam
Dimensi alat :
a. Silinder
- Bahan : Carbon stell SA-283 grade C
- Diameter luar silinder : 216 in
- Diameter dalam silinder : 213,22 in
- Tinggi silinder : 319,83 in
- Tinggi tutup atas : 47,843 in
- Tinggi tutup bawah : 61,553 in
- Tebal silinder :
8
3
1 in
- Tebal tutup atas :
8
3
2 in
- Tebal tutup bawah :
16
13
in
VI- 41 -
b. Pengaduk
- Jenis pengaduk : Axial turbin dengan 6 blade
- Bahan impeler : Carbon stell SA-283 grade C
- Bahan poros pengaduk : hot roller stell SAE 1020
Ukuran :
- Diameter pengaduk : 71,173 in
- Jarak pengaduk dari dasar tangki : 185,501 in
- Panjang daun pengaduk : 53,305 in
- Lebar daun pengaduk : 42,644 in
- Tebal blades : 17,761 in
- Daya yang dibutuhkan pengaduk : 5 Hp
- Panjang poros : 297,03 in
c. Nozzle
- Diameter nozzle umpan masuk (batang kapas) : 2,375 in
- Diameter nozzle larutan pemasak : 5,563 in
- Diameter nozzle pemasukan steam : 4 in
- Diameter nozzle pengeluaran steam : 4 in
- Diameter nozzle produk : 5,563 in
- Diameter nozzle manhole : 24 in
VI- 42 -
d. Leg support
- Jenis : I-beam
- Ukuaran penyangga : 10 x
8
5
4 in
- Wight per food (W) : 35 lb
- Area of section (A) : 10,22 in
2
- Depth of beam (h) : 10 in
- Width of flange (b) : 4,944 in
- Axis K
y-y
(r) : 3,78 in
- Jumlah : 4 buah
e. Flange
- Bahan : Carbon stell SA-283 grade C
- Tensile Strenght Minimum : 55.000 psia
- Allowable Stress : 12.650 psia
- Tebal : 15,214 in
- Diameter luar (DO) : 229,119 in
- Type flange : Ring flange loose type
f. Base Plate
- Bahan : Cement sand & Gravel
- Ukuran atas : (27 x 27) in
- Ukuran bawah : (45 x 45) in
- Tinggi pondasi : 10 in
VI- 43 -
2
1
6
in
2
1
3
,2
2
in
TAMPAK ATAS
1,307 in
TAMPAK SAMPING
5
3 in
14/16 in
DETAIL FLAGE DAN BAUT
DETAIL NOZZLE
A
B
E
R
K
DETAIL TUTUP ATAS
1
7
0
in
213,22 in
106,61 in
1
,5
in
4
7
,8
4
3
in
43,96 in
216 in
2 3/8 in
DETAIL TUTUP BAWAH
213,27 in
6
1
,5
5
3
in
13/16 in
216 in
1
,5
in
TAMPAK ATAS
TAMPAK SAMPING
2
7
in
45 in
DETAIL BASE PLATE
27 in
4 in
1,661 in
1
0
in
1
0
,2
in
0,088 in
5,625 in
TAMPAK DEPAN
9
,3
3
in
TAMPAK SAMPING
D
E
POTONGAN MEMBUJUR
DETAIL PENGADUK
2 3/8 in
A
B
4
7
,8
4
3
in
3
1
9
,8
3
in
6
1
,5
5
3
in
4
2
9
,2
2
6
in
TAMPAK SAMPING
E
D
3
C
C
1
2
4
5
6
7
8
9
10
11
12
13
14
15
16
17
17 PONDASI CEMENT STAND & GARAVEL
16 BASE PLATE CARBON STEEL
15 NOZZLE PRODUK Carbon Steel SA 283 Grade C
14 TUTUP BAWAH Carbon Steel SA 283 Grade C
13 NOZZLE SPARGER Carbon Steel SA 283 Grade C
12 PENYANGGA CARBON STEEL
11 PENGADUK Carbon Steel SA 283 Grade C
10 LUG DAN GUSSET CARBON STEEL
9 POROS PENGADUK HOT ROLLER STEEL SAE 1020
8 SILINDER Carbon Steel SA 283 Grade C
7 MANHOLE Carbon Steel SA 283 Grade C
6 GASKET Flate Metal Jackketed, Asbestos Filled
5 FLAGE Carbon Steel SA 283 Grade C
4 BAUT HAS SA 193 Grade B8 Type 304
3 TUTUP ATAS Carbon Steel SA 283 Grade C
2 NOZZLE BATANG KAPAS Carbon Steel SA 283 Grade C
1 NOZZLE LARUT PEMASAK Carbon Steel SA 283 Grade C
No. KETERANGAN BAHAN
NOZZLE A T R E K L B NPS
A 6 3 5/8 3 1/16 2,38 1 1/2 2,07 2
B 10 15/16 7 5/16 6 7/16 5,56 3 1/2 5,05 5
C 9 15/16 6 3/16 5 5/16 4,50 3 4,03 4
D 10 15/16 7 5/16 6 7/16 5,56 3 1/2 5,05 5
E 30 1 7/8 27 1/4 26 1/8 24,00 6 23,25 24
Nt = 72 buah
DETAIL SPARGER
JURUSANTEKNIKKIMIA
FAKULTAS TEKNIK
UNIVERSITAS TRIBHUWANATUNGGADEWI MALANG
PERANCANGANALATUTAMA
DIGESTER
DIRANCANGOLEH: DOSENPEMBIMBINGI DOSENPEMBIMBING II
UMI FARIDAH (2005510015)
Ir. BAMBANGPOERWADI, MS
S.P. ABRINAANGGRAINI,ST.MT
7
1
,0
7
3
in
53,305 in
42,644 in
L
T
VII- 1 -
BAB VII
INSTRUMENTASI DAN KESELAMATAN KERJA
7.1 Instrumentasi
7.1.1 Tujuan Pemakaian Instumentasi
Instrumentasi merupakan bagian yang sangat penting dalam mendirikan suatu industri.
Instrumentasi ini dapat merupakan petunjuk (indikator), perekam (recorder) dan pengontrol
(controller). Dalam industri kimia ini banyak variabel-variabel proses yang perlu diukur
atau dikontrol secara otomatis atau manual. Penggunaaan peralatan kontrol otomatis
dimaksudkan untuk mengahasilkan produk yang terbaik, disamping itu juga dapat
mengurangi kebutuhan tenaga kerja. Pada pra rencana pabrik pulp dari batang kapas ini.
Instrumen yang digunakan ada yang secara manual tergantung dari sistem peralatan dan
faktor pertimbangan ekonomis dan faktor ekonominya. Dengan adanya instrumentasi ini
diharapkan:
a. Kondisi operasi suatu peralatan tetap terjaga pada kondisi yang aman
b. Rate produksi diatur dalam batas-batas yang direncanakan
c. Membantu mempermudah pengoperasian alat
d. Lebih terjamin keselamatan dan efisiensi kerja
Pada pra rencana pabrik Pulp dari Batang Kapas ini alat-alat kontrol otomatis yang
digunakan adalah :
1. Pressure Indikator (PI)
Alat ini berfungsi sebagai penunjuk untuk mengetahui tekanan dari bahan dari alat yang
beroperasi.
VII- 2 -
2. Temperatur Control (TC)
Alat ini dipasang pada peralatan yang perlu pengaturan dan penjagaan suhu agar
beroperasi pada temperatur konstan.
3. Weight Control (WC)
Berfungsi untuk mengetahui dan mengontrol berat bahan keluar agar tetap konstan.
4. Proses Water (PW)
Berfungsi untuk mengetahui jalannya air proses ke peralatan.
5. Steam Condensat (SC)
Berfungsi untuk mengetahui uap atau steam yang keluar dari digester agar tetap
konstan.
6. Waste Water (WW)
Berfungsi untuk mengetahui limbah cair yang keluar dari peralatan.
7. Steam (S)
Berfungsi untuk mengetahui uap yang masuk dalam peralatan.
7.1.2 Pertimbangan-pertimbangan Didalam Pemilihan Instrumentasi
Agar sasaran dan tujuan tersebut diatas dapat tercapai, maka didalam perencanaan
instrumentasi diingat hal-hal sebagai berikut :
a. Menentukan pemilihan instrumentasi harus direncanakan tentang pemilihan alat serta
tempat pemasangan agar initial failure dari alat tersebut setelah dipasang bisa
dihindarkan.
b. Sifat-sifat instrumen harus diingat dan harus dipilih dengan kriteria sebagai berikut:
1. Reability
Reability dapat dipenuhi dengan jalan melihat alat yang mempunyai kategori:
- Sedikit gangguan
- Sedikit kerusakan
- Mudah ditangani
VII- 3 -
2. Maintenanbility
Alat harus diseleksi agar mudah dalam perawatan dan pemeliharaan dapat
dilaksanakan dengan mudah dan dengan biaya perawatan yang murah.
3. Harus diperhatikan bahwa bila reability makin tinggi, maka material instrument cost
makin rendah.
Pemasangan alat-alat kontrol ini ditempatkan pada bagian tertentu dari alat-alat proses :
No Kode alat Yang dikontrol Sistem kontrol
1.
2.
3.
4.
5.
6.
7.
F-115B
F-115C
F-115D
Q-120
F-135, M-121
E-122, E-143
B-140
Bin NaOH
Bin Na
2
S
Bin Na
2
CO
3
Digester
Tangki Penampung Cl
2
, tangki pencampur
Heat Exchanger
Roll Dryer
WC
WC
WC
TC
PI
TC
TC
7.1.3 Keamanan
Keamanan yang dimaksud disini adalah :
1. Keamanan terhadap penjagaan pabrik.
2. Pengamanan terhadap bahaya-bahaya yang timbul akibat zat-zat kimia.
3. Pencegahan terhadap bahaya kebakaran, kecelakaan kerja.
Pada saat perencanaan harus dipikirkan juga tentang lay out pabrik agar peletakan
bahan bakar, arah angin dan api diatur sedemikian rupa sehingga bahaya kebakaran dapat
dihindari. Pada alat-alat mesin seperti cutting machine, belt dan alat-alat yang berputar
dipasang pagar pengaman. Untuk menjaga keselamatan jiwa karyawan, maka perlu diingat
penjagaan keamanan karena bahan baku produk dan gas-gasmungkin bocor, maka perlu
VII- 4 -
diberi saftyhod, masker dan alat-alat lain untuk mencegah zat-zat yang mungkin terhisap
oleh para karyawan dan yang penting harus dipatuhi ialah mengikuti petumjuk-petunjuk
dan syarat-syarat keamanan dari jawatan keselamatan kerja. Untuk menanggulangi bila
terjadi kebakaran pabrik ini menyediakan unit PMK.
7.2 Keselamatan Kerja
Pra rencana pabrik pulp dari batang kapas ini, proses yang digunakan adalah proses
chemical pulp. Bahan baku yang digunakan mempunai tingkat bahaya yang cukup rendah
namun dalam pendirian pabrik ini tidak dapat lepas darifaktor keselamatan kerja.
Keselamatan kerja yang terjamin secara psikologis dapat membuat para pekerjayang terlibat
didalamnya dapat merasa aman dan tenang serta lebih terkonsentrasi pada pekerjaan yang
ditangani. Secara tidak langsung dalam pra rencana pabrik pulp ini menggunakan sumber
daya manusia guna tercapainya tujuan yang diharapkan. Usaha pemeliharaan keselamatan
kerja dan keamanan pabrik tidak semata-mata ditujukan untuk tenaga kerja saja, tetapi juga
peralatan yang ada. Diharapkan peralatan yang digunakan dalam pra rencana pabrik pulp ini
dapat digunakan dalam waktu yang cukup lama.
Usaha-usaha untuk mencegah atau mengurangi terjadinya bahaya-bahaya yang muncul di
pabrik diantaranya:
1. Bangunan Pabrik
Bangunan pabrik meliputi gedung maupun unit peralatan, hal-hal yang perlu diperhatikan
adalah:
- Konstruksi harus mendapat perhatian yang cukup tinggi
- Peralatan penunjuk untuk pengaman terhadap bahaya yang alamiah seperti peth,
angin dan sebagainya perlu diperhatikan kelengkapannya.
VII- 5 -
2. Ventilasi
Pada ruang proses maupun ruang yang lainnya, pertukaran udara diusahakan dengan
baik, sehingga dapat memberikan kesegaran kepada karyawannya serta dapat
menghindari gangguan terhadap pernapasan. Dengan demikian dapat diharapkan efisiensi
kerja meningkat.
3. Alat-alat bergerak
Pada peralatan bergerak sebaiknya diberi jarak yang cukup antara masing-masing
peralatan sehingga mempermudah penanganan dan perbaikannya.
4. Perpipaan
- Jalur proses yang terletak diatas permukaan tanah lebih baik daripada diletakkan
dibawah tanah karena hal tersebut menyangkut timbulnya bahaya akibat kebocoran
dan sulit untuk mengetahui letak kebocoran.
- Fire stop dan drain harus dipasang pada jarak yang teratur.
- Pengaturan dari perpipaan dan valve penting sebaiknya diatasi dengan pemasangan
block valve disamping check valve.
- Sebelum pipa-pipa dipasang sebaiknya dilakukan tes hidrostatik yang bertujuan untuk
mencegah terjadinya stress yang berlebihan pada bagian-bagian tertentu atau pada
bagian pondasi.
- Pada bagian pipa-pipa yang bersuhu tinggi hendaknya diisolasi sehingga tidak
membahayakan.
VII- 6 -
5. Karyawan
Para karyawan terutama para operator perlu diberikan bimbingan agar karyawan dapat
melaksanakan tugasnya dengan baik dan tidak membahayakan keselamatan jiwanya
maupun keselamatan orang lain.
6. Listrik
Pada pengoperasian maupun perbaikan instalasi listrik hendaknya selalu menggunakan
alat pengaman yang disediakan pabrik, dengan demikian dalam pengoperasiannya
maupun perbaikan para pekerja dapat terjaga keselamatannya.
Hal-hal yang perlu diperhatikan adalah :
- Peralatan-peralatan yang sangat penting seperti switcher dan transformator sebaiknya
diletakan ditempat yang aman atau tersendiri.
- Peralatan listrik dibawah tanah sebaiknya diberi tanda-tanda tertentu dengan jelas.
Sebaiknya disediakan pembangkit tenaga (power supply) cadangan.
- Semua bagian pabrik harus diberikan penerangan yang cukup.
7. Pencegahan dan penanggulangan kebakaran
Penyebab kebakaran dapat berupa:
- Kemungkinan kebakaran bisa berasal dari utilitas, bengkel, laboratorium, unit proses
dan lain-lain
- Terjadinya loncatan bunga api listrik pada saklar dan stop kontak serta instrumentasi
yang lain.
Cara penanggulangan kebakaran :
- Menempatkan alat-alat utilitas yang cukup jauh dari power plant, tetapi praktis dari
unit operasi.
VII- 7 -
- Menghilangkan bahan-bahan yang mudah terbakar yang disebabkan larutan-larutan
yang keluar dari pipa atau tangki dapat dipadamkan dengan menggunakan alat
penutup.
- Bangunan seperti bengkel, laboratorium, kantor sebaiknya diletakkan berdekatan
dengan unit operasi.
- Bila terpaksa antara unit yang satu dengan yang lain dipisahkan dengan dinding beton
agar dapat dihindarkan pengaruh kebakaran dari satu unit ke unit lainnya.
- Dinding beton (fire ball) sebaiknya dibuat disekitar semua storage tank yang berisi
bahan yang mudah terbakar.
- Pemisahan isolasi pada seluruh kabel-kabel transmisi yang ada.
- Penyediaan alat pemadam kebakaran disetiap dibagian pabrik untuk pencegahan
sementara merembetnya kebakaran menjalar ke bagian yang lain.
- Menyediakan unit operasi pemadam kebakaran yang dilengkapi dengan alat-alat
penanggulangan kebakaran yang lengkap.
Pengaman dan pengontrol terhadap kebakaran :
Apabila terjadi kebakaran, api harus dilokalisir dan diusahakan dapat diketahui
kemungkinan apa saja yang dapat terjadi dan bagaimana cara mengatasinya dan dengan
segera menghubungi unit pemadam kebakaran setempat.
8. Pencegahan dan penanggulangan kebocoran gas
Selama gas dan uap dapat dikendalikan, keduanya tidak menimbulkan bahaya. Tetapi
keadaan ini dapat berubah dengan cepat karena adanya gangguan operasi, kesalahan
manipulasi, kesalahan peralatan, atau kesalahan manusia yang mengakibatkan keluarnya
gas atau uap beracun atau yang dapat terbakar ke atmosfer dalam jumlah besar.
VII- 8 -
Cara penanggulangan kebocoran gas :
- Menyelamatkan karyawan yang tidak dapat keluar dari ruangan beracun (pertolongan
pertama).
- Menghindarkan kebocoran gas yang lebih lanjut.
- Membuka pintu-pintu dan jendela-jendela.
- Menghidupkan ventilasi ruangan.
Reparasi kerusakan baru dapat dilaksanakan setelah udara didalam ruangan sudah tidak
mengganggu pernapasan. Jika yang terjadi adalah kebocoran gas yang mudah terbakar,
petugas pemadam kebakaran harus segera dipanggil karena dapat timbul ledakan yang
diakibatkan oleh suatu sumber api.
9. Pencegahan dan penanggulangan kebocoran energi
Pipa penyalur energi bisa rusak (misalnya karena berkarat). Dari tempat kerusakan ini, air
dan kukus dapat keluar dalam jumlah yang besar. Setelah kerusakan diketahui, maka
harus segera diusahakan agar kebocoran energi yang lebih lanjut tidak terjadi.
10. Situasi dengan resiko kerusakan yang meningkat drastis
Kadang-kadang proses-proses dalam pabrik tidak berlangsung seperti apa yang
diharapkan. Kejadian-kejadian seperti kerusakan alat, kenaikan temperatur atau
terhentinya aliran listrik bila tidak segera ditanggulangi dapat menimbulkan situasi yang
mengakibatkan kerusakan besar. Sebagian dari perlengkapan teknis pada peralatan kimia
berfungsi sebagai pengaman terhadap timbulnya suatu kecelakaan.
Misalnya :
- Pengaman temperatur dengan umpan balik
- Alat pengaman terhadap tekanan berlebih
VII- 9 -
- Sinyal-sinyal akustik dan optic yang dihidupkan oleh data-data hasil pengukuran
- Bahan pemadam untuk menekan ledakan yang berfungsi secara otomatis
- Pemindahan hubungan secara otomatis ke agregat darurat (misalnya arus listrik
darurat)
Selain itu gangguan yang tidak dapat diperkirakan sebelumnya pun dapat juga terjadi.
Penyebab gangguan ini sangat bervariasi sekali tergantung dari prosesnya sendiri, karena
itu tidak mungkin diberikan instruksi-instruksi yang tepat tentang apa yang harus
dilakukan.
Pada umumnya berlaku :
- Tindakan-tindakan pengamanan dilakukan dengan segera untuk menghindarkan
kenaikan resiko kerusakan, misalnya : memutuskan aliran bahan dan energi yang
berbahaya (bila tidak ada kemungkinan lain lakukan dengan improvisasi),
mendinginkan atau melakukan penggantian udara dengan ventilasi (alat dan ruangan).
- Pemasangan papan peringatan dan penutupan tempat tersebut
- Pembuatan laporan pada pimpinan. Pimpinan yang akan memutuskan tindakan-
tindakan keselamatan yang masih harus dilakukan.
Selain itu, keselamatan kerja karyawan juga termasuk hal-hal yang sangat penting untuk
diperhatikan. Para karyawan perlu diberi bimbingan atau pengarahan agar karyawan
dapat melaksanakan tugasnya dengan baik dan tidak membahayakan jiwanya maupun
orang lain. Dengan disiplin dan kesadaran khususnya para operator maka dapat tercipta
etos kerja yang tinggi dan aman, sehingga dapat mengurangi kecelakaan kerja bahkan
harus diusahakan tanpa adanya kecelakaan kerja.
VII- 10 -
Adapun peralatan keselamatan kerja Pra Rencana Pabrik Pulp dari Batang Kapas terdapat
pada tabel 4.1
Tabel Keselamatan Kerja
No Alat pelindung Lokasi penggunaan
1. Helm Pekeja pada bagian alat-alat proses
2. Sepatu bot Pekerja pada bagian proses dan bahan baku
3. Sarung tangan Pekerja pada bagian produksi
4. Masker Semua unit proses
5. PMK Semua unit operasi
7.3 Dampak Lingkungan dan Penanganan Limbah
Setiap proses produksi akan menghasilkan buangan. Buangan yang dihasilkan dapat
menyebabkan pencemaran terhadap lingkungan sehingga kualitas lingkungan menurun
sampai tingkat tertentu dan tidak dapat berfungsi sesuai dengan peruntukannya, misalnya
pencemaran air menyebabkan terjadinya kualitas air sehingga berbahaya untuk sumber
makanan, kesehatan manusia atau hewan, perikanan, pertanian, ataupun rekreasi. Untuk
menghindari hal tersebut perlu dilakukan suatu pengelolaan lingkungan. Adapun hirarki dari
pengelolaan lingkungan adalah :
- Pengurangan buangan di sumbernya
- Pemanfaatan buangan diluar (eksternal)
- Pengelolaan buangan (IPAL)
- Pembuangan terkontrol
VII- 11 -
Adapun pencemaran lingkungan terdiri dari :
- Pencemaran fisik, meliputi:
Warna
Bau dan rasa
Suhu
kekeruhan
- Pencemaran kimia, meliputi:
pH
CO
2
dan CO
2
agresif
BOD dan COD
DO
Alkalinitas
Zat padat terlarut
Selain itu, juga diperlukan 3R (Reuse, Recorver, Refinery) yang dapat diterapkan melalui:
- Menghemat pemakaian bahan baku dan energi
- Menghindari kebocoran bahan dari penyimpangan atau proses produksi
- Mengurangi emisi dan jumlah buangan
- Menerapkan pengetahuan dan teknologi bersih
- Membiasakan sikap dan tingkah laku cinta kebersihan dan lingkungan
- Informasi dan komunikasi yang cukup bila menemukan masalah
VII- 12 -
Pengelolaan buangan secara garis besar dibagi menjadi 4 tahap :
1. Tahap pendahuluan (preliminary treatment) meliputi pemisahan sampah-sampah dalam
buangan yang berukuran besar dengan penyaringan.
2. Tahap penanggulangan (primary treatment) berupa pengendapan benda-benda terlarut
dan tersuspensi.
3. Tahap penanggulangan sekunder (Secondary Treatment) merupakan penanggulangan
lanjutan dengan bantuan mikroorganisme. Pada tahap ini dapat dilakukan dengan
berbagai metode filter biologi (trickling atau percolating filter), lumpur aktif (activated
sludge), pencernaan lumpur (sludge digestion), kolom stabilisasi.
4. Tahap penanggulangan tersier (tertiary treatment) sebagai suatu upaya untuk
menstabilkan nutrient dan mikroba patogen yang terkandung denga penyaringan mikro
atau irigasi permukaan.
Tujuan dari pengolahan buangan adalah :
1. Mencegah dan mengurangi pencemaran lingkungan yang ditimbulkan akibat
pembuangan buangan kedalam lingkungan kehidupan penduduk, terutama masuknya
polutan ke dalam tanah sehingga dapat mencemari air tanah dan air sungai.
2. Mengubah atau mengkonversi bahan-bahan yang terkandung didalam buangan terutama
senyawa-senyawa organik menjadi bahan-bahan yang lebih berguna.
3. Mengurai senyawa beracun yang mematikan mikroba penyebab penyakit.
VIII- 1 -
BAB VIII
UTILITAS PABRIK
Unit utilitas pada suatu pabrik adalah salah satu bagian yang sangat penting untuk
menunjang jalannya proses produksi dalam suatu industri kimia, sehingga kapasitas produksi
semaksimal mungkin dapat dicapai. Unit utilitas yang diperlukan pada Pra Rencana Pabrik Pulp
ini yaitu:
Air yang berfungsi sebagai air proses, air umpan boiler, air sanitasi dan air untuk pemadam
kebakaran
Steam sebagai media pemanas dalam proses produksi
Listrik yang berfungsi untuk menjalankan alat-alat produksi, utilitas dam untuk penerangan
Bahan bakar untuk mengoperasi boiler
Dari kebutuhan unit utilitas yang diperlukan, maka utilitas tersebut dibagi menjadi 5 unit, yaitu:
1. Unit penyediaan steam
2. Unit penyediaan air
3. Unit penyediaan tenaga listrik
4. Unit penyediaan bahan bakar
5. Unit pengolahan limbah
8.1 Unit Penyediaan Steam
Bahan baku pembuatan steam adalah Air Umpan Boiler. Steam yang dibutuhkan dalam
proses pembuatan pulp dari batang kapas sebanyak 14.206,877 kg/jam mempunyai kondisi :
- Tekanan : 13,86 atm
- Temperatur : 195
o
C
VIII- 2 -
Zat-zat yang terkandung dalam air umpan boiler yang dapat menyebabkan kerusakan pada
boiler adalah :
- Kadar zat terlarut (solube matter) yang tinggi
- Zat padat terlarut (suspended solid)
- Garam-garam kalsium dan magnesium
- Zat organik (organic matter)
- Silica, sulfat, asam bebas dan oksida
Syarat-syarat yang harus dipenuhi oleh air umpan boiler :
a. Tidak boleh berbuih (berbusa)
Busa disebabkan oleh adanya solid matter, suspended matter dan kebasaan yang tinggi.
Kesulitan yang dihadapi dengan adanya :
- Kesulitan pembacaan tinggi liquida dalam boiler
- Buih dapat menyebabkan percikan yang kuat yang mengakibatkan adanya solid-solid
yang menempel dan mengakibatkan terjadinya korosi dengan adanya pemanasan
lebih lanjut
Untuk mengatasi hal ini perlu adanya pengontrolan terhadap adanya kandungan lumpur,
kerak, dan alkalinitas air umpan boiler.
b. Tidak boleh membentuk kerak pada boiler
Kerak dalam boiler akan menyebabkan :
- Isolasi terhadap panas sehingga proses perpindahan panas terhambat
- Kerak yang terbentuk dapat pecah sewaktu-waktu, sehingga dapat menimbulkan
kebocoran karena boiler mendapat tekanan yang kuat.
VIII- 3 -
c. Tidak boleh menyebabkan korosi pada pipa
Korosi pada pipa boiler disebabkan oleh keasaman (pH rendah), minyak dan lemak,
bikarbonat dan bahan organic, serta gas H
2
S, SO
2
, NH
3
, CO
2
, O
2
, yang terlarut dalam air.
Reaksi elektrokimia anatara besi dan air akan membentuk lapisan pelindung anti korosi
pada permukaan baja, yaitu:
Fe
2+
+ 2 H
2
O Fe(OH)
2
+ 2 H
+
Tetapi jika terdapat oksigen dalam air, maka lapisan hydrogen yang terbebtuk akan
bereaksi membentuk air. Akibat hilangnya lapisan pelindung tersebut terjadilah korosi
menurut reaksi :
4 H
+
+ O
2
2 H
2
O
4 Fe(OH)
2
+ O
2
+ H
2
O 4 Fe(OH)
3
Adanya bikarbonat dalam air akan menyebabkan terbentuknya CO
2
, karena pemanasan
dan adanya tekanan. CO
2
yang terjadi bereaksi dengan air menjadi asam karbonat. Asam
karbonat akan bereaksi dengan metal dan besi membentuk bikarbonat. Dengan
pemanasan (kalor), garam bikarbonat ini menjadi CO
2
.
Reaksi yang terjadi :
Fe
3+
+ 2 H
2
CO
3
Fe(HCO)
2
+ H
2
Fe(HCO)
2
+ H
2
O + panas Fe(OH)
2
+ 2 H
2
O + 2 CO
2
(Muharto, Ir hal 46)
Proses Pengolahan Air Pada Unit Pengolahan Air
Air sungai digunakan untuk memenuhi kebutuhan air proses, air sanitasi, air pendingin dan
air umpan boiler.
VIII- 4 -
Proses pengolahan air sungai tersebut adalah :
Air dari sungai dipompa (L-211) menuju bak sedimentasi (F-212) untuk menhilangkan
lumpur-lumpur yang terikut. Kemudian dipompa (L-213) menuju bak skimmer (F-214) yang
berfungsi untuk membersihkan kotoran-kotoran yang terapung dalam air sungai. Dari bak
skimmer air dipompa (L-215) menuju tangki clarifier (H-216), disini terjadi proses koagulasi
dan flokulasi dengan penambahan alum sebagai zat koagulan dan diadakan pengadukan
dengan kecepatan yang teratur agar terbebtuk flock dan mengendap.
Setelah terjadi proses koagulasi dan flokulasi dalam bak clarifier, kemudian air menuju ke
sand filter (F-217) untuk menyaring kotoran-kotoran yang masih tersisa.
Dari sand filter air masuk ke bak air bersih (F-218) dan diolah sesuai dengan fungsinya
masing-masing yaitu:
a. Pengolahan air umpan boiler
Pelunakan air umpan boiler yang dilakukan dengan pertukaran ion dalam demineralisasi
yang terdiri dari dua tangki, yaitu tangki kation ezchanger (D-210A) dan anion exchanger
(D-210B). kation exchanger yang digunakan adalah resin zeolit (H
2
Z) dan anion yang
digunakan adalah deacidite (DOH).
Air dari bak air bersih (F-218) dialirkan dengan pompa demineralizer (L-219) menuju
kation exchanger (D-210A). dalam tangki kation exchanger terjadi reaksi-reaksi sebagai
berikut :
Ca(HCO
3
)
2
+ H
2
Z CaZ + 2 CO
2
+ 2 H
2
O
Na(HCO
3
)
2
+ H
2
Z NaZ + 2 CO
2
+ 2 H
2
O
Mg(HCO
3
)
2
+ H
2
Z MgZ + 2 CO
2
+ 2 H
2
O
CaSO4 + H
2
Z CaZ + H
2
SO
4
VIII- 5 -
MgSO
4
+ H
2
Z MgZ + H
2
SO
4
CaCl
2
+ H
2
Z CaZ + 2 HCl
2 NaCl
2
+ H
2
Z Na
2
Z + 2 HCl
MgCl
2
+ H
2
Z MgZ + 2 HCl
Ion-ion bikarbonat, sulfat dan klor diikat dengan ion Z membentuk CO
2
dan air, H
2
SO
4
dan HCl. Selanjutnya air yang bersifat asam ini dialirkan ke tangki anion exchanger (D-
210B) untuk dihilangkan anion-anion yang mengganggu proses. Resin yang dipakai
dalam anion exchanger adalah Deacidite (DOH). Dalam tangki anion ezchanger terjadi
reaksi sebagai berikut :
2 DOH + H
2
SO
4
D
2
SO
4
+ 2 H
2
O
2 DOH + HCl 2 DCl + 2 H
2
O
2 DOH + HNO
3
2 DNO
3
+ 2 H
2
O
Pemakaian resin yang terus menerus menyebabkan resin tidak aktif lagi. Hal ini dapat
diketahui dengan pemerikasaan kesadahan air umpan boiler. Resin yang sudah tidak aktif
menunjukkan bahwa resin sudah tidak jenuh dan perlu diregenerasi. Regenerasi hydrogen
exchanger dilakukan dengan menggunakan asam sulfat atau asam klorida. Dengan reaksi
sebagai berikut :
CaZ + H
2
SO
4
H
2
Z + CaSO
4
NaZ + H
2
SO
4
H
2
Z + NaSO
4
MgZ + H
2
SO
4
H
2
Z + MgSO
4
CaZ + HCl H
2
Z + CaCl
Na2Z + HCl H
2
Z + Na
2
Cl
MgZ + HCl H
2
Z + MgCl
VIII- 6 -
Sedangkan regenerasi anion exchanger dengan menggunakan larutan Na
2
CO
3
atau
NaOH. Reaksi yang terjadi sebagai berikut :
D
2
SO
4
+ Na
2
CO
3
+ H2O 2 DOH + Na
2
SO
4
+ CO
2
2 DCl + Na
2
CO
3
+ H
2
O 2 DOH + NaCl + CO
2
2 DNO
3
+ Na
2
CO
3
+ H
2
O 2 DOH + NaNO
3
+ CO
2
Setelah keluar dari demineralisasi, air umpan boiler telah terbebas dari ion-ion
pengganggu. Untuk memenuhi kebutuhan umpan boiler, air lunak ditampung dalam bak
air lunak (F-221) yang selanjutnya dipompa (F-222) ke bak steam kondensat (F-223)
untuk menampung air umpan boiler dan steam. Selanjutnya dipompa (L-224) menuju
deaerator (D-225) untuk menghilangkan gas impurities pada umpan boiler dengan sistem
pemanasan. Dari deaerator air siap dipompa (L-226) ke boiler (Q-220). Steam yang
dihasilkan boiler didistribusikan ke peralatan dan kondensat yang dihasilkan direcycle ke
bak steam kondensat untuk diproses kembali.
b. Pengolahan air sanitasi
Air dari bak air bersih (F-218) dialirkan dengan pompa (L-239) menuju bak klorinasi (F-
231) dan ditambahkan desinfektan klor (Cl
2
) kurang lebih sebanyak 1 ppm yang
diinjeksikan langsung kedalam pipa. Dari bak klorinasi, air dialirkan menuju bak air
sanitasi (F-233) dengan menggunakan pompa (L-232) dan siap digunakan sebagai air
sanitasi.
c. Pengolahan air proses
Untuk air proses digunakan air dari bak air lunak (F-221) dipompa (L-227) menuju ke
bak air proses (F-228) yang kemudian akan didistribusikan ke peralatan dengan
menggunakan pompa (L-229).
VIII- 7 -
8.2 Unit Penyediaan Air
Berfungsi untuk memenuhi kebutuhan air baik ditinjau dari segi kuantitas maupun
kualitasnya. Dari segi kuantitas air merupakan jumlah kebutuhan air yang harus dipenuhi
sedangkan dari segi kualitas air menyangkut syarat air harus yang harus dipenuhi.
8.2.1 Air umpan boiler
Air umpan boiler merupakan bahan baku pembuatan steam yang berfungsi sebagai media
pemanas. Kebutuhan steam Pra Rencana Pabrik Pulp Dari Batang Kapas sebesar
14.206,877 kg/jam yang digunakan untuk kebutuhan steam pada Heater Digester (E-122),
Digester (Q-120), Heater udara (E-143). Air umpan boiler disediakan dengan excess 20 %
sebagai pengganti steam yang hilang, sehingga kebutuhan air umpan boiler adalah
sebanyak 20.457,902 kg/jam.
Air untuk keperluan ini harus memenuhi syarat-syarat agar tidak merusak boiler (ketel).
Persyaratan yang harus dipenuhi adalah air tidak boleh mengandung kation-kation seperti
Ca
+
, Mg
2+
dan anion-anion seperti SO
4
2-
, Cl
-
dan SO
3
2-
. Untuk itu diperlukan treatment
secara lebih sempurna. Dari Perrys, ed.6, hal 9-76 didapatkan bahwa air umpan boiler
tersebut mempunyai syarat sebagai berikut :
- Total padatan (total dissolved solid) = 3500 ppm
- Alkalinitas = 700 ppm
- Padatan terlarut = 300 ppm
- Silica = 60 100 ppm
- Besi = 0,1 mg/L
- Tembaga = 0,5 mg/L
- Oksigen = 0,007 mg/L
VIII- 8 -
- Kesadahan (hardnes) = 0
- Kekeruhan = 175 ppm
- Minyak = 7 ppm
- Residual fosfat = 140 ppm
Selain harus memenuhi persyaratan tersebut, air umpan boiler harus bebas dari :
- Zat-zat yang menyebabkan korosi, yaitu gas-gas terlarut seperti O
2
, CO
2
, H
2
S, NH
3
.
- Zat-zat yang dapat menyebabkan busa, yaitu organic, anorganik dan zat tak terlarut
dalam jumlah besar.
Untuk memenuhi persyaratan tersebut dan mencegah kerusakan pada boiler, sebelum
digunakan air umpan boiler harus diolah dulu, melalui :
- Demineralisasi, untuk menghilangakn ion-ion pengganggu
- Deaerator, untuk menghilangkan gas-gas terlarut
8.2.2 Air sanitasi
Air sanitasi digunakan untuk keperluan laboratorium, kantor air untuk mencuci, mandi,
taman, pemadam kebakaran dan lain-lain. Sehingga total air standart air sanitasi yang harus
dipenuhi :
a. Syarat fisik
Suhu : berada dibawah suhu kamar
Warna : tidak berwarna/ jernih
Rasa : tidak berasa
Bau : tidak berbau
Kekeruhan : < 1 mg SiO
2
/ liter
pH : netral
VIII- 9 -
b. Syarat kimia
Tidak mengandung logam berat seperti Pb, As, Cr, Cd, Hg
Tidak mengandung zat-zat kimia beracun
Warnanya jernih
c. Syarat mikrobiologis
Tidak mengandung kuman maupun bakteri, terutama bakteri patogen yang dapat
merubah sifat-sifat fisik air.
Setelah memenuhi persyaratan tersebut, proses penjernihan air harus diberi desinfektan
seperti chlor cair dan kaporit.
8.2.3 Air proses
Syarat air proses antara lain tidak mengandung kotoran seperti lumpur, buih/ busa dan
lemak, tidak mempengaruhi bahan pada proses. Kebutuhan air proses pada Pra Rencana
Pabrik Pulp dari Batang Kapas ini sebesar 70.463,472 kg/jam, yang digunakan pada tangki
pencampur (M-121), Rotary Vacuum Washer I (H-131), Rotary Vacuum Washer II (H-
137).
8.3 Unit Penyediaan Tenaga Listrik
Listrik yang dibutuhkan pada pra rencana pabrik pulp dari batang kapas ini meliputi :
- Untuk proses : 394,48 kWh
- Untuk utilitas : 43,2506 kWh
- Untuk penerangan : 31,7398 kWh
Kebutuhan listrik untuk proses, daerah pengolahan air, penerangan, instrument dan lain-lain
dipenuhi oleh PLN. Sedangkan apabila ada listrik padam, maka digunakan satu generator AC
bertenaga diesel berkekuatan 437,7306 kWh dengan satu buah sebagai cadangan.
VIII- 10 -
8.4 Unit Penyediaan Bahan Bakar
Bahan bakar yang dibutuhkan pada Pra Rencana Pabrik Pulp dari Batang Kapas, yaitu pada
boiler sebesar 148,27 kg/jam, dan pada generator set sebesar 6,85 kg/jam. Maka total
kebutuhan bahan bakar untuk utilitas sebesar155,12 kg/jam. Bahan bakar yang digunakan
adalah Diesel Oil, pemilihan jenis bahan bakar didasarkan pertimbangan-pertimbangan
sebagai berikut :
- Harganya relatif murah
- Mudah didapat
- Viskositasnya relatif rendah sehingga mudah mengalami pengabutan
- Heating valuenya relatif tinggi
- Tidak menyebabkan kerusakan pada alat-alat
8.5 Pengolahan Limbah
Limbah yang dihasilkan pada Pra Rencana Pabrik Pilp dari Batang Kapas berupa larutan sisa
dari proses pemisahan centrifugal yang ditampung dalam tangki penampung limbah untuk
selanjutnya diolah menjadi zat cair yang tidak membahayakan lingkungan.
VIII- 11 -
PERALATAN
AIR UMPAN BOILER
D-225
O
2
CO
2
Sungai
L-211
F-212 L-213
F-214
L-215
H-218
Al
2
(SO
4
)
3
.18H
2
O
D
-
2
1
0
A
D
-
2
1
0
B
F-217
F-218
L-230
L-219
F-231
L-232
F-233
Cl
2
L-227
L-222
F-221
L-229
L-224
F-223
L-226
Fuel Oil
Q-220
Flue Gases
Boiler Feed
Water
Air Sanitasi
25 F-233 BAK AIR SANITASI
24 L-232 POMPA KE AIR SANITASI
23 F-231 BAK KLORINASI
22 L-230 POMPA KE BAK KLORINASI
21 L-229 POMPA KE PERALATAN
20 F-228 BAK AIR PROSES
19 L-227 POMPA BAK AIR PROSES
18 L-226 POMPA AIR UMPAN BOILER
17 D-225 DAERATOR
16 L-224 POMPA KE DAERATOR
15 F-223 BAK STEAMCONDENSAT
14 L-222 POMPA BAK STEAMCONDENSAT
13 F-221 BAK AIR LUNAK
12 D-210 B ANION EXCHANGER
11 D-210 A KATION EXCHANGER
10 Q-220 BOILER
9 L-219 POMPA DEMINERALIZER
8 F-218 BAK AIR BERSIH
7 F-217 SAND FILTER
6 H-216 TANGKI CLARIFIER
5 L-215 POMPA CLARIFIER
4 F-214 BAK SKIMMER
3 L-213 POMPA SEDIMENTASI
2 F-212 BAK SEDIMENTASI
1 L-211 POMPA AIR SUNGAI
NO. KODE ALAT KETERANGAN
JURUSANTEKNIKKIMIA
FAKULTAS TEKNIK
UNIVERSITAS TRIBHUWANATUNGGADEWI MALANG
UNIT PENGOLAHANAIR
PRARENCAANPABRIKPULPDARI BATANGKAPAS
DIRANCANGOLEH: DOSENPEMBIMBINGI DOSENPEMBIMBING II
ANASTASIAWETA (2005510004)
UMI FARIDAH (200510015)
Ir. BAMBANG POERWADI, MS
S.P. ABRINAANGGRAINI,ST.MT
IX- 1 -
BAB IX
LOKASI DAN TATA LETAK PABRIK
9.1. Lokasi Pabrik
Dalam suatu pra rencana pabrik, penentuan lokasi pabrik sangat penting, karena akan
berpengaruh pada kelangsungan proses dari pabrik yang akan didirikan. Oleh karena itu, perlu
diatur sedemikian rupa untuk memenuhi kualitas dan kuantitas yang ingin dicapai.
Hal-hal yang perlu diperhatikan dalam penentuan lokasi pabrik adalah sebagai berikut :
1. Bahan baku
Ketersediaan bahan baku dan harga sering menentukan lokasi suatu pabrik. Ditinjau dari
faktor ini, maka hendaknya pabrik didirikan dekat dengan lokasi bahan baku. Pertimbangan
lain yang harus diperhatikan menyangkut harga bahan baku :
- Letak sumber bahan baku
- Kapasitas bahan baku dan berapa lama bahan baku tersebut dapat mencukupi kebutuhan
pabrik
- Kuantitas dan kualitas bahan baku harus sesuai dengan yang diinginkan
- Cara mendapatkan bahan baku dan pengangkutannya
2. Pemasaran
Pemasaran hasil produksi suatu pabrik merupakan faktor yang sangat penting dalam
mempercepat perkembangan pabrik tersebut, karena berhasil tidaknya pemasaran akan
menentukan keuntungan yang didapatkan oleh pabrik.
Hal-hal yang perlu diperhatikan adalah :
- Dimana produk akan dipasarkan
IX- 2 -
- Kebutuhan akan produk pada saat ini dan masa yang akan datang
- Pengaruh persaingan yang ada
- Jarak pemasaran dan sarana transportasi daerah pemasaran
3. Utilitas
Utilitas merupakan kebutuhan yang sangat penting, khususnya bagi kelengkapan proses
produksi. Bagian dari utilitas adalah penyediaan air, listrik, dan lain-lain.
Adapun uraiannya adalah sebagai berikut :
a) Air
Air merupakan kebutuhan yang sangat penting dalam suatu industri kimia. Air digunakan
untuk kebutuhan proses, media pendingin, air sanitasi dan kebutuhan lainnya. Untuk
memenuhi kebutuhan, air bisa diambil dari berbagai sumber yaitu air sungai, air kawasan,
atau air PDAM. Bila air dibutuhkan dalam jumlah yang besar maka pengambilan air dari
sungai akan lebih ekonomis. Beberapa hal yang perlu diperhatikan dalam pemilihan
lokasi berkaitan dengan ketersediaan air adalah :
- Seberapa jauh sumber air atau sungai dapat dijangkau dari pabrik
- Kualitas sumber air yang tersedia
- Pengaruh musim terhadap kemampuan penyediaan air myang dibutuhkan
b) Listrik
Dalam industri, listrik berfungsi sebagai penggerak peralatan proses, sebagai sumber
penerangan dan keperluan lainnya. Hal-hal yang perlu diperhatikan adalah:
- Ketersediaan listrik serta kuantitasnya di daerah yang akan ditempati pabrik
- Harga tenaga listrik
- Persediaan listrik di masa yang akan datang
IX- 3 -
c) Bahan Bakar
Pada pra-rancangan pabrik pulp ini, digunakan bahan bakar fuel oil 33
o
API yang disuplay
dari Pertamina. Diharapkan dengan suplay fuel oil yang memadai, kelancaran proses
dapat bejalan dengan lancar. Sedangkan bila ditinjau dari segi transportasi maka biaya
angkut dapat ditekan seminim mungkin.
4. Transportasi
Masalah transportasi perlu diperhatikan agar kerlancaran pengadaan bahan baku dan
pemasaran dapat terjamin dengan biaya serendahnya-rendahnya dan dalam waktu yang
singkat. Untuk dapat mewujudkan hal tersebut maka perlu diperhatikan fasilitas atau sarana
yang ada, antara lain :
- Jalan raya yang dapat dilalui mobil dan truk
- Sungai yang dapat dilalui kapal dan tempat kapal itu berlabuh
- Ada pelabuhan laut
5. Tenaga Kerja
Hal-hal yang perlu diperhatikan mengenai rekruitment tenaga kerja adalah :
- Mudah tidaknya mendapatkan tenaga kerja sesuai dengan yang dibutuhkan
- Keahlian dan pendidikan tenaga kerja
- Tingkat penghasilan tenaga kerja di daerah tersebut
6. Karakteristik Lokasi
Karakteristik lokasi ini menyangkut iklim serta kondisi sosial masyarakat di daerah
Kabupaten Pasuruan memiliki kelayakan. Disamping itu secara hukum daerah Kecamatan
Keraton adalah daerah yang dipersiapkan untuk daerah industri sehingga pemerintah lebih
mudah memberikan izin untuk pendirian suatu pabrik.
IX- 4 -
PETA PROPINSI DAERAH TINGKAT I JAWA TIMUR
PETA POTENSI KABUPATEN PASURUAN
Gambar 9.1. Peta Lokasi Pabrik Pulp dari Batang Kapas
IX- 5 -
9.2. Tata Letak Pabrik (Plant Lay Out)
Dalam penyusunan Plant Lay Out ada dua macam cara penggambaran, yaitu :
Penggambaran dengan master plot plan harus memperhatikan beberapa faktor antara lain:
- Kantor diletakkan dekat dengan jalan raya
- Unit penyediaan air dan steam diletakkan dekat dengan sungai
- Aliran proses berjalan dari satu unit ke unit lain secara langsung, maka letak didekatkan
unutk menghemat pipa penyambungan
Tata letak pabrik dapat ditunjukkan pada gambar 9.2.
IX- 6 -
Gambar 9.2. Tata Letak Pabrik Pulp
IX- 7 -
Keterangan Gambar :
1. Parkir tamu
2. Pos keamanan
3. Parkir pegawai
4. Musholla
5. Taman
6. Aula
7. Poliklinik
8. Perkantoran dan tata usaha
9. Garasi
10. Kantin
11. Ruang kepala pabrik
12. Toilet
13. Bengkel
14. Perpustakaan
15. Ruang proses produksi
16. Areal tangki bahan bakar
17. Laboratorium
18. Ruang bahan baku
19. Storage bahan baku
20. Ruang genset
21. Gudang produk
22. Pemadam kebakaran
IX- 8 -
23. Areal waste treatment
24. Perluasan pabrik
25. Halaman dan jalan raya
9.3. Tata Letak Alat Pabrik (Pilot Plant)
Dalam penataan alat dan fasilitas penunjang dalam pabrik hendaknya memperhatikan faktor-
faktor sebagai berikut :
a) Faktor keselamatan
Penataan alat harus memperhatikan faktor keselamatan agar proses produksi bisa berjalan
tanpa adanya kecelakaan kerja. Sehingga dengan demikian proses produksi bisa berjalan
sesuai dengan yang diharapkan. Ketersediaan Hydrant pada tempat-tempat yang rawan
merupakan salah satu contoh penataan yang merupakan faktor keselamatan.
b) Kemudahan Operasi
Kemudahan pelaksanaan operasi sangat berpengaruh pada kelancaran proses produksi. Untuk
itu penataan alat dan fasilitas pendukung perlu memperhatikan faktor ini, misalnya :
- Kantor dan gudang diletakkan di dekat jalan raya
- Aliran proses berjalan dari satu unit ke unit lain secara langsung, maka letaknya di
dekatkan untuk menghemat pipa penyambungan
- Unit penyediaan air diletakkan dekat sumber air kawasan atau sungai, untuk menghemat
biaya operasional
c) Kemungkinan pengembangan
Penataan alat dan fasilitas pendukung perlu memperhatikan faktor kemungkinan
pengembangan agar di masa yang datang jika diperlukan pengembangan lokasi tidak
IX- 9 -
mengalami kesulitan. Kemungkinan pengembangan lokasi ini biasanya ke bagian belakang
atau samping pabrik.
Berdasarkan beberapa pertimbangan di atas maka tata letak alat pada pra rencana pabrik pulp
ini dapat dilihat pada gambar tata letak alat pabrik pulp (gambar 9.3) :
IX- 10 -
Gambar 9.3. Tata Letak Alat Pabrik Pulp
IX- 11 -
Keterangan :
F-110 : Gudang batang kapas
C-112 : Cutting Machine
C-113 : Chipper
F-115C : Bin Na
2
S solid
F-116 : Tangki NaOH solid
F-118 : Tangki Na
2
S
F-119 : Gudang Na
2
CO
3
solid
M-121 : Tangki pencampur
Q-120 : Digester
H-131 : Rotary Drum Vacuum Washer I
R-130 : Bleaching Tank
H-137 : Rotary Drum Vacuum Washer II
X-144 : Roll Press
B-140 : Dryer
F-144 : Storage Pulp
X- 1 -
BAB X
STRUKTUR ORGANISASI PERUSAHAN
Suatu perusahan biasanya memiliki suatu bentuk organisasi yang berfungsi sebagai suatu
bentuk hubungan yang memiliki sifat yang dinamis, dalam arti dapat menyesuaikan diri terhadap
segala sesuatu perubahan, yang pada hakekatnya merupakan suatu bentuk yang dengan sadar
diciptakan manusia untuk mencapaui tujuan tertentu.
Pada umumnya organisasi dibuat dalam suatu struktur yang merupakan gambaran secara
skematis tentang hubungan atau kerjasama antar departemen yang terdapat dalam karangka
usaha untuk mencapai suatu tujuan tersebut. Agar suatu perusahaan dapat mencapai sasaran
secara efektif dan hasil produksi yang memuaskan, harus mempertimbangkan beberapa elemen
dasar yang diperlukan sebagai alat pelaksanaannya. Elemen dasar tersebut menjadi faktor
penentu untuk keberhasilan perusahaan dalam mencapai tujuan bersama. Elemen dasar tersebut
antara lain :
Manusia (man)
Bahan (material)
Mesin (machine)
Metoda (method)
Uang (money)
Pasar (market)
X- 2 -
10.1 Umum
Bentuk perusahaan : Perseroan Terbatas (PT)
Lokasi pabrik : Pasuruan, Jawa Timur
Lapangan usaha : Memproduksi Pulp dari Batang Kapas
Kapasitas produksi : 10.000 ton/ tahun
Modal : Penanaman Modal Dalam Negeri
10.2 Bentuk Perusahaan
Pabrik pulp dari batang kapas ini merupakan perusahaan swasta nasional yang berbentuk
Perseroan Terbatas (PT). Bentuk ini dipilih dengan alasan :
1. Kedudukan atau wewenang antara pimpinan perusahaan dan para pemegang saham
(pemilik) terpisah satu sama lain.
2. Terbatasnya tanggung jawab para pemegang saham karena segala sesuatu yang
menyangkut kelancaran perusahaan dipegeng oleh pmpinan perusahaan dan setiap
pemegang saham hanya mungkin menderita kerugian sebesar jumlah yang
ditanamkan pada PT yang bersangkutan.
3. Kemungkinan terhimpunnya modal yang besar dan mudah, yaitu dengan membagi
modal atas sejumlah saham-sahamnya. PT dapat menarik modal dari banyak orang.
4. Kehidupan PT lebih terjamin karena tidak berpengaruh oleh berhentinya salah
seorang pemegang saham, direktur atau karyawan. Ini berarti suatu PT mempunyai
potensi hidup lebih permanen dari bentuk perusahaan lainnya.
5. Adanya efisiensi dalam perusahaan. Tiap bagian dalam PT dipegang oleh orang yang
ahli dalam bidangnya. Tiap orang atau tiap bagian mempunyai bagian dan tugas yang
jelas, sehingga ada dorongan untuk mengerjakan sebaik-baiknya.
X- 3 -
10.3 Struktur Organisasi Perusahaan
Struktur organisasi yang digunakan adalah sistem garis dan staf. Alasan pemilihan
sistem garis dan staf adalah:
1. Bisa digunakan untuk organisasi yang cukup besar dengan produksi terus menerus.
2. Terdapat satu kesatuan pimpinan dan perintah, sehingga disiplin kerja lebih baik.
3. Sering digunakan dalam perusahaan yang berproduksi secara massal.
4. Masing-masing kepala bagian/ manager secara langsung bertanggung jawab atas
aktivitas yang dilakukan untuk mencapai tujuan.
5. Pimpinan tertinggi pabrik dipegang oleh seorang direktur yang bertanggung jawab
terhadap Dewan Komisaris. Anggota Dewan Komisaris merupakan wakil-wakildari
pemegang saham dan dilengkapi dengan staf ahli yang bertugas memberikan saran
kepada direktur.
Di samping alasan tersebut ada beberapa kebaikkan yang mendukung pemakaian
sistem dan organisasi staf dan garis yaitu :
1. Dapat digunakan oleh setiap organisasi besar, apapun tujuannya, betapapun luas
tugasnya dan betapapun kompleks susunan organisasinya.
2. Pengambilan keputusan yang sehat lebih mudah dapat diambil, karena adanya staf
ahli.
3. Perwujudan the right man in the right place lebih mudah dilaksanakan.
Dari kelebihan-kelebihan sistem organisai garis dan staf diatas, maka dapat
dipakai sebagai bahan pertimbangan untuk menentukan sistem organisasi perusahaan
pada Pra Rencana Pabrik Pulp dari Batang Kapas ini, yaitu menggunakan sistem
organisasi garis dan staf. Pembagian tanggung jawab dan wewenang berdasarkan
X- 4 -
departemensasi. Pada setiap departemen dibagi lagi menjadi bagian-bagian yang lebih
kecil lagi yaitu divisi. Selanjutnya tiap divisi dibagi lagi menjadi unit-unit.
Setiap departemen dipimpin oleh seorang manager yang dibantu oleh asisten manager,
sedangkan untuk divisi dikepalai oleh seorang divisi manager yang dibantu oleh asisten
divisi manager.
Bagan struktur organisasi diberikan pada gambar 10.3.1
X- 5 -
X-5
Keuangan &
Administrasi
Direktur
Utama
Divisi
Transportasi
Direktur Produksi
Dan Terknik
Dewan
Komisaris
Dewan
Komisaris
Dewan
Komisaris
Dewan
Komisaris
Dewan
Komisaris
Dewan
Komisaris
Dewan
Komisaris
Dewan
Komisaris
Gambar 10.3.1. Struktur Organisasi Pra Rencana Pabrik Pulp dari Batang Kapas
Divisi
Pemasaran
Adminis
trasi
Dept Umum &
SDM
Divisi
Akutansi
Kebersihan
&
Logistik
Keamanan
&
Keselamatan
Humas
&
Personal
iiaia
Bengkel
dan
Perawatan
Divisi QC &
Lab
Devisi
Gudang
Divisi
Porses
Direktur Keuangan
Dept
Teknik
Dept Produksi
Litbang
X- 6 -
10.4 Tugas dan Tanggung Jawab Organisasi (Job Descreption)
10.4.1 Pemegang Saham
Pemegang saham adalah sekelompok orang yang ikut dalam pengumpulan modal
untuk mendirikan pabrik dengan cara membeli saham perusahaan. Pemegang saham
adalah pemilik perusahaan yang besarnya tergantung dari persentase kepemilikan saham.
Kekayaan pribadi pemegang saham tidak dipertanggung jawabkan sebagai jaminan atas
hutang-hutang perusahaan. Penanaman saham wajib menanamkan modalnya paling
sedikit 1 tahun. Rapat Umum Pemegang Saham (RUPS) adalah rapat dari pemegang
saham yang memiliki kekuasaan tertinggi dalam mengambil keputusan untuk
kepentingan perusahaan. RUPS biasanya dilakukan paling sedikit sekali dalam setahun,
atau selambat-lambatnya enem bulan sejak tahun buku yang bersangkutan berjalan
(neraca telah aktif).
10.4.2 Dewan Komisaris
Dewan komisaris terdiri dari para pemegang saham perusahaan. Pemegang saham
adalah pihak-pihak yang menanamkan modalnya untuk peruasahaan dengan cara
membeli saham perusahaan. Besarnya kepemilikan pemegang saham terhadap
perusahaan tergantung / sesuai dengan besarnya modal yang ditanamkan, sedangkan
kekayaan pribadi dari pemegang saham tidak dipertanggung jawabkan sebagai jaminan
atas hutang-hutang perusahaan. Pemegang saham harus menanamkan saham paling
sedikit 1 (satu) tahun. Tugas dan wewenang dewan komisaris adalah :
a. Bertanggung jawab terhadap pabrik secara umum dan memberikan laporan
pertanggungjawabkan kepada pemegang saham dalam RUPS.
b. Menerima pertanggungjawaban dari para manager pabrik.
X- 7 -
10.4.3 Direktur Utama
Posisi direktur utama merupakan pemimpin tertinggi perusahaan secara langsung
dan penanggung jawab utama dalam perusahaan secara keseluruhan selama perusahaan
berdiri. Tugas dan wewenang direktur utama adalah :
a. Menetapkan strategi perusahaan, membuat perencanaan kerja dan menginstruksikan
cara-cara pelaksanaannya kepada manager.
b. Mengurus harta kekayaan perusahaan.
c. Menetapkan sistem organisasi yang dianut dan menetapkan pembagian kerja, tugas,
dan tanggung jawab dalam perusahaan untuk mencapai tujuan atau target perusahaan
yang telah direncanakan.
d. Mengadakan koordinasi yang tepat pada seluruh bagian organisasi.
e. Memberikan instruksi resmi kepada bawahannya untuk melaksanakan tugas masing-
masing.
f. Mempertanggungjawabkan kepada dewan komisaris semua anggaran pembelajaran
dan pendapatan perusahaan.
g. Selain tugas diatas, direktur utama berhak mewakili perseroan secara sah dan
langsung dalam segala hal dan kejadian yang berhubungan dengan kepentingan
perusahaan. Dan harus berkonsultasi kepada dewan komosaris setiap akan melakukan
tindakan perusahaan yang krusial seperti peminjamanuang ke Bank,
memindahtangankan perseroan untuk menanggung hutang perusahaan, dan lain-lain.
X- 8 -
10.4.4 Penelitian dan Pengembangan (R&D)
Divisi LITBANG bersifat independent. Divisi ini bertanggung jawab langsung
kepada direktur utama. Divisi LITBANG bertugas mengembangkan secara kreatif dan
inovatif segala aspek perusahaan terutama yang berkaitan dalam peningkatan kualitas
produksi dan pemasaran sehingga mampu bersaing dengan produk competitor.
10.4.5 Direktur Produksi dan Teknik
Direktur Produksi dan Teknik diangkat dan diberhentikan oleh direktur utama.
Direktur utama dan Teknik bertanggung jawab penuh terhadap kelancaran produksi,
dimulai dari perencanaan produksi, perencanaan bahan baku, perangkat produksi. Tugas
utamanya adalah merencanakan, dan mengontrol semua kegiatan yang berkaitan dari
mulai bahan baku sampai menghasilkan produk.
10.4.6 Direktur Administrasi dan Keuangan
Direktur administrasi dan keuangan memiliki ruang lingkup kerja yang lebih luas
dari Manager produksi dan teknik. Direktur administrasi dan keuangan bertanggung
jawab atas segala kegiatan kerja diluar produksi. Semua manajemen perusahaan diatur
dan dijalankan oleh bagian administrasi, termasuk strategi pemasaran, pengaturan
keuangan perusahaan, hubungan masyarakat, dan mengatur masalah ketenagakerjaan.
10.4.7 Departemen Produksi
Kepala Dept. Produksi bertanggung jawab atas jalannya proses produksi sesuai
yang direncanakan, termasuk merencanakan kebutuhan bahan baku agar target produksi
terpenuhi dengan membawahi 3 divisi yaitu :
X- 9 -
a. Divisi Proses
Divisi proses bertanggung jawab kepada kepala Departemen Produksi atas kelancaran
proses. Divisi ini juga mengatur pembagian shift dan kelompok kerja sesuai
spesialisasinya pada masing-masing tahapan proses dan mengendalikan kondisi
operasi sesuai prosedurnya.
b. Divisi Gudang
Divisi Gudang bertanggung jawab kepada kepala Departemen Produksi atas
ketersediaan bahan baku yang dibutuhkan sesuai kebutuhan, serta mencatat dan
mengatur distribusi barang yang keluar masuk gudang dan menjaga kondisi gudang
sedemikian rupa sehingga barang tidak rusak.
c. Divisi Quality Control dan Laboratorium
Divisi Quality Control dan Laboratorium bertanggung jawab kepada kepala
Departemen Produksi dan bertugas mengawasi dan mengendalikan kualitas bahan
baku, produk utama dan produk samping, sehingga didapat produk dengan standart
kualitas yang diinginkan dengan melakukan analisa dan pengujian terhadap bahan
mentah yang dipasok serta produk Urotropin dan produk samping untuk mengetahui
kualitasnya.
10.4.8 Departemen Teknik
Kepala Depertemen Teknik bertanggung jawab atas kelancaran alat-alat proses
selama produksi berlangsung, termasuk pemeliharaan alat proses dan instrumentasinya.
Apabila ada keluhan pada alat penunjang produksi maka Departemen teknik langsung
mengatasi masalahnya.
X- 10 -
a. Divisi Utilitas
Bertanggung jawab kepada kepala Departemen teknik mengenai proses kelancaran
alat-alat utilitas dan mengatasi segala permasalahan teknisnya.
b. Divisi Bengkel dan Perawatan
Bertugas memperbaiki alat-alat atau instrumen yang rusak baik alat produksi maupun
peralatan utilitas. Divisi ini juga diharapkan menciptakan alat-alat yang inovatif untuk
menunjang kelancaran produksi.
10.4.9 Departemen Keuangan dan Administrasi
Kepala Departemen Keuangan dan Akuntansi bertanggung jawab mengatur
neraca keuangan perusahaan dengan melakukan pembukuan sebaik-baiknya pemasukan
ataupun pembelanjaan untuk kebutuhan perusahaan, selain itu juga membayarkan gaji ke
rekening bank tiap karyawan pada setiap akhir bulan dan akhir pekan. Dan juga
membayarkan jaminan social atas pemutusan hak kerja (PHK) karyawan. Departemen
Keuangan dan Akuntansi membawahi 3 divisi yaitu :
a. Divisi Pembukuan (Akuntansi)
Divisi ini bertugas membuat neraca keuangan dengan melakukan pencatatan dan
pembukuan mengenai semua pemasukan dan pengeluaran keuangan perusahaan.
b. Divisi Administrasi
Divisi ini bertugas untuk menjalankan kegiatan administrasi perusahaan, mulai dari
surat menyurat, absensi karyawan, pendataan sampai penditribusian gaji.
c. Divisi Penjualan dan Pembelian
Bertanggung jawab kepada kepala Departemen Keuangan dan Administrasi mengenai
penjualan produk pada berbagai daerah distribusi sekaligus mensurvei kebutuhan
X- 11 -
pasar agar dapat dipasok setiap saat, serta melakukan promosi kepada masyarakat
mengenai produk yang dihasilkan serta menangani pembelian bahan baku dan alat-
alat yang menunjang proses serta pembiayaan atas perawatannya.
10.4.10 Departemen Umum dan Sumber Daya Manusia
Kepala Departemen Umum dan SDM bertugas untuk merencanakan dan
mengelola hal-hal yang bersifat umum dan ketenagakerjaan. Departemen ini mengatur
masalah administrasi, keamanan dan keselamatan, lingkungan, logistik serta hubungan
anatar perusahaan dengan pihak lain, baik dengan masyarakat, pemerintah maupun
dengan perusahaan lain. Departemen ini membawa 4 divisi yaitu :
a. Divisi Humas dan Personalia
Divisi personalia bertugas untuk menyaring dan menyeleksi calon pegawai atau
pekerja baru serta mendistribusikan pekerja sesuai dengan keahlian dan kemampuan
yang dimilikinya selain itu juga bertugas menjalin hubungan kemasyarakatan baik
didalam perusahaan, antar instansi ataupun dengan masyarakat setempat maupun
dengan pihak pemerintah, sehingga diharapkan dengan kerjasama yang baik dapat
menunjang kelangsungan dan kelancaran kegiatan operasional perusahaan.
b. Divisi Keamanan dan Keselamatan
Divisi keamanan beranggung jawab kepada kepala Departemen Umum dan Sumber
Daya Manusia dan bertugas untuk menjaga keamanan perusahaan meliputi pemberian
ijin orang luar keluar masuk perusahaan, pengontrolan setiap kendaraan yang masuk
perusahaan baik kendaraan bahan baku, produk, sampai kendaraan tamu, dan juga
menjaga keamanan dan ketertiban lingkungan kerja di seluruh area pabrik.
X- 12 -
c. Divisi Kebersihan dan Logistik
Divisi kebersihandan Logistik bertugas menjaga kebersihan, dan keindahan
perusahaan mulai dari ruang perkantoran, taman, toilet sampai gudang dan ruang
produksi, serta bertugas menyediakan kebutuhan logistik karyawan perusahaan dan
pada kegiatan-kegiatan tertentu pada perusahaan.
d. Divisi Transportasi
Divisi ini mengatur penggunaan transportasi mulai dari penyediaan bahan baku
sampai ke transportasi untuk pemasaran produk-produk yang dihasilkan dan masalah
parkir kendaraan karyawan dan tamu.
10.5 Jaminan Sosial
Jaminan sosial adalah jamianan yang diterima oleh pihak karyawan jika terjadi
sesuatu hal yang bukan karena kesalahannya menyebabkan dia tidak dapat melakukan
pekerjaan.
Jaminan sosial yang diberikan oleh perusahaan pada karyawan adalah :
a. Tunjangan
- Tunjangan di luar gaji pokok, diberikan kepada tenaga kerja tetap berdasarkan
prestasi yang telah dilakukannya dan lama pengabdiannya kepada perusahaan
tersebut.
- Tunjangan lembur yang diberikan kepada tenaga kerja yang bekerja di luar jam
kerja yang telah ditetapkan (khusus untuk tenaga kerja shift).
X- 13 -
b. Fasilitas
Fasilitas yang diberikan berupa seragam kerja untuk karyawan, perlengkapan
keselamatan kerja (misal helm,sarung tangan, sepatu boot, kacamata pelindung dan
lain-lain),antar jemput bagi karyawan, kendaraan dinas, tempat tinggal dan lain-lain.
c. Pengobatan
Untuk pengobatan dan perawatan pertama dapat dilakukan di poliklinik perusahaan
dan diberikan secara cuma-cuma kepada karyawan yang membutuhkan dengan
ketentuan sebagai berikut :
- Untuk pengobatan dan perawatan pertama dapat dilakukan di rumah sakit telah
ditunjuk akan diberikan secara cuma-cuma
- Karyawan yang mengalami kecelakaan atau terganggu kesehatannya dalam
menjalankan tugas perusahaan, akan mendapatkan penggantian ongkos
pengobatan penuh
d. Insentive atau bonus
Insentive diberikan dengan tujuan untuk meningkatkan produktivitas dan merangsang
gairah kerja karyawan. Besarnya insentive ini dibagi menurut golongan dan jabatan.
Pemberian insentive untuk golongan operatif (golongan kepala seksi ke bawah)
diberikan setiap bulan sedangkan untuk golongan diatasnya diberikan pada akhir
tahun produksi dengan melihat besarnya keuntungan dan target yang dicapai.
X- 14 -
e. Cuti
- Cuti tahunan selama 12 hari kerja dan diatur dengan mengajukan permohonan
satu minggu sebelumnya untuk dipertimbangkan ijinnya
- Cuti sakit bagi tenaga kerja yang memerlukan istirahat total berdasarkan surat
keterangan dokter
- Cuti hamil selama tiga bulan bagi tenaga kerja wanita
- Cuti untuk keperluan dinas atas perintah atasan berdasarkan kondisi tertentu
perusahaan
10.6 Jadwal Dan Jam Kerja
Pabrik pulp dari batang kapas ini direncanakan akan beroperasi selama 330 hari
dalam setahun dan 24 jam per hari, sisa harinya digunakan untuk pembersihan serta
perbaikan dan perawatan peralatan proses produksi, atau yang dikenal dengan istilah shut
down.
a. Untuk pegawai non shift
Bekerja selama 6 hari dalam seminggu (total kerja 40 jam per minggu) sedangkan
hari minggu dan hari besar libur. Pegawai non shift ini termasuk karyawan yang tidak
langsung menangani operasi pabrik, misalnya : direktur, kepala departemen, kepala
divisi, karyawan kantor / administrasi dan devisi-devisi dibawah tanggung jawab non
teknik atau yang bekerja di pabrik dengan jenis pekerjaan tidak kontinu.
Ketentuan jam kerja adalah sebagai berikut :
- Senin kamis : 08.00 - 16.00 (istirahat : 12.00 -13.00)
- Jumat : 08.00 16.00 (istirahat : 11.00 13.00)
- Sabtu : 08.00 13.00
X- 15 -
b. Untuk pegawai shift
Sehari bekerja 24 jam, yang terbagi dalam 3 shift. Karyawan shift ini termasuk
karyawan yang secara langsung menangani proses operasi pabrik, misalnya : kelapa
shift, operator, karyawan-karyawan shift, gudang serta keamanan dan keselamatan
kerja. Ketentuan jam kerja pegawai shift sebagai berikut :
Shift 1 : 07.00 15.00
Shift II : 15.00-23.00
Shift III : 23.00 07.00
Jadwal kerja dibagi dal;am empat minggu dan empat kelompok (regu). Setiap
kelompok kerja akan mendapatkan libur satu kali dari tiga kali shift. Jadwal kerja
karyawan shift dapat dilihat pada table 10.6.1
Regu HARI
1 2 3 4 5 6 7 8 9 10 11 12
I
II
III
IV
P
S
M
L
P
S
L
M
P
L
S
M
L
P
S
M
M
P
S
L
M
P
L
S
M
L
P
S
L
M
P
S
S
M
P
L
S
M
L
P
S
L
M
P
L
S
M
P
Karena kemajuan suatu pabrik atau perusahaan tergantung pada kedisiplinan
karyawannya, maka salah satu cara untuk menciptakan kedisiplinan adalah dengan
memberlakukan absensi. Dari mulai direktur utama sampai karyawan kebersihan
diberlakukan absensi setiap jam kerjanya yang nantinya dapat menjadi pertimbangan
perusahaan dalam meningkatkan karier karyawannya.
X- 16 -
10.7 Penggolongan dan Tingkat Pendidikan Karyawan
Penggolongan dan tingkat pendidikan karyawan berdasarkan tingkat kedudukan
dalam struktur organisasi Pra Rencana Pabrik pulp dari batang kapas adalah sebagai
berikut :
1. Direktur utama : Sarjana Teknik Kimia
2. Manager, terdiri dari :
a. Manager Produksi : Sarjana Teknik Kimia
b. Manger Administrasi Keuangan : Sarjana Ilmu Administrasi
3. Penelitian & Pengembangan : Sarjana Kimia (Mipa),T.Kimia
4. Kepala Departemen
a. Departemen Produksi : Sarjana Teknik Kimia
b. Departemen Teknik : Sarjana Teknik Mesin
c. Departemen Keuangan dan Akuntansi : Sarjana Ekonomi
d. Departemen Umum dan SDM : Sarjana Psikologi Industri
5. Kepala devisi
a. Devisi proses : Sarjana Teknik Kimia
b. Devisi gudang : Sarjana Ekonomi
c. Devisi utilitas : SarjanaTeknik Mesin, Teknik Kimia
d. Devisi bengkel dan perawatan : Sarjana Teknik Mesin
e. Devisi QC dan laboratorium : Sarjana Teknik kimia, kimia (mipa)
f. Devisi penjualan dan pembelian : Sarjana Ekonomi dan Promotion
g. Devisi akuntansi : Sarjana Ekonomi
h. Devisi humas dan personalia : Sarjana Psikologi dan Hukum
X- 17 -
i. Devisi administrasi keuangan : Sarjana Ilmu Administrasi (FIA)
j. Devisi keamanan dan keselamatan : Diploma / SMU/SMK
k. Devisi kebersihan dan logistik : Diploma / SMU/SMK
l. Devisi transportasi : Sarjana / Diploma Teknik Mesin
m. Dokter : Sarjana Kedokteran
6. Karyawan : sarjana / diploma / SMU/SMK SLTP
10.8 Perincian Jumlah Tenaga Kerja
Perhitungan jumlah tenaga operasional didasarkan pada pembagian proses yang
dilakukan . pada Pra Rencana Pabrik Pulp dari Batang kapas, proses yang dilakukan
terbagi dalam beberapa tahap :
a. Proses Utama
1. Persiapan Bahan Baku terdiri dari :
- Transportasi
2. Tahap persiapan terdiri dari :
- Tahap penghancuran
- Tahap reaksi
- Tahap pemucatan
3. Tahap pemisahan
4. Tahap penanganan produk
X- 18 -
b. Tahap tambahan atau pembantu
1. Laboratorium
2. Utilitas terdiri dari :
- Pengolahan air
- Boiler
- Listrik
- Pengolahan limbah
- Pemeliharaan
Sehingga proses keseluruhan yang membutuhkan tenaga operasional adalah 12
tahap. Dari Vilbrant and Dryden, fig. 6.35, hal 235, diperoleh jumlah karyawan yang
dibutuhkan untuk kapasitas produksi 10.000 ton/ tahun dan beroperasi 330 hari / tahun
yaitu :
Jumlah karyawan = 58 orang/ hari/ tahapan
Karena jumlah proses terbagi dalam 12 tahap, maka :
Karyawan proses = 58 orang/ hari/ tahapan x 12 tahap = 696 orang/ shift
Karena satu hari terdapat 3 shift kerja, maka :
Karyawan proses = = 232 orang/ shift
Karena setiap karyawan shift bekerja selama 8 jam/hari, maka :
Karyawan proses = = 29 orang/ shift
Karena karyawan shift terdiri dari 4 regu, yaitu 3 regu bekerja dan 1 regu libur, maka :
Jumlah karyawan proses keseluruhan = 29 orang/ shift x 4 regu = 116 setiap hari (untuk 4
regu).
X- 19 -
Jumlah karyawan staf = 111 orang
Jadi jumlah karyawan total yang diperlukan pada pabrik Pulp dari Batang Kapas ini
adalah 227 orang.
Perincian kebutuhan tenaga kerja dapat dapat dilihat pada table 10.8.1
Tabel10.8.1 Perincian Kebutuhan Tenaga Kerja
No Jabatan (Tugas) Jumlah
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
Dewan komisaris
Direktur utama
Kepala LITBANG (R&D)
Karyawan LITBANG (R&D)
Direktur teknikdan produksi
Direktur keuangan dan administrasi
Sekretaris
Kepala bagian teknik
Kepala divisi bengkel dan perawatan
Staff bengkel dan perawatan
Kepala divisi utilitas
Staff divisi utilitas
Karyawan utilitas
Kepala bagian produksi
Kepala divisi mutu dan lab
Karyawan mutu dan lab
Kepala divisi pegendalian proses
Staff pengendalian proses
Kepala divisi produksi
Staff produksi
Karyawan produksi
Kepala divisi gudang
Staff divisi gudang
5
1
1
2
1
1
2
1
1
6
1
2
3
1
1
3
1
5
1
4
116 (3 shift)
1
2
X- 20 -
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
Karyawan gudang
Kepala bagian bnagian pemasaran
Kepala divisi market dan riset
Staff market dan riset
Kepala divisi penjualan
Staff penjualan
Kepala divisi promosi dan periklanan
Staff promosi dan periklanan
Kepala babian keuangan
Kepala divisi pembukuan dan keuangan
Staff pembukuan dan keuangan
Kepala dvisi penyediaan dan pembelian
Staff penyediaandan pembelian
Kepala bagian sumber daya manusia
Kepala devisi transportasi
Staff transportasi
Sopir
Kepala devisi ketenagakerjaan
Staff ketenagakerjaan
Kepala devisi personalia
Staff personalia
Kepala bagian umum
Kepala devisi HUMAS
Staff HUMAS
Kepala devisi keamanan
Staff keamanan
Kepala devisi kebersihan
Staff kebersihan
3
1
1
2
1
5
1
3
1
1
2
1
3
1
1
2
3
1
2
1
2
1
1
3
1
10
1
10
Jumlah 227
X- 21 -
10.9 Status Karyawan Dan Sistem Pengupahan (Gaji)
Pabrik Pulp dari Batang Kapas ini mempunyai sistem bagian gaji yang berbeda-
beda kepada karyawan. Hal ini berdasarkan pada kriteria sebagai berikut :
1. Tingkat Pendidikan
2. Pengalaman kerja
3. Tanggung jawab dan kedudukan
4. Keahlian
5. Pengabdian pada perusahaan (lamanya bekerja)
Berdasarkan kriteria di atas, karyawan akan menerima gaji sesuai dengan status
kepegawaianya. Status kepegawannya dibagi menjadi 3 bagian yaitu :
1. Karyawan reguler
Karyawan reguler adalah karyawan yang diangkat dan diberhentikan dengan surat
keputusan (SK) dan mendapat gaji bulanan berdasarkan kedudukan, keahlian dan
masa kerjanya.
2. Karyawan borongan
Karyawan borongan adalah pekerja yang dipergunakan oleh pabrik bila diperlukan
saja, misalnya bongkar maut barang dan lain-lain. Pekerja ini menerima upah
borongan untuk pekerjaan tersebut.
3. Karyawan harian
Karyawan harian adalah pekerja yang diangkat dan diberhentikan oleh manajer pabrik
atas pengajuan kepala yang membawahinya dan menerima upah harian yang
dibayarkan setiap akhir pekan.
X- 22 -
Tabel 10.9.1 Daftar Upah (Gaji) Karyawan
No Jabatan Jumlah
(orang)
Gaji
(Rp/orang)
Total (Rp)
1 Dewan komisaris 5 5.000.000 25.000.000
2 Direktur utama 1 20.000.000 20.000.000
3 Kepala LITBANG (R&D) 1 5.000.000 5.000.000
4 Karyawan LITBANG (R&D) 2 1.500.000 3.000.000
5 Direktur teknik dan produksi 1 9.000.000 9.000.000
6 Direktur keuangan dana administrasi 1 9.000.000 9.000.000
7 Sekretaris 2 1.250.000 2.500.000
8 Kepala bagian teknik 1 5.000.000 5.000.000
9 Kepala devisi bengkel dan perawatan 1 2.500.000 2.500.000
10 Staff bengkel dan perawatan 6 1.100.000 6.600.000
11 Kepala divisi utilitas 1 2.500.000 2.500.000
12 Staff divisi utilitas 2 1.250.000 2.500.000
13 Karyawan utilitas 3 1.000.000 3.000.000
14 Kepala bagian produksi 1 5.000.000 5.000.000
15 Kepala divisi mutu dan lab 1 2.500.000 2.500.000
16 Karyawan mutu dan lab 3 1.500.000 4.500.000
17 Kepala divisi pengendalian proses 1 2.500.000 2.500.000
18 Staff pengendalian proses 5 1.000.000 5.000.000
19 Kepala divisi produksi 1 2.500.000 2.500.000
20 Staff produksi 4 1.250.000 5.000.000
21 Karyawan produksi 116 1.000.000 116.000.000
22 Kepala divisi gudang 1 2.000.000 2.000.000
23 Staff divisi gudang 2 1.250.000 2.500.000
24 Karyawan gudang 3 1.000.000 3.000.000
25 Kepala bagian pemasaran 1 5.000.000 5.000.000
26 Kepala devisi market dan riset 1 2.500.000 2.500.000
27 Staff market dan riset 2 1.000.000 2.000.000
X- 23 -
28 Kepala divisi penjualan 1 2.500.000 2.500.000
29 Staff penjualan 5 1.250.000 6.250.000
30 Kepala divisi promosi & periklanan 1 2.250.000 2.500.000
31 Staff promosi & periklanan 3 1.000.000 3.000.000
32 Kepala bagian keuangan 1 5.000.000 5.000.000
33 Kepala divisi pembukuan & keuangan 1 2.500.000 2.500.000
34 Staff pembukuan & keuangan 2 1.000.000 2.000.000
35 Kepala divisi penyediaan & pembelian 1 2.500.000 2.500.000
36 Staff penyediaan & pembelian 3 1.000.000 3.000.000
37 Kepala bagian sumber daya manusia 1 5.000.000 5.000.000
38 Kepala divisi transportasi 1 2.000.000 2.000.000
39 Staff transportasi 2 1.000.000 2.000.000
40 Sopir 3 800.000 2.400.000
41 Kepala divisi ketenagakerjaan 1 2.500.000 2.500.000
42 Staff ketenagakerjaan 2 1.000.000 2.000.000
43 Kepala divisi personalia 1 2.500.000 2.500.000
44 Staff personalia 2 1.100.000 2.200.000
45 Kepala bagian umum 1 5.000.000 5.000.000
46 Kepala divisi HUMAS 1 2.500.000 2.500.000
47 Staff HUMAS 3 1.250.000 3.750.000
48 Kepala divisi keamanan 1 1.750.000 1.750.000
49 Staff keamanan 10 800.000 8.000.000
50 Kepala divisi kebersihan 1 1.750.000 1.750.000
51 Staff kebersihan 10 800.000 8.000.000
Jumlah 227 331.200.000
XI- 1 -
BAB XI
ANALISA DAN EKONOMI
Perencanaan Suatu pabrik perlu ditinjau dari faktor-faktor ekonomi yang menentukan
apakah pabrik tersebut layak atau tidak. Faktor-faktor yang perlu dipertimbangkan dalam
penentuan untung rugi dalam mendirikan pabrik pulp adalah sebagai berikut :
- Return On Invesment (ROI)
- Pay Out Time (POT)
- Break Event Point (BEP)
Sedangkan untuk menghitung faktor-faktor diatas perlu diadakan penaksiran beberapa hal
yang menyangkut administrasi perusahaan dan jalannya proses yaitu :
1. Penaksiran modal investasi total (Total Capital Investment) :
a. Modal tetap (Fixed Capital Investment)
b. Modal kerja (Working Capital Investment)
2. Penentuan biaya produksi (Total Production Cost)
a. Biaya pembuatan (Manufacturing Cost)
b. Biaya pengeluaran umum (General Expence)
3. Total pendapatan
11.1 Penentuan Total Capital Investment (TCI)
Karena harga peralatan dari tahun ke tahun cenderung naik maka perhitungan harga alat
dapat dilihat di appendiks D.
a. Biaya Langsung (DC)
1. Harga peralatan E = $ 2.937.343,872
XI- 2 -
2. Instalasi alat 30% E = $ 881.203,162
3. Instrumentasi dan alat kontrol 10% E = $ 293.734,387
4. Perpipaan terpasang 17% E = $ 499.348,458
5. Listrik terpasang 10% E = $ 293.734,387
6. Tanah 5% E = $ 146.897,344
7. Bangunan 18% E = $ 528.721,897
8. Fasilitas pelayanan 20% E = $ 587.468,774
9. Pengembangan lahan 5% E = $ 1.468,973
Total Modal Langsung (DC) = $ 6.315.289,325
b. Biaya Tak Langsung (IC)
10. Engineering dan supervisi 5% E = $ 146.867,194
11. Konstruksi 7% E = $ 205.614,071
Total Modal Tak Langsung(IC) = $ 352.481,265
c. Fixed Capital Investment (FCI)
12. Kontraktor 5% E = $ 146.867,194
13. Biaya tak terduga 1% E = $ 29.373,439
FCI = DC + IC + Kontraktor + Biaya Tak Terduga
= $ 6.315.289,325 + $ 352.481,265 +$ 146.867,194 + $ 29.373,439
= $ 6.844.011,223
d. Working Capital Investment (WCI)
WCI = 15 % FCI
= 0,15 x $ 6.844.011,223
= $ 1.026.601,683
XI- 3 -
e. Total Capital Investment (TCI)
TCI = FCI + WCI
= $ 6.844.011,223 + $ 1.026.601,683
= $ 7.870.612,906
f. Modal Perusahaan
Modal Sendiri (MS) 60% TCI = 0,6 x $ 7.870.612,906
= $ 4.722.367,744
Modal Pinjaman (MP) 40% TCI = 0,4 x $ 7.870.612,906
= $ 3.148.245,162
11.2 Penentuan Total Product Cost (TPC)
a. Biaya Produksi Langsung (Direct Production Cost/ DPC)
1. Bahan baku = $ 13.122.059,306
2. Tenaga kerja TK = $ 367.848
3. Supervisi 10% TK = $ 36.784,8
4. Utilitas = $ 12.401.528,516
5. Pemeliharaan dan perawatan (PP) 5% FCI = $ 342.200,561
6. Penyediaan operasi 10% PP = $ 34.220,056
7. Laboratorium 10% TK = $ 36.784,8
8. Patent dan Royalti 1% TPC = $ 0,01 TPC
9. Biaya pengemasan = $ 511.000
Biaya Produksi Langsung (DPC) = $ 26.852.416,039 + 0,01 TPC
XI- 4 -
b. Biaya Tetap (Fixed Cost/ FC)
10. Depresiasi alat 7% FCI = $ 479.080,786
11. Depresiasi bangunan 2% FCI = $ 136.880,225
12. Pajak kekayaan 0,5% FCI = $ 34.220,056
13. Asuransi 0,75% FCI = $ 51.330,084
14. Bunga bank 15% MP = $ 472.236,774
Total Biaya Tetap (FC) = $ 1.173.747,925
c. Biaya Overhead Pabrik
Biaya overhead 50% TK = 0,5 x $ 367.848
= $ 183.924
d. Biaya Pengeluaran Umum (General Expences / GE)
15. Biaya administrasi 10% TK = $ 36.784,8
16. Biaya distribusi dan pemasaran 1% TPC = $ 0,01 TPC
17. Biaya LITBANG 0,5% TPC = $ 0,005 TPC
Total Biaya Pengeluaran Umum (GE) = $ 36.784,8 + 0,015 TPC
e. Biaya Produksi Total (TPC)
TPC = DPC + FC + Biaya Overhead + GE
= ($ 26.852.416,039 + 0,01 TPC) + $ 1.173.747,925 + $ 183.924 +
($ 36.784,8 + 0,015 TPC)
= $ 28.246.872,764 + 0,025 TPC
TPC = $ 28.971.151,55
XI- 5 -
Maka, DPC = $ 26.852.416,039 + 0,01 TPC
= $ 26.852.416,039 + (0,01 x $ 28.971.151,55)
= $ 27.142.127,555
GE = $ 36.784,8 + 0,015 TPC
= $ 36.784,8 + (0,015 x $ 28.971.151,55)
= $ 471.352,073
11.3 Analisa Profitabilitas
1. Laba Perusahaan
Laba perusahaan adalah keuntungan yang diperoleh dari penjualan produk.
Total penjualan per tahun = $ 30.999.998,46
Laba kotor = Harga Jual Biaya Produksi
= $ 30.999.998,46 - $ 28.971.151,55
= $ 2.028.846,91
Pajak penghasilan = 30% dari laba kotor
= 0,3 x $ 2.028.846,91
= $ 608.654,073
Laba bersih = Laba kotor x (1 - % pajak)
= $ 2.028.846,91 x (1 - 0,3)
= $ 1.420.192,837
Nilai penerimaan Cash Flow setelah pajak (C
A
) :
C
A
= Laba bersih + Depresiasi alat
= $ 1.420.192,837 + $ 479.080,786
= $ 1.899.273,623
XI- 6 -
2. Laju Pengembalian Modal (ROI)
ROI adalah pernyataan umum yang digunakan untuk menunjukan laba tahunan sebagai usaha
untuk mengembalikan modal.
a. ROI sebelum pajak
ROI
BT
= x 100%
= x 100%
= 29,64%
b. ROI setelah pajak
ROI
AT
= x 100%
= x 100%
= 20,75% dari modal investasi
= 0,207 x $ 7.870.612,906
= $ 1.629.216,872
Berarti pabrik layak untuk didirikan karena ROI > Bunga Bank (20,75 % > 15%)
3. Lama Pengembalian Modal (POT)
POT adalah masa tahunan pengembalian modal investasi dari laba yang dihitung dikurangi
penyusutan atau waktu yang diperlukan untuk mengembalikan modal investasi.
POT = x 1 tahun
POT = x 1 tahun = 4,2 tahun (4 tahun 2 bulan)
XI- 7 -
4. Break Event Point (BEP)
BEP adalah titik dimana jika tingkat kapasitas pabrik berada pada titik tersebut maka pabrik
tidak untung dan tidak rugi atau harga penjualan sama dengan biaya produksi.
BEP = x 100%
a. Biaya Tetap (FC)
FC = $ 1.173.747,925
b. Biaya Variabel (VC)
1. Bahan baku per tahun = $ 13.122.059,306
2. Biaya utilitas per tahun = $ 12.401.528,516
3. Biaya pengemasan per tahun = $ 511.000,00
Total Biaya Variabel (VC) = $ 26.034.587,822
Biaya Semi Variabel (SVC)
1. Biaya umum (GE) = $ 471.352,073
2. Biaya overhead = $ 183.924
3. Penyediaan operasi = $ 34.220,056
4. Biaya laboratorium = $ 36.784,8
5. Gaji karyawan langsung = $ 367.848
6. Supervisi = $ 36.784,8
7. Perawatan dan pemeliharaan = $ 342.200,561
8. Royalti = $ 289.711,516
Total Biaya Semi Variabel (SVC) = $ 1.762.825,806
c. Harga Penjualan (S)
S = $ 30.999.998,46
XI- 8 -
Maka,
BEP = x 100%
= x 100%
= x 100 %
= 45,63 %
Titik BEP terjadi pada kapasitas = 0,4563 x 10.000 ton/tahun
= 4.563 ton/tahun
($)/tahun S
SVC + VC
0,3 SVC
FC
0 45,63 100
Kapasitas Produksi (%)
Nilai BEP untuk pabrik pulp dari batang kapas berada diantara nilai 30-60%, sehingga nilai
BEP diatas memadai.
Untuk produksi tahun pertama kapasitas produksi 70% dari kapasitas yang sesungguhnya,
sehingga keuntungan adalah :
=
Dimana :
BEP
XI- 9 -
PBi = keuntungan pada % kapasitas yang tercapai (dibawah 100%)
PB = keuntungan pada kapasitas 100%
% kap = % kapasitas yang tercapai
=
PBi = $ 636.566,111
Untuk produksi tahun kedua kapasitas pabrik 90% dari kapasitas sesungguhnya, sehingga
keuntungan adalah :
=
Dimana :
PBi = keuntungan pada % kapasitas yang tercapai (dibawah 100%)
PB = keuntungan pada kapasitas 100%
% kap = % kapasitas yang tercapai
=
PBi = $ 1.158.983,928
Sehingga nilai Cash flow (Ca) setelah pajak untuk tahun kedua adalah
Ca = Laba bersih tahun kedua + depresiasi alat
= $ 1.158.983,928 + $ 479.080,786
= $ 1.638.064,714
XI- 10 -
5. Shut Down Point (SDP)
Shut Down Point adalah suatu titik yang merupakan kapasitas minimal pabrik masih boleh
beroperasi
SDP = x 100%
= x 100%
= 14,17%
Titik shut down point terjadi pada kapasitas = 0,1417 x 10.000 ton/tahun
= 1.417 ton/tahun
6. Net Present Value (NPV)
Metode ini digunakan untuk menghitung selisih dari nilai penerimaan kas bersih sekarang
dengan nilai investasi sekarang.
Langkah-langkah menghitung NPV :
a. Menghitung C
AO
(tahun ke 0) untuk massa konstruksi 2 tahun
i = bunga bank = 15%
C
A-2
= 40% x FCI x (1 + i)
2
= 0,4 x $ 6.844.011,223 x (1 + 0,15)
2
= $ 3.620.481,937
C
A-1
= 60% x FCI x (1 + i)
1
= 0,6 x $ 6.844.011,223 x (1 + 0,15)
1
= $ 4.722.367,744
C
A-0
= - (C
A-2
+ C
A-1
)
= - ($ 3.620.481,937 + $ 4.722.367,744)
= - $ 8.342.849,681
XI- 11 -
b. Menghitung NPV tiap tahun
NPV = C
A
x F
d
Dimana :
F
d
= faktor diskon =
i = tingkat bunga bank
C
A
= cash flow setelah pajak
n = tahun ke-n
Tabel E.5 Cash Flow untuk NPV selama 10 tahun
Tahun Cash Flow ($) Fd NPV
(i = 0,15) ($)
0 - 8.342.849,681 1 - 8.342.849,681
1 1.638.064,714 0,8696 1.424.461,075
2 1.899.273,623 0,7561 1.436.040,786
3 1.899.273,623 0,6575 1.248.772,407
4 1.899.273,623 0,5718 1.086.004,658
5 1.899.273,623 0,4972 944.318,845
6 1.899.273,623 0,4323 821.055,986
7 1.899.273,623 0,3759 713.936,955
8 1.899.273,623 0,3269 620.872,547
9 1.899.273,623 0,2843 539.963,491
10 1.899.273,623 0,2472 469.500,439
Nilai sisa 0 0,2472 0
WCI 1.458.983,928 0,2472 360.660,827
Jumlah 1.322.738,335
Karena harga NPV = (+) maka pabrik pulp dari batang kapas layak untuk didirikan.
XI- 12 -
7. Internal Rate of Return (IRR)
Tabel E.6. Cash Flow untuk IRR
Tahun Cash Flow ($) Fd NPV
1
Fd NPV
2
(i = 0,15) ($) (i = 0,35) ($)
0 - 8.342.849,681 1 - 8.342.849,681 1 - 8.342.849,681
1 1.638.064,714 0,8696 1.424.461,075 0,7407 1.213.314,534
2 1.899.273,623 0,7561 1.436.040,786 0,5487 1.042.131,437
3 1.899.273,623 0,6575 1.248.772,407 0,4064 771.864,800
4 1.899.273,623 0,5718 1.086.004,658 0,3011 571.871,288
5 1.899.273,623 0,4972 944.318,845 0,2230 423.538,018
6 1.899.273,623 0,4323 821.055,986 0,1652 313.760,003
7 1.899.273,623 0,3759 713.936,955 0,1224 232.471,092
8 1.899.273,623 0,3269 620.872,547 0,0906 172.074,190
9 1.899.273,623 0,2843 539.963,491 0,0671 127.441,260
10 1.899.273,623 0,2472 469.500,439 0,0497 94.393,899
Nilai sisa 0 0,2472 0 0,0497 0
WCI 1.458.983,928 0,2472 360.660,827 0,0497 72.511,501
Jumlah 1.322.738,335 - 3.307.477,659
IRR = i
1
+ x (i
2
i
1
)
= 15% + x (35 15)
= 23,57 %
Karena IRR lebih besar dari bunga bank (15%) maka pabrik pulp dari batang kapas layak
untuk didirikan.
XII- 1 -
BAB XII
KESIMPULAN
Pra rencana pabrik pulp dari batang kapas ini menggunakan proses Kraft (Sulfat) dengan
bahan baku batang kapas, sodium hydroxide (NaOH), sodium karbonat (Na
2
CO
3
), sodium sulfit
(Na
2
S). Ketersediaan pulp darai batang kapas ini digunakan untuk kebutuhan dalam negeri.
Lokasi pendirian pabrik di daerah Keraton, Kabupaten Pasuruan Propinsi Jawa Timur
dengan pertimbangan berbagai aspek yang menguntungkan seperti bahan baku yang terdekat
dengan batang kapas, dekat jalan utama dan pelabuhan sehingga memudahkan pemasaran, serta
sarana dan prasarana lainnya.
Di tinjau dari segi ekonomi, pabrik pulp dari batang kapas ini layak didirikan dengan
penilaian investasi sebagai berikut :
a. Total Capital investment (TCI) = $ 7.870.612,906
b. Total Product Cost (TPC) = $ 28.971.151,55
c. Rate of Return on Investment (ROI)
- ROI sebelum pajak = 29,64 %
- ROI sesudah pajak = 20,75 %
d. Internal Rate of Return (IRR) = 23,57 %
e. Break Event Point (BEP) = 45,63 %
f. Pay Out Time (POT) = 4,2 tahun
XII- 2 -
DAFTAR PUSTAKA
Austin, T.George, Shreves Chemical Process Industries, fifth edition, McGaw Hill Book
Company, 1984.
Brownell, L.E. and Young, E.H., Process Equipment Design, Willey Estern Limited, New
Delhi, 1955.
Brow, G.G., Unit Operation, John Willey and Sons Inc., New York, 1950.
Chakrabarty, B.N., Industrial Chemistry,
Coulson and Richardson, Chemical Engineering, Sixth Pergamon Press, Oxford.
Fait W L, Keyes, D.B and Dark, Industial Chemical, Fourth Edition, A Willey Interscience
Publication, New Jersey, 1975.
Foust, A.S., Principle of Unit Operation, Second Edition, John Willey and Sons Inc, London,
1980.
Fongel.D. Wegener, D., Kayu, Kimia Ultra, Struktur Reaksi-Reaksi, UGM.
Yogyakarta,1995.
Geankoplis, J Christie, Transport Process Unit Operation, Third Edition, Prentice-Hall, Inc,
1993.
Hesse, H.C., J. H.Rushton, Process Equipment Design, Van Nostrans Company Inc,
Princeton, New Jersey, 1969.
Hougen, A Olaf, Chemical Process Principles , Second Edition, John Willey and Sons, Inc,
1954.
Himmeblau, D.M, Basic Principle and Calculation in Chemical Engineering, 4
th
ed,
Prentice Hall Inc,1982.
J.F. Dumanau, Mengenal Kayu, Edisi Revisi, Kanisius, 1999.
Kirk and Othmer, Encyclopedia of Chemical Technology, First Edition, John Willey and
Sons Inc, New York, 1958.
Ludwig E Ernest, Design for Chemical and Petrochemical Plant, Gulf Publishing Company,
Houston, 1964,
Mc. Cabe, W.L. and Smith, J. C, Operasi Teknik Kimia, Jilid I & II, ed ke-4 terjemahan,
Penerbit Erlangga, Jakarta, 1987.
Mc. Ketta J., Encyclopedia of Chemical Processing and Design, Vol.29.
XII- 3 -
Perry, J.H., Perrys Chemical Engineering Handbook, 6
th
edition, New York, Mc. Graw Hill
Book Company, Tokyo, 1991.
Peter and Timmerhaus, Plant Design and Economics for Chemical Engineer, Fourth
Edition, Mc. Graw Hill Book Company, 1987.
Treybal, Robert, E. Mass Transfer Operation, Mc. Graw Hill, Tokyo, 1981.
Ulrich, D, Gael, A Guide to Chemical Engineering Process Design and Economics, John
Willey and Sons, 1984.
Ulmanns, Encyclopedia of Chemical Processing and Design, Vol. A.16.
Vilbrandt and Dryden, Chemical Engineering Plant Design, Fourt Edition, Mc. Graw Hill
Company, 1959.
http://en.wikipedia.org/wiki/Kraft process.htm, tanggal 27 juni 2009.
http://en.wikipedia.org/wiki/Sodium hydroxide.htm, tanggal 27 juni 2009.
http://www.wmich.edu/160999b.htm, tanggal 28 juni 2009.
http://www.wmich.edu/130999b.htm, tanggal 29 juni 2009.
www.chemicalland21.com, tanggal 30 juni 2009.
www.matche.co.id, tanggal 20 agustus 2009.
APP A- 1 -
APPENDIKS A
PERHITUNGAN NERACA MASSA
Kapasitas produksi = 10.000 ton/ tahun
= x x x
= 1.262,6262 kg/ jam
Waktu operasi = 330 hari
= 24 jam
Satuan operasi = kg/ jam
Basis perhitungan = 8.838,6450 kg/ jam
Komposisi bahan baku:
Komposisi batang kapas mentah dari alam: (Soemardi, 1982)
Komponen Analisa (%) Fraksi berat
Lignin
Cellulose
SiO
2
Pentosan
Abu
H
2
O
17
56,58
0,84
15,6
1,61
8,37
0,17
0,5658
0,0084
0,156
0,0161
0,0837
Total 100 1
Komposisi 8.838,6450 kg/ jam batang kapas mentah:
Komponen Fraksi berat Berat (kg)
Lignin
Cellulose
SiO
2
Pentosan
Abu
H
2
O
0,17
0,5658
0,0084
0,156
0,0161
0,0837
1.502,570
5.000,905
74,245
1.378,829
142,302
739,795
Total 1 8.838,6450
APP A- 2 -
1. TANGKI PENCAMPUR (M-121)
Fungsi: mencampur NaOH, Na
2
S, Na
2
CO
3
dengan air (sebagai larutan pemasak).
NaOH
Na
2
S H
2
O
Na
2
CO
3
Larutan pemasak
Kondisi operasi:
Suhu operasi = 30
o
C
Tekanan operasi = 1 atm (tekanan atmospheric)
Kadar larutan = 12,5 % (Shreves : Tabel 33,3)
Feed masuk:
Komposisi NaOH solid:
Komponen % Berat
NaOH
NaCl
Na
2
CO
3
H
2
O
98
0,03
0,4
1,57
Total 100
Komposisi Na
2
S solid:
Komponen % Berat
Na
2
S
Na
2
CO
3
Na
2
SO
3
Na
2
S
2
O
3
Fe
2
O
3
H
2
O
93,35
2
2
2
0,15
0,5
Total 100
Tangki pencampur
APP A- 3 -
Komposisi Na
2
CO
3
solid:
Komponen % Berat
Na
2
CO
3
Na
2
SO
4
NaCl
H
2
O
99,855
0,085
0,03
0,03
Total 100
Perhitungan kebutuhan larutan pemasak:
Berat larutan pemasak = 35.354,580 kg
Kadar larutan pemasak = 12,5 %
Berat solid pada larutan pemasak = 12,5 % x 35.354,580 kg
= 4.419,323 kg
Komposisi berat solid pada larutan pemasak:
Komponen % Berat Berat (kg)
NaOH
Na
2
S
Na
2
CO
3
58,6
27,1
14,3
2.589,723
1.197,636
631,963
Total 100 4.419,323
Perhitungan bahan baku :
Kebutuhan NaOH
Kebutuhan NaOH pada larutan pemasak = 2.589,723 kg/ jam
Komposisi NaOH:
Komponen % Berat Berat (kg)
NaOH
NaCl
Na
2
CO
3
H
2
O
98
0,03
0,4
1,57
2.589,723
0,793
10,570
41,488
Total 100 2.642,574
APP A- 4 -
Kebutuhan Na
2
S
Kebutuhan Na
2
S pada larutan pemasak = 1.197,636 kg/ jam
Komposisi Na
2
S:
Komponen % Berat Berat (kg)
Na
2
S
Na
2
CO
3
Na
2
SO
3
Na
2
S
2
O
3
Fe
2
O
3
H
2
O
93,35
2
2
2
0,15
0,5
1.197,636
25,659
25,659
25,659
1,924
6,415
Total 100 1.282,953
Kebutuhan Na
2
CO
3
Kebutuhan Na
2
CO
3
pada larutan pemasak = 631,963 kg/ jam
Komposisi Na
2
CO
3
:
Komponen % Berat Berat (kg)
Na
2
CO
3
Na
2
SO
4
NaCl
H
2
O
99,855
0,085
0,03
0,03
595,734
0,507
0,179
0,179
Total 100 596,599
Neraca massa komponen keluar:
NaCl:
NaCl pada NaOH = 0,793 kg
NaCl pada Na
2
CO
3
= 0,179 kg +
Total NaCl = 0,972 kg
APP A- 5 -
Na
2
CO
3
:
Na
2
CO
3
pada NaOH = 10,570 kg
Na
2
CO
3
pada Na
2
S = 25,659 kg
Na
2
CO
3
pada Na
2
CO
3
= 595,734 kg +
Total Na
2
CO
3
= 631,963 kg
H
2
O:
H
2
O pada NaOH = 41,488 kg
H
2
O pada Na
2
S = 6,415 kg
H
2
O pada Na
2
CO
3
= 0,179 kg
H
2
O dari utilitas = 30.832,454 kg +
Total H
2
O = 30.880,536 kg
NaOH = 2.589,732 kg
Na
2
S = 1.197,636 kg
Na
2
SO
3
= 25,659 kg
Na
2
S
2
O
3
= 25,659 kg
Na
2
SO
4
= 0,507 kg
Fe
2
O
3
= 1,924 kg
APP A- 6 -
Neraca Massa:
Masuk Kg/ jam Keluar Kg/ jam
NaOH dari F-116
NaOH
NaCl
Na
2
CO
3
H
2
O
Na
2
S dari F-118
Na
2
S
Na
2
CO
3
Na
2
SO
3
Na
2
S
2
O
3
Fe
2
O
3
H
2
O
Na
2
CO
3
dari F-119
Na
2
CO
3
Na
2
SO
4
NaCl
H
2
O
Air dari utilitas
H
2
O
2.589,723
0,793
10,570
41,488
2.642,574
1.197,636
25,659
25,659
25,659
1,924
6,415
1.282,953
595,734
0,507
0,179
0,179
596,599
30.832,454
Larutan pemasak ke Q-120
NaOH
Na
2
S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
H
2
O
2.589,723
1.197,636
631,963
0,972
25,659
25,659
0,507
1,924
30.880,536
35.354,536
Total 35.354,580 Total 35.354,580
2. DIGESTER (Q-120)
Fungsi : Memasak bahan kapas dengan bantuan larutan pemasak
Larutan pemasak
Batang kapas Campuran produk pulp + steam
Open steam
195
o
C, 13,86 atm
Digester
APP A- 7 -
Kondisi operasi:
Suhu operasi = 1176
o
C
Tekanan operasi = 925 kpa = 9,13 atm
Waktu pemasakan = 2 jam
Feed masuk:
1. Chip batang kapas
Komponen Berat (kg)
Lignin
Cellulose
SiO
2
Pentosan
Abu
H
2
O
1.502,570
5.000,905
74,245
1.378,829
142,302
739,795
Total 8.838,6450
2. Larutan pemasak
Komponen Berat (kg)
NaOH
Na
2
S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
H
2
O
2.589,723
1.197,636
631,963
0,972
25,659
25,659
0,507
1,924
30.880,536
Total 35.345,580
Perbandingan batang dan larutan pemasak = = 4
APP A- 8 -
Komposisi batang kering:
Komponen Berat (kg)
Lignin
Cellulose
SiO
2
Pentosan
Abu
H
2
O
1.502,570
5.000,905
74,245
1.378,829
142,302
739,795
Total 8.838,6450
Cellulose batang terdiri dari:
84,5 % -cellulose
15,5 % hemi cellulose
Cellulose = 5.000,905 kg
-cellulose = 84,5 % x 5.000,905 kg = 4.225,765 kg
hemi cellulose = 5.000,905 kg - 4.225,765 kg = 775,140 kg
Tinjauan reaksi:
Reaksi delignifikasi dengan larutan NaOH:
R-COOH
(s)
+ NaOH
(aq)
R-COONa
(aq)
+ H
2
O
(l)
R-COOH = lignin
Berat molekul lignin = 4560
Berat molekul Na-lignin = BM lignin BM hydrogen + BM sodium
= 4560 1 + 23
= 4582
Berat lignin = 1.502,570 kg
Mol lignin = = 0,3295
APP A- 9 -
Kebutuhan NaOH = x 0,3295 kmol = 0,330 kmol
= 0,330 kmol x 40 = 13,180 kg
Produk Na-lignate = x 0,3295 kmol = 0,330 kmol
= 0,330 kmol x 4582 = 1509,819 kg
Produk Na-lignate = x 0,3295 kmol = 0,330 kmol
= 0,330 kmol x 18 = 5,931 kg
Produk reaksi:
Neraca H
2
O
Total H
2
O = H
2
O pada batang + H
2
O pada larutan pemasak + H
2
O produk reaksi
= (739,795 + 30.880,536 + 5,931) kg
= 31.626,262 kg
Neraca NaOH
NaOH pada feed = 2.589,723 kg
NaOH untuk reaksi = 13,180 kg -
NaOH sisa reaksi = 2.576,543 kg
Produk Na-lignate = 1.509,819
Yield pulp untuk tiap komponen:
Komponen % Yield Pulp
Lignin 16,67
-cellulose 88,89
Hemi-cellulose 25,00
ekstraks 0,00
APP A- 10 -
Yield pulp untuk tiap komponen:
Na-lignate
Berat Na-lignate = 1.509,819 kg
Lignin pada pulp = (16,67 % x 1.509,819) kg = 251,687 kg
Na-lignate bebas = (1.509,819 251,687) kg = 1.258,132 kg
-cellulose
Berat -cellulose = 4.225,765 kg
-cellulose pada pulp = 88,89 % x 4.225,765 kg = 3.756,283 kg
-cellulose bebas = (4.225,765 - 3.756,283) kg = 469,482 kg
hemi-cellulose
Berat hemi-cellulose = 775,140 kg
Hemi-cellulose pada pulp = 25 % x 775,140 kg = 193,785 kg
Hemi-cellulose bebas = (775,140 - 193,785) kg = 581,355 kg
Cellulose yang terdapat pada fiber = -cellulose pada pulp + Hemi-cellulose
pada pulp
= (3.756,283 + 193,785) kg
= 3.950,068 kg
Cellulose yang terdapat pada slurry = -cellulose bebas + Hemi-cellulose
bebas
= (469,482 + 581,355) kg
= 1.050,838 kg
Perhitungan steam: (berdasarkan neraca massa)
Berat steam masuk = berat steam condensat = 1.055,231 kg
APP A- 11 -
Total H
2
O keluar = H
2
O pada produk + H
2
O steam condensat
= (31.626,262 + 1.055,231) kg = 32.681,493 kg
Neraca Massa :
Masuk Kg/ jam Keluar Kg/ jam
Batang kapas dari C-113
Lignin
Cellulose
SiO
2
Pentosan
Abu
H
2
O
Larutan pemasak dari M-121
NaOH
Na
2
S
Na
2
CO3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
H
2
O
Open steam dari utilitas
Steam
1.502,570
5.000,905
74,245
1.378,829
142,302
739,795
8.838,646
2.589,723
1.197,636
631,963
0,972
25,659
25,659
0,507
1,924
30.880,536
35.354,580
1.055,231
Campuran produk ke H-131
- Fiber:
Cellulose
Lignin
- Slurry:
Cellulose
Na-lignate
NaOH
Na
2
S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
3.950,068
251,687
4.201,755
1.050,838
1.258,132
2.576,543
1.197,636
631,963
0,972
25,659
25,659
0,507
1,924
74,245
1.378,829
142,302
32.681,493
41.046,702
Total 45.248,456 Total 45.248,456
3. ROTARY VACUUM WASHER I (H-131)
Fungsi : Memisahkan filtrat dan mencuci pulp
Air pencuci
Campuran pulp Campuran pulp
Filtrat
Kondisi operasi :
Suhu operasi = 81
o
C
Tekanan operasi = 20 in Hg = 0,668 atm (Hugot : 474)
RVWI
APP A- 12 -
Feed Masuk :
Komponen Berat (kg)
Fiber :
Cellulose
Lignin
Slurry :
Cellulose
Na-lignate
NaOH
Na
2
S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
3.950,068
251,687
4.201,754
1.050,838
1.258,132
2.576,543
1.197,636
631,963
0,972
25,659
25,659
0,507
1,924
74,245
1.378,829
142,302
32.681,493
41.046,702
Total 45.248,456
Komposisi bahan bersifat solid (cake) :
Komponen Berat (kg) Fraksi berat (gr/c)
Cellulose (fiber)
Cellulose (slurry)
Lignin
SiO2
Abu
3.950,068
1.050,838
251,687
74,245
142,302
0,722
0,192
0,046
0,014
0,026
1,400
1,400
2,650
2,320
Total 5.469,139 1,000
APP A- 13 -
solid = =
= 1,424 gr/cc
Komposisi bahan bersifat liquid (filtrat) :
Komponen Berat (kg) Fraksi berat (gr/c)
Na-lignate
NaOH
Na
2
S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
Pentosan
H
2
O
1.258,132
2.576,543
1.197,636
631,963
0,972
25,659
25,659
0,507
1,924
1.378,829
32.681,493
0,032
0,065
0,030
0,016
0,000
0,001
0,001
0,000
0,000
0,035
0,822
1,400
2,130
1,856
2,533
1,856
2,633
2,633
2,698
5,120
1,306
1
Total 39.779,317 1,000
liquid = =
= 1,082 gr/cc
A. Proses Filtrasi
Perhitungan filtrat terikut cake :
Asumsi porositas cake (g) = 0,35
= (Foust : 671)
Mliquid= x x x = 0,409 kg
Maka filtrat yang terikut cake = 0,409 kg filtrat/ kg solid kering
APP A- 14 -
Berat solid kering = 5.469,139 kg
Maka filtrat yang terikut cake = filtrat yang terikut cake x berat solid kering
= 0,409 kg x 5.469,139 kg
= 2.238,157 kg
Terdiri dari :
Komponen Berat (kg) Fraksi berat
Na-lignate
NaOH
Na
2
S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
Pentosan
H
2
O
70,788
144,968
67,385
35,557
0,055
1,444
1,444
0,029
0,108
77,579
1.838,814
0,032
0,065
0,030
0,016
0,000
0,001
0,001
0,000
0,000
0,035
0,822
Total 2.238,171 1,000
B. Proses Pencucian
Kebutuhan air pencuci = 2 x filtrat terikut cake
= 2 x 2.238,171 kg
= 4.476,342 kg
Dianggap efisien pencucian = 95 %
Komposisi filtrat terikut cake setelah proses pencucian :
Berat filtrat terikut = 2.238,171 kg
Filtrat terikut cake = 5 % dari filtrat setelah proses filtrasi
H
2
O pada filtrat = berat filtrat terikut berat solid
= 2.238,171 19,968
= 2.218,203 kg
APP A- 15 -
Terdiri dari :
Komponen Filtrat terikut cake setelah
proses filtrasi (kg)
Filtrat terikut cake setelah
proses pencucian (kg)
Na-lignate
NaOH
Na
2
S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
Pentosan
H
2
O
70,788
144,968
67,385
35,557
0,055
1,444
1,444
0,029
0,108
77,579
1.838,814
3,539
7,248
3,369
1,778
0,003
0,072
0,072
0,001
0,005
3,879
2.218,203
Total 2.238,171 2.238,171
Filtrat keluar = filtrat pada feed filtrat terikut cake + air pencuci
Terdiri dari :
Komponen Feed (kg) Terikut cake
(kg)
Filtrat keluar
(kg)
Na-lignate
NaOH
Na
2
S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
Pentosan
H
2
O
Air pencuci
1.258,132
2.576,543
1.197,636
631,963
0,972
25,659
15,659
0,507
1,924
1.378,829
32.681,493
4.476,342
3,539
7,248
3,369
1,778
0,003
0,072
0,072
0,001
0,005
3,879
2.218,203
1.254,593
2.569,294
1.194,267
630,185
0,969
25,587
15,587
0,506
1,919
1.374,950
34.899,696
Total 44.255,659 2.238,171 41.977,552
APP A- 16 -
Neraca Massa :
Masuk Kg/ jam Keluar Kg/ jam
Campuran pulp dari Q-120
- Fiber:
Cellulose
Lignin
- Slurry:
Cellulose
Na-lignate
NaOH
Na
2
S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
Air pencuci darui utilitas
H
2
O
3.950,068
251,687
4.201,755
1.050,838
1.258,132
2.576,543
1.197,636
631,963
0,972
25,659
25,659
0,507
1,924
74,245
1.378,829
142,302
32.681,493
41.046,702
4.476,342
Campuran pulp ke R-130
- Fiber:
Cellulose
Lignin
- Slurry:
Cellulose
Na-lignate
NaOH
Na
2
S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
Limbah cair:
Na-lignate
NaOH
Na
2
S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
Pentosan
H
2
O
3.950,068
251,687
4.201,755
1.050,838
3,539
7,248
3,369
1,778
0,003
0,072
0,072
0,001
0,005
74,245
3,879
142,302
2.218,203
3.505,555
1.254,593
2.569,294
1.194,267
630,185
0,969
25,587
25,587
0,506
1,919
1.374,950
34.899,696
41.977,552
Total 49.724,798 Total 49.724,798
APP A- 17 -
4. BLEACHING TANK (R-130)
Fungsi : memutihkan pulp dengan bantuan chlorine
O
2
, N
2
Campuran pulp Campuran pulp
Unbleached bleached
Cl
2
, O
2
, N
2
Kondisi operasi :
Suhu operasi = 81
o
C
Tekanan operasi = 1 atm (tekanan atmospheric)
Feed masuk :
Komponen Berat (kg)
Fiber :
Cellulose
Lignin
Slurry :
Cellulose
Na-lignate
NaOH
Na
2
S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
3.950,068
251,687
4.201,754
1.050,838
3,539
7,248
3,369
1,778
0,003
0,072
0,072
0,001
0,005
74,245
3,879
142,302
2.218,203
3.505,555
Total 7.707,310
Bleaching Tank
APP A- 18 -
Reaksi yang terjadi :
Chlorine lignin :
2Na-lignate(s) + Cl
2
(g) lignin(l) + 2NaCl(s)
Berat molekul lignin = 4560
Berat molekul molekul Na-lignate = 4582
Berat Na-lignate = 3,539
Mol Na-lignate = = 0,0007 kmol
Kebutuhan Cl
2
= x 0,0007 kmol = 0,00035 kmol
= 0,00035 kmol x 71 = 0,025 kg
Produk lignin = x 0,0007 kmol = 0,00035 kmol
= 0,00035 kmol x 4560 = 1,596 kg
Produk Na-lignate = x 0,0007 kmol = 0,0007 kmol
= 0,0007 kmol x 58,5 = 0,041 kg
Kebutuhan Reaktan Chlorine :
Kebutuhan Cl
2
= 0,0007 kmol = 0,025
Asumsi digunakan Cl
2
berlebih 10 % :
Cl
2
berlebih = (100 % + 10 %) x 0,0007 kmol = 0,00077 kmol
= 0,00077 kmol x 71 = 0,055 kg
Cl
2
untuk reaksi = 0,025 kg
APP A- 19 -
Cl
2
sisa reaksi = Cl
2
berlebih Cl
2
untuk reaksi
= (0,055 0,025) kg
= 0,03 kg
Kebutuhan Cl
2
berlebih = 0,055 kg
Kadar Cl
2
= 98 %
Berat total Cl2 99,8 % = = 0,05 kg
Komposisi chlorine :
Komponen % Berat Berat (kg)
Cl
2
O
2
N
2
99,8
0,04
0,16
0,039
0,000
0,000
Total 100 0,030
Produk reaksi :
Lignin sisa reaksi = (251,687 3,522) kg = 2,48,164 kg
NaCl :
NaCl pada reaksi = 0,041 kg
NaCl pada feed = 0,003 kg +
NaCl total = 0,044 kg
O
2
pada chlorine = 0,000 kg
N
2
pada chlorine = 0,000 kg
APP A- 20 -
Neraca Massa :
Masuk Kg/ jam Keluar Kg/ jam
Campuran pulp dari H-131
- Fiber:
Cellulose
Lignin
- Slurry:
Cellulose
Na-lignate
NaOH
Na
2
S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
Chlorine dari F-135
Cl
2
O
2
N
2
3.950,068
251,687
4.201,755
1.050,838
3,539
7,248
3,369
1,778
0,003
0,072
0,072
0,001
0,005
74,245
3,879
142,302
2.218,203
3.505,555
0,030
0,000
0,000
0,030
Campuran pulp ke H-137
- Fiber:
Cellulose
Lignin
- Slurry:
Cellulose
NaOH
Na
2
S
Na
2
CO
3
NaCl
Lignin
Cl
2
(terlarut)
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
Campuran gas ke udara
O
2
N
2
3.950,068
248,164
4.198,232
1.050,838
7,248
3,369
1,778
0,048
3,522
0,003
0,072
0,072
0,001
0,005
74,245
3,879
142,302
2.218,203
3.505,555
0,000
0,000
0,000
Total 7.707,340 Total 7.707,340
APP A- 21 -
5. ROTARY VACUUM WASHER II (H-137)
Fungsi : memisahkan filtrat dan mencuci pulp
Campuran pulp campuran pulp
Filtrat
Kondisi operasi :
Suhu operasi = 32
o
C
Tekanan operasi = 20 in Hg = 0,668 atm
Feed Masuk :
Komponen Berat (kg)
Fiber :
Cellulose
Lignin
Slurry :
Cellulose
NaOH
Na
2
S
Na
2
CO
3
NaCl
Lignin
Cl
2
(terlarut)
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
3.950,068
248,164
4.198,232
1.050,838
7,248
3,369
1,778
0,048
3,522
0,003
0,072
0,072
0,001
0,005
74,245
3,879
142,302
2.218,203
3.505,586
Total 7.707,360
RVW II
APP A- 22 -
Komposisi bahan bersifat solid (cake) :
Komponen Berat (kg) Fraksi berat (gr/c)
Cellulose (fiber)
Cellulose (slurry)
Lignin (fiber)
Lignin (slurry)
SiO
2
Abu
3.950,068
1.050,838
248,165
3,522
74,245
142,302
0,722
0,192
0,045
0,001
0,014
0,026
1,400
1,400
1,400
1,400
2,65
2,32
Total 5.469,139 1,000
solid = =
= 1,424 gr/cc
Komposisi bahan bersifat liquid (filtrat) :
Komponen Berat (kg) Fraksi berat (gr/c)
NaCl
Cl
2
NaOH
Na
2
S
Na
2
CO
3
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
Pentosan
H
2
O
0,048
0,003
7,248
3,369
1,778
0,072
0,072
0,001
0,005
3,879
2.218,203
0,000
0,000
0,003
0,002
0,001
0,000
0,000
0,000
0,000
0,002
0,993
1,856
1,400
1,856
1,856
2,533
2,633
2,633
2,698
5,120
1,306
1
Total 39.779,317 1,000
liquid = =
= 1,003 gr/cc
APP A- 23 -
A. Proses Filtrasi
Perhitungan filtrat terikut cake :
Asumsi porositas cake () = 0,35
= (Foust : 671)
M
liquid
= x x x = 0,379 kg
Maka filtrat yang terikut cake = 0,379 kg filtrat/ kg solid kering
Berat solid kering = 5.469,139 kg
Maka filtrat yang terikut cake = filtrat yang terikut cake x berat solid kering
= 0,379 kg x 5.469,139 kg
= 2.074,840 kg
Terdiri dari :
Komponen Berat (kg) Fraksi berat
NaCl
Cl
2
NaOH
Na
2
S
Na
2
CO
3
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
Pentosan
H
2
O
0,044
0,003
6,730
3,128
1,651
0,067
0,067
0,001
0,005
3,602
2.059,542
0,000
0,000
0,003
0,002
0,001
0,000
0,000
0,000
0,000
0,002
0,993
Total 2.074,840 1,000
APP A- 24 -
B. Proses Pencucian
Kebutuhan air pencuci = 2 x filtrat terikut cake
= 2 x 2.074,840 kg
= 4.149,680 kg
Dianggap efisien pencucian = 95 %
Komposisi filtrat terikut cake setelah proses pencucian :
Berat filtrat terikut = 2.074,840 kg
Filtrat terikut cake = 5 % dari filtrat setelah proses filtrasi
H
2
O pada filtrat = berat filtrat terikut berat solid
= (2.074,840 0,765) kg
= 2.074,075 kg
Terdiri dari :
Komponen Filtrat terikut cake pada
proses filtrasi (kg)
Filtrat terikut cake setelah
proses pencucian (kg)
NaCl
Cl
2
NaOH
Na
2
S
Na
2
CO
3
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
Pentosan
H
2
O
0,044
0,003
6,730
3,128
1,651
0,067
0,067
0,001
0,005
3,601
2.059,542
0,002
0,000
0,336
0,156
0,083
0,003
0,003
0,000
0,000
0,180
2.074,075
Total 2.074,840 2.074,840
Filtrat keluar = filtrat pada feed filtrat terikut cake + air pencuci
APP A- 25 -
Terdiri dari :
Komponen Feed (kg) Terikut cake (kg) Filtrat keluar (kg)
NaCl
Cl
2
NaOH
Na
2
S
Na
2
CO
3
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
Pentosan
H
2
O
Air pencuci
0,048
0,003
7,248
3,369
1,778
0,072
0,072
0,001
0,005
3,879
2.218,203
4.419,680
0,002
0,000
0,336
0,156
0,083
0,003
0,003
0,000
0,000
0,180
2.074,075
0,046
0,003
6,912
3,213
1,695
0,069
0,069
0,001
0,005
3,699
4.292,278
Total 6.384,360 2.074,840 4.307,990
APP A- 26 -
Neraca Massa :
Masuk Kg/ jam Keluar Kg/ jam
Campuran pulp dari R-130
- Fiber:
Cellulose
Lignin
- Slurry:
Cellulose
NaCl
Lignin
Cl
2
NaOH
Na
2
S
Na
2
CO
3
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
Air pencuci dari utilitas
H
2
O
3.950,068
248,164
4.198,232
1.050,838
0,048
3,522
0,003
7,248
3,369
1,778
0,072
0,072
0,001
0,005
74,245
3,879
142,302
2.218,203
3.505,586
4.149,680
Campuran pulp ke X-144
Cellulose
Lignin
H
2
O
Filtrat ke pengolahan limbah
Cellulose
NaCl
Lignin
Cl
2
NaOH
Na
2
S
Na
2
CO
3
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
3.950,068
248,164
2.074,075
6.272,307
1.050,838
0,046
3,522
0,003
6,912
3,213
1,695
0,069
0,069
0,001
0,005
74,245
3,699
142,302
2.292,278
5.578,897
Total 11.853,499 Total 11.853,499
APP A- 27 -
6. ROLL PRESS (X-144)
Fungsi : Membuat lembaran pulp dengan rool press
Campuran pulp lembaran pulp
Limbah cair
Kondisi operasi :
Suhu operasi = 32
o
C
Tekanan operasi = 1 atm
Komponen Berat (kg)
Cellulose
Lignin
H
2
O
3.950,068
248,164
2.074,075
Total 6.272,307
Konsistensi pulp keluar = 65 %
Berat pulp kering = (6.272,307 2.074,075) kg = 4.198,232 kg
H
2
O = x 4.198,232 kg = 2.067,786 kg
H
2
O pada limbah cair = (2.074,075 2.067,786) kg = 6,289 kg
Neraca Massa :
Masuk Kg/ jam Keluar Kg/ jam
Pulp basah dari H-137
Cellulose
Lignin
H
2
O
3.950,068
248,164
2.074,075
6.272,307
Lembaran pulp ke B-140
Cellulose
Lignin
H
2
O
Air ke pengolahan
H
2
O
3.950,068
248,164
2.067,018
6.266,897
6,289
Total 6.272,307 Total 6.272,307
Fourdrinier
APP A- 28 -
7. ROLL DRYER (B-140)
Fungsi : mengeringkan pulp dengan bantuan udara kering
Udara kering
Pulp basah Lembaran pulp kering
O
2
, N
2
Kondisi operasi :
Suhu operasi = 105
o
C
Tekanan operasi = 1 atm
Komponen Berat (kg)
Cellulose
Lignin
H
2
O
3.950,068
248,164
2.067,786
Total 6.266,018
Konsistensi pulp keluar = 95 %
Berat pulp kering = berat total berat total H
2
O
= (6.266,018 2.067,786) kg
= 4.198,232 kg
Berat pulp kering = = 4.419,192 kg
Berat air pada pulp = berat produk akhir berat pulp kering pada feed
= (4.419,192 4.198,232) kg
= 220,960 kg
Roll Dryer
APP A- 29 -
Penguapan air = berat air pada feed berat air pada produk
= (2.067,786 220,960) kg
= 1.846,826 kg
Banyaknya udara yang diperlukan untuk menguapkan air dari filtrat 65 % H
2
O menjadi 5 %
H
2
O adalah : (dari perhitungan neraca massa).
Mu = 59.004,172 kg/ jam
Massa udara kering = 58.638,341 kg udara kering
Fraksi mol udara kering = (0,21 x BM O
2
) + (0,79 x BM N
2
)
= (0,21 x 32) + (0,79 x 28)
= 28,84 kmol
Mol udara kering = = 2.033,230 kmol
Udara kering terdiri dari :
O
2
= x 2.003,230 kmol = 426,078 kmol
= 426,978 kmol x 32 = 13.663,303 kg
N
2
= x 2.033,230 kmol = 1.606,251 kmol
= 1.606,251 kmol x 24 = 44.975,038 kg
H
2
O = (59.004,172 58.638,341) kg = 365,831 kg
APP A- 30 -
Udara basah terdiri dari :
O
2
= 13.663,303 kg
N
2
= 44.975,038 kg
H
2
O = (1.846,826 + 365,831) kg
= 2.212,657 kg
Neraca Massa :
Masuk Kg/ jam Keluar Kg/ jam
Pulp basah dari X-144
Cellulose
Lignin
H
2
O
Udara kering ke dryer
O
2
N
2
H
2
O
3.950,068
248,164
2.067,786
6.266,018
13.663,303
44.975,038
365,831
59.004,172
Pulp kering ke F-144
Cellulose
Lignin
H
2
O
Udara kering ke lingkungan
O
2
N
2
H
2
O
3.950,068
248,164
220,960
4.419,192
13.663,303
44.975,038
2.212,657
60.850,998
Total 65.270,190 Total 65.270,190
APP B- 1 -
APPENDIX B
PERHITUNGAN NERACA PANAS
Kapasitas produksi = 10.000 ton/ tahun
= x x x
= 1262,6262 kg/jam
Waktu operasi = 330 hari
= 24 jam
Satuan operasi = kg/ jam
Basis perhitungan = 8.838,6450
1. HEATER (E-122) Hc (195
o
C)
Larutan pemasak Larutan pemasak
H
1
(30
o
C) H
2
(176
o
C)
Hs
(195
o
C; 13,86 atm)
ENTALPI MASUK :
Entalpi larutan pemasak pada suhu 30
o
C: (Sherwood, App. A)
Komponen Massa
(kg/ jam)
Cp Dt
(kkal/ kg)
m x Cp dT
NaOH 2.589,723 1,56 4.046,442
Na
2
S 119,636 1,14 1365658
Na
2
CO
3
631,963 1,24 781,0011
NaCl 0,972 1,06 1,031
Na
2
SO
3
25,659 1,18 30,331
Na
2
S
2
O
3
25,659 0,52 13,443
Na
2
SO
4
0,507 2,88 1,460
Fe
2
O
3
1,924 0,78 1,501
Heater
APP B- 2 -
Komponen Massa
(kg/ jam)
Cp Dt
(kkal/ kg)
m x Cp dT
H
2
O 30.880,536 5,00 15.4402,680
H
1
160.643,456
ENTALPI KELUAR :
1. Entalpi larutan pemasak (ke digester) pada suhu 176
o
C:
Komponen Massa
(kg/ jam)
Cp dT
(kkal/ kg)
m x Cp dT
NaOH 2.589,723 47,19 122.202,540
Na
2
S 119,636 34,44 41.242,870
Na
2
CO
3
631,963 37,22 23.586,528
NaCl 0,972 32,02 31,137
Na
2
SO
3
25,659 35,70 915,989
Na
2
S
2
O
3
25,659 15,67 402,077
Na
2
SO
4
0,507 86,95 44,086
Fe
2
O
3
1,924 26,00 50,024
H
2
O 30.880,536 151,00 4.662.960,936
H
2
4.851.436,201
2. Mencari kebutuhan steam (Qs)
Neraca panas total :
H
1
+ Qs = H
2
+ Qloss
Qloss = 5 % dari fluida panas
Qs = =
= 4.937.676,574 kkal/jam
3. Mencari panas yang hilang (Qloss)
Qloss = 5% x 4.937.676,574 kkal/ jam = 246.883,829 kkal/jam
4. Mencari kebutuhan steam
Berdasarkan saturated steam, suhu steam yang digunakan adalah 195
o
C dengan
APP B- 3 -
P = 1404,1 kPa
Dimana : Hv = 666,076 kkal/kg (Geankoplis App A.9)
HI = 199,379kkal/kg
= 467,104 kkal/kg
Qs = m x
m = = = 10.570,829 kg/ jam
Hs = m x Hv = 10.570,829 kg/jam x 666,076 kkal/kg =7.040.975,497 kkal/jam
Hc = m x Hl = 10.570,829 kg/jam x 199,379 kkal/kg= 2.107.601,315 kkal/jam
Qs = Hs Hc
= 7.040.975,497 kkal/jam 2.107.601,315 kkal/jam
= 4.937.676,574 kkal/jam
NERACA PANAS :
Masuk kkal/ jam Keluar kkal/ jam
H
1
160.643,456
Qs 4.937.676,574
H
2
4.851.436,201
Qloss 246.883,829
TOTAL 5.098.320,030 TOTAL 5.098.320,030
2. DIGESTER (Q-120)
Hs
(195
0
; 13,86 atm)
Larutan pemasak
(176
o
C) H
1
campuran pulp + steam batang kapas
batang kapas H
2
(176
o
C)
(30
o
C) Hc
Digester
APP B- 4 -
1. Entalpi larutan pemasak (dari heater) pada suhu 176
o
C :
Komponen Massa (kg/ jam) Cp dT (kkal/ kg) m x Cp dT
NaOH 2.589,723 47,19 122.209,028
Na
2
S 119,636 34,44 4.120,264
Na
2
CO
3
631,963 37,22 23.521,663
NaCl 0,972 32,02 31,123
Na
2
SO
3
25,659 35,70 915,026
Na
2
S
2
O
3
25,659 15,67 402,077
Na
2
SO
4
0,507 86,95 44,084
Fe
2
O
3
1,924 26,00 50,024
H
2
O 30.880,536 151,00 4.662.960,936
H larutan pemasak 4.814.255,225
2. Entalpi batang kapas (dari gudang) pada suhu 30
o
C :
Komponen Massa (kg/jam) Cp dT (kkal/kg) m x Cp dT (kkal/ kg)
Lignin 1.502,570 2,80 4.207,196
Cellulose 5.000,905 0,12 600,109
SiO
2
74,245 1,05 77,957
Pentosan 1.378,829 0,92 1.268,523
Abu 142,303 0,37 52,652
H
2
O 739,795 5,00 3.698,975
H batang kapas 9.905,412
Entalpi total masuk ( H
1
) = H larutan pemasak + H batang kapas
= 4.814.255,225 + 9.905,412
= 4.824.160,637 kkal/ jam
APP B- 5 -
3. Tinjauan panas reaksi :
Reaksi : R-COOH
(s )
+ NaOH
(aq)
R-COONa
(aq)
+ H
2
O
(l)
Komponen Massa (mol) H
f
(kkal/ mol)
R-COOH 330 140,8
NaOH 330 112,193
R-COONa 330 135,7
H
2
O 330 -68,3
H
o
R = H
f
produk H
f
reaktan
= (330 x 68,3) + (330 x 135,7) (330 x 112,193) (330 x 140,8)
= -61.245,69 kkal/ jam (eksotermis)
ENTALPI KELUAR :
1. Entalpi campuran pulp (ke rotary nacuum washer I) pada suhu 176
o
C :
Komponen Massa
(kg/ jam)
Cp dT
(kkal/ kg)
m x Cp dT
(kkal/ kg)
Fiber :
Cellulose
Lignin
3.950,068
251,687
3,65
84,75
14.417,748
21.330,473
Slurry :
Cellulose
Na-lignate
NaOH
Na2S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
1.050,838
1.258,132
2.576,543
1.197,636
631,963
0,972
25,659
25,659
0,507
1,924
74,245
1.378,829
142,302
31.626,262
3,65
73,75
47,19
34,44
37,32
32,03
35,7
15,67
86,95
26,00
32,74
32,75
11,75
151,00
3.835,559
92.787,235
121.587,064
41.246,584
23.584,859
31,133
916,026
402,077
44,084
50,024
2.430,781
45.156,649
1.672,049
4.775.565,562
H
2
5.145.057,907
APP B- 6 -
2. Mencari kebutuhan steam (Qs)
Neraca panas total :
Qloss = 5 % dari panas yang masuk
= 5 % (4.824.160,637 + (-61.245,69 + Qs)
= 5 % (4.76.914,947 + Qs)
H
1
+ (- H
o
R) + Qs = H
2
+ Qloss
4.824.160,637+(-61.245,69+Qs=5.145.057,907+(5%(4.762.914,947+Qs))
4.762.914,947 + Qs = 5.383.203,654 + 0,05 Qs
0,95 Qs = 620.288,707
Qs = 652.935,481 kkal/ jam
3. Mencari panas yang hilang (Qloss)
Qloss = 5 % (4.762.914,947 + 652.935,481) = 270.792,521 kkal/ jam
4. Mencari kebutuhan air steam
Berdasarkan saturated steam, suhu steam yang digunakan adalah 195
o
C dengan P = 1.440,1
kPa = 13,86 atm.
Dimana : Hv = 665,789 kkal/kg (Geankoplis App A.2-9)
HI = 198,383 kkal/kg
= 467,406 kkal/kg
Q = m x
m = = 1.396,934 kg/ jam
Hs = m x Hv = 1.396,934kg/jam x 665,789kkal/kg=930.063,291kkal/jam
Hc = m x HI =1.396,934kg/jamx198,383kkal/jam=277.127,958kkal/jam.
APP B- 7 -
NERACA PANAS :
3. ROTARY VACUM WASHER I (H-131)
H
2
O (30
o
C)
Campuran pulp Campuran pulp
H
1
(176
o
C) H
2
(32
o
C)
Filtrat (90
o
C)
ENTALPI MASUK :
1. Entalpi campuran pulp (dari digester) pada suhu 176
o
C :
Komponen Massa
(kg/ jam)
Cp dT
(kkal/ kg)
m x Cp dT
(kkal/ jam)
Fiber :
Cellulose
Lignin
3.950,068
251,687
3,65
84,75
14.423,744
21.285,986
Slutrry :
Cellulose
Na-lignate
NaOH
Na2S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
1.050,838
1.258,132
2.576,543
1.197,636
631,963
0,972
25,659
25,659
0,507
1,924
74,245
1.378,829
142,302
31.626,262
3,65
73,75
47,19
34,44
37,32
32,03
35,7
15,67
86,95
26,00
32,74
32,75
11,75
151,00
3.837,154
92.785,999
121.580,623
41.242,870
23.586,528
31,137
915,989
402,077
44,086
50,024
2.431,057
45.155,277
1.671,863
4.777.565,562
H
1
5.304.347,138
Masuk kkal/ jam Keluar kkal/ jam
H
1
4.824.160,637
H reaksi -61.245,69
Hs 930.063,291
H
2
5.145.057,907
Hc 277.127,958
Qloss 270.792,521
TOTAL 5.692.978,238 TOTAL 5.692.978,238
RVW I
APP B- 8 -
2. Entalpi air pencuci (dari utilitas) pada suhu 30
o
C :
Cp dT H
2
O = 5,00 kkal/ kg
H
2
O = m x Cp dT
= 4.476,342 kg/ jam x 5,00 kkal/ kg
= 22.381,71 kkal/ jam
Neraca Panas Total :
H masuk = H keluar
H masuk = H cake + H filtrat
H masuk = m cake (
T
T ref
Cp dT )cake + m filtrat (
T
T ref
Cp dT ) filtrat
T
reference
= 25
o
C = 298,15 K.
ENTALPI KELUAR :
1. Entalpi campuran pulp (ke rotary vacuum washer II) :
Komponen Massa
(kg/ jam)
Cp
(kg/ jam)
T(
o
C) m x Cp x T
(kkal/ jam)
Fiber :
Cellulose
Lignin
3.950,068
251,687
0,24
5,60
(T-25)
(T-25)
955,215 T + 23.880,371
1.409,668 T + 35.241,699
Slurry :
Cellulose
Na-
lignate
NaOH
Na2S
Na
2
CO
3
NaCl
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
1.050,838
3,539
7,248
3,369
1,178
0,003
0,072
0,072
0,001
0,005
74,245
3,879
142,302
2.218,203
0,24
4,88
3,13
2,28
2,74
2,12
2,36
3,71
5,76
4,91
2,10
1,85
0,74
10,00
(T-25)
(T-25)
(T-25)
(T-25)
(T-25)
(T-25)
(T-25)
(T-25)
(T-25)
(T-25)
(T-25)
(T-25)
(T-25)
(T-25)
254,116 T + 6.352,902
17,287 T + 432,167
22,651 T + 566,283
7,684 T + 192,096
4,394 T + 109,858
0,006 T + 0,145
0,171 T + 4,266
0,268 T + 6,695
0,008 T + 0,205
0,027 T + 0,665
156,159 T + 3903,987
7,157 T + 178,919
104,796 T + 2.619,905
22.182,031 T + 55.450,770
H
2
25.121,934T+628.040,934
APP B- 9 -
2. Entalpi limbah cair (pengolahan limbah) pada suhu 90
o
C :
Komponen Massa
(kg/ jam)
Cp dT
(kkal/ kg)
m x Cp dT
(kkal/ jam)
Na-lignate 1.254,593 31,75 39.828,632
NaOH 2.569,294 20,31 52.188,787
Na
2
S 1.194,267 14,82 17.703,614
Na
2
CO
3
630,185 16,07 10.124,580
NaCl 0,969 13,79 13,362
Na
2
SO
3
25,587 15,37 393,191
Na
2
S
2
O3 25,587 2,71 69,340
Na
2
SO
4
0,506 37,43 18,928
Fe
2
O
3
1,919 2,91 5,584
Pentosan 1.374,950 12,86 17.685,660
H
2
O 34.899,678 65,00 2.268.479,067
H limbah cair 2.406.510,748
3. Mencari panas yang hilang (Qloss)
Qloss = 5 % dari fluida panas
= 5 % x 5.304.347,138
= 266.336,442 kkal/jam
Maka :
H
1
+ H
H2O
= H
2
+ H limbah cair + Qloss
5.304.347,138+2.238,71=(25.121,637T+628.040,934)+2.406.510,75+266.336,442
5.326.728,84 = 3.330.888,124 + 25.121,637 T
T = 81
o
C
Jadi : H
2
= 25.121,637 (81) + 628.040,934 = 2.653.881,658 kkal/ jam
NERACA PANAS :
Masuk kkal/ jam Keluar kkal/ jam
H
1
5.304.347,138
H air pencuci 22.381,71
H
2
2.653.881,658
H limbah cair 2.406.510,748
Qloss 266.336,442
TOTAL 5.326.728,848 TOTAL 5.326.728,848
APP B- 10 -
4. ROTARY VACUM WASHER II (H-137)
H
2
O (30
o
C)
Campuran pulp Campuran pulp
H
1
(81
o
C) H
2
(32
o
C)
filtrat (57
o
C)
ENTALPI MASUK :
1. Entalpi campuran pulp (dari rotary vacum washer I) pada suhu 81
o
C :
Komponen Massa
(kg/ jam)
Cp dT
(kkal/ kg)
m x Cp dT
(kkal/ jam)
Fiber :
Cellulose
Lignin
3.950,068
248,164
1,35
31,36
5.349,203
7.783,642
Slutrry :
Cellulose
NaOH
Na2S
Na
2
CO
3
NaCl
Lignin
Cl
2
terlarut
Na
2
SO
3
Na
2
S
2
O
3
Na
2
SO
4
Fe
2
O
3
SiO
2
Pentosan
Abu
H
2
O
1.050,838
7,248
3,369
1,178
0,048
3,522
0,003
0,072
0,072
0,001
0,005
74,245
3,879
142,302
2.218,203
1,35
17,50
12,77
13,84
11,88
31,36
20,72
13,24
15,71
32,25
13,91
11,90
10,96
4,20
56,00
1.423,050
126,840
43,027
16,305
0,570
110,467
0,062
0,953
1,131
0,032
0,070
883,334
42,525
597,680
124.219,368
H
1
140.598,260
1. Entalpi air pencuci (dari utilitas) pada suhu 30
o
C :
Cp dT H
2
O = 5,00 kkal/ kg
H
2
O = m x Cp dT
= 4.149,68 kg/ jam x 5,00 kkal/ kg
= 20.748,4 kkal/ jam
RVW II
APP B- 11 -
Neraca Panas Total :
H masuk = H keluar
H masuk = H cake + H filtrat
H masuk = m cake (
T
T
filtrat
ref
dT) Cp ( filtrat m ) dT Cp (
cake
T
T
ref
)
T
reference
= 25
o
C = 298,15 K.
ENTALPI KELUAR :
1. Entalpi campuran pulp (ke roll dryer) pada suhu 32
o
C :
Komponen Massa (kg/jam) CP dT (kkal/kg) m x Cp dT (kkal/ jam)
Cellulose 3.950,068 0,17 668,650
Lignin 248,164 3,92 972,955
H
2
O 2.074,075 7,00 14.518,525
H
2
16.160,131
2. Entalpi limbah cair (ke pengolahan limbah) pada suihu 57
o
C :
Komponen Massa (kg/ jam) Cp dT (kkal/ kg) m x Cp dT (kkal/ jam)
Cellulose 1.050,838 0,77 806,927
NaOH 6,911 9,93 68,592
Na
2
S 3,213 7,24 23,272
Na
2
CO
3
1,695 7,85 13,306
NaCl 0,046 6,74 0,310
Lignin 3,522 17,79 62,651
Cl
2
terlarut 0,003 4,59 0,014
Na
2
SO
3
0,069 7,51 0,518
Na
2
S
2
O
3
0,069 3,71 0,256
Na
2
SO
4
0,001 18,29 0,018
Fe
2
O
3
0,005 2,91 0,015
SiO
3
74,245 6,71 498,341
Pentosan 3,699 6,03 22,312
Abu 142,302 2,36 335,739
H
2
O 4.292,278 31,76 136.324,037
H limbah cair 138.156,308
APP B- 12 -
2. Mencari panas yang hilang (Qloss) :
Qloss = 5 % dari panas masuk
= 5 % x 140.598,260
= 7.029,913 kkal/ jam:
NERACA PANAS:
5. ROLL DRYER (B-140)
Q loss
Pulp basah Lembaran pulp kering
H
1
(32
o
C) H
2
(40
o
C)
Udara basah Udara kering
H
4
H
3
(110
o
C)
Diasumsikan = 60 % Humidity maka H
s
= 0,0375 kg H
2
O/ kg udara kering
H =
97 , 28
18,02
x
A
A
P P
P
=
28,97
18,02
x
325 , 101
1
= 0,01 kg H
2
O/ udara kering
Mu =
=
= 59.004,172 kg/ jam
Masuk kkal/ jam Keluar kkal/ jam
H
1
140.598,260
H air pencuci 20.748,4
H
2
16.160,131
H limbah cair 138.156,308
Qloss 7.029,913
TOTAL 161.348,660 TOTAL 161.348,660
Roll Dryer
APP B- 13 -
Massa udara kering = (1 - H) x Mu
= (1 0,01) x 59.004,172
= 58.414,130 kg udara kering/jam
ENTALPI MASUK :
1. Entalpi campuran pulp (dari rotary vacuum washer II) pada suhu 32
o
C :
Komponen Massa
(kg/jam)
Cp dT
(kkal/kg)
m x Cp dT
(kkal/jam)
Cellulose 3.950,68 0,17 668,650
Lignin 248,164 3,92 972,955
H
2
O 2.067,789 7,00 14.474,502
H
1
16.116,108
2. Udara kering :
Hv = (1,005 + 1,88H) x (T
o
C-0) x 2501,4 H
= (1,005 + 1,88 (0,01)) x 2.501,4 (0,01))
= 127,341 / 4,184
= 30,435 kkal/ kg udara kering x Muk
= 30,435 x 58.638,341
= 1.784.672,025 kkal
ENTALPI KELUAR :
1. Entalpi produk pulp kering pada suhu 40
o
C :
Komponen Massa (kg/ jam) Cp dT (kkal/ kg) m x Cp dT (kkal/ jam)
Cellulose 3.950,68 0,36 1.432,822
Lignin 248,164 8,40 2.084,904
H2O 2.067,789 15,00 3.314,400
H
2
6.832,126
APP B- 14 -
2. Udara basah :
Hs = 0,0375
Muk = 58.638,341 kg udar kering
Hy = (1,005 + 1,88H) x (T
o
C-0) x 2501,4 H
= (1,005 + 1,88 (0,0375)) x (T-0) + 2.501,4 (0,0375))
= (1,076 + 81,296) / 4,184
= (0,257 + 19,430) kkal/ kg udara kering x Muk
= (0,257 + 19,430) x 58638,341
= 15.073,025 T + 1.139.348,298 kkal
Neraca panas total :
H
1
+ udara kering = H
2
+ udara basah
16.116,108 + 1.784.672,025 = 6.832,126 + 15.073,025 T + 1.139.348,298
654.607,758 = 1.146.180,424 + 15.073,025 T
T = 43
o
C
Maka udara basah :
Hy =15.073,025 T + 1.139.348,298
= 15.073,025 (43) + 1.139.348,298
= 1.793.956,056 kkal
NERAC A PANAS :
Masuk kkal/ jam Keluar kkal/ jam
H
1
16.116,108
H
3
1.784.672,025
H
2
6.832,126
H4 1.793.956,056
TOTAL 1.800.788,138 TOTAL 1.800.788,138
APP B- 15 -
6. HEATER UDARA (E-143)
Hc(195
o
C)
udara udara
H
1
(32
o
C) H
2
(110
o
C)
Hs
(195
o
C; 13,86 atm)
Neraca panas total : H
1
+ Qs = H
2
+ Qloss
Keterangan :
H
1
= panas yang terkandung pada udara kering masuk heater
H
2
= panas yang terkandung pada udara kering keluar heater
Qs = panas yang terkandung dalam steam
Qloss = panas yang hilang
ENTALPI MASUK :
Menghitung panas yang terkandung dalam udara kering masuk ( H
1
) :
Pada T = 32
o
C
Massa udara = 58.638,341 kg udra kering
Cp = 0,2489 kkal/ kg
o
C
H
1
= m x Cp x T
= 58.638.341 x 0,2489 x (32 - 25) = 102.165,582 kkal/ jam
ENTALPI KELUAR :
Menghitung panas yang terkandung dalam udara kering keluar ( H
2
) :
Pada T = 110
o
C
HEATER
APP B- 16 -
Massa udara = 58.638,341 kg udara kering
Cp = 0,25000 kkal/ kg
o
C
H
2
= m x Cp x T
= 58.638,341 x 0,25000 x (110 35)
= 1.246.064,746 kkal/ jam
Menghitung panas yang terkandung dalam steam (Qs) :
Asumsi : Qloss = 5 % x ( H
1
+ Qs)
H
1
+ Qs = H
2
+ Qloss
H
1
+ Qs = H
2
+ (0,05 x (H
1
+ Qs))
0,95 ( H
1
+ Qs) = H
2
97.057,303 + 0,95 Qs = 1.246.064,746
Qs = 1.209.481,519 kkal/jam
Menghitung panas yang hilang (Qloss) :
Qloss = 0,05 x (102.165,582 + 1.209,481,519)
= 65.582,355 kkal/jam
Kebutuhan steam :
Pada T = 195
o
C
= 467,406 kkal/ kg
m = Qs/
= 1.209.481,519/ 467,406
= 2.587,647 kg/ jam
APP B- 17 -
NERACA PANAS :
Masuk kkal/ jam Keluar kkal/ jam
H
1
102.165,582
Qs 1.209.481,519
H
2
1.246.064,746
Qloss 65.582,355
TOTAL 1.311.647,101 TOTAL 1.311.647,101
APP C- 1 -
APPENDIKS C
PEHITUNGAN SPESIFIKASI ALAT
1. GUDANG BATANG KAPAS (F-110)
Fungsi : Manampung batang kapas dari supplier
Bentuk : Empat persegi panjang (cone roof)
Dasar pemilihan : Bahan terhindar dari kontaminasi dan kelembaban
Gudang berbentuk persegi panjang terbuat dari beton.
Bahan masuk :
campuran = ... 43 , 62
1
=
komponen
berat fraksi
lb/ft
3
(Foust : 671)
(1 gr/cc = 62,43 lb/ft
3
)
campuran = 43 , 62
1
0837 , 0
320 , 2
0161 , 0
306 , 1
1560 , 0
650 , 2
0084 , 0
400 , 1
5658 , 0
400 , 1
1700 , 0
1
+ + + + +
= 84,5 lb/ft
3
Rate massa = 8.838,645 kg/jam
= 8.838,645 9 , 485 . 19
45359 , 0
1
=
kg jam
kg
lb/jam
Komponen Berat (kg) Fraksi Berat (gr/cc) [Perry, 7
ed
: T.2-
11]
Lignin
Cellulose
SiO
2
Pentosan
Abu
H
2
O
1.502,570
5.000,905
74,245
1.378,829
142,302
739,795
0,1700
0,5658
0,0084
0,156
0,0161
0,0837
1,400
1,400
2,650
1,306
2,320
1,000
Total 8.838,645 1,000
APP C- 2 -
Rate volumetrik = 6 , 230
/ 5 , 84
/ 9 , 485 . 19
3
= =
ft lb
jam lb
densitas
massa rate
ft
3
/jam
Ditentukan :
- Waktu tinggal = 15 hari
- Tinggi = 10 m
- Panjang = (2 x lebar) m
Volume bahan = 230,6 ft
3
/jam x 15 hari x 24 jam/ hari = 83.016 ft
3
Volume gudang (direncanakan 50 % terisi bahan) :
Volume =
% 50
016 . 83
3
ft
= 166.032 ft
3
= 166.032 ft
3
x
3
3
1
028317 , 0
ft
m
= 4.701,5 m
3
4.701,5 m
3
= p x l x t
4.701,5 m
3
= 21 x l x 10
L = 15,33 m
P = 30,66 m
Spesifikasi :
Fungsi : Menampung batang kapas dari supplier
Kapasitas : 4.701,5 m
3
Bentuk : Empat persegi panjang (cone roof)
Ukuran : Panjang = 30,66 m
Lebar =15,33 m
Tinggi = 10 m
APP C- 3 -
Bahan konstruksi : Beton
Jumlah : 1 buah
2. BELT CONVEYOR I (J-111A)
Fungsi : Memindahkan bahan dari F-110 ke C-112
Type : Troughed belt on 45
0
idlers with equal lenght
Dasar pemilihan : Dipilih conveyor jenis belt sesuai dengan bahan
Perhitungan :
Rate massa = 8.838,645 kg/jam ~9 ton/jam
Dengan kapasitas 9 ton/jam, Perry 7
ed
table 21-7 dan fig 21-4 dipilih belt conveyor dengan
spesifikasi sebagai berikut :
Kapasitas maksimum = 32 ton/jam
Hp tiap 10 ft (linear-ft) = 0,34
Asumsi : - Jarak belt conveyor = 30 ft
- Tinggi belt = 10 ft
Slope = o
tg 333 , 0
30
10
= = o maka sudut belt conveyor : o ~1,84
0
Panjang belt =
2 2
10 30 + = 31,6 ft = 31,6 ft x m
ft
m
6 , 9
2808 , 3
1
=
Kecepatan belt = 100
6 , 31
9
ft/min = 28,5 ft/min
Perhitungan power :
ft
hp
10
, lift = 0,34
ft
hp
= 2 hp
Penambahan power untuk tripper = 2 hp +
Power total = 4 hp
APP C- 4 -
Spesifikasi :
Fungsi : Memindahkan bahan dari F-110 ke C-112
Type : Troughed belt on 45
0
idlers with equal lenght
Kapasitas maksimum : 2 ton/jam
Belt : Width = 14 in
Trough with = 9 in
Skirt seal = 2 in
Belt speed : 28,5 ft/min
Panjang : 31,6 ft = 9,6 m
Sudut elevasi : 18,4
0
Power : 4 hp
Jumlah : 1 buah
3. CUTTING MACHINE (C-112)
Fungsi : Memotong kayu sepanjang 5 cm
Type : Log Hauls Hydrolic System (J.B. Calkin : 51)
Dasar pemilihan : Sesuai denagan jenis dan ukuran bahan
Perhitungan :
Batang kapas yang dibeli mempunyai dimensi :
Panjang = 20 cm
Diameter = 5 mm
Untuk kayu dengan panjang rata-rata 20 cm, maka diguanakan sistem
pemotongan Single Chaun Log Slip dilengkapi dengan mesin pemotong otomatis.
APP C- 5 -
Spesifikasi :
Fungsi : Memotong kayu sepanjang 5 cm
Type : Log Haus Hidrolic System
Panjang conveyor : 10 ft = 3,048 m
Tinggi log deck : 5 ft = 1,524 m
Ukuran pemotong : 2 in x 8 in
Kecepatan : 135 ft/menit
Power : 20 hp
Bahan pemotong : Cast Iron
Jumlah : 1 buah
4. BELT CONVEYOR II (J-111B)
Fungsi : Memindahkan bahan dari C-112 ke C-113
Type : Troughed belt on 45
0
idlers with equal lenght
Dasar pemilihan : Dipilih conveyor jenis belt sesuai dengan bahan
Perhitungan :
Rate massa = 8.838,645 kg/jam ~9 ton/jam
Dengan kapasitas 9 ton /jam , Perry 7
ed
table 21-7 dan fig 21-4 dipilih belt
Conveyor dengan spesifikasi sebagai berikut :
Kapasitas maksimum = 32 ton/jam
Hp tiap 10 ft (linear-ft) = 0,34
Asumsi : - Jarak belt conveyor = 30 ft
- Tinggi belt = 10 ft
Slope = o
APP C- 6 -
tg 333 , 0
30
10
= = o maka sudut belt conveyor : o ~1,84
0
Panjang belt =
2 2
10 30 + = 31,6 ft = 31,6 ft x m
ft
m
6 , 9
2808 , 3
1
=
Kecepatan belt = 100
6 , 31
9
ft/min = 28,5 ft/min
Perhitungan power :
ft
hp
10
, lift = 0,34
ft
hp
= 2 hp
Penambahan power untuk tripper = 2 hp +
Power total = 4 hp
Spesifikasi :
Fungsi : Memindahkan bahan dari C-112 ke C-113
Type : Troughed belt on 45
0
idlers with equal lenght
Kapasitas maksimum : 32 ton/jam
Belt : Width = 14 in
Trough with = 9 in
Skirt seal = 2 in
Belt speed : 28,5 ft/min
Panjang : 31,6 ft = 9,6 m
Sudut elevasi : 18,4
0
Power : 4 hp
Jumlah : 1 buah
5. TANGKI NaOH SOLID (F-116)
Fungsi : Menampung NaOH supplier
Type : Silinder tegak dengan tutup atas dished dan bawah plat
APP C- 7 -
Dasar pemilihan : Bahan terhindar dari kontaminasi
Perhitungan analog tangki sebelumnya.
Rate massa = 2.642,574 kg/jam
= 2.642,574 kg/jam x 826 . 5
45359 , 0
1
= lb/jam
campuran = ... 43 , 62
1
=
komponen
berat fraksi
lb/ft (Foust :671)
(1 gr/cc = 62,43 lb/ft
3
)
131 43 , 62
1
0257 , 0
533 , 2
004 , 0
856 , 1
0003 , 0
13 , 2
98 , 0
1
=
+ + +
= campuran lb/ft
3
Rate volumetrik = 45
/ 131
/ 826 . 5
= =
cuft lb
jam lb
densitas
massa rate
ft
3
/jam
Ditentukan waktu tinggal = 15 hari
Volume bahan = 45 200 . 16
24
15 =
hari
jam
hari
jam
ft
ft
3
Volume gudang (direncanakan 80% terisi bahan) :
Volume =
% 80
200 . 16
3
ft
= 20.250 ft
3
= 20.25 ft
3
x
3
3
1
028317 , 0
ft
m
= 573,4 m
3
Menentukan diameter tangki :
Vol =
3 2
0874 , 0
4
di Ls di + |
.
|
\
|
t
APP C- 8 -
20.250 =
3 2
0874 , 0 5 , 1
4
di di di + |
.
|
\
|
t
20.250 = 1,1775 di
3
+ 0,0874 di
3
di = 25,2 ft = 302,7 in
Menentukan tekanan design :
Tinggi = 5 , 32
2 , 25
4
200 . 16
4
2 2
=
t t
di
bawah tutup V bahan V
ft
P operasi = 14,7 psia = 0 psig
P hirostatik =
( )
( )
7 , 28
144
1 5 , 32 131
144
1
=
=
H P
camp
psig
P design = P operasi + P hirosatik
= 0 + 28,7 = 28,7 psig
Menentukan tebal silinder :
t
s
=
( )
C
Pi E f
di Pi
+
6 , 0 2
C = faktor korosi (in) (digunakan 8 1 in)
f = stress allowable, bahan konstuksi Carbon Steel SA-283 grade C, maka
f = 12.650 psi (Brownel, T.13-1)
t
s
=
( )
C
Pi E f
di Pi
+
6 , 0 2
=
( ) | |
6 , 0 125 , 0
7 , 28 6 , 0 ) 8 , 0 12650 ( 2
7 , 302 7 , 28
= +
in~ 4 3 in
Menentukan tebal tutup :
tha =
( ) ( )
9 , 0 125 , 0
7 , 28 6 , 0 8 , 0 12650
7 , 302 7 , 28 885 , 0
1 , 0
885 , 0
= +
= +
C
Pi E f
di Pi
in ~1 in
APP C- 9 -
Menentukan tinggi tutup atas :
ha = 0,169.di = 0,169 x 25,2 = 4,3 ft = 51,1 in
Spesifikasi :
Fungsi : Menampung NaOH dari supplier
Kapasitas : 573,4 m
3
Bentuk : Silinder tegak dengan tutup atas dished dan bawah plat
Diameter : 25,2 ft = 7,7 m
Tinggi : 31,5 ft = 9,9 m
Tebal slinder : in
Tebal tutup atas : 1 in
Tinggi tutup atas : 4,3 ft = 1,3 m
Bahan konstuksi : Carbon Stekll SA-283 Grade C
Jumlah : 1 buah
6. SCREW CONVEYOR I (J-117A)
Fungsi : Memindahkan bahan dari tangki NaOH solid (F-116) ke bin NaOH (F-115B)
Type : Plain spourts or chutes
Dasar pemilihan : Umum digunakan untuk padatan dengan sistem tertutup
Perhitungan :
Rate massa = 2.642,574 kg/jam = 5.825,9 lb/jam
bahan = 130,7 lb/ft
3
Volumetrik bahan = 44,6 ft
3
/jam = 0,7 ft
3
/menit
Untuk bulk density = 130,7 lb/ft
3
, bahan termasuk kelas D dengan F = 3 (Badger, tabel 16-6)
(Badger, pers 16-5)
APP C- 10 -
Power motor =
33000
F W L C
Dengan :
C = kapasitas (ft
3
/mnt)
L = panjang (ft)
W = densitas bahan (lb/ft
3
)
F = faktor bahan
Asumsi panjang screw : L = 25 ft
Power motor = 2 , 0
33000
3 7 , 130 25 7 , 0
=
hp
Untuk power < 2 hp, maka dikalikan 2 (Badger, tabel 16-6)
0,2 x 2 = 0,4 hp
Effisiensi motor = 80%, maka :
Power motor = 5 , 0
% 80
4 , 0
~ hp
Dari Badger, fig 16-20 untuk kapasitas = 44,6 ft
3
/jam digunakan ukuran :
Diameter = 6 in
Kecepatan putaran = 25 rpm
Spesifikasi :
Fungsi : Memindahkan bahan dari F-116 ke F-115B
Type : Plain spourts or chutes
Kapasitas : 44,6 ft
3
/jam
Panjang : 25 ft
Diameter : 6 in
Kecepatan putar : 25 rpm
APP C- 11 -
Power : 0,5 hp
Jumlah : 1 buah
7. BIN NaOH (F-115B)
Fungsi : Menampung NaOH
Type : Silinder tegak dengan tutup atas plat dan bawah conis
Dasar pemilihan : Umum digunakan untuk menampung padatan
Perhitungan analog tangki sebelumnya :
Rate massa = 2.642,574 kg/jam = 5.825,9 lb/jam
campuran = 7 , 130 43 , 62
1
=
komponen
berat fraksi
lb/ft
Rate volumetrik = 6 , 44
/ 7 , 130
/ 9 , 25 . 5
3
= =
ft lb
jam lb
densitas
massa rate
ft
3
/jam
Direncanakan penyimpangan untuk 8 jam dengan 1 buah tangki,
sehingga didapatkan :
Volume tangki =
( )
8 , 356
1
8 6 , 44
3
=
jam
jam
ft
ft
3
Menentukan ukuran tangki dan ketebalannya
Asumsi Dimension Ratio : H/D = 3 (Ulrich : T.4-27)
Volume = H D
2
4
1
t
356,8 = ( ) D D 3
4
1
2
t
D = 5,3 ft = 5,3 ft x in
ft
in
8 , 190
2808 , 3
37 , 39
=
APP C- 12 -
Menetukan tebal minimum shell :
Tebal shell berdasarkan ASME Code untuk cylindrical tank :
T
min
= C
P E f
ri P
+
6 , 0
(Brownell, pers 13-1, hal 254)
Dengan :
T
min
= tebal shell minimum (in)
P = tekanan tangki (psi)
ri = jari-jari tangki (in) (1/2 D)
C = faktor korosi (in) (digunakan 1/8 in)
E = faktor pengelasan, digunakan double welded, E = 0,8
f = stress alllowable, bahan konstruksi Carbon Stell SA-283 grade C, maka
f = 12650 psi (Brownell T.13-1)
Penentuan tekanan design pada tangki :
P
B
=
( )
| |
r T
Z k gc g b
e
k
r ' '
2
1
' ' 2
(Mc. Cabe, pers 26-24)
Dimana :
P
B
= tekanan vertikal dasar bejana
b
= bulk densitas bahan (lb/cuft)
= koofesien gesek
= 0,35-0,55; diambil 0,45
k = ratio tekanan normal
k =
o
o
sin 1
sin 1
+
= 0,333 (sudut = 30
0
)
Z
T
= tinggi total material dalam tangki = 15,9 ft
APP C- 13 -
r = jari-jari
= x 5,3 = 2,7 ft
P
B
=
( )
(
r T Z k
gc g b
e
k
r '
'
2
' '
1
2
=
(
(
7 , 2
9 , 15 333 , 0 45 , 0 2
1
333 , 0 45 , 0 2
7 , 130 7 , 2
e
= 975,9 lb/ft
2
= 6,8 psi (1 lb/ft
2
= 1/144 psi)
Tekanan lateral, P
L
= k. P
B
(Mc.Cabe, hal 302)
= 0,333 x 6,8 = 2,3 psi
P
operasi
= P
B
+ P
L
= 6,8 + 2,3 = 9,1 psi
P
design
= 1,1 x 9,1 = 10 psi (10 % faktor keamanan)
ri = D = 2,7 ft
t
min
= C
P fE
ri P
+
6 , 0
=
( ) ( )
1 , 0 125 , 0
10 6 , 0 8 , 0 12650
7 , 2 10
= +
in, digunakan t = 3/16 in
Untuk tebal tutup atas disamakan denagn tutup bawah, karena tutup bawah lebih
banyak menerima beban.
Tutup bawah conis :
Tebal conical =
( )
C
P fE
D P
+
6 , 0 cos 2 o
(Brownell, hal 18, ASME Code)
tc =
| | | |
2 , 0 125 , 0
1 6 , 0 ) 8 , 0 12650 ( 15 cos 2
12 3 , 5 10
0
= +
in ~1/4 in
Tinggi conical :
APP C- 14 -
h =
o tg
D
2
(Hesse, hal 91-92)
Keterangan : o
= cone angle = 30
0
D = diameter tangki (ft)
Maka :
h =
o tg
D
2
= 6 , 4
30 2
3 , 5
0
=
tg
ft
Spesifikasi :
Fungsi : Menampung NaOH
Type : Silinder tegak dengan tutup atas plat dan bawah conis
Volume : 356,8 ft
3
Diameter : 5,3 ft = 1,6 m
Tinggi : 15,9 ft = 4,8 m
Tebal shell : 3/16 in
Tebal tutup atas : 3/16 in
Tebal tutup bawah : in
Bahan konstruksi : Carbon Steel SA-283 Grade C (Brownell : 253)
Jumlah : 1 buah
8. TANGKI Na
2
S SOLID (F-118)
Fungsi : Menampung Na
2
S dari supplier
Type : Silinder tegak dengan tutup atas dished dan tutup bawah plat
Dasar pemilihan : Bahan terhindar dari kontaminasi
Perhitungan analog tangki sebelumnya :
APP C- 15 -
Rate massa = 1.282,953 kg/jam = 5.825,9 lb/jam
= 1.282,953 kg/jam 828 . 2
45339 , 0
1
=
kg
lb/jam
campuran = ... 43 , 62
1
=
komponen
berat fraksi
lb/ft
3
(Foust: 671)
(1 gr/cc = 62,43 lb/ft
3
)
campuran = 117 43 , 62
1
005 , 0
12 , 5
002 , 0
633 , 2
002 , 0
633 , 2
020 , 0
533 , 2
020 , 0
856 , 1
934 , 0
1
=
+ + + + +
lb/cuft
Rate volumetric = 24
/ 117
/ 828 . 2
3
= =
ft lb
jam lb
densitas
massa rate
ft
3
/jam
Ditentukan : Waktu tinggal = 15 hari
Volume bahan = 24 ft
3
/jam x 15 ,hari x 24 jam/hari = 8.640 ft
3
Volume gudang (direncanakan 80% terisi bahan) :
Volume =
% 50
640 . 8
3
ft
= 10.800 ft
3
= 10.800 ft
3
8 , 305
1
028317 , 0
3
3
=
ft
m
m
3
Menentukan diameter tangki :
Vol =
3 2
0874 , 0
4
di Ls di + |
.
|
\
|
t
10.800 =
3 2
0874 , 0 5 , 1
4
di di di + |
.
|
\
|
t
10.800 = 1,1775 di
3
di = 20,5 ft = 245,4 in
APP C- 16 -
Menetukan tekanan design :
Tinggi = 2 , 26
5 , 20
4
640 . 8
4
2 2
=
t t
di
bawah tutup V bahan V
ft
P
operasi
= 14,7 psia = 0 psig
P
hidrostatik
=
( )
( )
5 , 20
144
1 2 , 26 117
144
1
=
=
H
camp
psig
P
design
= P operasi + P hidrostatik
= 0 + 20,5 = 20,5 psig
Menentuan tebal silinder :
t
s
= C
Pi E f
di Pi
+
) 6 , 0 ( 2
C = faktor korosi (in) (digunakan 1/8 in)
f = stress allowable, bahan konstuksi Carbon Stell SA-283 Grade C, maka f =12650 psi.(Brownell, T.13-1)
t
s
= C
Pi E f
di Pi
+
) 6 , 0 ( 2
= in in 2 1 6 , 0 125 , 0
) 5 , 20 6 , 0 ( ) 8 , 0 12650 [( 2
4 , 245 5 , 20
~ = +
Mentukan tebal tutup:
Tha = in in C
Pi E f
di Pi
4 3 6 , 0 125 , 0
) 5 , 20 6 , 0 ( ) 8 , 0 12650 (
4 , 245 5 , 20 885 , 0
1 , 0
885 , 0
~ = +
= +
Menentukan tinggi tutup atas :
ha = 0,169 .di = 0,169 x 20,5 = 3, ft = 41,6 in
Spesifikasi :
Fungsi : Menampung Na
2
S dari supplier
APP C- 17 -
Kapasitas : 305,8 m
3
Bentuk : Silinder tegak dengan tutup atas dished dan bawah plat
Diameter : 20,5 ft = 6,2 m
Tinggi : 26,2 ft = 8 m
Tebal silinder : in
Tebal tutup atas : in
Tinggi tutup atas : 3,5 ft = 1,1 m
Bahan konstruksi : Carbon Steel SA-283 Grade C
Jumlah : 1 buah
9. SCREW CONVEYOR II (J-117B)
Fungsi : Memindahkan bahan dari F-118 ke F-115C
Type : Plain Spourts or Chutes
Dasar pemilihan : Umum digunakan untuk padatan dengan sistem tertutup
Perhitungan :
Rate massa = 1.282,953 kg/jam = 2.828,4 lb/jam
Bahan = 117,4 lb/ft
3
Volumetrik bahan = 24,1 ft
3
/jam = 0,4 ft
3
/menit
Untuk bulk density = 117,4 lb/ft
3
, bahan termasuk kelas D dengan F = 3
Power motor =
33000
F W L C
(Badger, tabel 16-6)
(Badger, pers 16-5)
Dengan :
C = kapasitas (ft
3
/mnt)
L = panjang (ft)
W = densitas bahan (lb/ft
3
)
APP C- 18 -
F = faktor bahan
Asumsi panjang screw : L = 25 ft
Power motor = 1 , 0
33000
3 4 , 117 25 4 , 0
=
hp
Untuk power < 2 hp, maka dikalikan 2 (Badger, tabel 713)
0,2 x 2 = 0,4 hp
Effisiensi motor = 80%, maka :
Power motor = 1
% 80
2 , 0
~ hp
Dari Badger, fig 16-20 untuk kapasitas = 44,6 ft
3
/jam digunakan ukuran :
Diameter = 6 in
Kecepatan putaran = 15 rpm
Spesifikasi :
Fungsi : Memindahkan bahan dari F-118 ke F-115C
Type : Plain spourts or chutes
Kapasitas : 24,1 ft
3
/jam
Panjang : 25 ft
Diameter : 6 in
Kecepatan putar : 15 rpm
Power : 1 hp
Jumlah : 1 buah
10. BIN Na
2
S SOLID (F-115C)
Fungsi : Menampung Na
2
S
Type : Silinder tegak dengan tutup atas plat dan bawah conis
Dasar pemilihan : Umum digunakan untuk menampung padatan
Perhitungan analog tangki sebelumnya :
APP C- 19 -
Rate massa = 1.282,953 kg/jam = 2.828,4 lb/jam
campuran = 4 , 117 43 , 62
1
=
komponen
berat fraksi
lb/ft
3
Rate volumetric = 1 , 24
/ 4 , 117
/ 4 , 828 . 2
3
= =
ft lb
jam lb
densitas
massa rate
ft
3
/jam
Volume tangki =
( )
8 , 192
1
8 1 , 24
3
=
jam
jam
ft
ft
3
Menentukan ukuran tangki dan ketebalannya:
Asumsi Dimension Ratio : H/D = 3 (Ulrich : T.4-27)
Volume = H D
2
4
1
t
192,8 = ( ) D D 3
4
1
2
t
D = 4,3 ft = 4,3 ft x in
ft
in
6 , 51
2808 , 3
37 , 39
=
H = 3 D = 12,9 ft = 12,9 ft in
ft
in
8 , 154
2808 , 3
37 , 39
=
Menetukan tebal minimum shell :
Tebal shell berdasarkan ASME Code untuk cylindrical tank :
T
min
= C
P E f
ri P
+
6 , 0
(Brownel, pers 13-1, hal 254)
Dengan :
T
min
= tebal shell minimum (in)
P = tekanan tangki (psi)
ri = jari-jari tangki (in) (1/2 D)
APP C- 20 -
C = faktor korosi (in) (digunakan 1/8 in)
E = faktor pengelasan, digunakan double welded, E = 0,8
f = stress alllowable, bahan konstruksi Carbon Stell SA-283 grade C, maka
f = 12650 psi (Brownell, T.13-1)
Penentuan tekanan design pada tangki :
P
B
=
( )
| |
r T
Z k gc g b
e
k
r ' '
2
1
' ' 2
(Mc. Cabe, pers 26-24)
Dimana :
P
B
= Tekanan vertikal dasar bejan
b
= Bulk densitas bahan (lb/cuft)
= Koefisien gesek
= 0,35-0,55; diambil 0,45
k = ratio tekanan normal (Mc. Cabe, pers 299)
k =
o
o
sin 1
sin 1
+
= 0,333 (sudut = 30
0
)
Z
T
= Tinggi total material dalam tangki = 15,9 ft
r = Jari-jari
= x 5,3 = 2,7 ft
P
B
=
( )
(
r T Z k
gc g b
e
k
r '
'
2
' '
1
2
=
(
(
2 , 2
9 , 12 333 , 0 45 , 0 2
1
333 , 0 45 , 0 2
4 , 117 2 , 2
e
= 713,1 lb/ft
2
= 5 psi (1 lb/ft
2
= 1/144 psi)
Tekanan lateral, P
L
= k. P
B
(Mc.Cabe, hal 302)
APP C- 21 -
= 0,333 x 5 = 1,7 psi
P
operasi
= P
B
+ P
L
= 5 + 1,7 = 6,7 psi
P
design
= 1,1 x 6,7 = 7,4 psi (10 % faktor keamanan)
ri = D = 2,2 ft
t
min
= C
P fE
ri P
+
6 , 0
=
( ) ( )
1 , 0 125 , 0
4 , 7 6 , 0 8 , 0 12650
2 , 2 4 , 7
= +
in, digunakan t = 3/16 in
Untuk tebal tutup atas disamakan dengan tutup bawah, karena tutup bawah lebih
banyak menerima beban.
Tutup bawah conis :
Tebal conical =
( )
C
P fE
D P
+
6 , 0 cos 2 o
(Brownell, hal118, ASME Code)
Dengan o = sudut conis =
0
0
15
2
30
=
tc =
| | | |
1 , 0 125 , 0
4 , 7 6 , 0 ) 8 , 0 12650 ( 15 cos 2
12 3 , 4 4 , 7
0
= +
in ~3/16 in
Tinggi conical :
h =
o tg
D
2
(Hesse, hal 91-92)
Keterangan : o = cone angle = 30
0
D = diameter tangki (ft)
Maka :
h =
o tg
D
2
= 7 , 3
30 2
3 , 4
0
=
tg
ft
APP C- 22 -
Spesifikasi :
Fungsi : Menampung Na
2
S
Type : Silinder tegak dengan tutup atas plat dan bawah conis
Volume : 192,8 ft
3
Diameter : 4,3 ft = 1,3 m
Tinggi : 12,9 ft = 3,9 m
Tebal shell : 3/16 in
Tebal tutup atas : 3/16 in
Tebal tutup bawah : 3/16 in
Bahan konstruksi : Carbon Steel SA-283 Grade C (Brownell : 253)
Jumlah : 1 buah
11. GUDANG Na
2
CO
3
SOLID (F-119)
Fungsi : Menampung Na
2
CO
3
dari supplier
Bentuk : Empat persegi panjang (cone roof)
Dasar pemilihan : Bahan terhindar dari kontaminasi dan kelembaban
Gudang berbentuk persegi panjang terbuat dari beton.
Perhitungan analog tangki sebelumnya :
Rate massa = 596,599 kg/jam
= 596,599 kg/jam 3 , 315 . 1
45339 , 0
1
=
kg
lb/jam
campuran = ... 43 , 62
1
=
komponen
berat fraksi
lb/ft
3
(Foust: 671)
(1 gr/cc = 62,43 lb/ft
3
)
APP C- 23 -
campuran = 9 , 157 43 , 62
1
0003 , 0
856 , 1
0003 , 0
698 , 2
001 , 0
533 , 2
999 , 0
1
=
+ + +
lb/ft
3
Rate volumetric = 3 , 8
/ 157
/ 3 , 315 . 1
3
= =
ft lb
jam lb
densitas
massa rate
ft
3
/jam
Ditentukan : waktu tinggal = 15 hari
Panjang = (2 x lebar) m
Tinggi = 7 m
Volume bahan = 8,3 ft
3
/jam x 15 ,hari x 24 jam/hari = 2.988 ft
3
Volume gudang (direncanakan 50% terisi bahan) :
Volume =
% 50
988 . 2
3
ft
= 5.976 ft
3
= 5.976 ft
169,2 m
3
= 21 x l x 7
3
2 , 169
1
028317 , 0
3
3
=
ft
m
m
3
169,2 m
3
= p x l x t
l = 3,48 m
p = 6,96 m
Spesifikasi :
Fungsi : Menampung Na
2
CO
3
dari supplier
Kapasitas : 169,2 m
3
Bentuk : Empat persegi panjang (cone roof)
Ukuran : Panjang = 6,96 m
Lebar = 3,48 m
Tinggi = 7 m
Bahan konstruksi : Beton
Jumlah : 1 buah
APP C- 24 -
12. SCREW CONVEYOR (J-117C)
Fungsi : Memindahakn bahan dari F-119 ke F-115D
Type : Plain spourts or chutes
Dasar pemilihan : Umum digunakan untuk padatan dengan sistem tertutup
Perhitungan :
Rate massa =596,599 kg/jam = 1.315,3 lb/jam
bahan = 157,9 lb/ft
3
Volumetrik bahan = 8,3 ft
3
/jam = 0,1 ft
3
/menit
Untuk bulk density = 157,9 lb/ft
3
, bahan termasuk kelas D dengan F = 3
(Badger, Tabel 16-6)
(Badger, pers 16-5)
Power motor =
Dengan :
C = kapasitas (ft
3
/mnt)
L = panjang (ft)
W = densitas bahan (lb/ft
3
)
F = factor bahan
Asumsi panjang screw : L = 25 ft
Power motor = = 0,05 hp (Badger : 713)
Untuk power < 2 hp, maka dikalikan 20,05 x 2 = 0,1 hp
Effisiensi motor = 80 %, maka :
Power motor = 1 hp
APP C- 25 -
Dari Badger, fig 16-20 untuk kapasitas = 8,3 ft
3
/jam yang digunakan ukuran :
Diameter = 6 in
Kecepatan putaran = 12 rpm
Spesifikasi :
Fungsi : Memindahkan bahan dari F-119 ke F-115D
Type : Plain spourts or chutes
Kapasitas : 8,3 ft
3
/jam
Panjang : 25 ft
Diameter : 6 in
Kecepatan putaran : 12 rpm
Power : 1 hp
Jumlah : 1 buah
13. BIN Na
2
CO
3
SOLID (F-115D)
Fungsi : Menampung Na
2
CO
3
Type : Silinder tegak dengan tutup atas plat dan bawah conis
Dasar pemilihan : Umum digunakan untuk menampumg padatan
Perhitungan analog dengan tangki sebelumnya:
Rate massa =596,599 kg/jam = 1.315,3 lb/jam
campuran = 62,23 = 157,9 lb/ft
3
Rate Volumetrik = = = 8,3 ft
3
/jam
Direncanakan penyimpanan untuk 8 jam dengan 1 buah tangki, sehingga didapat :
APP C- 26 -
Volume tangki = = 66,4 ft
3
Menentukan ukuran tangki dan ketebalan :
Asumsi dimention ratio : H/D = 3 (Ulrich : T.4-27)
Volume =
66,4 =
D = 3 ft = 3 ft = 36 in
H = 3 D = 9 ft = 9 ft = 108 in
Menentukan tebal minimum shell :
Tebal shell berdasarkan ASME Code untuk cylinderrical tank :
t
min
= + C
Dengan :
T
min
= tebal shell minimum (in)
P = tekanan tangki (psi)
ri = jari-jari tangki (in) ( D)
C = faktor korosi (in) (digunakan in)
E = faktor pengelasan, digunakan double welded, E = 0,8
f = stress allowable, bahan konstruksi Carbon Steel SA-283 grade C, maka f = 12650 psi
(Brownell, T.13-1)
APP C- 27 -
Penentuan Tekanan Design Pada Tangki :
P
B
= (Mc.Cabe,pers 26-24)
Dimana :
P
B
= Tekanan vertikal dasar bejana
b
= Bulk densitas bahan (lb/cuft)
= Koefisien gesek
= 0,35 0,55 ; diambil 0,45 (Mc.Cabe, hal 299)
k = Ratio tekanan normal
k = = 0.33 (sudut = 30
o
)
Z
T
= Tinggi total material dalam tangki = 9 ft
r = Jari-jari bin
= x 3 = 1,5 ft
P
B
=
=
= 659,4 lb/ft
2
= 4,6 psi (1 lb/ft
2
= 1/144 psi)
Tekanan lateral, P
L
= k . P
B
(Mc.Cabe, hal 302)
= 0,333 x 4,6 = 1,5 psi
P
operasi
= P
B
+ P
L
= 4,6 + 1,5 = 6,1 psi
P
design
= 1,1 x 6,1 = 6,7 psi (10 % faktor keamanan)
ri = D = 1,5 ft
t
min
= + C
APP C- 28 -
= + 0,125 = 0,1 in digunakan t = 3/16 in
Untuk tebal tutup atas disamakan dengan tebal tutup bawah, karena tutup bawah lebih
banyak menerima beban.
Tutup bawah conis :
Tebal conical = + C (Brownell, hal 118, ASME Code)
Dengan = sudut conis = = 15
0
tc = + 0,125 = 0,1 in 3/16 in
Tinggi conical :
h = (Hesse, hal 91-92)
keterangan : = cone angle ; 30
0
D = diameter tangki (ft)
Maka :
h = = = 2,6 ft
Spesifikasi :
Fungsi : Menampung Na
2
CO
3
Type : Silinder tegak dengan tutup atas plat dan bawah conis
Volume : 66,4 ft
3
Diameter : 3 ft = 0,9 m
Tinggi : 9 ft = 2,7 m
APP C- 29 -
Tebal shell : 3/16 in
Tebal tutup atas : 3/16 in
Tebal tutup bawah : 3/16 in
Bahan konstruksi : Carbon Steel SA-283 Grade C (Brownell : 253)
Jumlah : 1 buah
14. TANGKI PENCAMPUR (M-121)
Fungsi = Mencampur NaOH, Na
2
S, Na
2
CO
3
, dengan air
Type = Silinder tegak, tutup atas dished, tutup bawah conical di lengkapi
pengaduk
Dasar pemilihan = - Tangki berpengaduk efektif untuk pencampur
- Tutup bawah conis, mempermudah pengeluaran produk
1. Perhitungan shell dan tutup
Perhitungan :
Rate massa = 35.354,580 kg/jam
= 35.354,580 = 77.943,9 lb/jam
bahan = x 62,43 lb/ft
3
= 66,8 lb/ft
3
Rate volumetrik = = 1.166,8 ft
3
/jam
Waktu tinggal = 60 menit (1 jam proses)
Dengan waktu tinggal 1 jam dimana volume bahan mengisi 80 % volume tangki dan
digunakan 1 buah tangki.
Volume bahan = 1.166,8 ft
3
/jam x (1 jam) = 1.166,8 ft
3
APP C- 30 -
Volume tangki = = 1.458,5 ft
3
Menentukan ukuran tangki dan ketebalannya :
Diambil demintion ratio = 2
Volume tangki = x D
2
x H
D = 9,8 ft = 117,6 in = 3 m (D
maksimum
= 4 m) (Ulrich;T.4-18)
H = 2 x D = 2 x 9,8 ft = 19,6 ft
Penentuan tebal shell :
t
min
= + C (Brownell, pers 13-1, hal 254)
Dengan :
t
min
= tebal shell minimum (in)
P = tekanan tangki (psi)
ri = jari-jari tangki (in) (
C = faktor korosi (in) (digunakan in)
E = faktor pengelasan, digunakan double welded, E = 0,8
f = stress allowable, bahan konstruksi Carbon Stell SA-283 grade C, maka f = 1265
psi (Brownell,T.13-1)
P
operasi
= P
hydrostatis
= = = 9,1 psi
P
design
diambil 10 % lebih besar dari P
operasi
untuk faktor keamanan.
P
design
= 1,1 x 9,1 = 10 psi
R = D = x 117,6 = 58,8 in
APP C- 31 -
t
min
= + 0,125 = 0,2 in, digunakan t = in
Untuk tebal tutup atas disamakan dengan tutup bawah, karena tutup bawah mempunyai
beban yang lebih besar.
Tutup bawah conis :
Tebal conical = + C (Brownell,hal 118,ASME Code)
Dengan = sudut conis = = 15
0
tc = + 0,125 = 0,2 in in
Tinggi conical :
h =
keterangan : = cone angle ; 30
0
D = diameter tangki (ft)
Maka :
h = = = 8,5 ft
2. Perhitungan pengaduk
Dipakai impeller jenis turbin dengan 6 buah flat blade. Dari Perry 6
ed
; p.19-9:
Diameter impeller (Da) = diameter shell = x 9,8 = 3,3 ft
Lebar blade (y) = 0,2 diameter impeller = 0,2 x 9,8 = 0,7 ft
Panjang blade (L) = 0,25 x diameter impeller = 0,25 x 9,8 = 0,8 ft
APP C- 32 -
Penentuan putaran pengaduk :
V = x Da x N (Joshi ; hal 389)
Dengan : V = Peripheral speed (m/menit)
Untuk pengaduk jenis turbin :
Peripheral speed = 200 250 m/menit (Joshi ; hal 389)
Da = Diameter pengaduk (m)
N = putaran pengaduk (rpm)
Diambil putaran pengaduk, N = 70 rpm = 1,2 rps
Da = 3,3 ft = 1 m
V = x l x 70 = 219,8 m/menit (memenuhi range 200-250 m/menit)
Penentuan Jumlah Pengaduk :
Jumlah pengaduk = (Joshi ; hal 389)
= 2 buah
Jarak antar pengaduk = (1 1,5) diameter pengaduk (Joshi ; hal 389)
= 1,5 x 3 = 4,5 ft
Putaran pengaduk, N = 70 rpm = 1,2 rps
campuran = 0,00092 lb/ft.dt (berdasarkan sg bahan)
campuran = 66,8 lb/ft
3
N
Re
= = = 784.173,9
Karena N
Re
10000, maka digunakan baffle (Perry 6 ed; hal 19-8)
Untuk N
Re
10000 diperlukan 4 buah baffle, sudut 90
0
(Perry 6 ed; hal 19-8)
APP C- 33 -
Lebar baffle, J = =
Lebar baffle, J = x Dt = x 9,8 = 0,8 ft
Untuk N
Re
10000, perhitungan power digunakan Ludwig Vol-1, pers 5.5 hal 190
Power Pengaduk :
P = x x (N)
3
x (D)
5
(Ludwig, Vol-1, pers 5.5, hal 190)
Dengan :
P = power (hp)
K
3
= faktor mixer (turbin) = 6,3 (Ludwig, Vol-1, T.5.1, hal 192)
g = konstanta grafitasi (lb/dt
2
)
N = kecepatan putaran impeller (rps)
= densitas (lb/ft
3
)
D = diameter impeller (ft)
P = x 66,8 x (1,2)
3
x (3)
5
= 5.488 lb.ft/dt
= 10 hp (1 lb.ft/dt = 1/550 hp)
Untuk 2 pengaduk, power input = 2 x 10 = 20 hp
Perhitungan losses pengaduk :
Gland losses (kebocoran tenaga akibat poros dan bearing) = 10 % (Joshi ; hal 399)
Gland losses 10 % = 10 % x 20 = 2 hp
Power input dengan gland losses = 20 + 2 = 22 hp
Transmission system losses = 20 % (Joshi ; hal 399)
Transmission system losses 20 % = 20 % x 22 = 4,4 hp
APP C- 34 -
Power input dengan transmission system losses = 22 x 4,4 = 26,4 hp
Digunakan power motor = 30 hp
Spesifikasi :
Fungsi = Mencampur NaOH, Na
2
S, Na
2
CO
3
dengan air
Type = Silinder tegak, tutup atas dished, tutup bawah conical
Dilengkapi pengaduk
Shell :
Diameter : 9,8 ft = 3 m
Tinggi : 19,6 ft = 6 m
Tebal shell : in
Tebal tutup atas : in
Tebal tutup bawah : in
Bahan konstruksi : Carbon Steel SA-283 Grade C (Brownell : 253)
Jumlah : 1 buah
Sistem Pengaduk :
Dipakai impeller jenis turbin dengan 6 buah flat blade dengan jumlah 2 buah
Diameter impeller : 3 ft
Lebar blade : 0,7 ft
Panjang bafle : 0,8 ft
Power motor : 30 hp
APP C- 35 -
15. HEATER (E-122)
Fungsi : Menaikkan suhu dari 30
0
C menjadi 176
0
C
Type : Heat Exchanger type shell dan tube
Steam
t
1
= 195
0
C = 383
0
C
m = 10.563,9 kg/jam
Larutan pemasak T
2
= 176
0
C = 348,8
0
F
T
1
= 30
o
C = 86
o
F
P = 1 atm
M = 35.354,580 kg/jam T
2
= 100
0
C = 212
0
F
= 77.943,9 lb/jam
1 OD 16 BWG P
T
= 1, square pitch
Rate liquid = 35.354,580 kg/jam = 77.943,9 lb/jam
Rate steam = 10.563,9 kg/jam = 23.289,5 lb/jam
Rd gabungan minimal = 0,003 jam.ft
2
.
0
F/btu
Perhitungan :
1. Q = 77.943,9 x 0,58 x (383 212)
0
F
= 7.730,476 btu/jam
2. T
LMTD
=
= 70,4
0
F
Mencari Ft :
R =
= = 0,27
S =
= = 0,42
Pada Kern, fig 18 hal 828 didapatkan :
APP C- 36 -
Ft = 0,96 (type HE 1-2)
T = Ft . T
LMTD
= 0,96 x 70,4
0
F = 67,58
0
F
3. Suhu Caloric
Tc = . (T
1
+ T
2
) = . (383 + 348,8)
0
F = 365,9
0
F
tc = . (t
1
+ t
2
) = . (86 + 212)
0
F = 149
0
F
4. Trial U
D
U
D
= 100 btu/j.ft
2
.
0
F
A = = = 1.098,1 ft
2
Nt = = = 262 buah a (Kern, tabel 10 hal 844)
Nt standart (Kern, table 9 hal 841)
UD
koreksi
= x U
D
trial
= x 100 = 90,98 btu/jam/ft
2
.
0
F
Karena U
D
terletak diantara 75 150, maka U
D
koreksi 90,98 btu/jam/ft
2
.
0
F dapat
digunakan.
Kesimpulan sementara hasil perancangan :
Type HE 1 2
Bagian Shell Bagian Tube
ID
S
= 27 do = 1
n' = 1 P
T
= 1
de = 0,99 (Kern, Fig 28 hal 838) c = P
T
do = 1 - 1 =
B = 6 N+ 1 = . n a = 0,594 in
2
= x 1 = 32 a = 0,2618 ft
2
/det (Kern, tabel 10 hal 843)
di = 0,870 in
N
t
= 288
n = 2
APP C- 37 -
Evaluasi Perpindahan Panas (Rd)
Bagian Shell (larutan pemasak air) Bagian Tube (steam)
5. Menghitung N
Re
A
s
=
= = 0,225 ft
2
G
s
= =
= 346.417,3 lb/j.ft
2
N
Re
= (Kern,fig 14 hal 823)
=
= 84.354,86
6. J
H
= 170 btu/j.ft
2
(Kern, Fig 28 hal 838)
7. Menghitung harga koefisien film
perpindahan panas (ho)
ho
trial
= 250 btu/j.ft
2
.
0
F
5. Menghitung N
Re
a
t
= =
= 0,594
G
t
= =
= 39.207,9 lb/j.ft
2
N
Ret
= (Kern,fig 14 hal 823)
=
= 2.553,51
6. J
H
= -
7. Menghitung harga koefisien film
perpindahan panas (hi)
V = =
= 0,1743 ft/s
h
io
= hi . hi (Kern, fig 25 hal 835)
= 380 x
= 330,6 btu/j.ft
2
.
0
F
APP C- 38 -
8. Mencari tahanan panas pipa bersih (U
c
) :
U
c
= = = 142,35
9. Mencari dirt factor (factor kekotoran) pipa terpakai :
Rd = = = 0,00397
Rd hitung Rd ketetapan (memenuhi)
Spesifikasi :
Fungsi : Menaikkan suhu dari 30
0
C menjadi 176
0
C
Type : Shell dan Tube 1 2 Exchanger
Shell : Tube :
ID
S
= 27 in 1 OD, 16 BWG, 1 = 16
B = 6 in P
T
= 1, susunan square
N + 1 = 32 N
t
= 288
n = 1 di = 0,870 in
de = 0,99 a = 0,2618 in
n = 2
c = in
Shell side : larutan pemasak
Tube side : steam jenuh
Jumlah : 1 buah
APP C- 39 -
16. TANGKI PENAMPUNG Cl
2
(F-135)
Fungsi : Menampung gas chlorine dalam bentuk liquid
Type : Silinder horizontal degan tutup dished
Dasar Pemilihan : Efisien untuk penyimpanan dengan tekanan tinggi
Perhitungan horizontal shell :
Komposisi bahan :
Komponen Berat (kg) Fraksi Berat BM
Cl
2
O
2
N
2
0,03016
0,00001
0,00005
0,998
0,0004
0,0016
71
32
28
Total 0,03022 1,000
BM campuran = (BM
i
. x
i
) = (0,998 x 71) + (0,0004 x 32) + (0,0016 x 28)
= 70,9
Bahan masuk = 0,03022 kg/jam
= 0,03022 x = 0,07 lb/jam
Tekanan tangki = 6,8 atm (Hamler Manufacture)
Suhu yang dijaga = 30
0
C (suhu kamar)
chlorine (liquid) = 15,6 lb/ft
3
(Perry 7
ed
; T.2-30)
Rate volumetric = = 0,0045 ft
3
/jam
Storage tank direncanakan untuk menampung bahan baku untuk keperluan proses selama 6
hari dengan 1 buah tangki, sehingga volume tiap tangki adalah :
APP C- 40 -
= x (6 x 24 jam) = 0,65 ft
3
Volume bahan mengisi 80% volume tangki, maka volume tangki :
Volume tangki = = 0,813 ft
3
Menentukan diameter tangki dan panjang tangki :
= 3 5 ; diambil = 3 (Ulrich table 4-27, p.249)
Keterangan : L = Panjang tangki
D = Diameter tangki
Tangki berbentuk silinder dengan tutup berbentuk standard dished heads.
Volume = . D
2
. L
0,3870 = x (D)
2
x 3 D
D = 0,5477 ft = 6,5724 in
L = 3 x 0,5477 = 1,6431 ft = 19,7172 in
Penentuan Tebal Shell :
Untuk perencanaan, digunakan high-pressure monobloc vessel.
Penentuan diameter ratio, K berdasarkan maximum stress theory :
K = (Brownell & Young; pers 14.14c)
Keterangan : K = (OD shell/ID shell)
F
y.p
= allowable yields pressure (psi)
P
i
= internal pressure (psi)
APP C- 41 -
= safety factor ( = 1,5) (Brownell & Young : 276)
Bahan konstruksi = SA-212-B dengan f
y.p
= 17500 psi
P operasi, p
i
= 6,8 atm = (6,8 14,7) 14,7 = 85,25 psig
P
design
diambil 10 % lebih besar dari P operasi untuk factor keamanan.
P
design
= 1,1 x 85,25 = 93,78 psig
K = = = 1,015
do = di x K = 6,5724 in x 1,015 = 6,671 in
Tebal shell, t = . (do di) = x (6,671 6,5724) = 0,049 in
Tebal standard torispherical dished :
t
h
=
Dengan : t
h
= Tebal dished minimum (in)
P = Tekanan tangki (psi)
rc = Knuckle radius (in) (Brownell & Young : T-5.7)
Untuk ID = 6,5724 in, rc = 6,5724 in
E = Factor pengelasan, digunakan double welded, E = 0,8
f = Stress allowable, bahan kostruksi Carbon Steel SA-283 grade C, maka f
= 12650 psi (Brownell & Young : T.13-1)
P
design
= 93,78 psig
t
h
= = 0,054 in, digunakan t = 3/16 in
h = rc = 6,5724 = 0,881 in 0,073 ft
APP C- 42 -
Spesifikasi :
Fungsi : Menampung gas chlorine dalam bentuk liquid
Type : silinder horizontal dengan tutup dished
Volume : 0,3870 ft
3
= 0,011 m
3
Tekanan : 6,8 atm
Diameter : 0,5477 ft = 6,5724 in
Panjang : 1,6431 ft = 19,7172 in
Tebal shell : in
Tebal tutup : 3/16 in
Bahan konstruksi : Carbon Steel SA-283 Grade C (Brownell : 253)
Jumlah : 1 buah
17. CHIPPER (C-113)
Fungsi : Memotong kayu dengan ukuran 5 mm
Type : High yield rotary cutter
Produsen : Key Knife Techologies
Dasar Pemilihan : Sesuai dengan jenis dan ukuran bahan
Perhitungan :
Rate kayu = 8.838,645 kg/jam
= 8.838,645 x = 19.486 lb/jam
Pemilihan :
Dari Perry 6
ed
, table 8 16 didapat :
Spesifikasi rotary knife adalah :
Ukuran screen : 5 mm
APP C- 43 -
Rate bahan : 960 lb/jam
Power : 12 hp
Maka rate bahan sebesar 19.486 lb/jam digunakan :
= 20,3 21 buah cutter
Berdasarkan Perry 6
ed
table 8 17 di[ilih spesifikasi :
Spesifikasi :
Fungsi : Memotong kayu dengan ukuran 5 mm
Type : High yield rotary cutter
Produsen : Key Knife Technologies
Jenis mesin : Mesin No.0
Luas Ruangan : 37 in x 17 in
Kapasitas Maksimum : 960 lb
Speed : 1000 rpm
Power : 12 hp
Ukuran Screen : 10 in x 17 in
Jumlah Cutter : 21 buah
Jumlah Mesin : 1 buah
18. BELT CONVEYOR I (J-111C)
Fungsi : Memindahkan bahan dari C-113 ke J-114
Type : Troughed belt on 45
0
idlers with rolls of equal length
Dasar Pemilihan : Dipilih conveyor jenis belt sesuai dengan bahan
Perhitungan :
Rate massa = 8.838,645 kg/jam 9 ton/jam
APP C- 44 -
Dengan kapasitas 10 ton/jam, dari Perry 7
ed
table 21 7 dan fig 21 4 dipilih belt conveyor
dengan spesifikasi sebagai berikut :
Kapasitas maksimum = 32 ton/jam
Hp tiap 10 ft (linear-ft) = 0,34
Asumsi : - Jarak belt conveyor = 30 ft
- Tinggi belt = 10 ft
Slope =
tg = = 0,333 Maka sudut belt conveyor : 18,4
0
Panjang belt = = 31,6 ft = 31,6 ft x = 9,6 m
Kecepatan belt = x 100 ft/min = 28,5 ft/min
Perhitungan Power :
, lift = 0,34
hp = x 0,34 hp/ft = 2 hp
penambahan power untuk tripper = 2 hp +
power total = 4 hp
Spesifikasi :
Fungsi : Memindahkan bahan dari C-210 ke J-212
Type : Troughed belt on 45
0
idlers with rolls of equal length
Kapasitas maksimum : 32 ton/jam
APP C- 45 -
Belt : Width = 14 in
Trough width = 9 in
Skirt seal = 2 in
Belt speed : 28,5 ft/min
Panjang : 31,6 ft = 9,6 m
Sudut elevasi : 18,4
0
Power : 4 hp
Jumlah : 1 buah
19. BUCKET ELEVATOR I (J-114)
Fungsi : Memindahkan bahan dari J-111C ke F-115A
Type : Continuous Discharge Bucket Elevator
Dasar Pemilihan : Untuk memindahkan bahan dengan ketinggian tertentu
Perhitungan :
Rate massa = 8.838,645 kg/jam 9 ton/jam
Densitas = 84,5 lb/ft
3
Tinggi Bucket = Tinggi (F-213 + Q-310) + tinggi dari dasar
= 39,9 + 26 + 6 = 71,9 ft
Perhitungan power (Perry 7
ed
table 21-8), kapasitas dibawah 14 ton/jam :
Power pada head shaft = 1 hp
Power tambahan = 0,02 hp tiap ft
= 0,02 x 71,9 ft = 1,4 hp
Power total = (1 + 1,4) hp = 2,4 hp
APP C- 46 -
Efisiensi motor = 83 %
Power total = 3 hp
Dari Perry 7
ed
table 21-8 sesuai kapasitas dipilih spesifikasi sebagai berikut :
Spesifikasi :
Fungsi : Memindahkan bahan dari J-211 ke F-213
Type : Continuous Discharge Bucket Elevator
Kapasitas maksimum : 14 ton/jam
Ukuran : 6 in x 4 in x 4 in
Bucket Spacing : 12 in
Bucket Elevator : 71,9 ft = 21,9 m
Ukuran Feed (maximum) : in
Bucket Speed : x 225 ft/menit = 144,6 ft/menit
Putaran Head Shaft : 20 rpm
Lebar belt : 7 in
Power total : 3 hp
Jumlah : 1 buah
20. SILO CHIP BATANG KAPAS (E-115A)
Fungsi : Menampung chip batang kapas
Type : Silinder tegak dengan tutup atas plat dan bawah conis
Dasar Pemilihan : Umum digunakan unruk menampung padatan
Perhitungan analog dengan tangki sebelumnya :
Rate massa = 8.838,645 kg/jam
APP C- 47 -
= 8.838,645 x = 19.486 lb/jam
campuran = x 62,43 = 84,5 lb/ft
3
Rate volumetric = = = 230,6 ft
3
/jam
Direncanakan penyimpanan untuk 24 jam dengan 1 buah tangki, sehingga didapat
Volume tamgki = = 5.534 ft
3
Menentukan ukuran tangki dan ketebalannya
Asumsi Dimention Ratio : H/D = 3
Volume = x x D
2
x H
5.534,4 = x x (D)
2
x 3D
D = 13,3 ft = 159,6 in
H = 3 D = 39,9 ft = 478,8 in
Menentukan tebal minimum shell :
Tebal shell berdasarkan ASME Code untuk cylindrical tank :
t
min
= + C
Dengan :
t
min
= tebal shell minimum (in)
P = tekanan tangki (psi)
ri = jari-jari tangki (in) ( D)
C = factor korosi (in) (digunakan in)
APP C- 48 -
E = factor pengelasan, digunakan double welded, E = 0,8
f = stress allowable, bahan konstruksi Carbon Steel SA-283 grade C, maka f =
12650 psi (Brownell, T.13-1)
Penentuan tekanan design pada tangki :
P
B
= (Mc. Cabe, pers 26-24)
Dimana :
P
B
= Tekanan vertical dasar bajana
b
= Bulk densitas bahan (lb/ft
3
)
= koefisien gesek
= 0,35 0,55 ; diambil 0,45 (Mc. Cabe, hal 299)
k' = ratio tekanan normal
k = = 0,333 (sudut = 30
0
)
Z
T
= tinggi total material dalam tangki = 39,9 ft
r = jari-jari bin
= x 13,3 = 6,7 ft
P
B
=
=
= 1.572 lb/ft
2
= 10,9 psi (1 lb/ft
2
= 1/144 psi)
Tekanan lateral, P
L
= k . P
B
(Mc. Cabe, hal 302)
APP C- 49 -
= 0,333 x 10,9 psi
P
operasi
= P
B
+ P
L
= 10,9 + 3,6 = 14,5 psi
P
design
= 1,1 x 14,5 = 16 psi (10 % factor keamanan)
ri = D = 6,7 ft
t
min
= + C
= + 0,125 =0,1 in digunakan t = 3/16 in
Untuk tebal tutup atas disamakan dengan tebal tutup bawah, karena tutup bawah lebih
banyak menerima beban.
Tutup bawah conis :
Tebal conical = + C (Brownell, hal 118, ASME Code)
Dengan = sudut conis = = 15
0
tc = + 0,125 = 0,3 in in
Tinggi conical :
h = (Hesse, hal 91-92)
keterangan : = cone angle ; 30
0
D = diameter tangki (ft)
Maka :
APP C- 50 -
h = = = 11,5 ft
Spesifikasi :
Fungsi = Menampung chip batang kapas
Type = Silinder tegak dengan tutup atas plat dan bawah conis
Volume = 5.534,4 ft
3
Diameter = 13,3 ft = 4,1 m
Tinggi = 39,9 ft = 12,2 m
Tebal shell = 3/16 in
Tebal tutup atas = in
Tebal tutup bawah = in
Bahan konstruksi = Carbon Steel SA-283 Grade C (Brownell : 253)
Jumlah = 1 buah
21. DIGESTER (Q-120)
PERANCANGAN ALAT UTAMA OLEH UMI FARIDAH (2005510015)
22. POMPA I (L-123)
Fungsi : Mengalirkan bahan dari Q-120 ke H-131
Type : Centrifugal pump
Dasar Pemilihan : Untuk tekanan rendah
Asumsi Aliran Turbulen
Bahan masuk = 45.248,456 kg/jam
= 45.248,456 x = 99.756,3 lb/jam
APP C- 51 -
bahan = x 62,43 lb/ft
3
= 69,5 lb/ft
3
Rate volumetric = = 1.435,3 ft
3
/jam = 23,9 ft
3
/menit
= 0,39 /ft
3
det = 179,3 gpm
Asumsi aliran turbulen :
Di optimum untuk turbulen, N
Re
2100 digunakan pers (15) Peters :
Diameter optimum = 3,9 x q
f
0,45
x
0,13
(Peter, 4
ed
, pers 15, hal 496)
Dengan : q
f
= fluid flow rate (ft
3
/dt)
= fluid density (lb/ft
3
)
diameter pipa optimum = 3,9 x (0,39)
0,45
x (69,5)
0,13
= 4,43 in
Dipilih pipa 5 in, sch 40 (Geankoplis, App A.5-1)
OD = 5,563 in
ID = 5,047 in = 0,42 ft
A = x x ID
2
= x x (0,42)
2
= 0,14 ft
2
Kecepatan aliran : V = x
= x = 2,85 ft/det
sg bahan = x sg reference = x 1 = 1,11
Dengan : = 0,000914 lb/ft.det (berdasarkan sg bahan)
N
Re
= = = 91.019,5 2100 (asumsi turbulen benar)
APP C- 52 -
Dipilih pipa Commercial steel ( = 0,00015)
= = 0,00036 (Geankoplis, fig 2.10-3 hal 88)
f = 0,0043 (Geankoplis, fig 2.10-3 hal 88)
Digunakan persamaan Bernoulli :
-W
f
= + Z + + F
Perhitungan Fraksi Berdasarkan Peters, 4
ed
Tabel 1, hal 484
Taksiran panjang pipa lurus = 50 ft
Panjang ekuivalen suction, Le (Peters 4
ed
; Tabel-1)
- 4 elbow 90
0
= 4 x 32 x (ID Pipa = 0,42) = 53,8 ft
- 1 globe valve = 1 x 300 x (ID Ppa = 0,42) = 126 ft
- 1 gate valve = 1 x 7 x (ID Pipa = 0,42) = 2,9 ft +
Panjang total pipa = 232,7 ft
Friksi yang terjadi :
1. Friksi karena gesekan bahan dalam pipa
F
1
= = 1,21
2. Friksi karena kontraksi dari tangki ke pipa
F
2
= K = 0,4, A tangki A pipa (Peters, 4
ed
, hal 484)
= = 1 untuk tangki turbulen (Peters, 4
ed
, hal 484)
= 0,05
APP C- 53 -
3. Friksi karena anlargement (ekspansi) dari pipa ke tangki
F
3
= = = 1 untuk aliran turbulen (Peters, 4
ed
, hal 484)
= = 0,13 ; (V
1
V
2
, maka V
1
dianggap = 0
F = F
1
+ F
2
+ F
3
= 1,21 + 0,05 + 0,13 = 1,39
P
1
= 1 atm = 2.116,8 lb
f
/ft
2
(1atm = 14,7 x 144 lb
f
/ft
2
)
P
2
= 1 atm = 2.116,8 lb
f
/ft
2
(1atm = 14,7 x 144 lb
f
/ft
2
)
P = P
2
- P
1
= 0 lb
f
/ft
2
= 0
=
= 0,13 = 1 aliran turbulen (Peters, 4
ed
, hal 484)
Asumsi Z = 30 ft; Z . = 30 ft = 30
(g : percepatan grafitasi = 32,2 ft/det
2
)
(gc : konstanta grafitasi = 32,2 ft/det
2
x lb
m
/lb
f
Persamaan Bernoulli :
-W
f
= + Z + + F
= 0 + 30 + 0,13 + 1,39 = 31,5
APP C- 54 -
sg campuran (Himmeblau : berdasarkan sg bahan) = 1,11
hp = (Perry 6
ed
, pers 6-11, hal 6-5)
= = 1,58 hp
Efisiensi pompa = 76 % (Perry 4
ed
, fig 14-37)
Bhp = = = 2,1 hp
Efisiensi motor = 82 % (Perry 4
ed
, fig 14-38)
Power motor = = 2,56 hp 3 hp
Spesifikasi :
Fungsi : Mengalirkan bahan dari Q-310 ke H-320
Type : Centrifugal pump
Bahan : Commercial steel
Rate volumetric : 179,3 gpm
Total Dinamic Head : 31,5 ft.lb
f
/lb
m
Efisiensi motor : 82 %
Power : 3 hp
Jumlah : 1 buah
23. ROTARY DRUM VACUUM WASHER I (H-131)
Fungsi : Memisahkan filtrate dan mencuci pulp
Type : Standard rotary drum vacuum washer
Dasar Pemilihan : Sesuai dengan bahan
Perhitungan :
Asumsi tebal cake = 0,75 cm
Minimum tebal cake = 6 mm (Perry 6
ed
; T.18-8)
APP C- 55 -
Berat cake kering, W = 10 kg/m
2
tiap cycle (Perry 6
ed
; fig 18-98)
d
/W untuk 25% moist = 0,04 (Perry 6
ed
; fig 18-98)
Waktu pengeringan,
d
=
d
/W x W = 10 x 0,04 = 0,4 menit
Asumsi waktu pencucian = 0,4 menit
% cycle total = 80 % (Perry 6
ed
; T.18-8)
% cycle washing = 29 % (Perry 6
ed
; T.18-8)
% cycle discharge = 20 % (Perry 6
ed
; T.18-8)
% cycle untuk washing dan dinal dry = 80% - 29% - 20% = 31%
Cycle time total = = = 2,6
Asumsi overall scale up factor = 0,9
Rate filtrasi = x (60 x scale up) = x (60 x 0,9)
= 207,7 kg/jam.m
2
Total filter area =
Dry cake pada produk = 5.469,1 kg/jam (Neraca massa)
Total filter area = = 26,3 m
2
Dimensi filter :
Perbandingan komersial untuk single unit : = 1,6 (Perry 6
ed
; T.18-86)
Total filter area = 26,3 m
2
A drum = . D . L
26,3 = . D . 1,6 D
APP C- 56 -
26,3 = . 1,6 D
2
Diameter drum, D = 2,3 m
Panjang drum, L = 1,6 x 2,3 m = 3,7 m
Spesifikasi :
Fungsi : Memisahkan filtrate dan mencuci pulp
Type : Standard rotary drum vacuum washer
Diameter : 2,3 m
Panjang : 3,7 m
Putaran : 10 rpm (Perry 6
ed
; T.18-86)
Bahan : Carbon steel
Jumlah : 3 buah disusun seri
Power : 5 hp
24. SCREW CONVEYOR 4 (J-132)
Fungsi : Memindahkan bahan dari H-131 ke J-133
Type : Plain spouts or chutes
Dasar pemilihan : Umum digunakan untuk padatan dengan system tertutup
Perhitungan :
Rate massa = 7.707,309 kg/jam
= 7.707,3009 x = 16.991,8 lb/jam
campuran =79,2 lb/ft
3
Rate volumetric = = = 214,5 ft
3
/jam
= 3,6 ft
3
/menit
APP C- 57 -
Untuk bulk density = 79,2 lb/ft
3
, bahan termasuk kelas D dengan F = 3
(Badger, table 16-6)
Power motor = (Badger, pers 16-5)
Dengan :
C = kapasitas (ft
3
/mnt)
L = panjang (ft)
W = densitas bahan (lb/ft
3
)
F = factor bahan
Asumsi panjang screw : L = 25 ft
Power motor = = 0,6 hp
Untuk power 2 hp, maka dikalikan 2 (Badger : 713)
0,6 x 2 = 1,2 hp
Dari Badger, fig 16-20 untuk kapasitas = 214,5 ft
3
/jam digunakan ukuran :
Diameter : 14 in
Kecepatan putaran : 16 rpm
Spesifikasi :
Fungsi : Memindahkan bahan dari H-131 ke J-133
Type : Plain spouts or chutes
Kapasitas : 214,5 cuft/jam
Panjang : 25 ft
Diameter : 14 in
Kecepatan putaran : 16 rpm
APP C- 58 -
Power : 2 hp
Jumlah : 1 buah
25. BUCKET ELEVATOR 2 (J-133)
Fungsi : Memindahkan bahan dari J-132 ke F-134
Type : Continuous Discharge Bucket Elevator
Dasar Pemilihan : Untuk memindahkan bahan dengan ketinggian tertentu
Perhitungan :
Rate massa : 7.707,309 kg/jam 7,7 ton/jam
Densitas : 79,2 lb/ft
3
Tinggi bucket : tinggi (F-323 + R-330) + tinggi dari dasar
: 27 + 18 + 6 = 51 ft
Perhitungan power (Perry 7
ed
tabel 21-8), kapasitas dibawah 14 ton/jam :
Power pada head shaft = 1 hp
Power tambahan = 0,02 hp tiap ft
= 0,02 x 51 ft = 1,02 hp
Power total = (1 + 1,02) hp = 2,02 hp
Efisiensi motor = 83%
Power total = 3 hp
Dari Perry 7
ed
tabel 21-8 sesuai kapasitas dipilih spesifikasi sebagai berikut :
Spesifikasi :
Fungsi : Memindahkan bahan dari J-132 ke F-134
Type : Continuous Discharge Bucket Elevator
APP C- 59 -
Kapasitas maksimum : 14 ton/jam
Ukuran : 6 in x 4 in x 4 in
Bucket spacing : 12 in
Tinggi elevator : 51 ft
Ukuran feed(maximum) : in
Bucket Speed : x 225 ft/menit = 123,8 ft/menit
Putaran Head Shaft : 28 rpm
Lebar Belt : 7 in
Power total : 3 hp
Jumlah : 1 buah
26. BIN PULP (F-134)
Fungsi : Menampung pulp
Type : Silinder tegak dengan tutup atas plat dan bawah conis
Dasar Pemilihan : Umum digunakan unruk menampung padatan
Perhitungan analog dengan tangki sebelumnya :
Rate massa = 7.707,309 kg/jam
= 7.707,309 x = 16.991,8 lb/jam
campuran = x 62,43 = 79,2 lb/ft
3
Rate volumetric = = = 214,5 ft
3
/jam
Direncanakan penyimpanan untuk 8 jam dengan 1 buah tangki, sehingga didapat
APP C- 60 -
Volume tamgki = = 1.716 ft
3
Menentukan ukuran tangki dan ketebalannya
Asumsi Dimention Ratio : H/D = 3 (Ulrich : T.4-27)
Volume = x x D
2
x H
1.716 = x x (D)
2
x 3D
D = 9 ft = 108 in
H = 3 D = 27 ft = 324 in
Menentukan tebal minimum shell :
Tebal shell berdasarkan ASME Code untuk cylindrical tank :
t
min
= + C (Brownell, pers 13-1, hal 254)
Dengan :
t
min
= tebal shell minimum (in)
P = tekanan tangki (psi)
ri = jari-jari tangki (in) ( D)
C = factor korosi (in) (digunakan in)
E = factor pengelasan, digunakan double welded, E = 0,8
f = stress allowable, bahan konstruksi Carbon Steel SA-283 grade C, maka f =
12650 psi (Brownell, T.13-1)
Penentuan tekanan design pada tangki :
P
B
= (Mc. Cabe, pers 26-24)
Dimana :
APP C- 61 -
P
B
= Tekanan vertical dasar bajana
b
= Bulk densitas bahan (lb/ft
3
)
= Koefisien gesek
= 0,35 0,55 ; diambil 0,45 (Mc. Cabe, hal 299)
k' = Ratio tekanan normal
k = = 0,333 (sudut = 30
0
)
Z
T
= Tinggi total material dalam tangki = 27 ft
r = Jari-jari bin
= x 9 = 4,5 ft
P
B
=
=
= 992,3 lb/ft
2
= 6,9 psi (1 lb/ft
2
= 1/144 psi)
Tekanan lateral, P
L
= k . P
B
(Mc. Cabe, hal 302)
= 0,333 x 6,9 psi
P
operasi
= P
B
+ P
L
= 6,9 + 2,3 = 9,2 psi
P
design
= 1,1 x 9,2 = 16 psi (10 % factor keamanan)
ri = D = 4,5 ft
t
min
= + C
= + 0,125 =0,2 in digunakan t = 3/16 in
APP C- 62 -
Untuk tebal tutup atas disamakan dengan tebal tutup bawah, karena tutup bawah lebih
banyak menerima beban.
Tutup bawah conis :
Tebal conical = + C (Brownell, hal 118, ASME Code)
Dengan = sudut conis = = 15
0
tc = + 0,125 = 0,2 in in
Tinggi conical :
h = (Hesse, hal 91-92)
keterangan : = cone angle ; 30
0
D = diameter tangki (ft)
Maka :
h = = = 7,8 ft
Spesifikasi :
Fungsi = Menampung pulp
Type = Silinder tegak dengan tutup atas plat dan bawah conis
Volume = 1.716 ft
3
Diameter = 9 ft
Tinggi = 27 ft
Tebal shell = 3/16 in
APP C- 63 -
Tebal tutup atas = 3/16 in
Tebal tutup bawah = in
Bahan konstruksi = Carbon Steel SA-283 Grade C (Brownell : 253)
Jumlah = 1 buah
27. BLEACHING TANK (R-130)
PERANCANGAN ALAT UTAMA OLEH ANASTASIA WETA (2005510004)
28. POMPA II (L-136)
Fungsi : Mengalirkan bahan dari R-130 ke H-137
Type : Centrifugal pump
Dasar Pemilihan : Untuk tekanan randah
Asumsi aliran turbulen
Bahan masuk = 7.707,309 kg/jam
= 7.707,309 x = 16.991,9 lb/jam
bahan = x 62,43 lb/ft
3
= 79,2 lb/ft
3
Rate volumetric = = 214,5 ft
3
/jam = 3,6 cuft/menit
= 0,0,1 cuft/det = 27 gpm
Asumsi aliran turbulen :
Di optimum untuk turbulen, N
Re
2100 digunakan pers (15) Peters :
Diameter optimum = 3,9 x q
f
0,45
x
0,13
(Peter, 4
ed
, pers 15, hal 496)
Dengan : q
f
= fluid flow rate (ft
3
/dt)
= fluid density (lb/ft
3
)
APP C- 64 -
diameter pipa optimum = 3,9 x (0,2)
0,45
x (79,2)
0,13
= 2,4 in
Dipilih pipa 2 in, sch 40 (Geankoplis, App A.5-1)
OD = 2,875 in
ID = 2,468 in = 0,2 ft
A = x x ID
2
= x x (0,2)
2
= 0,03 ft
2
Kecepatan aliran : V = x
= x = 2 ft/det
sg bahan = x sg reference = x 1 = 1,27
Dengan : = 0,000914 lb/ft.det (berdasarkan sg bahan)
N
Re
= = = 34.660,8 2100 (asumsi turbulen benar)
Dipilih pipa Commercial steel ( = 0,00015)
= = 0,001 (Geankoplis, fig 2.10-3 hal 88)
f = 0,012 (Geankoplis, fig 2.10-3 hal 88)
Digunakan persamaan Bernoulli :
-W
f
= + Z + + F
Perhitungan Fraksi Berdasarkan Peters, 4
ed
Tabel 1, hal 484
Taksiran panjang pipa lurus = 50 ft
Panjang ekuivalen suction, Le (Peters 4
ed
; Tabel-1)
APP C- 65 -
- 4 elbow 90
0
= 4 x 32 x (ID Pipa = 0,2) = 25,6 ft
- 1 globe valve = 1 x 300 x (ID Ppa = 0,2) = 60 ft
- 1 gate valve = 1 x 7 x (ID Pipa = 0,2) = 1,4 ft +
Panjang total pipa = 137 ft
Friksi yang terjadi :
1. Friksi karena gesekan bahan dalam pipa
F
1
= = = 0,5
2. Friksi karena kontraksi dari tangki ke pipa
F
2
= K = 0,4, A tangki A pipa (Peters, 4
ed
, hal 484)
= = 1 untuk tangki turbulen (Peters, 4
ed
, hal 484)
= 0,02
3. Friksi karena anlargement (ekspansi) dari pipa ke tangki
F
3
= = = 1 untuk aliran turbulen (Peters, 4
ed
, hal 484)
= = 0,06 ; (V
1
V
2
, maka V
1
dianggap = 0)
F = F
1
+ F
2
+ F
3
= 0,5 + 0,02 + 0,06 = 0,58
P
1
= 1 atm = 2.116,8 lb
f
/ft
2
(1atm = 14,7 x 144 lb
f
/ft
2
)
P
2
= 1 atm = 2.116,8 lb
f
/ft
2
(1atm = 14,7 x 144 lb
f
/ft
2
)
P = P
2
- P
1
= 0 lb
f
/ft
2
APP C- 66 -
= 0
=
= 0,06 = 1 aliran turbulen (Peters, 4
ed
, hal 484)
Asumsi Z = 30 ft; Z . = 30 ft = 30
(g : percepatan grafitasi = 32,2 ft/det
2
)
(gc : konstanta grafitasi = 32,2 ft/det
2
x lb
m
/lb
f
Persamaan Bernoulli :
-W
f
= + Z + + F
= 0 + 30 + 0,06 + 0,58= 30,6
sg campuran (Himmeblau : berdasarkan sg bahan) = 1,27
hp = (Perry 6
ed
, pers 6-11, hal 6-5)
= = 0,3 hp
Efisiensi pompa = 50 % (Perry 4
ed
, fig 14-37)
Bhp = = = 0,6 hp
Efisiensi motor = 80 % (Perry 4
ed
, fig 14-38)
Power motor = = 1 hp
APP C- 67 -
Spesifikasi :
Fungsi : Mengalirkan bahan dari R-330 ke H-340
Type : Centrifugal pump
Bahan : Commercial steel
Rate volumetric : 27 gpm
Total Dinamic Head : 30,6 ft.lb
f
/lb
m
Efisiensi motor : 80 %
Power : 1 hp
Jumlah : 1 buah
29. ROTARY DRUM VACUUM WASHER II (H-137)
Fungsi : Memisahkan filtrat dan mencuci pulp
Type : Standard rotary drum vacuum washer
Dasar Pemilihan : Sesuai dengan bahan
Perhitungan :
Asumsi tebal cake = 0,75 cm
Minimum tebal cake = 6 cm
Berat cake kering, W = 10 kg/m2 tiap cycle (Perry 7
ed
, fig 18-98)
d
/W untuk 25% moist = 0,04 (Perry 6
ed
; fig 18-102)
Waktu pengeringan,
d
=
d
/W x W = 10 x 0,04 = 0,4 menit
Asumsi waktu pencucian = 0,4 menit
% cycle total = 80 % (Perry 6
ed
; T.18-8)
% cycle washing = 29 % (Perry 6
ed
; T.18-8)
% cycle discharge = 20 % (Perry 6
ed
; T.18-8)
APP C- 68 -
% cycle untuk washing dan dinal dry = 80% - 29% - 20% = 31%
Cycle time total = = = 2,6
Asumsi overall scale up factor = 0,9
Rate filtrasi = x (60 x scale up) = x (60 x 0,9)
= 207,7 kg/jam.m
2
Total filter area =
Dry cake pada produk = 5.469,1 kg/jam (Neraca massa)
Total filter area = = 26,3 m
2
Dimensi filter :
Perbandingan komersial untuk single unit : = 1,6 (Perry 6
ed
; T.18-86)
Total filter area = 26,3 m
2
A drum = . D . L
26,3 = . D . 1,6 D
26,3 = . 1,6 D
2
Diameter drum, D = 2,3 m
Panjang drum, L = 1,6 x 2,3 m = 3,7 m
Spesifikasi :
Fungsi : Memisahkan filtrate dan mencuci pulp
Type : Standard rotary drum vacuum washer
Diameter : 2,3 m
APP C- 69 -
Panjang : 3,7 m
Putaran : 10 rpm (Perry 6
ed
; T.18-86)
Bahan : Carbon steel
Jumlah : 3 buah disusun seri
Power : 5 hp
30. POMPA III (L-138)
Fungsi : Mengalirkan bahan dari H-137 ke X-144
Type : Gear pump/ Screw pump
Dasar Pemilihan : Untuk viskositas tinggi, bahan mengandung solid
Asumsi Aliran Turbulen
Bahan masuk = 6.272,307 kg/jam
= 6.272,307 x = 13.828,1 lb/jam
bahan = x 62,43 lb/ft
3
= 77,1 lb/ft
3
Rate volumetric = = 179,4 ft
3
/jam = 2,9 ft
3
/menit
= 0,05 /ft
3
det = 22,4 gpm
Asumsi aliran turbulen :
Di optimum untuk turbulen, N
Re
2100 digunakan pers (15) Peters :
Diameter optimum = 3,9 x q
f
0,45
x
0,13
(Peter, 4
ed
, pers 15, hal 496)
Dengan : q
f
= fluid flow rate (ft
3
/dt)
= fluid density (lb/ft
3
)
diameter pipa optimum = 3,9 x (0,05)
0,45
x (77,1)
0,13
= 1,8 in
APP C- 70 -
Dipilih pipa 2 in, sch 40 (Foust, App. 6a)
OD = 2,375 in
ID = 2,067 in = 0,2 ft
A = x x ID
2
= x x (0,2)
2
= 0,03 ft
2
Kecepatan aliran : V = x
= x = 1,7 ft/det
sg bahan = x sg reference = x 1 = 1,2
Dengan : = 0,000896 lb/ft.det (berdasarkan sg bahan)
N
Re
= = = 29.256,7 2100 (asumsi turbulen benar)
Dipilih pipa Commercial steel ( = 0,00015)
= = 0,001 (Geankoplis, fig 2.10-3 hal 88)
f = 0,013 (Geankoplis, fig 2.10-3 hal 88)
Digunakan persamaan Bernoulli :
-W
f
= + Z + + F
Perhitungan Fraksi Berdasarkan Peters, 4
ed
Tabel 1, hal 484
Taksiran panjang pipa lurus = 50 ft
Panjang ekuivalen suction, Le (Peters 4
ed
; Tabel-1)
- 4 elbow 90
0
= 4 x 32 x (ID Pipa = 0,2) = 25,6 ft
APP C- 71 -
- 1 globe valve = 1 x 300 x (ID Ppa = 0,2) = 60 ft
- 1 gate valve = 1 x 7 x (ID Pipa = 0,2) = 1,4 ft +
Panjang total pipa = 137 ft
Friksi yang terjadi :
1. Friksi karena gesekan bahan dalam pipa
F
1
= = 1,6
2. Friksi karena kontraksi dari tangki ke pipa
F
2
= K = 0,4, A tangki A pipa (Peters, 4
ed
, hal 484)
= = 1 untuk tangki turbulen (Peters, 4
ed
, hal 484)
= 0,018
3. Friksi karena anlargement (ekspansi) dari pipa ke tangki
F
3
= = = 1 untuk aliran turbulen (Peters, 4
ed
, hal 484)
= = 0,045 ; (V
1
V
2
, maka V
1
dianggap = 0
F = F
1
+ F
2
+ F
3
= 1,6 + 0,018 + 0,045 = 1,7
P
1
= 1 atm = 2.116,8 lb
f
/ft
2
(1atm = 14,7 x 144 lb
f
/ft
2
)
P
2
= 1 atm = 2.116,8 lb
f
/ft
2
(1atm = 14,7 x 144 lb
f
/ft
2
)
P = P
2
- P
1
= 0 lb
f
/ft
2
APP C- 72 -
= 0
=
= 0,04 = 1 aliran turbulen (Peters, 4
ed
, hal 484)
Asumsi Z = 30 ft; Z . = 30 ft = 30
(g : percepatan grafitasi = 32,2 ft/det
2
)
(gc : konstanta grafitasi = 32,2 ft/det
2
x lb
m
/lb
f
Persamaan Bernoulli :
-W
f
= + Z + + F
= 0 + 30 + 0,04 + 1,7 = 31,7
sg campuran (Himmeblau : berdasarkan sg bahan) = 1,2
hp = (Perry 6
ed
, pers 6-11, hal 6-5)
= 0,5 hp
Efisiensi pompa = 48 % (Perry 4
ed
, fig 14-37)
Bhp = = = 1,04 hp
Efisiensi motor = 81 % (Perry 4
ed
, fig 14-38)
Power motor = = 1,5 hp
APP C- 73 -
Spesifikasi :
Fungsi : Mengalirkan bahan dari H-137 ke X-144
Type : Gear pump/ Screw pump
Bahan : Commercial steel
Rate volumetric : 22,4 gpm
Total Dinamic Head : 31,7 ft.lb
f
/lb
m
Efisiensi motor : 81 %
Power : 1,5 hp
Jumlah : 1 buah
31. ROLL PRESS (X-144)
Fungsi : Membentuk lembaran pulp dan mengurangi kandungan air pada lembaran pulp
Type : Fourdrinier Section
Perhitungan :
Bahan masuk = 6.272,307 kg/jam
= 6.272,307 x = 13.828,1 lb/jam
bahan = x 62,43 lb/ft
3
= 77,1 lb/ft
3
Rate volumetric = = 179,4 ft
3
/jam = 3 ft
3
/menit
Diameter silinder = 18 in
Putaran weir = 520 rpm = = 18,4 rpm
Lebar weir = 106,3 in
APP C- 74 -
Daya yang diperlukan = 120 hp
Spesifikasi :
Fungsi : Membentuk lembaran pulp dan mengurangi kandungan air pada lembaran pulp
Type : Fourdrinier Section
Kapasitas : 3 ft
3
/menit
Dimensi : OD silinder = 18 in
L
weir
= 106,3 in
Kecepatan : 18,4 rpm
Power : 120 hp
Jumlah : 1 buah
32. BLOWER (G-142)
Fungsi : Menghembuskan udara ke dalam dryer
Type : Centrifugal Blower
Perhitungan :
Laju massa udara masuk = 58.638,341 kg/jam = 129.276,1 lb/jam
Densitas udara = 1,1167 kg/m
3
= 0,0728 lb/ft
2
Laju volumetrik udara = = 1.775.770,5 ft
3
/jam = 493,3 ft
3
/s
P antara suction dan discharge blower = 0,5 lb/in
2
(Ulrich, hal 430)
Efisiensi blower = 70 85 % (ditetapkan 80 %)
Power = 493,27 x 0,5 x 144
= 35.515,44 x = 64,57 hp
Efisiensi motor = 90 %
APP C- 75 -
Daya motor = = 71,74 hp 72 hp
Spesifikasi :
Fungsi : Menghembuskan udara ke dalam dryer
Type : Centrifugal Blower
Bahan konstruksi : Cast Iron
Kapasitas : 493,3 ft
3
/s
Power : 72 hp
Jumlah : 1 buah
33. HEATER (E-143)
Fungsi : Menaikkan suhu dari 32
0
C menjadi 110
0
C
Type : Heat Exchanger type shell dan tube
Steam
t
1
= 195
0
C = 383
0
C
m = 2.587,647 kg/jam
Udara T
2
= 110
0
C = 230
0
F
T
1
= 32
o
C = 89,6
o
F
P = 1 atm
M = 58.638,341 kg/jam Q kondensat = 195
o
C
1 OD 16 BWG P
T
= 1, square pitch
Rate liquid = 58.638,341 kg/jam = 129.276,09 lb/jam
Rate steam = 2.587,647 kg/jam = 5.704,81 lb/jam
Rd gabungan minimal = 0,003 jam.ft
2
.
0
F/btu
Perhitungan :
1. Q = 129.276,09 x 0,25 x (383 212)
0
F
= 5.526.552,85 btu/jam
APP C- 76 -
2. T
LMTD
=
= 37,13
0
F
Mencari Ft :
R =
= = 1,25
S =
= = 0,42
Pada Kern, fig 18 hal 828 didapatkan :
Ft = 0,86 (type HE 1-2)
T = Ft . T
LMTD
= 0,86 x 137,13
0
F = 117,93
0
F
3. Suhu Caloric
Tc = . (T
1
+ T
2
) = . (383 + 230)
0
F = 306,5
0
F
tc = . (t
1
+ t
2
) = . (89,6 + 212)
0
F = 150,8
0
F
4. Trial U
D
U
D
= 100 btu/j.ft
2
.
0
F
A = = = 403,02 ft
2
Nt = = = 11 buah a (Kern, tabel 10 hal 844)
Nt standart (Kern, table 9 hal 841)
UD
koreksi
= x U
D
trial
APP C- 77 -
= x 100 = 78,57 btu/jam/ft
2
.
0
F
Karena U
D
terletak diantara 75 150, maka U
D
koreksi 78,57 btu/jam/ft
2
.
0
F dapat
digunakan.
Kesimpulan sementara hasil perancangan :
Type HE 1 2
Bagian Shell Bagian Tube
ID
S
= 8 do = 1
n' = 1 P
T
= 1
de = 0,99 (Kern, Fig 28 hal 838) c = P
T
do = 1 - 1 =
B = 6 N+ 1 = . n a = 0,594 in
2
= x 1 = 32 a = 0,2618 ft
2
/det (Kern, tabel 10 hal 843)
di = 0,870 in
N
t
= 14
n = 2
Evaluasi Perpindahan Panas (Rd)
Bagian Shell (larutan pemasak air) Bagian Tube (steam)
5. Menghitung N
Re
A
s
=
= = 0,225 ft
2
5. Menghitung N
Re
a
t
= =
= 0,03
APP C- 78 -
G
s
= =
= 574.560,4 lb/j.ft
2
N
Re
= (Kern,fig 14 hal 823)
=
= 979.364,32
6. J
H
= 700 btu/j.ft
2
(Kern, Fig 28 hal 838)
7. Menghitung harga koefisien film
perpindahan panas (ho)
ho
trial
= 250 btu/j.ft
2
.
0
F
G
t
= =
= 190.160,33 lb/j.ft
2
N
Ret
= (Kern,fig 14 hal 823)
=
= 379.796,8
6. J
H
= -
7. Menghitung harga koefisien film
perpindahan panas (hi)
V = =
= 0,845 ft/s
h
io
= hi . hi (Kern, fig 25 hal 835)
= 380 x
= 330,6 btu/j.ft
2
.
0
F
8. Mencari tahanan panas pipa bersih (U
c
) :
U
c
= = = 142,35
9. Mencari dirt factor (factor kekotoran) pipa terpakai :
Rd = = = 0,0057
APP C- 79 -
Rd hitung Rd ketetapan (memenuhi)
Spesifikasi :
Fungsi : Menaikkan suhu dari 32
0
C menjadi 110
0
C
Type : Shell dan Tube 1 2 Exchanger
Shell : Tube :
ID
S
= 8 in 1 OD, 16 BWG, 1 = 16
B = 6 in P
T
= 1, susunan square
N + 1 = 32 N
t
= 14
n = 1 di = 0,870 in
de = 0,99 a = 0,2618 in
n = 2
c = in
Shell side : udara
Tube side : steam jenuh
Jumlah : 1 buah
34. DRYER (B-140)
Fungsi : Mengurangi kandungan air pada lembaran pulp
Type : Dryer Part
Perhitungan :
Rate bahan masuk = 5.266,018 kg/jam
Rate bahan keluar = 4.419,192 kg/jam
Jumlah air yang diuapkan = 846,83 kg/jam = 134,42 ft
3
/menit
Menghitung jumlah silinder yang diperlukan.
APP C- 80 -
Keliling dryer yang kontak dengan dry pulp sheet (L) :
L = (Stephenson, Vol III hal 362)
Dimana :
S = kecepatan putaran mesin = 520 rpm
W = berat air yang diuapkan = 134,42 ft
3
/men
d = tebal dryer = 0,5 in
t = suhu udara kering yang digunakan
= suhu udara kering + udara basah
= (110 + 32)
0
C = 142
0
= 287,6
0
F
Sehingga :
L = = 171,22 ft
Digunakan diameter silinder = 48 in, tebal 0,5 in
Keliling silinder = = 12,56 ft
keliling = = 6,28 ft 7 ft
Keliling silinder yang kontak dengan pulpsheet = 7 ft
Jadi jumlah silinder yang digunakan = = 24 buah
Spesifikasi :
Fungsi : Mengurangi kandungan air pada lembaran pulp
Type : Dryer Part
Kapasitas : 134,42 ft
3
/men
APP C- 81 -
Dimensi : OD silinder = 48 in
L
weir
=106,3 in
Kecepatan : 520 rpm
Power : 175 hp
Jumlah : 25 buah
35. STORAGE PULP (F-144)
Rate massa = 4.419,192 kg/jam
= 4.419,192 x = 9.742,7 lb/jam
campuran = x 62,43 = lb/ft
3
(Foust : 671)
(1 gr/cc = 62,43 lb/cuft)
campuran = x 62,43 = 85,7 lb/cuft
Rate volumetric = = = 113,7 ft
3
/jam
Ditentukan : Waktu tinggal = 30 hari
Tinggi = 10 m
Panjang = (2 x lebar) m
Volume bahan = 113,7 x 30 hari x = 81.864 cuft
Volume gudang (direncanakan 80 % terisi bahan) :
Volume = = 102.330 cuft
APP C- 82 -
= 102.330 cuft x
= 2.897,7 m
3
2.897,7 m
3
= p x l x t
2.897,7 m
3
= 21 x l x10
l = 12,04 m
p = 24,08 m
Spesifikasi :
Fungsi : Menampung produk pulp
Kapasitas : 2.897,7 m
3
Bentuk : Empat persegi panjang (cone roof)
Ukuran : Panjang = 24,08 m
Lebar = 12,04 m
Tinggi = 10 m
Bahan konstruksi : Beton
Jumlah : 1 buah
APP D- 1 -
APPENDIKS D
PERHITUNGAN UTILITAS
Unit utilitas pada suatu pabrik adalah salah satu bagian yang sangat penting untuk
menunjang jalannya proses produksi dalam suatu industri kimia, sehingga kapasitas produksi
semakasimal mungkin dapat dicapai. Unit utilitas yang diperlukan pada Pra Rencana Pabrik Pulp
ini yaitu :
Air yang berfungsi sebagai air proses, air umpan boiler, air sanitasi dan air untuk pemadam
kebakaran
Steam sebagai media pemanas dalam proses produksi
Listrik yang berfungsi untuk menjalankan alat-alat produksi, utilitas dan untuk penerangan
Bahan bakar untuk mengoperasi boiler
Dari kebutuhan unit utilitas yang diperlukan, maka utilitas tersebut dibagi menjadi 5 unit,
yaitu:
1. Unit penyediaan steam
2. Unit penyediaan air
3. Unit penyediaan tenaga listrik
4. Unit penyediaan bahan bakar
5. Unit pengolahan limbah
8.1 Unit Penyediaan Steam
Kebutuhan steam dipenuhi dengan jalan menguapkan air didalam sebuah ketel
(boiler). Untuk itu maka kesadahan air pengisi ketel (boiler feed water) harus benar-benar
APP D- 2 -
diperhatikan dan diperiksa dengan teliti serta harus bebas dari kotoran yang mungkin
mengganggu jalannya operasi pabrik.
Kualiatas steam yang diperlukan dalam proses diperhitungkan menurut pemakaian setiap
harinya dari masing-masing alat. Menurut perhitungan dari bab-bab sebelumnya.
Pada Pra Rencana Pabrik Pulp ini, kebutuhan air pengisi boiler atau air umpan boiler
berdasarkan pada kebutuhan steam. Adapun kebutuhan steam tersebut digunakan sebagai
media pada peralatan sebagai berikut:
Tabel 8.1.1 Total Kebutuhan Steam
Nama Alat Kebutuhan (kg/jam)
Heater (E-122)
Heater (E-143)
Digester (Q-120)
10.563,999
2.587,647
1.055,231
Total 14.206,877
Diperkirakan kebocoran akibat transmisi adalah: 10 % dari total steam yang
digunakan sedangkan faktor keamanan 15 %, maka:
1. Faktor kebocoran (10 %) = 10 % x 14.206,877
= 1.420,6877 kg/jam
2. Faktor keamanan (15 %) = 15 % x 14.206,877
= 2.131,032 kg/jam
Jadi kualitas minimum steam yang harus dihasilkan oleh boiler adalah:
= 14.206,877 + 1.420,6877 + 2.131,032 = 17.758,597 kg/jam
Massa steam (ms) dalam boiler = 17.758,597 kg/jam = 39.150,603 lb/jam
APP D- 3 -
Direncanakan steam yang digunakan adalah saturated steam dengan kondisi:
- Temperatur (T) = 195
o
C = 383
o
C
- Tekanan (P) = 13,86 atm = 203,742 psia
- Air umpan boiler masuk pada suhu 30
o
C = 86
o
F
DASAR PERHITUNGAN :
Hp = (Savern, pers 172, hal 140)
Dimana :
m
s
= massa steam yang dihasilkan
= 39.150,603 lb/jam
H
g
= enthalpi steam pada 383
o
F
= 1.199,48 Btu/lb (Geankoplis, tabel A 2-9, hal 859)
H
f
= enthalpi air masuk pada 86
o
F
= 54,03 Btu/lb (Geankoplis, tabel A 2-9, hal 859)
H
fg
= enthalpi uap air pada 212
o
F
= 970,3 Btu/lb (Geankoplis, tabel A 2-9, hal 859)
34,5 = angka penyesuaian pada penguapan 34,5 hp/lb air/jam pada 212
o
F menjadi
uap kering.
Sehingga :
Hp =
= 1.339,644 hp
Untuk kapasitas boiler (Q) :
APP D- 4 -
Q = (Savern, pers 171, hal 140)
=
= 44.845,603 Btu/jam = 44.845.058,21 btu/lb
Panas yang dipindahkan oleh permukaan air :
= 6 x 10
5
W/m
2
= 190.368,3141 Btu/j.ft
2
(Perrys, 6
ed
, tabel 6.49)
Luas permukaan panas (A) =
= 235,699 ft
2
Faktor evaporasi = (Savern, pers 173, hal 140)
=
= 1,18
Jumlah air yang dibutuhkan = faktor evaporasi x rate steam
= 1,18 x 39.150,603 lb/jam
= 46.197,712 lb/jam
= 20.955,144 kg/jam
Bahan bakar yang digunakan diesel oil 33
o
API dengan:
Heating Value = 132.000 Btu/lb (Perrys, 7
ed
fig. 27-3, hal 27-10)
e
b
= efisiensi boiler = 85 92 % (Savern. W.H., hal 143)
Diperkirakan efisiensi boiler 85 %, maka kebutuhan bahan bakar boiler:
APP D- 5 -
Kebutuhan bahan bakar =
=
= 399,689 lb/jam = 181.298 kg/jam
Jumlah perpindahan panas boiler dan jumlah tube dapat dihitung sebagai berikut:
Heating value surface = 10 ft
2
/hp boiler
Direncanakan panjang pipa = 25 ft
Ukuran pipa yang digunakan = 2,5 in
Luas permukaan linear feed = 0,753 ft
2
/ft (Kern, tabel 11 hal 844)
Heating surface boiler = HV surface x hp boiler
= 10 ft
2
/ hp x 1.339,644 hp
= 13.396,44 ft
2
Jumlah tube yang dibutuhkan:
Nt = = = 711,630 tube 712 tube
Spesifikasi boiler:
Nama alat : Boiler
Fungsi : Menghasilkan steam
Type : Water tube boiler (> 10 atm)
Kapasitas boiler : 44.845.058,21 btu/jam
Rate steam : 39.150,603 lb/jam
Bahan bakar : Fuel Oil 33
o
API
Efisiensi : 85 %
Heating surface : 13.396,44 ft
2
APP D- 6 -
Jumlah tube (N
t
) : 712 buah
Ukuran tube : 2,5 in
Panjang tube (L) : 25 ft
Jumlah boiler : 1 buah
8.2 Unit Penyediaan Air
Untuk memenuhi kebutuhan air pada pabrik, maka direncanakan diambil dari air sungai.
Pengambilan air sungai ditampung dalam bak penampung air sungai untuk mengalami
pengolahan selanjutnya yang dipergunakan sebagai air sanitasi. Sedangkan untuk air proses
dan air umpan boiler akan diolah lebih lanjut sesuai dengan kebutuhan msing-masing.
8.2.1. Air Sanitasi
Air sanitasi digunakan untuk memenuhi kebutuhan karyawan, laboratorium, perkantoran,
taman dan kebutuhan yang lain. Air sanitasi yang dipergunakan harus memenuhi syarat
kualitas air sebagai berikut:
a. Syarat fisik
Suhu : berada dibawah suhu kamar
Warna : tidak berwarna/ jernih
Rasa : tidak berasa
Bau : tidak berbau
Kekeruhan : < 1 mg SiO
2
/ liter
pH : netral
b. Syarat kimia
Tidak mengandung logam berat seperti Pb, As, Cr, Cd, Hg
Tidak mengandung zat-zat kimia beracun
APP D- 7 -
Warnanya jernih
c. Syarat mikrobiologis
Tidak mengandung kuman maupun bakteri, terutama bakteri patogen yang dapat
merubah sifat-sifat fisik air.
Kebutuhan air sanitasi pada Pra Rencana Pabrik Pulp ini adalah:
1. Untuk kebutuhan karyawan
Menurut standar WHO kebutuhan air untuk tiap orang = 120 L/hari
Jumlah karyawan pada pabrik = 116 orang
Jam kerja untuk tiap karyawan = 8 jam/hari
Pemakaian air sanitasi untuk 116 karyawan adalah:
= 120 L/hari/orang x 116 orang = 580 L/jam x 0,99527 kg/L
= 577,26 kg/jam
2. Untuk laboratorium dan taman
Direncana kebutuhan air untuk laboratorium, taman dan pemadam kebakaran adalah
sebesar 50 % dari kebutuhan karyawan.
Sehingga kebutuhan air untuk laboratorium dan taman :
= 50 % x 577,26 kg/jam = 288,63 kg/jam
Jadi kebutuhan air untuk laboratorium dan taman adalah :
= (577,26 + 288,63) kg/jam
= 865,89 kg/jam
3. Untuk pemadam kebakaran dan cadangan air
Untuk pemadam kebakaran dan cadangan air diperkirakan 40 % dari kebutuhan air
untuk laboratorium dan taman, sehingga total kebutuhan air untuk pemadam
APP D- 8 -
kebakaran dan cadangan air :
= 1,4 x 865,89 kg/jam
= 1.212,246 kg/jam
Maka kebutuhan air sanitasi untuk pabrik pulp adalah sebagai berikut:
No Keperluan Kebutuhan (kg/jam)
1.
2.
3.
Karyawan
Laboratorium dan taman
Pemadam kebakaran dan cadangan
577,26
865,89
1.212,246
Total 2.655,40
8.2.2. Air Umpan Boiler
Air umpan boiler adalah air yang dibutuhkan untuk bahan baku steam yang berfungsi
sebagai pemanas. Air umpan boiler disediakan 20 % dari kebutuhan steam :
Kebutuhan steam = 1,2 x 14.206,877 kg/jam
= 17.048,252 kg/jam
Make up kebutuhan air umpan boiler 20 % dari kebutuhan :
= 0,2 x 17.048,252 kg/jam
= 3.409,650 kg/jam
Air umpan boiler sebagian dapat diolah kembali dalam boiler. Dirancang 20% kebutuhan
air untuk pembangkit steam dapat disirkulasi, sehingga kebutuhan air umpan boiler :
= 20% (17.048,252 + 3.409,650) kg/jam = 4.091,580 kg/jam
APP D- 9 -
8.2.3. Air Proses
Air proses yang dibutuhkan digunakan alat-alat sebagai berikut :
Tabel 8.2.3.1 Kebutuhan air proses
Nama Alat Kebutuhan (kg/jam)
Tangki Pencampur (M-121)
Rotary Vacum Washer I (H-131)
Rotary Vacum Washer II (H-137)
30.832,454
4.476,342
4.149,680
Total 39.458,476
Direncanakan banyaknya air proses yang disupply adalah 20 % berlebih, maka:
Kebutuhan air proses = 1,2 x 39.458,476
= 47.350,17 kg/jam
Total kebutuhan air yang perlu disupply pada Pra Rencana Pabrik Pulp ini adalah:
Tabel 8.2.3.2 Total kebutuhan air yang perlu disupply
Keterangan Kebutuhan (kg/jam)
Air sanitasi
Air umpan boiler
Air proses
2.655,40
4.091,580
47.350,17
Total 54.097,15
APP D- 10 -
Untuk memenuhi kebutuhan air, maka pada Pra Rencana Pabrik Pulp ini menggunakan
air sungai. Sebelum digunakan, air sungai tersebut masih perlu diproses (water treatment)
untuk memenuhi air sanitasi, air pemanas, dan juga air proses.
PROSES PENGOLAHAN AIR
Proses pengolahan air yang dilakukan pada pra rencana pabrik pulp ini dilakukan
sebagai berikut:
Air sungai dipompakan ke dalam bak sedimentasi untuk dilakukan pengendapan
awal kemudian dilanjutkan dipompa ke bak skimmer untuk dipisahkannya dari kotoran
yang mengapung. Kemudian dipompakan ke dalam tangki clarifier untuk ditambahkan
koagulan Al
2
(SO
4
)
3
. Bak dilengkapi dengan 10 buah baffle yang pada awalnya baffle
dipasang berdekatan dan selanjutnya dipasang agak berjauhan, sehingga sudah terbentuk
flok-flok partikel yang pada akhirnya dapat terendapkan.
Selanjutnya dilakukan penyaringan dari partikel-partikel yang masih ada didalam
Sand Filter. Selanjutnya air yang sudah bersih ditampung dalam bak penampung air
bersih. Dari bak penampung ini sebagian air dipompa ke bak air klorinasi dan diberi
desinfektan(Cl
2
). Selanjutnya dapat digunakan sebagai air sanitasi dan sebagian lagi
dipompa ke demineralizer untuk menurunkan kesadahannya. Di dalam Demineralizer
yang terdiri dari Kation Exchanger dan Anion Exchanger yang berfungsi untuk
menghilangkan kation dan anion yang tidak diinginkan karena dapat mengganggu
kelancaran kerja pada proses pada peralatan. Setelah keluar dari tangki demineralizer
diharapkan kadar kation dan anion didalam sudah memenuhi syarat sebagai air pengisi
boiler, air proses, dan air pendingin. Dari Demineralizer sebagian air dipompa ke
Deaerator untuk menghilangkan gas-gas impuritis yang masih terikut dalam air umpan
APP D- 11 -
boiler yaitu menggunakan steam sebagai pemanas. Sebagian lagi dipompa ke bak
penampung air proses untuk air proses. Untuk air proses dapat langsung dipompakan ke
dalam peralatan.
Peralatan yang digunakan dalam pengolahan air sebagai berikut:
1. Pompa Air sungai (L-211)
Fungsi : Untuk memompa air sungai ke bak sedimentasi
Type : Centrifugal pump
Bahan : Cast iron
Dasar Perhitungan :
Rate aliran = 50.097,15 kg/jam = 110.444,177 lb/jam
= 30,679 lb/detik
Densitas () air pada 25
o
C = 997,08 kg/m
3
= 62,246 lb/ft
3
Viskositas () air = 0,8007 cp = 0,8007 x 10
-3
kg/m.s = 0,00054 lb/ft.dt
Rate volumetrik (Q
f
) = = 0,49 ft
3
/dt
Diasumsikan aliran fluida turbulen, maka diperoleh :
ID
opt
= 3,9 x (Q
f
)
(0,45)
x ()
0,13
(Peter & Timmerhaus, pers. 15, hal 892)
ID
opt
= 3,9 x (0,49)
(0,45)
x (62,246)
0,13
= 4,84 in 5 in
Standarisasi ID = 5 in Sch. 40 (Geankoplis, App A.5-1)
OD = 5,563 in
ID = 5,047 in = 0,42 ft
APP D- 12 -
A = 0,1390 ft
2
Laju alir fluida (V)
V = = = 3,53ft/dt
Cek jenis aliran fluida
N
Re
= =
N
Re
= 207.521,2478 > 2100
Karena N
Re
> 2100, maka jenis aliran fluida adalah turbulen. (Mc.Cabe jilid II,hal 47)
Ditentukan bahan pipa cast iron = (2,6 x 10
-4
) m (Geankoplis, 6
th
, hal 88)
Sehingga :
= = 0,00167
Dari Geankoplis 6
th
, gb. 2.10.3 hal 88, didapat f (Fanning friction factor)
f = 0,0054
Menentukan panjang pipa :
- Pipa lurus = 50 ft
- Elbow, 90
o
= 2 buah
K
f
= 2 x 0,75 = 1,5 (Geankoplis 6
th
tabel 2.10.1, hal 93)
- Gate valve = 1 buah (half open)
K
f
= 1 x 4,5 = 4,5 (Geankoplis 6
th
tabel 2.10.1, hal 93)
- Globe valve = 1 buah (wide open)
K
f
= 1 x 6 = 6 (Geankoplis 6
th
tabel 2.10.1, hal 93)
APP D- 13 -
Kc = 0,55 (Geankoplis 6
th
tabel 2.10.16, hal 93)
Kc = 0,55 = 0,55
Kex = (Geankoplis 6
th
tabel 2.10.15, hal 93)
Kex = = 1
F = (Geankoplis 6
th
tabel 2.10.15, hal 93)
F =
F = 84,2 lb
f
ft/lb
m
Menentukan tenaga penggerak pompa
Berdasarkan pers. Bernoulli (pers. 2.7.28, Geankoplis 6
th
hal 64) :
(V
2
2av
v
2
1av
) + g (z
2
z
1
) + + F + W
s
= 0
+ + + F + W
s
= 0
Direncanakan :
z
1
= tinggi titik 1 dari datum = 0
z
2
= tinggi titik 2 dari datum = 20 ft
Jadi z = z
2
- z
1
= 20 ft 0 ft = 20 ft
P
1
= tekanan operasi sungai = 14,7 psia = 2116,8 lb/ft2
P
2
= tekanan operasi bak sedimentasi = 14,7 psia = 2116,8 lb/ft2
v
1
= kecepatan aliran fluida dalam sungai = 0 ft/s
APP D- 14 -
v
2
= kecepatan aliran fluida dalam sungai = 3,53 ft/dt
= 1
Maka:
-Ws = + + + 84,2
Ws = 90,342 lbf/lbm
Tenaga penggerak
WHP =
= = 5,01 hp
(effisiensi) pompa = 78 % (Peter & Timmerhous, fig. 14.37 hal 520)
BHP =
= = 6,42 hp
(effisiensi) motor = 87 % (Peter & Timmerhous, fig. 14.37 hal 520)
Daya motor = = = 7,38 hp 7 hp
Spesifikasi pompa :
- Fungsi = Mengalirkan air dari sungai ke bak sedimentasi
- Type = Centrifugal pump
- Daya pompa = 7 Hp
- Bahan konstruksi = Cast iron
- Jumlah = 1 buah
APP D- 15 -
2. Bak Sedimentasi (F-212)
Fungsi : Untuk mengendapkan lumpur yang terikut
Bahan konstruksi : Beton bertulang
Dasar perhitungan :
Rate aliran = 50.097,15 kg/jam = 110.444,177 lb/jam
= 30,679 lb/detik
air pada 30
0
C = 995,68 kg/m
3
= 62,159 lb/ft
3
Rate volumetrik =
3
/ 68 , 995
/ 15 , 097 . 50
m kg
jam kg
= 50,31 m
33
/jam
Waktu pengendapan = 12 jam
Volume air = Rate volumetrik x waktu pengendapan
= (50,31 m
3
/jam) x (12 jam) = 603,72 m
3
Direncanakan volume liquid = 80 % volume bak, sehingga :
Volume bak =
3
3
65 , 754
8 , 0
72 , 603
m
m
Volume I = vol. Persegi panjang
= P x L x T
Volume II = vol. Segitiga
= x P x L x t
Asumsi t
= 0,25 t
Bak berbentuk persegi panjang dengan ratio :
Panjang : lebar : tinggi = 5 : 4 : 3
Volume bak = vol. I + vol. II
= [(5 m x 4m x 3m) + (1/2 x 5m x 4m x 0,25 x 3m)]
APP D- 16 -
754,65 m
3
= 67,5 x
3
m = 2,24
Jadi ukuran bak sedimentasi
Panjang = 5 x (2,24 m) = 11,2 m 11 m
Lebar = 4 x (2,24 m) = 8,96 m 9 m
Tinggi = 3 x (2,24 m) = 6,72 m 7 m
Tinggi (t) = 0,25 x (7 m) = 1,75 m 2 m
Tinggi (t) = 7 + 2 = 9 m
Spesifikasi bak sedimentasi :
Bentuk : persegi panjang
Panjang (P) : 11 m = 433,07 in
Lebar (L) : 9 m = 354,33 in
Tinggi (T) : 7 m = 275,59 in
Tinggi (t) : 2 m = 78,74 in
Tinggi (t) : 9 m = 354,33 in
Bahan : Beton bertulang
Jumlah : 1 buah
3. Pompa Bak Sedimentasi
Fungsi : Untuk memompa air dari bak sedimentasi ke bak skimmer
Type : Centrifugal pump
Bahan : Commersial stell
Dasar perhitungan :
Rate aliran = 50.097,15 kg/jam = 110.444,177 lb/jam
APP D- 17 -
= 30,679 lb/detik
Densitas air = 997,08 kg/m
3
= 62,246 lb/ft
3
Viskositas () air = 0,8007 cp = 0,8007 x 10
3
kg/m.s = 0,00054 lb/ft.dt
Rate volumetrik (Q
f
) =
3
/ 246 , 62
/ 679 , 30
ft lb
dt lb
= 0,49 ft
3
/dt
Diasusikan aliran fluida turbulen, maka diperoleh :
ID
opt
= 3,9 x (Q
f
)
(0,45)
x ()
(0,13)
(Peter & Timmerhaus, pers. 15, hal 892)
ID
opt
= 3,9 x (0,49)
(0,45)
x (62,246)
(0,13)
= 4,84 in 5 in
Standarisasi ID = 5 in Sch. 40 (Geankoplis, App. A.5-1)
OD = 5,563 in
ID = 5,047 in = 0,42 ft
A = 0,1390 ft
2
Laju aliran fluida (V)
V = dt ft
ft
dt ft
A area luas
Q volumetrik rate
f
/ 53 , 3
1390 , 0
/ 49 , 0
) (
) (
2
3
Cek jenis aliran fluida
N
Re
=
dt ft lb
ft lb dt ft ft V D
. / 00054 , 0
/ 246 , 62 / 53 , 3 51 , 0
3
N
Re
= 207.521,2478 > 2100
Karena N
Re
> 2100, maka jenis aliran fluida adalah turbulen. (Mc. Cabe jilid II, hal.47)
Ditentukan bahan pipa cast iron = (2,6 x 10
-4
) m (Geankoplis 6
ed
, hal. 88)
Sehingga :
APP D- 18 -
00167 , 0
51 , 0
/ 2808 , 3 10 6 , 2
4
ft
m ft m
D
Dari Geankoplis 6
th
, gb. 2.10.3 hal 88, didapat f (Fanning friction factor)
f = 0,0054
Menentukan panjang pipa :
Pipa lurus = 50 ft
Elbow, 90
0
= 2 buah
K
f
= 2 x 0,75 = 1,5 (Geankopis 6
th
tabel 2.10.1, hal 93)
Gate valve = 1 buah (half open)
K
f
= 1 x 4,5 = 4,5 (Geankopis 6
th
tabel 2.10.1, hal 93)
Globe valve = 1 buah (wide open)
K
f
= 1 x 4,5 = 4,5 (Geankopis 6
th
tabel 2.10.1, hal 93)
K
c
=
1
2
1 55 , 0
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
= 55 , 0
1390 , 0
0
1 55 , 0
K
ex
=
2
1
2
1
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
= 1
0
1390 , 0
1
2
2
4
2
v
K K K
D
L
f F
f c x
(Geankopis 6
th
tabel 2.10.1, hal 94)
2
53 , 3
6 5 , 4 5 , 1 55 , 0 1
51 , 0
) 50 (
) 0054 , 0 ( 4
2
F
APP D- 19 -
m f
lb ft lb f / 2 , 84
Menentukan tenaga pengerak pompa :
Berdasarkan pers. Bernouli (pers. 2.7.28, Geankoplis 6
th
, hal. 64) :
0 ) (
2
1
1 2
1 2
2
1
2
2 s av av
W f
P P
z z g v v
0
2
2
s
W f
P
g
g z
g
v
c c
Direncanakan :
z
1
= tinggi titik 1 dari datum = 0 ft
z
2
= tinggi titik 2 dari datum = 20 ft
Jadi z = z
2
- z
1
= 20 ft 0 ft = 20 ft
P
1
= tekanan operasi sungai = 14,7 psia = 2116,8 lb/ft
2
P
2
= tekanan operasi bak sedimentasi = 14,7 psia = 2116,8 lb/ft
2
v
1
= kecepatan aliran fluida = 0 ft/s
v
2
= kecepatan aliran fluida bak sedimentasi = 3,53 ft/dt
= 1
- Ws = 2 , 84
248 , 62
0
2 , 32
8 , 9 20
2 , 32 1 2
53 , 3
2
Ws = 90,342 ft.lbf/lbm
Tenaga penggerak
WHP =
550
f s
Q W
= hp 01 , 5
550
246 , 62 49 , 0 342 , 90
(effisiensi) motor = 87% (Peter & Timmerhus, fig. 14.37, hal 520)
APP D- 20 -
BHP =
= = 5,75 hp
Daya motor = hp hp
BHP
7 61 , 6
87 , 0
75 , 5
Spesifikasi pompa :
Fungsi : Mengalirkan air dari bak sedimentasi ke skimmer
Type : Centrifugal pump
Daya pompa : 7 hp
Bahan konstruksi : Cast iron
Jumlah : 1 buah
4. Bak Skimmer (F-214)
Fungsi : Untuk memisahkan kotoran yang mengapung sekaligus sebagai bahan
pengendapan awal
Bahan konstruksi : Beton bertulang
Dasar perhitungan :
Rate aliran = 50.097,15 kg/jam = 110.444,177 lb/jam
= 30,679 lb/detik
Densitas () air = 995,08 kg/m
3
= 62.246 lb/ft
3
Viskositas () air = 0,8007 cp = 0,8007 x 10
-3
kg/m.s = 0,00054 lb/ft.dt
Rate volumetrik (Q
f
) =
3
/ 246 , 62
/ 679 , 30
m kg
jam kg
= 0,49 m
3
/jam
Waktu tinggal = 30 menit = 0,5 jam
Volume air = rate volumetrik x waktu pengendapan
APP D- 21 -
= (0,49 m
3
/jam) x (0,5 jam) = 0,245 m
3
Direncanakan volume liquid = 80 % volume bak, sehingga :
Volume bak =
3
3
306 , 0
8 , 0
245 , 0
m
m
Bak berbentuk empat persegi panjang dengan ratio :
Panjang : lebar : tinggi = 5 : 3 : 2
Volume bak = (5 m) x (3m) x (2m)
Sehingga :
Volume bak = 30 x
3
0,306 m
3
= 30 x
3
x = 0,22 m
Jadi ukuran bak skimmer :
Panjang = 5 x (0,22 m) = 1,1 m
Lebar = 3 x (0,22 m) = 0,66 m
Tinggi = 2 x (0,22 m) = 0,44 m
Spesifikasi bak skimmer :
Bentuk : persegi panjang
Panjang (P) : 1,1 m = 43,31 in (Geankoplis, App.A.1-3, hal 794)
Lebar (L) : 0,66 m = 25,98 in
Tinggi (T) : 0,44 m = 17,32 in
Bahan : beton bertulang
Jumlah : 1 buah
5. Pompa Skimmer (L-215)
Fungsi : Untuk memompa air dari bak sedimentasi ke tangki clarifier
APP D- 22 -
Type : Centrifugal pump
Bahan : Cast iron
Dasar perhitungan :
Rate aliran = 50.097,177 kg/jam = 110.444,177 lb/jam
= 30,679 lb/detik
Densitas air pada 25
o
C = 997,08 kg/m
3
= 62,246 lb/ft
3
Viskositas () air = 0,8007 cp = 0,8007 x 10
3
kg/m.s = 0,00054 lb/ft.dt
Rate volumetrik (Q
f
) =
3
/ 246 , 62
/ 679 , 30
ft lb
dt lb
= 0,49 ft
3
/dt
Diasusikan aliran fluida turbulen, maka diperoleh :
ID
opt
= 3,9 x (Q
f
)
(0,45)
x ()
(0,13)
(Peter & Timmerhaus, pers. 15, hal 892)
ID
opt
= 3,9 x (0,49)
(0,45)
x (62,246)
(0,13)
= 4,84 in 5 in
Standarisasi ID = 5 in Sch. 40 (Geankoplis, App. A.5-1)
OD = 5,563 in
ID = 5,047 in = 0,42 ft
A = 0,1390 ft
2
Laju aliran fluida (V)
V = dt ft
ft
dt ft
A area luas
Q volumetrik rate
f
/ 53 , 3
1390 , 0
/ 49 , 0
) (
) (
2
3
Cek jenis aliran fluida
N
Re
=
dt ft lb
ft lb dt ft ft V D
. / 00054 , 0
/ 246 , 62 / 53 , 3 51 , 0
3
N
Re
= 207.521,2478 > 2100
Karena N
Re
> 2100, maka jenis aliran fluida adalah turbulen. (Mc. Cabe jilid II, hal.47)
APP D- 23 -
Ditentukan bahan pipa cast iron = (2,6 x 10
-4
) m (Geankoplis 6
ed
, hal. 88)
Sehingga :
00167 , 0
51 , 0
/ 2808 , 3 10 6 , 2
4
ft
m ft m
D
Dari Geankoplis 6
th
, gb. 2.10.3 hal 88, didapat f (Fanning friction factor)
f = 0,0054
Menentukan panjang pipa :
Pipa lurus = 35 ft
Elbow, 90
0
= 3 buah
K
f
= 3 x 0,75 = 2,25 (Geankopis 6
th
tabel 2.10.1, hal 93)
Gate valve = 1 buah (half open)
K
f
= 2 x 4,5 = 9 (Geankopis 6
th
tabel 2.10.1, hal 93)
K
c
=
1
2
1 55 , 0
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
= 55 , 0
1390 , 0
0
1 55 , 0
K
ex
=
2
1
2
1
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
= 1
0
1390 , 0
1
2
2
4
2
v
K K K
D
L
f F
f c x
(Geankopis 6
th
tabel 2.10.1, hal 94)
2
53 , 3
9 25 , 2 55 , 0 1
51 , 0
) 35 (
) 0054 , 0 ( 4
2
F
m f
lb ft lb f / 99 , 88
APP D- 24 -
Menentukan tenaga pengerak pompa :
Berdasarkan pers. Bernouli pers. 2.7.28 (Geankoplis 6
th
, hal. 64) :
0 ) (
2
1
1 2
1 2
2
1
2
2 s av av
W f
P P
z z g v v
0
2
2
s
W f
P
g
g z
g
v
c c
Direncanakan :
z
1
= tinggi titik 1 dari datum = 0 ft
z
2
= tinggi titik 2 dari datum = 20 ft
Jadi z = z
2
- z
1
= 20 ft 0 ft = 20 ft
P
1
= tekanan operasi sungai = 14,7 psia = 2116,8 lb/ft
2
P
2
= tekanan operasi bak sedimentasi = 14,7 psia = 2116,8 lb/ft
2
v
1
= kecepatan aliran fluida = 0 ft/s
v
2
= kecepatan aliran fluida bak sedimentasi = 3,53 ft/dt
= 1
- Ws = 99 , 88
246 , 62
0
2 , 32
8 , 9 20
2 , 32 1 2
53 , 3
2
Ws = 95,132 ft.lbf/lbm
Tenaga penggerak
WHP =
550
f s
Q W
= hp 28 , 5
550
246 , 62 49 , 0 132 , 95
(effisiensi) motor = 87% (Peter & Timmerhus, fig. 14.37, hal 520)
APP D- 25 -
BHP =
= = 6,07 hp
Daya motor = hp hp
BHP
7 97 , 6
87 , 0
07 , 6
Spesifikasi pompa :
Fungsi : Mengalirkan air dari bak sedimentasi ke skimmer
Type : Centrifugal pump
Daya pompa : 7 hp
Bahan konstruksi : Cast iron
Jumlah : 1 buah
6. Tangki Clarifier (H-216)
Fungsi : Untuk tempat terjadinya koagulasi dan flokulasi yaitu dengan
penambahan koagulan alum (Al
2
(SO
4
)
3
.18 H
2
O)
Bahan konstruksi : Carbon Stell SA-240 Grade M type 316
Dasar perhitungan :
Rate aliran = 50.097,15 kg/jam = 110.444,177 lb/jam
= 30,679 lb/detik
air pada 30
0
C = 995,08 kg/m
3
= 62.159lb/ft
3
Rate volumetrik (Q
f
) =
3
/ 68 , 995
/ 15 , 097 . 50
m kg
jam kg
= 50,31 m
3
/jam
Waktu tinggal = 1 jam
Volume air = rate volumetrik x waktu pengendapan
APP D- 26 -
= (50,31 m
3
/jam) x (1 jam) = 50,31 m
3
Direncanakan volume liquid = 80 % volume bak, sehingga :
Volume bak =
3 3
3
54 , 220 . 2 88 , 62
8 , 0
31 , 50
ft m
m
Kebutuhan alum = 30% dari volume air total dengan konsentrasi 80 ppm atau 80 mg tiap 1 L
air (0,08 kg/m
3
).
Jadi kebutuhan alum = 30% x 62,88 m
3
x 0,08 kg/m
3
= 1,51 kg/jam
Kebutuhan alum tiap hari = hari kg jam kg
hari
jam
/ 24 , 36 / 51 , 1
1
24
Tangki berbentuk silinder dengan tutup bawah berbentuk conical :
Volume tangki = Volume tutup bawah + Volume silinder
Volume tangki = Ls D
D
2
3
4 2 1 tan 24
Diasumsikan L = 1,5 d
Tutup membentuk sudut ( ) = 120
0
Direncanakan tangki clarifier berjumlah 1 buah, sehingga :
2.220,54 ft
3
= d d
d
5 , 1
4 2 1 tan 24
2
3
2.220,54 ft
3
= 0,07554 d
3
+ 1,1775 d
3
d
3
= 12,10 ft = 3,69 m
Menentukan tinggi clarifier :
Tinggi shell = Ls = 1,5 x D = 1,5 x 3,59 m = 5,535 m
Tinggi tutup bawah berbentuk conis :
APP D- 27 -
tg
h
di 2 1
h =
o
tg tg
D
60
09 , 6 2 1
2 1
2 1
= 1,76 m
Tinggi tangki = tinggi shell + tinggi tutup bawah
= 5,535 m + 1,76 m = 9,742 m
Jadi ukuran tangki clarifier :
Diameter = 3,69 m
Tinggi = 9,742 m
Perencanaan pengaduk :
Digunakan pengaduk jenis turbine with 6 blades at 45
o
angle
Data-data jenis pengaduk :
Dt/Di = 3,0
Zi/Di = 0,75 1,3
Zl/Di = 2,7 3,9
W/Di = 0,17
Dimana :
Dt = diameter dalam tangki
Di = diameter impeller
Zi = tinggi impeller dari dasar tangki
Zl = tinggi zat cair dalam silinder
W = lebar baffle impeller
APP D- 28 -
Menentukan diameter impeller
Dt/Di = 3
Di = ft m
m dt
035 , 4 23 , 1
3
69 , 3
3
Menentukan tinggi impeller dari dasar tangki
Zi/Di = 0,75 1,3 (diambil 0,9)
Zi = 0,9 di = 0,9 x 1,23 m = 1,107 m
Menentukan panjang impeller
3
1
Di
L
L = 1/3 Di = 1/3 x 1,23 m = 0,41 m
Menentukan lebar impeller
17 , 0
Di
W
W = 0,17 x 1,23 m = 0,21 m
Menentukan daya pengaduk
Motor pengerak = 200 250 (diambil V = 220)
V = x Di x n
N
Re
=
2
Di n
P =
gc
Di n
5 3
Dimana : n = putaran pengaduk (rpm)
Di = diameter impeller (ft) = 4,53 ft
P = daya motor (Hp)
APP D- 29 -
V = motor pengerak
= 1 g/cm
3
= 62,43 lb/ft
3
= viskositas (0,03228 lb/ft.menit)
gc = 32,2 lb.ft/det.lbf = 115920 lb.ft/menit
2
.lbf
= 7 (G.G. Brown, hal.507)
Sehingga :
n = rpm
Di
V
16 47 , 15
53 , 4
220
N
Re
=
03228 , 0
43 , 62 53 , 4 16
2
N
Re
= 635.003,6119 (aliran turbulen)
P =
115920
53 , 4 16 43 , 612 7
5 3
P = 29.461,691 lb.ft/menit = 490,945 lb.ft/det = 0,8 hp
Ditetapkan : motor = 80 %, pengaduk = 60%
Maka : P = hp hp
hp
2 67 , 1
6 , 0 8 , 0
8 , 0
Spesifikasi tangki clarifier :
Bentuk : Tangki silinder tutup bawah berbentuk conical
Diameter tangki (D) : 4,53 m = 178,346 in
Tinggi (H) : 9,742 m = 383,543 in
Diameter impeller (Di) : 1,38 m = 48,43 in
Lebar impeller (W) : 0,2091 m = 8,23 in
Daya motor : 2 hp
APP D- 30 -
Bahan : Carbon Stell SA-240 Grade M type 316
Jumlah : 1 buah
7. Sand Filter (F-217)
Fungsi : Tempat untuk menyaring zat-zat yang masih ada dalam air dari tangki clarifier
Type : Tangki mendatar
Dasar perhitungan :
Rate aliran = 50.097,15 kg/jam = 110.444,177 lb/jam
= 30,679 lb/detik
air pada 30
0
C = 995,68 kg/m
3
= 62.159 lb/ft
3
Rate volumetrik (Q
f
) =
3
/ 68 , 995
/ 472 , 463 . 70
m kg
jam kg
= 50,31 m
3
/jam
Waktu tinggal = 30 menit = 0,5 jam
Volume air = rate volumetrik x waktu pengendapan
= (50,31 m
3
/jam) x (0,5 jam) = 25,155 m
3
Direncanakan volume liquid = 80 % volume bak, sehingga :
Volume tangki =
3
3
44 , 31
8 , 0
155 , 25
m
m
Volume runag kosong = 20% volume tangki
Volume ruang kosong = 20% x 31,44 m
3
= 6,289 m
3
Porositas =
tan pada V kosong ruang V
kosong ruang V
Diasumsikan porositas bad sebesar 0,4, maka :
0,4 =
tan 289 , 6
289 , 6
3
3
pada V m
m
APP D- 31 -
0,4 x (6,289 m
3
+ Vpadatan) = 6,289 m
3
2,516 m
3
+ 0,4 V padatan = 6,289 m
3
Volume padatan = 9,433 m
3
Volume total tangki = volume padatan + volume air
= 9,433 m
3
+ 25,155 m
3
= 34,588 m
3
= 2,12 kg/jam
Menentukan dimensi tangki
Volume silinder =
s
L Di 4 1
Diasumsikan L
s
= 1,5.Di
34,588 m
3
= Di Di 5 , 1 ) ( 4 / 1
2
34,588 m
3
= 1,1775 Di
3
Di = 3,09 m
Jadi tinggi silinder (L
s
) = 1,5 x 3,09 m = 4,635 m
Menentukan tinggi tutup atas dan bawah (h)
h = 0,0756 Di
3
= 0,0756 x (3,09 m)
3
= 2,23 m
Jadi tinggi total tangki = L
s
+ 2h
= 4,635 m + (2 x 2,23) m = 9,095 m
Spesifikasi sand filter :
Type : Silinder mendatar
Tinggi (H) : 9,095 m = 358,07 in
Diameter (Di) : 3,09 m = 121,654 in
APP D- 32 -
Tutup : conical
Jumlah : 1 buah
8. Bak Air Bersih (F-218)
Fungsi : Untuk menampung air dari sand filter
Bahan konstruksi : Beton bertulang
Dasar perhitungan :
Rate aliran = 50.097,15 kg/jam = 110.444,177 lb/jam
= 30,679 lb/detik
air pada 30
o
C = 995,68 kg/m
3
= 62,159 lb/ft
3
Rate volumetrik =
3
/ 68 , 995
/ 15 , 097 . 50
m kg
jam kg
= 50,31 m
3
/jam
Waktu tinggal = 24 jam
Volume air = Rate volumetrik x waktu pengendapan
= (50,31 m
3
/jam) x (24 jam) = 1.207,44 m
3
Direncanakan volume liquid = 80 % volume bak, sehingga :
Volume bak =
3
3
3 , 509 . 1
8 , 0
44 , 207 . 1
m
m
Bak berbentuk empat persegi panjang dengan ratio :
Panjang : lebar : tinggi = 5 : 4 : 2
Volume bak = (5 m) x (3m) x (2m)
Maka :
Volume bak = 40 x
3
1.509,3 m
3
= 40 x
3
x = 3,35 m
APP D- 33 -
Jadi ukuran bak air bersih :
Panjang = 5 x (3,35 m) = 16,75 m
Lebar = 4 x (3,35 m) = 13,4 m
Tinggi = 2 x (3,35 m) = 6,7 m
Spesifikasi bak skimmer :
Bentuk : persegi panjang
Panjang (P) : 16,75 m = 659,449 in
Lebar (L) : 13,4 m = 527,559 in
Tinggi (T) : 6,7 m = 263,779 in
Bahan : Beton bertulang
Jumlah : 1 buah
9. Pompa Demineralizer (L-219)
Fungsi : Untuk memompa air dari bak bersih ke kation dan anion exchanger
Type : Centrifugal pump
Bahan : Cast iron
Dasar perhitungan :
Rate aliran = 50.097,15 kg/jam = 110.444,177 lb/jam
= 30,679 lb/detik
Densitas () air pada 25
o
C = 997,08 kg/m
3
= 62.246 lb/ft
3
Viskositas () air = 0,8007 cp = 0,8007 x 10
-3
kg/m.s = 0,00054 lb/ft.dt
Rate volumetrik (Q
f
) =
3
/ 246 , 62
/ 679 , 30
ft lb
dt lb
= 0,49 ft
3
/dt
Diasumsikan aliran fluida turbulen, maka diperoleh :
ID
opt
= 3,9 x (Q
f
)
(0,45)
x ()
(0,13)
(Peter & Timmerhaus, pers. 15, hal 892)
APP D- 34 -
ID
opt
= 3,9 x (0,49)
(0,45)
x (62,246)
(0,13)
= 4,84 in 5 in
Standarisasi ID = 5 in Sch. 40 (Geankoplis, App. A.5-1)
OD = 5,563 in
ID = 5,047 in = 0,42 ft
A = 0,1390 ft
2
Laju aliran fluida (V)
V = dt ft
ft
dt ft
A area luas
Q volumetrik rate
f
/ 53 , 3
1390 , 0
/ 49 , 0
) (
) (
2
3
Cek jenis aliran fluida
N
Re
=
dt ft lb
ft lb dt ft ft V D
. / 00054 , 0
/ 246 , 62 / 53 , 3 51 , 0
3
N
Re
= 207.521,2478 > 2100
Karena N
Re
> 2100, maka jenis aliran fluida adalah turbulen. (Mc. Cabe jilid II, hal.47)
Ditentukan bahan pipa cast iron = (2,6 x 10
-4
) m (Geankoplis 6
ed
, hal. 88)
Sehingga :
00167 , 0
51 , 0
/ 2808 , 3 10 6 , 2
4
ft
m ft m
D
Dari Geankoplis 6
th
, gb. 2.10.3 hal 88, didapat f (Fanning friction factor)
f = 0,0054
Menentukan friksi :
Pipa lurus = 50 ft
Elbow, 90
0
= 4 buah
L/D = 35
APP D- 35 -
Pemasangan elbow 90
0
sebanding dengan panjang pipa
= 4 x 35 x 0,51 ft = 71,4 ft
K
f
= 4 x 0,75 = 3,00 (Geankopis 6
th
tabel 2.10.1, hal 93)
Gate valve = 2 buah (half open)
L/D = 9
Pemasangan gate valve sebanding dengan panjang pipa
= 9 x 2 x 0,51 ft = 9,18 ft
K
f
= 2 x 0,17 = 0,34 (Geankopis 6
th
tabel 2.10.1, hal 93)
Panjang pipa total = 50 + 71,4 + 9,18
= 130, 58 ft
Friksi pada konstraksi :
K
c
=
1
2
1 55 , 0
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
= 55 , 0
1390 , 0
1 55 , 0
Friksi pada ekspansi :
K
ex
=
2
2
1
1
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
= 1
1390 , 0
1
2
gc
v
K K K
D
L
f F
f c ex
2
4
2
(Geankopis 6
th
tabel 2.10.1, hal 94)
2 , 32 1 2
53 , 3
34 , 0 00 , 3 55 , 0 1
51 , 0
58 , 130
) 0064 , 0 ( 4
2
F
APP D- 36 -
m f
lb ft lb f / 01 , 2
Menentukan tenaga pengerak pompa :
Berdasarkan pers. Bernouli pers. 2.7.28 (Geankoplis 6
th
,pers.2.7.28, hal. 64)
0 ) (
2
1
1 2
1 2
2
1
2
2 s av av
W f
P P
z z g v v
0
2
2
s
W f
P
g
g z
g
v
c c
Direncanakan :
z
1
= tinggi titik 1 dari datum = 0 ft
z
2
= tinggi titik 2 dari datum = 20 ft
Jadi z = z
2
- z
1
= 20 ft 0 ft = 20 ft
P
1
= tekanan operasi sungai = 14,7 psia = 2116,8 lb/ft
2
P
2
= tekanan operasi bak sedimentasi = 14,7 psia = 2116,8 lb/ft
2
v
1
= kecepatan aliran fluida = 0 ft/s
v
2
= kecepatan aliran fluida bak sedimentasi = 3,53 ft/dt
= 1
- Ws = 01 , 2
246 , 62
0
2 , 32
2 , 32 30
2 , 32 1 2
53 , 3
2
Ws = 8,152 ft.lbf/lbm
Tenaga penggerak
WHP =
550
f s
Q W
= hp 45 , 0
550
246 , 62 49 , 0 152 , 8
APP D- 37 -
(effisiensi) motor = 78 % (Peter & Timmerhus, fig. 14.37, hal 520)
BHP = hp
hp WHP
58 , 0
78 , 0
45 , 0
(effisiensi) motor = 83 % (Peter & Timmerhus, fig. 14.37, hal 520)
Daya motor = hp hp
hp BHP
1 69 , 0
83 , 0
58 , 0
Spesifikasi pompa :
Type : Centrifugal pump
Daya pompa : 1 hp
Bahan konstruksi : Cast iron
Jumlah : 1 buah
10. Demineralizer
Terdiri dari kation dan anion exchanger untuk penghilangan kation dan anion yang tidak
digunakan.
A. Kation Exchanger (D-210A)
Fungsi : Menghilangkan ion-ion positif penyebab kesadahan Mg
2+
, Ca
2+
,
H
+
, Fe
2+,
dan Mn
2+
Bahan konstruksi : Carbon Steel SA 240 Grade M Type 316
Resin yang digunakan adalah hydrogen exchanger (H
2
Z), dimana tiap m
3
H
2
Z dapat
menghilangkan 6500-9000 gram hardness.
Direncanakan H
2
Z yang dipakai sebanyak 8000 gram/m
3
.
Perencanaan :
Rate alir = 67.808,072 kg/jam = 149.489,68 lb/jam
Densitas air = 1 gr/cm
3
= 62,43 lb/ft
3
APP D- 38 -
Viskositas air = 0,8007 cp = 0,8007 x 10
-3
kg/m.s = 0,00538 lb/ft.dt
Perhitungan :
Menentukan rate volumetrik (Q)
Rate volumetrik (Q) = = = 2.394,52 ft
3
/jam
= 0,67 ft
3
/dt = 300,119 gpm = 17971,198 gph
Direncanakan :
Bejana berbentuk silinder.
Kecepatan air (Vl) = 20 gpm/ft
2
= 0,3
Luas penampang tangki =
=
= 50,02 ft
2
Diameter bed :
A = x d
2
50,02 ft
2
= x d
2
d
2
= 63,72 ft
2
d = 7,98 ft = 2,43 m
Asumsi :
= = 1,5
H = L = 1,5 x 7,98 ft
= 11,97 ft = 3,95 m
Volume bed = luas x tinggi
= 50,02 ft
2
x 11,97 ft
= 598,739 ft
3
= 16,95 m
3
Volume tangki =
=
APP D- 39 -
= 997,898 ft
3
= 28,25 m
3
Asumsi : tiap galon air mengandung 10 gram hardness, maka :
Kandungan kation = 300,119 gpm x 10 g
= 3001,19 g/jam
Dalam 16,95 m
3
H
2
Z dapat menghilangkan hardness sebanyak :
= 16,95 m
3
x 8000 gr/m
3
= 135.600 g x (2,2046/1000 lb/g) x 7000 g/lb
= 2.092.606,32 g
Umur resin =
= 697,26 jam
Setelah 697,26 jam, resin harus segera diregenerasi dengan menambahkan asam sulfat
atau asam klorida.
Spesifikasi kation exchanger :
Bahan konstruksi : Carbon Steel SA-240 Grade M Type 316
Diameter : 2,43 m
Tinggi : 3,95 m
Volume tangki : 28,25 m
3
B. Anion Exchanger (D-210B)
Fungsi : Menghilangkan ion-ion negatif penyebab kesadahan air SO
4
2+
, F
-
yang terkandung dalam air
Bahan konstruksi : Carbon Steel SA 240 Grade M Type 316
Anion exchanger direncanakan berkapasitas 5000 gram anion/m
3
resin.
APP D- 40 -
Perencanaan :
Rate alir = 67.808,072 kg/jam = 149.489,68 lb/jam
Densitas air = 1 gr/cm
3
= 62,43 lb/ft
3
Viskositas air = 0,8007 cp = 0,8007 x 10
-3
kg/m.s = 0,00538 lb/ft.dt
Perhitungan :
Menentukan rate volumetrik (Q)
Rate volumetrik (Q) = = = 2.394,52 ft
3
/jam
= 0,67 ft
3
/dt = 300,119 gpm = 17971,198 gph
Direncanakan :
Bejana berbentuk silinder.
Kecepatan air (Vl) = 20 gpm/ft
2
= 0,3
Luas penampang tangki =
=
= 50,02 ft
2
Diameter bed :
A = x d
2
50,02 ft
2
= x d
2
d
2
= 63,72 ft
2
d = 7,98 ft = 2,43 m
Asumsi :
APP D- 41 -
= = 1,5
H = L = 1,5 x 7,98 ft
= 11,97 ft = 3,95 m
Volume bed = luas x tinggi
= 50,02 ft
2
x 11,97 ft
= 598,739 ft
3
= 16,95 m
3
Volume tangki =
=
= 997,898 ft
3
= 28,25 m
3
Asumsi : tiap galon air mengandung 10 gram hardness, maka :
Kandungan kation = 300,119 gpm x 10 g
= 3001,19 g/jam
Dalam 16,95 m
3
H
2
Z dapat menghilangkan hardness sebanyak :
= 16,95 m
3
x 5000 gr/m
3
= 84.750 g x (2,2046/1000 lb/g) x 7000 g/lb
= 1.307.878,95 g
Umur resin =
= 435,79 jam
Setelah 435,79 jam, resin harus segera diregenerasi dengan menambahkan asam sulfat
atau asam klorida.
APP D- 42 -
Spesifikasi kation exchanger :
Bahan konstruksi : Carbon Steel SA-240 Grade M Type 316
Diameter : 2,43 m
Tinggi : 3,95 m
Volume tangki : 28,25 m
3
11. Bak Air Lunak (F-221)
Fungsi : Untuk menampung air lunak dari anion dan kation exchanger.
Bahan konstruksi : Beton bertulang
Waktu tinggal : 4 jam
Dasar perhitungan :
Rate aliran = 67.808,072 kg/jam
Densitas air pada 25
o
C = 997,08 kg/m
3
Rate volumetrik =
3
/ 08 , 997
/ 072 , 808 . 67
m kg
jam kg
= 68 m
3
/jam
Waktu tinggal = 4 jam
Volume air = Rate volumetrik x waktu pengendapan
= (68 m
3
/jam) x (4 jam) = 272 m
3
Direncanakan volume liquid = 80 % volume bak, sehingga :
Volume bak =
3
3
340
8 , 0
272
m
m
Bak berbentuk empat persegi panjang dengan ratio :
Panjang : lebar : tinggi = 5 : 3 : 2
Volume bak = (5 m) x (3m) x (2m) =30 m
3
Sehingga :
APP D- 43 -
Volume bak = 30 x
3
340 m
3
= 30 x
3
x = 2,25 m
Jadi ukuran bak air bersih :
Panjang = 5 x (2,25 m) = 11,25 m
Lebar = 4 x (2,25 m) = 6,75 m
Tinggi = 2 x (2,25 m) = 4,45 m
Spesifikasi bak skimmer :
Bentuk : persegi panjang
Panjang (P) : 11,25 m = 442,914 in
Lebar (L) : 6,75 m = 265,748 in
Tinggi (T) : 4,45 m = 175,197 in
Bahan : Beton bertulang
Jumlah : 1 buah
12. Pompa Air Umpan Boiler (L-222)
Fungsi : Untuk memompa air dari bak air lunak ke bak steam kondensat.
Type : Centrifugal pump
Bahan : Cast iron
Dasar perhitungan :
Rate aliran = 17.758,597 kg/jam = 39.150,603 lb/jam
= 10,875 lb/detik
air = 1 g/cm
3
= 62,43 lb/ft
3
(Geankoplis App.A.1-2 hal 793)
air = 0,8007 cp = 0,8007 x 10
-3
kg/m.s = 0,000538 lb/ft.dt
APP D- 44 -
Perhitungan :
Rate volumetrik (Q
f
) =
3
/ 43 , 62
/ 875 , 10
ft lb
dt lb
= 0,174 ft
3
/dt
Diasumsikan aliran fluida turbulen, maka diperoleh :
ID
opt
= 3,9 x (Q
f
)
(0,45)
x ()
(0,13)
(Peter & Timmerhaus, pers. 15, hal 892)
ID
opt
= 3,9 x (0,174)
(0,45)
x (62,43)
(0,13)
= 3 in
Standarisasi ID = 3 in Sch. 40 (Geankoplis, App. A.5-1)
Diperoleh - OD = 3,50 in
- ID = 3,068 in = 0,25567 ft
- A = 0,05130 ft
2
Laju aliran fluida (V) :
V = dt ft
ft
dt ft
A area luas
Q volumetrik rate
f
/ 392 , 3
05130 , 0
/ 174 , 0
) (
) (
2
3
Cek jenis aliran fluida :
N
Re
=
dt ft lb
ft lb dt ft ft V D
. / 000538 , 0
/ 43 , 62 / 392 , 3 25567 , 0
3
N
Re
= 100.634,449 > 2100
Karena N
Re
> 2100, maka jenis aliran fluida adalah turbulen. (Mc. Cabe jilid II, hal.47)
Ditentukan bahan pipa cast iron = (2,6 x 10
-4
) m (Geankoplis 6
ed
, hal. 88)
Sehingga :
00334 , 0
25567 , 0
/ 2808 , 3 10 6 , 2
4
ft
m ft m
D
Dari Geankoplis 6
th
, gb. 2.10.3 hal 88, didapat f (Fanning friction factor)
APP D- 45 -
f = 0,007
Menentukan friksi :
Pipa lurus = 35 ft
Elbow, 90
0
= 3 buah
L/D = 35
L = 3 x 35 x 0,25567 ft = 26,84535 ft
K
f
= 3 x 0,75 = 2,25 (Geankopis 6
th
tabel 2.10.1, hal 93)
Gate valve = 2 buah (wide open)
L/D = 9
L = 2 x 9 x 0,25567 ft = 4,60206 ft
K
f
= 2 x 0,17 = 0,34 (Geankopis 6
th
tabel 2.10.1, hal 93)
Panjang pipa total = 35 + 26,84353 + 4,60206
= 66,44559 ft
K
c
=
1
2
1 55 , 0
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
= 55 , 0
05130 , 0
0
1 55 , 0
K
ex
=
2
2
1
1
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
= 1
0
05130 , 0
1
2
gc
v
K K K
D
L
f F
f c x
2
4
2
(Geankopis 6
th
tabel 2.10.1, hal 94)
2 , 32 1 2
392 , 3
59 , 2 55 , 0 1
) 25567 , 0 (
) 44559 , 66 (
) 007 , 0 ( 4
2
F
APP D- 46 -
m f
lb ft lb f / 04 , 2
Menentukan tenaga pengerak pompa :
Berdasarkan pers. Bernouli pers. 2.7.28 (Geankoplis 6
th
,pers.2.7.28, hal. 64)
0 ) (
2
1
1 2
1 2
2
1
2
2 s av av
W f
P P
z z g v v
0
2
2
s
W f
P
g
g z
g
v
c c
Direncanakan :
- z = 30 ft
- P = 0
- v = 3,392 ft/dt
- = 1
Maka :
- Ws = 04 , 2
246 , 62
0
2 , 32
2 , 32 30
2 , 32 1 2
392 , 3
2
Ws = 43,55 ft.lbf/lbm
Tenaga penggerak :
WHP =
550
f s
Q W
= hp 86 , 0
550
43 , 62 174 , 0 55 , 43
(effisiensi) motor = 45 % (Peter & Timmerhus, fig. 14.37, hal 520)
BHP = hp
hp WHP
91 , 1
45 , 0
86 , 0
(effisiensi) motor = 81 % (Peter & Timmerhus, fig. 14.37, hal 520)
APP D- 47 -
Daya motor = hp hp
hp BHP
4 24 , 4
81 , 0
91 , 1
Spesifikasi pompa :
Type : Centrifugal Pump
Daya pompa : 4 Hp
Bahan konstruksi : Cast Iron
Jumlah : 1 buah
13. Bak Steam Kondensat (F-223)
Fungsi : Untuk menampung steam kondensat dan air umpan boiler
Bahan konstruksi : Beton bertulang
Waktu tinggal : 4 jam
Dasar perhitungan :
- Rate aliran = 17.758,597 kg/jam
- air .pada suhu 30
o
C = 995,68 kg/m
3
- Waktu tinggal = 12 jam
Perhitungan :
Rate volumetrik = jam m
m kg
jam kg
/ 836 , 17
/ 68 , 995
/ 597 , 758 . 17
3
3
Volume air = Rate volumetrik x waktu pengendapan
= (17,836m
3
/jam) x (12 jam) = 214,032 m
3
Direncanakan vlume liquid = 80 % volume bak, sehingga :
Volume bak =
3
3
54 , 267
8 , 0
032 , 214
m
m
Bak berbentuk empat persegi panjang dengan ratio :
APP D- 48 -
Panjang : lebar : tinggi = 5 : 3 : 2
Volume bak = (5 m) x (3m) x (2m) =30 m
3
Sehingga :
Volume bak = 30 x
3
267,54 m
3
= 30 x
3
x = 2,074 m
Jadi ukuran bak steam kondensat :
Panjang = 5 x (2,074 m) = 10,37 m
Lebar = 4 x (2,074 m) = 8,296 m
Tinggi = 2 x (2,074 m) = 4,148 m
Spesifikasi bak skimmer :
Bentuk : Persegi panjang
Panjang (P) : 10,37 m = 408,27 in
Lebar (L) : 8,296 m = 326,61 in
Tinggi (T) : 4,148 m = 163,307 in
Bahan : Beton bertulang
Jumlah : 1 buah
14. Pompa ke Deareator (L-224)
Fungsi : Untuk memompa air dari bak air lunak ke daerator.
Type : Centrifugal pump
Bahan : Cast iron
Dasar perhitungan :
APP D- 49 -
Rate aliran = 4.091,580 kg/jam = 9.020,297 lb/jam
= 2,506 lb/detik
air pada 25
o
C = 997,08 kg/m
3
= 62,246 lb/ft
3
Viskositas air = 0,8007 cp = 0,8007 x 10
-3
kg/m.s = 0,000538 lb/ft.dt
Rate volumetrik (Q
f
) =
3
/ 246 , 62
/ 506 , 2
ft lb
dt lb
= 0,04ft
3
/dt
Diasumsikan aliran fluida turbulen, maka diperoleh :
ID
opt
= 3,9 x (Q
f
)
(0,45)
x ()
(0,13)
(Peter & Timmerhaus, pers. 15, hal 892)
ID
opt
= 3,9 x (0,04)
(0,45)
x (62,246)
(0,13)
= 1,57 in 2 in
Standarisasi ID = 2 in Sch. 40 (Geankoplis, App. A.5-1)
OD = 2,375 in
ID = 2,067 in = 0,172ft
A = 0,02330 ft
2
Laju aliran fluida (V) :
V = dt ft
ft
dt ft
A area luas
Q volumetrik rate
f
/ 718 , 1
02330 , 0
/ 04 , 0
) (
) (
2
3
Cek jenis aliran fluida :
N
Re
=
dt ft lb
ft lb dt ft ft V D
. / 000538 , 0
/ 246 , 62 / 718 , 1 172 , 0
3
N
Re
= 34.188,558 > 2100
Karena N
Re
> 2100, maka jenis aliran fluida adalah turbulen. (Mc. Cabe jilid II, hal.47)
Ditentukan bahan pipa cast iron = (2,6 x 10
-4
) m (Geankoplis 6
ed
, hal. 88)
Sehingga :
APP D- 50 -
00496 , 0
172 , 0
/ 2808 , 3 10 6 , 2
4
ft
m ft m
D
Dari Geankoplis 6
th
, gb. 2.10.3 hal 88, didapat f (Fanning friction factor)
f = 0,007
Menentukan friksi :
Pipa lurus = 40 ft
Elbow, 90
0
= 3 buah
L/D = 35
L = 3 x 35 x 0,172 ft = 18,06 ft
K
f
= 3 x 0,75 = 2,25 (Geankopis 6
th
tabel 2.10.1, hal 93)
Gate valve = 2 buah (wide open)
L/D = 9
L = 2 x 9 x 0,172 ft = 3,096 ft
K
f
= 2 x 4,5 = 9 (Geankopis 6
th
tabel 2.10.1, hal 93)
Panjang pipa total = 40 + 18,06 + 3,096
= 61,156 ft
K
c
=
1
2
1 55 , 0
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
= 55 , 0
02330 , 0
0
1 55 , 0
K
ex
=
2
2
1
1
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
= 1
0
02330 , 0
1
2
APP D- 51 -
gc
v
K K K
D
L
f F
f c x
2
4
2
(Geankopis 6
th
tabel 2.10.1, hal 94)
2 , 32 1 2
718 , 1
9 25 , 2 55 , 0 1
172 , 0
156 , 61
) 007 , 0 ( 4
2
F
m f
lb ft lb f / 04 , 1
Menentukan tenaga pengerak pompa :
Berdasarkan pers. Bernouli pers. 2.7.28 (Geankoplis 6
th
,pers.2.7.28, hal. 64)
0 ) (
2
1
1 2
1 2
2
1
2
2 s av av
W f
P P
z z g v v
0
2
2
s
W f
P
g
g z
g
v
c c
Direncanakan :
z
1
= tinggi titik 1 dari datum = 0 ft
z
2
= tinggi titik 2 dari datum = 30 ft
Jadi z
= z
2
- z
1
= 30 ft-0 ft = 30 ft
P
1
= tekanan operasi sungai = 14,7 psia = 2116,8 lb/ft
2
P
2
= tekanan operasi diaerator = 14,7 psia = 2116,8 lb/ft
2
v
1
= kecepatan aliran fluida dalam sungai = 0 ft/s
v
2
= kecepatan aliran fluida dalam sungai = 2,87 ft/s
= 1
Maka :
- Ws = 04 , 1
248 , 62
0
2 , 32
2 , 32 30
2 , 32 1 2
87 , 2
2
Ws = 30,688 ft.lbf/lbm
APP D- 52 -
Tenaga penggerak :
WHP =
550
f s
Q W
= hp 14 , 0
550
246 , 62 04 , 0 688 , 30
(effisiensi) motor = 64 % (Peter & Timmerhus, fig. 14.37, hal 520)
BHP = hp
hp WHP
22 , 0
64 , 0
14 , 0
(effisiensi) motor = 80 % (Peter & Timmerhus, fig. 14.37, hal 520)
Daya motor = hp hp
hp BHP
1 275 , 0
80 , 0
22 , 0
Spesifikasi pompa :
Type : Centrifugal Pump
Daya pompa : 1 Hp
Bahan konstruksi : Cast Iron
Jumlah : 1 buah
15. Deaerator (D-225)
Fungsi : Untuk menghilangkan gas impurities dalam air umpan boiler dengan
injeksi steam
Bahan konstruksi : Carbon Stell SA-240 Grade M type 316
Type : Silinder horisontal
Dasar perhitungan :
Rate aliran = 4.091,580 kg/jam = 9.020,297 lb/jam
APP D- 53 -
= 2,506 lb/detik
air pada 25
o
C = 997,08 kg/m
3
= 62,246 lb/ft
3
Viskositas ) ( air = 0,8007 cp = 0,8007 x 10
-3
kg/m.s = 0,00054 lb/ft.dt
Rate volumetrik (Qf) =
3
/ 08 , 997
/ 580 , 091 . 4
m kg
jam kg
= 4,104 m
3
/jam
Waktu tinggal = 2 jam
Volume air = Rate volumetrik x waktu pengendapan
= (4,104 m
3
/jam) x (2 jam) = 8,208 m
3
Direncanakan volume liquid = 80 % volume bak, sehingga :
Volume bak =
3
3
26 , 10
8 , 0
208 , 8
m
m
Bak berbentuk empat persegi panjang dengan ratio :
Panjang : lebar : tinggi = 5 : 3 : 2
Volume bak = (5 m) x (3m) x (2m) =30 m
3
Sehingga :
Volume bak = 30 x
3
10,26 m
3
= 30 x
3
x = 0,69 m
Jadi ukuran bak air bersih :
Panjang = 5 x (0,69 m) = 3,45 m
Lebar = 4 x (0,69 m) = 2,76 m
Tinggi = 2 x (0,69 m) = 1,38 m
APP D- 54 -
Spesifikasi bak skimmer :
Bentuk : Persegi panjang
Panjang (P) : 3,45 m = 135,827 in
Lebar (L) : 2,76 m = 108,66 in
Tinggi (T) : 1,38 m = 54,33 in
Bahan : Beton bertulang
Jumlah : 1 buah
16. Pompa ke Boiler (L-226)
Fungsi : Untuk memompa air ke deaerator ke boiler.
Type : Centrifugal pump
Bahan : Cast iron
Dasar perhitungan :
Rate aliran = 4.091,580 kg/jam = 9.020,297 lb/jam
= 2,506 lb/detik
Densitas air = 997,08 kg/m
3
= 62,246 lb/ft
3
Viskositas air = 0,8007 cp = 0,8007 x 10
-3
kg/m.s = 0,000538 lb/ft.dt
Rate volumetrik (Q
f
) =
3
/ 246 , 62
/ 506 , 2
ft lb
dt lb
= 0,04 ft
3
/dt
Diasumsikan aliran fluida turbulen, maka diperoleh :
ID
opt
= 3,9 x (Q
f
)
(0,45)
x ( )
(0,13)
(Peter & Timmerhaus, pers. 15, hal 892)
ID
opt
= 3,9 x (0,04)
(0,45)
x (62,246)
(0,13)
= 1,57 in 2 in
Standarisasi ID = 2 in Sch. 40 (Geankoplis, App. A.5-1)
APP D- 55 -
OD = 2,375 in
ID = 2,067 in = 0,172 ft
A = 0,02330 ft
2
Laju aliran fluida (V) :
V = dt ft
ft
dt ft
A area luas
Q volumetrik rate
f
/ 718 , 1
02330 , 0
/ 04 , 0
) (
) (
2
3
Cek jenis aliran fluida :
N
Re
=
dt ft lb
ft lb dt ft ft V D
. / 000538 , 0
/ 246 , 62 / 718 , 1 172 , 0
3
N
Re
= 34.188,558 > 2100
Karena N
Re
> 2100, maka jenis aliran fluida adalah turbulen. (Mc. Cabe jilid II, hal.47)
Ditentukan bahan pipa cast iron = (2,6 x 10
-4
) m (Geankoplis 6
ed
, hal. 88)
Sehingga :
00496 , 0
172 , 0
/ 2808 , 3 10 6 , 2
4
ft
m ft m
D
Dari Geankoplis 6
th
, gb. 2.10.3 hal 88, didapat f (Fanning friction factor)
f = 0,007
Menentukan friksi :
Pipa lurus = 40 ft
Elbow, 90
0
= 3 buah
L/D = 35
L = 3 x 35 x 0,172 ft = 18,06 ft
K
f
= 3 x 0,75 = 2,25 (Geankopis 6
th
tabel 2.10.1, hal 93)
Gate valve = 2 buah (wide open)
APP D- 56 -
L/D = 9
L = 2 x 9 x 0,172 ft = 3,096 ft
K
f
= 2 x 4,5 = 9 (Geankopis 6
th
tabel 2.10.1, hal 93)
Panjang pipa total = 40 + 18,06 + 3,096
= 61,156 ft
K
c
=
1
2
1 55 , 0
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
= 55 , 0
02330 , 0
0
1 55 , 0
K
ex
=
2
2
1
1
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
= 1
0
02330 , 0
1
2
gc
v
K K K
D
L
f F
f c x
2
4
2
(Geankopis 6
th
tabel 2.10.1, hal 94)
2 , 32 1 2
718 , 1
9 25 , 2 55 , 0 1
172 , 0
156 , 61
) 007 , 0 ( 4
2
F
m f
lb ft lb f / 04 , 1
Menentukan tenaga pengerak pompa :
Berdasarkan pers. Bernouli pers. 2.7.28 (Geankoplis 6
th
,pers.2.7.28, hal. 64)
0 ) (
2
1
1 2
1 2
2
1
2
2 s av av
W f
P P
z z g v v
0
2
2
s
W f
P
g
g z
g
v
c c
Direncanakan :
APP D- 57 -
z
1
= tinggi titik 1 dari datum = 0 ft
z
2
= tinggi titik 2 dari datum = 30 ft
Jadi z
= z
2
- z
1
= 30 ft-0 ft = 30 ft
P
1
= tekanan operasi sungai = 14,7 psia = 2116,8 lb/ft
2
P
2
= tekanan operasi diaerator = 14,7 psia = 2116,8 lb/ft
2
v
1
= kecepatan aliran fluida dalam sungai = 0 ft/s
v
2
= kecepatan aliran fluida dalam sungai = 2,87 ft/s
= 1
Maka :
- Ws = 04 , 1
248 , 62
0
2 , 32
2 , 32 30
2 , 32 1 2
87 , 2
2
Ws = 30,688 ft.lbf/lbm
Tenaga penggerak :
WHP =
550
f s
Q W
= hp 14 , 0
550
246 , 62 04 , 0 688 , 30
(effisiensi) motor = 64 % (Peter & Timmerhus, fig. 14.37, hal 520)
BHP = hp
hp WHP
22 , 0
64 , 0
14 , 0
(effisiensi) motor = 80 % (Peter & Timmerhus, fig. 14.37, hal 520)
Daya motor = hp hp
hp BHP
1 275 , 0
80 , 0
22 , 0
Spesifikasi pompa :
Type : Centrifugal Pump
APP D- 58 -
Daya pompa : 1 Hp
Bahan konstruksi : Cast Iron
Jumlah : 1 buah
17. Pompa Bak Klorinasi (L-230)
Fungsi : Untuk memompa air dari dari bak bersih ke bak klorinasi.
Type : Centrifugal pump
Bahan : Cast iron
Dasar perhitungan :
Rate aliran = 2.655,40 kg/jam = 5.854,09 lb/jam
= 1,63 lb/detik
air pada 25
o
C = 997,08 kg/m
3
= 62,246 lb/ft
3
Viskositas air = 0,8007 cp = 0,8007 x 10
-3
kg/m.s = 0,000538 lb/ft.dt
Rate volumetrik (Q
f
) =
3
/ 246 , 62
/ 63 , 1
ft lb
dt lb
= 0,03 ft
3
/dt
Diasumsikan aliran fluida turbulen, maka diperoleh :
ID
opt
= 3,9 x (Q
f
)
(0,45)
x ( )
(0,13)
(Peter & Timmerhaus, pers. 15, hal 892)
ID
opt
= 3,9 x (0,03)
(0,45)
x (62,246)
(0,13)
= 1,38 in 1,5 in
Standarisasi ID = 1,5 in Sch. 40 (Geankoplis, App. A.5-1)
OD = 1,9 in
ID = 1,610 in = 0,13 ft
A = 0,01414 ft
2
Laju aliran fluida (V) :
APP D- 59 -
V = dt ft
ft
dt ft
A area luas
Q volumetrik rate
f
/ 12 , 2
01414 , 0
/ 03 , 0
) (
) (
2
3
Cek jenis aliran fluida :
N
Re
=
dt ft lb
ft lb dt ft ft V D
. / 000538 , 0
/ 248 , 62 / 12 , 2 13 , 0
3
N
Re
= 31.887,64 > 2100
Karena N
Re
> 2100, maka jenis aliran fluida adalah turbulen. (Mc. Cabe jilid II, hal.47)
Ditentukan bahan pipa cast iron = (2,6 x 10
-4
) m (Geankoplis 6
ed
, hal. 88)
Sehingga :
01 , 0
13 , 0
/ 2808 , 3 10 6 , 2
4
ft
m ft m
D
Dari Geankoplis 6
th
, gb. 2.10.3 hal 88, didapat f (Fanning friction factor)
f = 0,009
Menentukan friksi :
Pipa lurus = 40 ft
Elbow, 90
0
= 4 buah
L/D = 35
L = 4x 35 x 0,13 ft = 18,2 ft
K
f
= 4 x 0,75 = 3,00 (Geankopis 6
th
tabel 2.10.1, hal 93)
Gate valve = 2 buah (wide open)
L/D = 9
L = 2 x 9 x 0,13 ft = 2,34 ft
K
f
= 2 x 0,17 = 0,34 (Geankopis 6
th
tabel 2.10.1, hal 93)
Panjang pipa total = 40 + 18,2 + 2,34
APP D- 60 -
= 60,54 ft
K
c
=
1
2
1 55 , 0
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
= 55 , 0
01414 , 0
0
1 55 , 0
K
ex
=
2
2
1
1
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
= 1
0
01414 , 0
1
2
gc
v
K K K
D
L
f F
f c x
2
4
2
(Geankopis 6
th
tabel 2.10.1, hal 94)
2 , 32 1 2
12 , 2
34 , 0 3 55 , 0 1
13 , 0
54 , 60
) 009 , 0 ( 4
2
F
m f
lb ft lb f / 51 , 1
Menentukan tenaga pengerak pompa :
Berdasarkan pers. Bernouli pers. 2.7.28 (Geankoplis 6
th
,pers.2.7.28, hal. 64)
0 ) (
2
1
1 2
1 2
2
1
2
2 s av av
W f
P P
z z g v v
0
2
2
s
W f
P
g
g z
g
v
c c
Direncanakan :
z
1
= tinggi titik 1 dari datum = 0 ft
z
2
= tinggi titik 2 dari datum = 30 ft
Jadi z
= z
2
- z
1
= 30 ft-0 ft = 30 ft
P
1
= tekanan operasi sungai = 14,7 psia = 2116,8 lb/ft
2
APP D- 61 -
P
2
= tekanan operasi diaerator = 14,7 psia = 2116,8 lb/ft
2
v
1
= kecepatan aliran fluida dalam sungai = 0 ft/s
v
2
= kecepatan aliran fluida dalam sungai = 2,12 ft/s
= 1
Maka :
- Ws = 51 , 1
248 , 62
0
2 , 32
2 , 32 30
2 , 32 1 2
12 , 2
2
Ws = 31,58 ft.lbf/lbm
Tenaga penggerak :
WHP =
550
f s
Q W
= hp 11 , 0
550
248 , 62 03 , 0 58 , 31
(effisiensi) motor = 45 % (Peter & Timmerhus, fig. 14.37, hal 520)
BHP = hp
hp WHP
24 , 0
45 , 0
11 , 0
(effisiensi) motor = 80 % (Peter & Timmerhus, fig. 14.37, hal 520)
Daya motor = hp hp
hp BHP
1 3 , 0
80 , 0
24 , 0
Spesifikasi pompa :
Type : Centrifugal Pump
Daya pompa :1 Hp
Bahan konstruksi : Cast Iron
Jumlah : 1 buah
APP D- 62 -
18. Bak Klorinasi (F-231)
Fungsi : Untuk menampung air yang akan dinetralkan dengan reaksi
klorinasi
Bahan konstruksi : Beton bertulang
Dasar perhitungan :
Rate aliran = 2.655,40 kg/jam
air pada 25
o
C = 997,08 kg/m
3
Rate volumetrik = jam m
m kg
jam kg
/ 66 , 2
/ 08 , 997
/ 40 , 655 . 2
3
3
Waktu tinggal = 12 jam
Volume air = Rate volumetrik x waktu pengendapan
= (2,66m
3
/jam) x (12 jam) = 31,92 m
3
Direncanakan volume liquid = 80 % volume bak, sehingga :
Volume bak =
3
3
9 , 39
8 , 0
92 , 31
m
m
Bak berbentuk empat persegi panjang dengan ratio :
Panjang : lebar : tinggi = 5 : 3 : 2
Volume bak = (5 X) x (3 X) x (2 X) =30 X
3
Sehingga :
Volume bak = 30 X
3
39,9 m
3
= 30 X
3
X = 1,1 m
Jadi ukuran bak klorinasi :
APP D- 63 -
Panjang = 5 x (1,1 m) = 5,5 m
Lebar = 4 x (1,1 m) = 4,4 m
Tinggi = 2 x (1,1 m) = 2,2 m
Klorin diperlukan tiap 100 ton air = 0,01 kg
Kebutuhan klorin per tahun
= tahun hari
hari kg
/ 330 01 ,
000 . 100
/ 6 , 729 . 63
= 2,1 kg/tahun
Spesifikasi bak klorinasi :
Bentuk : Persegi panjang
Panjang (P) : 5,5 m = 216,54 in
Lebar (L) : 4,4 m = 173,23 in
Tinggi (T) : 2,2 m = 86,61 in
Bahan : Beton bertulang
Jumlah : 1 buah
19. Pompa Bak Air Sanitasi (L-232)
Fungsi : Untuk memompa air dari bak klorinasi ke bak air sanitasi.
Type : Centrifugal pump
Bahan : Cast iron
Dasar perhitungan :
Rate aliran = 2.655,40 kg/jam = 5.854,09 lb/jam
= 1,63 lb/detik
Densitas air = 997,08 kg/m
3
= 62,246 lb/ft
3
Viskositas air = 0,8007 cp = 0,8007 x 10
-3
kg/m.s = 0,000538 lb/ft.dt
APP D- 64 -
Rate volumetrik (Q
f
) =
3
/ 246 , 62
/ 63 , 1
ft lb
dt lb
= 0,03 ft
3
/dt
Diasumsikan aliran fluida turbulen, maka diperoleh :
ID
opt
= 3,9 x (Q
f
)
(0,45)
x ( )
(0,13)
(Peter & Timmerhaus, pers. 15, hal 892)
ID
opt
= 3,9 x (0,03)
(0,45)
x (62,246)
(0,13)
= 1,38 in 1,5 in
Standarisasi ID = 1,5 in Sch. 40 (Geankoplis, App. A.5-1)
OD = 1,9 in
ID = 1,610 in = 0,13 ft
A = 0,01414 ft
2
Laju aliran fluida (V) :
V = dt ft
ft
dt ft
A area luas
Q volumetrik rate
f
/ 12 , 2
01414 , 0
/ 03 , 0
) (
) (
2
3
Cek jenis aliran fluida :
N
Re
=
dt ft lb
ft lb dt ft ft V D
. / 000538 , 0
/ 248 , 62 / 12 , 2 13 , 0
3
N
Re
= 31.887,64 > 2100
Karena N
Re
> 2100, maka jenis aliran fluida adalah turbulen. (Mc. Cabe jilid II, hal.47)
Ditentukan bahan pipa cast iron = (2,6 x 10
-4
) m (Geankoplis 6
ed
, hal. 88)
Sehingga :
01 , 0
13 , 0
/ 2808 , 3 10 6 , 2
4
ft
m ft m
D
Dari Geankoplis 6
th
, gb. 2.10.3 hal 88, didapat f (Fanning friction factor)
f = 0,009
APP D- 65 -
Menentukan friksi :
Pipa lurus = 25 ft
Elbow, 90
0
= 3 buah
L/D = 35
L = 3 x 35 x 0,13 ft = 13,65 ft
K
f
= 3 x 0,75 = 2,25 (Geankopis 6
th
tabel 2.10.1, hal 93)
Gate valve = 2 buah (wide open)
L/D = 9
L = 2 x 9 x 0,13 ft = 2,34 ft
K
f
= 2 x 0,17 = 0,34 (Geankopis 6
th
tabel 2.10.1, hal 93)
Panjang pipa total = 40 + 13,65 + 2,34
= 40,99 ft
K
c
=
1
2
1 55 , 0
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
= 55 , 0
01414 , 0
0
1 55 , 0
K
ex
=
2
2
1
1
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
= 1
0
01414 , 0
1
2
gc
v
K K K
D
L
f F
f c x
2
4
2
(Geankopis 6
th
tabel 2.10.1, hal 94)
2 , 32 1 2
12 , 2
34 , 0 25 , 2 55 , 0 1
13 , 0
99 , 40
) 009 , 0 ( 4
2
F
APP D- 66 -
m f
lb ft lb F / 08 , 1
m f
lb ft lb f / 08 , 1
Menentukan tenaga pengerak pompa :
Berdasarkan pers. Bernouli pers. 2.7.28 (Geankoplis 6
th
,pers.2.7.28, hal. 64)
0 ) (
2
1
1 2
1 2
2
1
2
2 s av av
W f
P P
z z g v v
0
2
2
s
W f
P
g
g z
g
v
c c
Direncanakan :
z
1
= tinggi titik 1 dari datum = 0 ft
z
2
= tinggi titik 2 dari datum = 30 ft
Jadi z
= z
2
- z
1
= 30 ft-0 ft = 30 ft
P
1
= tekanan operasi sungai = 14,7 psia = 2116,8 lb/ft
2
P
2
= tekanan operasi diaerator = 14,7 psia = 2116,8 lb/ft
2
v
1
= kecepatan aliran fluida dalam sungai = 0 ft/s
v
2
= kecepatan aliran fluida dalam sungai = 2,12 ft/s
= 1
Maka :
- Ws = 08 , 1
248 , 62
0
2 , 32
2 , 32 30
2 , 32 1 2
12 , 2
2
Ws = 31,15 ft.lbf/lbm
Tenaga penggerak :
WHP =
550
f s
Q W
= hp 11 , 0
550
248 , 62 03 , 0 58 , 31
APP D- 67 -
(effisiensi) motor = 45 % (Peter & Timmerhus, fig. 14.37, hal 520)
BHP = hp
hp WHP
24 , 0
45 , 0
11 , 0
(effisiensi) motor = 80 % (Peter & Timmerhus, fig. 14.37, hal 520)
Daya motor = hp hp
hp BHP
1 3 , 0
8 , 0
24 , 0
Spesifikasi pompa :
Type : Centrifugal Pump
Daya pompa :1 Hp
Bahan konstruksi : Cast Iron
Jumlah : 1 buah
20. Bak Air Sanitasi (F-223)
Fungsi : Sebagai tempat penampung air sanitasi.
Bahan konstruksi : Beton bertulang
Dasar perhitungan :
Rate aliran = 2.655,40 kg/jam
Densitas air = 997,08 kg/m
3
Rate volumetrik = jam m
m kg
jam kg
/ 66 , 2
/ 08 , 997
/ 40 , 655 . 2
3
3
Waktu tinggal = 12 jam
Volume air = Rate volumetrik x waktu pengendapan
= (2,66m
3
/jam) x (12 jam) = 31,92 m
3
Direncanakan volume liquid = 80 % volume bak, sehingga :
APP D- 68 -
Volume bak =
3
3
9 , 39
8 , 0
92 , 31
m
m
Bak berbentuk empat persegi panjang dengan ratio :
Panjang : lebar : tinggi = 5 : 3 : 2
Volume bak = (5 X) x (3 X) x (2 X) =30 X
3
Sehingga :
Volume bak = 30 X
3
39,9 m
3
= 30 X
3
X = 1,1 m
Jadi ukuran bak air sanitasi :
Panjang = 5 x (1,1 m) = 5,5 m
Lebar = 4 x (1,1 m) = 4,4 m
Tinggi = 2 x (1,1 m) = 2,2 m
Klorin diperlukan tiap 100 ton air = 0,01 kg
Kebutuhan klorin per tahun
= tahun hari
hari kg
/ 330 01 , 0
000 . 100
/ 6 , 729 . 63
= 2,1 kg/tahun
Spesifikasi bak klorinasi :
Bentuk : Persegi panjang
Panjang (P) : 5,5 m = 216,54 in
Lebar (L) : 4,4 m = 173,23 in
Tinggi (T) : 2,2 m = 86,61 in
Bahan : Beton bertulang
APP D- 69 -
Jumlah : 1 buah
21. Pompa Bak Air Proses (L-227)
Fungsi : Untuk memompa air dari bak air lunak ke bak air proses.
Bahan konstruksi : Centrifugal Pump
Bahan : Cast Iron
Dasar perhitungan :
- Rate aliran = 47.350,17 kg/jam = 104.388,18 lb/jam
= 28,99 lb/dt
- air = 1 g/cm
3
= 62,43 lb/ft
3
- air = 0,8007 cp = 0,8007 x 10
-3
kg/m.s = 0,000538 lb/ft.dt
Perhitungan :
Rate volumetrik = dt ft
ft lb
dt lb
/ 464 , 0
/ 43 , 62
/ 99 , 28
3
3
Diasumsikan aliran turbulen, maka diperoleh :
ID
opt
= 3,9 x (Q
f
)
(0,45)
x ( )
(0,13)
(Peter & Timmerhaus, pers. 15, hal 892)
ID
opt
= 3,9 x (0,464)
(0,45)
x (62,43)
(0,13)
= 4,725 in
Standarisasi ID = 5 in Sch. 40 (Geankoplis, App. A.5-1)
Diperoleh - OD = 5,563 in
- ID = 5,047 in = 0,421 ft
- A = 0,1390 ft
2
Laju aliran fluida (V) :
V = dt ft
ft
dt ft
A area luas
Q volumetrik rate
f
/ 338 , 3
1390 , 0
/ 464 , 0
) (
) (
2
3
APP D- 70 -
Cek jenis aliran fluida :
N
Re
=
dt ft lb
ft lb dt ft ft V D
. / 000538 , 0
/ ) 43 , 62 ( / ) 38 , 3 ( ) 421 , 0 (
3
N
Re
= 163.072,03 > 2100
Karena N
Re
> 2100, maka jenis aliran fluida adalah turbulen. (Mc. Cabe jilid II, hal.47)
Ditentukan bahan pipa cast iron = (2,6 x 10
-4
) m (Geankoplis 6
ed
, hal. 88)
Sehingga :
002 , 0
) 421 , 0 (
/ 2808 , 3 10 6 , 2
4
ft
m ft m
D
Dari Geankoplis 6
th
, gb. 2.10.3 hal 88, didapat f (Fanning friction factor)
f = 0,006
Menentukan friksi :
Pipa lurus = 100 ft
Elbow, 90
0
= 3 buah
L/D = 35
L = 3 x 35 x 0,421 ft = 44,21 ft
K
f
= 3 x 0,75 = 2,25 (Geankopis 6
th
tabel 2.10.1, hal 93)
Gate valve = 2 buah (wide open)
L/D = 9
L = 2 x 9 x 4,21 ft = 7,578 ft
K
f
= 2 x 0,17 = 0,34 (Geankopis 6
th
tabel 2.10.1, hal 93)
Panjang pipa total = 40 + 44,21 + 7,578
= 151,788 ft
APP D- 71 -
K
c
=
1
2
1 55 , 0
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
= 55 , 0
1390 , 0
0
1 55 , 0
K
ex
=
2
2
1
1
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
= 1
0
1390 , 0
1
2
gc
v
K K K
D
L
f F
f c x
2
4
2
(Geankopis 6
th
tabel 2.10.1, hal 94)
2 , 32 1 2
) 338 , 3 (
59 , 2 55 , 0 1
) 421 , 0 (
) 788 , 151 (
) 006 , 0 ( 4
2
F
m f
lb ft lb F / 213 , 2
Menentukan tenaga pengerak pompa :
Berdasarkan pers. Bernouli (pers. 2.7.28 Geankoplis 6
th
,pers.2.7.28, hal. 64)
0 ) (
2
1
1 2
1 2
2
1
2
2 s av av
W f
P P
z z g v v
0
2
2
s
W f
P
g
g z
g
v
c c
Direncanakan :
- z = 30 ft
- P
= 0
- v = 3,338 ft/dt
- = 1
Maka :
APP D- 72 -
- Ws = 213 , 2
43 , 62
0
2 , 32
) 2 , 32 ( ) 30 (
) 2 , 32 ( ) 1 ( ) 2 (
) 338 , 3 (
2
Ws = 32,265 ft.lbf/lbm
Tenaga penggerak :
WHP =
550
f s
Q W
= hp 699 , 1
550
) 43 , 62 ( ) 464 , 0 ( ) 265 , 32 (
(effisiensi) motor = 82 % (Peter & Timmerhus, fig. 14.37, hal 520)
BHP = hp
hp WHP
12 , 2
82 , 0
1699 , 0
(effisiensi) motor = 83 % (Peter & Timmerhus, fig. 14.37, hal 520)
Daya motor = hp hp
hp BHP
3 55 , 2
83 , 0
12 , 2
Spesifikasi pompa :
Type : Centrifigal Pump
Daya pompa : 3 Hp
Bahan konstruksi : Cast Iron
Jumlah : 1 buah
22. Bak Air Proses (F-228)
Fungsi : Untuk menampung air proses dari bak air lunak.
Bahan : Beton bertulang
Dasar perhitungan :
- Rate aliran = 47.350,17 kg/jam
- air (30
o
C) = 995,68 kg/m
3
APP D- 73 -
- Waktu tinggal = 12 jam
Perhitungan :
Rate volumetrik = jam m
m kg
jam kg
/ 55 , 47
/ 68 , 995
/ 17 , 350 . 47
3
3
Volume air = rate volumerik x waktu tinggal
= 47,55 m
3
x 12 jam = 570,67 m
3
Direncanakan volume liquid = 80 % volume bak, sehingga :
Volume bak =
3
3
33 , 713
8 , 0
67 , 570
m
m
Bak berbentuk empat persegi panjang dengan ratio :
Panjang : lebar : tinggi = 5 : 3 : 2
Volume bak = (5 X) x (3 X) x (2 X)
=30 X
3
Sehingga :
Volume bak = 30 X
3
713,33 m
3
= 30 X
3
X = 2,88 m
Jadi ukuran bak air sanitasi :
Panjang = 5 x (2,88 m) = 14,4 m
Lebar = 4 x (2,88 m) = 11,52 m
Tinggi = 2 x (2,88 m) = 5,76 m
Spesifikasi bak air proses :
Bentuk : Persegi panjang
APP D- 74 -
Panjang (P) : 14,4 m = 566,93 in
Lebar (L) : 11,52 m = 453,54 in
Tinggi (T) : 5,76 m = 226,77 in
Bahan : Beton bertulang
Jumlah : 1 buah
23. Pompa ke Peralatan (L-229)
Fungsi : Untuk memompa air dari bak air proses ke peralatan.
Bahan konstruksi : Centrifugal Pump
Bahan : Cast Iron
Dasar perhitungan :
- Rate aliran = 47.350,17 kg/jam = 104.388,18 lb/jam
= 28,99 lb/dt
- air = 1 g/cm
3
= 62,43 lb/ft
3
- air = 0,8007 cp = 0,8007 x 10
-3
kg/m.s = 0,000538 lb/ft.dt
Perhitungan :
Rate volumetrik = dt ft
ft lb
dt lb
/ 464 , 0
/ 43 , 62
/ 99 , 28
3
3
Diasumsikan aliran turbulen, maka diperoleh :
ID
opt
= 3,9 x (Q
f
)
(0,45)
x ( )
(0,13)
(Peter & Timmerhaus, pers. 15, hal 892)
ID
opt
= 3,9 x (0,464)
(0,45)
x (62,43)
(0,13)
= 4,725 in
Standarisasi ID = 5 in Sch. 40 (Geankoplis, App. A.5-1)
Diperoleh: - OD = 5,563 in
- ID = 5,047 in = 0,421 ft
APP D- 75 -
- A = 0,1390 ft
2
Laju aliran fluida (V) :
V = dt ft
ft
dt ft
A area luas
Q volumetrik rate
f
/ 338 , 3
1390 , 0
/ 464 , 0
) (
) (
2
3
Cek jenis aliran fluida :
N
Re
=
dt ft lb
ft lb dt ft ft V D
. / 000538 , 0
/ ) 43 , 62 ( / ) 38 , 3 ( ) 421 , 0 (
3
N
Re
= 163.072,03 > 2100
Karena N
Re
> 2100, maka jenis aliran fluida adalah turbulen. (Mc. Cabe jilid II, hal.47)
Ditentukan bahan pipa cast iron = (2,6 x 10
-4
) m (Geankoplis 6
ed
, hal. 88)
Sehingga :
002 , 0
) 421 , 0 (
/ 2808 , 3 10 6 , 2
4
ft
m ft m
D
Dari Geankoplis 6
th
, gb. 2.10.3 hal 88, didapat f (Fanning friction factor)
f = 0,006
Menentukan friksi :
Pipa lurus = 100 ft
Elbow, 90
0
= 3 buah
L/D = 35
L = 3 x 35 x 0,421 ft = 44,21 ft
K
f
= 3 x 0,75 = 2,25 (Geankopis 6
th
tabel 2.10.1, hal 93)
Gate valve = 2 buah (wide open)
L/D = 9
L = 2 x 9 x 4,21 ft = 7,578 ft
APP D- 76 -
K
f
= 2 x 0,17 = 0,34 (Geankopis 6
th
tabel 2.10.1, hal 93)
Panjang pipa total = 40 + 44,21 + 7,578
= 151,788 ft
K
c
=
1
2
1 55 , 0
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
= 55 , 0
1390 , 0
0
1 55 , 0
K
ex
=
2
2
1
1
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
= 1
0
1390 , 0
1
2
gc
v
K K K
D
L
f F
f c x
2
4
2
(Geankopis 6
th
tabel 2.10.1, hal 94)
2 , 32 1 2
) 338 , 3 (
59 , 2 55 , 0 1
) 421 , 0 (
) 788 , 151 (
) 006 , 0 ( 4
2
F
m f
lb ft lb F / 213 , 2
Menentukan tenaga pengerak pompa :
Berdasarkan pers. Bernoulli (pers. 2.7.28 Geankoplis 6
th
,pers.2.7.28, hal. 64)
0 ) (
2
1
1 2
1 2
2
1
2
2 s av av
W f
P P
z z g v v
0
2
2
s
W f
P
g
g z
g
v
c c
Direncanakan :
- z = 30 ft
- P
= 0
APP D- 77 -
- v = 3,338 ft/dt
- = 1
Maka :
- Ws = 213 , 2
43 , 62
0
2 , 32
) 2 , 32 ( ) 30 (
) 2 , 32 ( ) 1 ( ) 2 (
) 338 , 3 (
2
Ws = 32,265 ft.lbf/lbm
Tenaga penggerak :
WHP =
550
f s
Q W
= hp 699 , 1
550
) 43 , 62 ( ) 464 , 0 ( ) 265 , 32 (
(effisiensi) motor = 82 % (Peter & Timmerhus, fig. 14.37, hal 520)
BHP = hp
hp WHP
12 , 2
82 , 0
1699 , 0
(effisiensi) motor = 83 % (Peter & Timmerhus, fig. 14.37, hal 520)
Daya motor = hp hp
hp BHP
3 55 , 2
83 , 0
12 , 2
Spesifikasi pompa :
Type : Centrifugal Pump
Daya pompa : 3 Hp
Bahan konstruksi : Cast Iron
Jumlah : 1 buah
8.3 Unit Penyediaan Listrik
APP D- 78 -
Kebutuhan tenaga listrik pada Pra Rencana Pabrik Pulp ini direncanakan dan disediakan oleh
PLN dan generator set. Tenaga listrik yang disediakan digunakan untuk menggerakkan
motor, penerangan, instrumentasi dan lainnya.
Kebutuhan listrik tebagi menjadi :
a) Peralatan proses produksi
b) Daerah pengolahan air (unit utilitas)
c) Listrik untuk instrument
d) Listirk untuk penerangan
e) Listrik untuk kebutuhan lainnya
8.3.1. Peralatan Proses Produksi
Pemakaian listrik untuk daerah proses produksi yaitu :
Tabel 8.3.1.1. Kebutuhan listrik pada proses produksi
No Kode Nama alat Daya(Hp) Jumlah Total Daya (Hp)
1 J-111A Belt Conveyor-1 4 1 4
2 C-112 Cutting Machine 2 1 20
3 J-111B Belt Conveyor-2 4 1 4
4 J-117A Screw Conveyor-1 0,5 1 0,5
5 J-117B Screw Conveyor-2 1 1 1
6 J-117C Screw Conveyor-3 1 1 1
7 M-121 Tangki Pencampur 30 1 30
8 C-113 Chipper 12 1 12
9 J-111C Belt Conveyor-1 4 1 4
10 J-114 Bucket Elevator-1 3 1 3
11 L-123 Pompa-1 3 1 3
12 H-131 Rotary Vacuum Washer 1 5 1 5
13 J-132 Screw Conveyor-4 2 1 2
14 J-133 Bucket Elevator-2 3 1 3
15 L-136 Pompa-2 1 1 1
16 R-130 Bleaching Tank 62 1 62
17 H-137 Rotary Vacuum Washer 2 5 1 5
18 L-138 Pompa-3 1,5 1 1,5
19 X-144 Roll Press 120 1 120
20 B-140 Dryer 175 1 175
21 G-142 Blower 72 1 72
TOTAL 529
APP D- 79 -
Maka kebutuhan listrik untuk daerah proses produksi adalah
= 529 Hp x 0,74570 KW/Hp
= 394,48 KW
8.3.2. Daerah Pengolahan Air (Unit Utilitas)
Pemakaian listrik untuk daerah pengolahan air (water treatment) yaitu :
Tabel 8.3.2.1. Pemakaian listrik pada daerah pengolahan air
No Kode Nama alat Daya (Hp) Jumlah Total Daya (Hp)
1 L-211 Pompa Air Sungai 12 1 12
2 L-213 Pompa Sedimentasi 12 1 12
3 L-215 Pompa Skimer 11 1 11
4 L-216 Clarifier 3 1 3
5 L-219 Pompa Demineralizer 4 1 4
6 L-222 Pompa ke Bak Steam Condensat 2 1 2
7 L-224 Pompa ke Deaerator 4 1 4
8 L-226 Pompa Air Umpan Boiler 2 1 2
9 L-227 Pompa Air Proses 3 1 3
10 L-229 Pompa ke Peralatan 3 1 3
11 L-230 Pompa ke Bak Clorinasi 1 1 1
12 L-232 Pompa Air Sanitasi 1 1 1
TOTAL 58
Jadi kebutuhan listrik untuk daerah pengolahan air adalah
= 58 Hp x 0,74570 kW/Hp
= 43,2506 kW
8.3.3. Kebutuhan Listrik Untuk Penerangan
Tabel 8.3.3.1. Kebutuhan listrik untuk penerangan pabrik
No Bangunan Luas Foot candle
m
3
ft
2
Lumen
1 Pos penjagaan 8 86,11 10 861,1
2 Taman 200 2.152,73 5 10.763,65
3 Parkir 400 4.305,44 10 43.054,4
4 Kantor 150 1.614,54 20 32.290,8
5 Perpustakaan 50 538,18 20 10.763,6
6 Kantin 56 602,7616 5 3.013,808
7 Musholla 36 387,49 5 1.937,45
8 Poliklinik 40 430,544 10 4.305,50
APP D- 80 -
9 Pos Timbangan Truk 20 215,27 10 2.152,70
10 Laboratorium 200 2.152,73 20 43.054,60
11 R & D 150 1.614,54 20 32.290,8
12 Guadng Produk 200 2.152,72 10 21.527,2
13 Gudang Bahan Baku 250 2.690,91 10 26.909,1
14 Gudang Bahan Bakar 80 861,09 10 8.610,9
15 Toilet 50 536,18 10 5.381,8
16 Listrik 150 1.614,54 10 16.145,4
17 PMK 36 387,49 5 1.937,45
18 Ketel 200 2.152,73 10 21.527,3
19 Bengkel 150 1.614,54 25 40.363,75
20 Ruang Proses 2000 21.527,30 25 538.182,20
21 Ruang Serba Guna 250 2.690,91 20 53.818,20
22 Perluasan 1000 10.763,6 5 43.054,60
23 Pengolahan 500 5.381,82 10 53.818,20
24 Pembuangan Sludge 500 5.381,82 10 53.818
25 Jalan 1228 13.217,76 5 66.088,80
TOTAL 7901 1.135.671,628
Penerangan seluruh area kecuali jalan dan halaman menggunakan flooroecent lampu type
day light 40 watt yang mempunyai lumen output sama dengan 1.960 lumen.
Lumen output = = 49 lumen/Watt
Jumlah lumen total = 1.135.671,628 + 66.088,8 + 16.145,4
= 1.053.437,428 lumen
Tenaga listrik yang diperlukan =
= 21.498,723 Watt
Jumlah lampu yang digunakan =
= 538 buah
Untuk penerangan jalan dan halaman digunakan mercuri vapour 100 watt yang
mempunyai lumen output = 3.000 lumen.
Lumen output = = 30 lumen/ Watt
APP D- 81 -
Jumlah lumen = 66.088,80 + 16.145,4 = 82.234,2 lumen
Tenaga listrik yang diperlukan =
= 2.741,14 Watt
Jumlah lampu yang digunakan = = 27 buah
Jumlah tenaga listrik yang diperlukan :
- Lampu fluoroecent = 21.498,723 Watt
- Lampu mercury = 2.741,14 Watt
- Peralatan bengkel = 2.000 Watt
- Peralatan R & D = 3.500 Watt
- Keperluan lain = 2.000 Watt (+)
Total = 31.739,863 Watt
Jadi kebutuhan total listrik dalam pabrik ini :
- Untuk penerangan = 31,7398 kWh
- Untuk peralatan proses produksi = 394,48 kWh
- Untuk daerah pengolahan air = 43,2506 kWh (+)
Total = 469,4704 kWh
Kebutuhan listrik untuk motor disupplay dari Diesel, sedangkan listrik untuk penerangan
dari PLN.
Jadi dari : Diesel = 437,7306 kWh
PLN = 31,7398 kWh
Power actual untuk diesel = 75 %
Power yang harus dibangkitkan = = 583,641 kWh = 584 kWh
APP D- 82 -
Spesifikasi Peralatan :
- Type generator = AC-Generator 3 phase
- Kapasitas = 584; 380/220 V
- Power factor = 75 %
- Frekuensi = 50 Hz
- Phase = 3 phase
- Bahan bakar = Fuel Oil
- Jumlah = 1 buah
8.4. Unit Penyediaan Bahan Bakar
Unit bahan bakar bertugas menyediakan bahan bakar untuk kebutuhan bahan bakar untuk
keperluan utilitas.
Kebutuhan bahan bakar untuk boiler sebesar 148,27 kg/jam.
Kebutuhan bahan bakar pada generator adalah :
Daya generator = 584 kW
= 584 kW
= 1.992.697,99 btu/jam
Jumlah fuel oil yang dibutuhkan jika :
Heating Value (HV) = 132.000 btu/lb
Maka :
=
= 15,09 lb/jam = 6,85 kg/jam
APP D- 83 -
Sehingga total kebutuhan bahan bakar = (148,27 + 6,85) kg/jam
= 155,12 kg/jam
1. Tangki Bahan Bakar
Fungsi : Untuk menyimpan bahan bakar yang akan digunakan.
Type : Bejana tegak dengan shell berbentuk silinder, tutup atas standart
dishead dan tutup bawah flat (datar).
Bahan : High Alloy Stell SA-240 Grade A
Dasar Perhitungan :
- Waktu penyimpanan = 30 hari
- Suhu = 30
o
C
- Tekanan = 1 atm = 14,7 psi
- Massa bahan bakar = 155,12 kg/jam = 341,98 lb/jam
- Densitas liquida () = 54,998 lb/ft
3
- bahan bakar = 0,0011 lb/ft.dt
Perhitungan :
Rate volumetrik (Q) = = = 6,21 ft
3
/jam
Volume bahan bakar selama 30 hari = 6,21 ft
3
/jam x 30 hari x 24 jam
= 4.471,2 ft
3
Asumsi : volume bahan bakar adalah 80 % volume tangki.
Volume tangki = = 5.589 ft
3
a. Menentukan diameter tangki :
Asumsi : L
s
= 1,5 di
APP D- 84 -
V
T
= V
shell
+ V
tutup atas
5.589 ft
3
= ..di
2
.L
s
+ 0,0847.di
3
5.589 ft
3
= ..di
2
.(1,5.di) + 0,0847.di
3
5.589 ft
3
= 1,2622.di
3
di = 16,42 ft = 197,2 in
b. Menentukan tekanan design (Pi) :
Tinggi bahan bakar dalam shell (H) =
= = 21,13 ft
Tekanan hidrostatik (Ph) = (Brownell & Young, prs.3-17, hal.46)
= = 7,69 psia
Tekanan design (Pi) = P
operasi
+ P
hidrostatik
= ((14,7+7,69)-14,7) psig
= 7,69 psig
c. Menentukan tebal silinder (ts) :
ts = + C
Dimana :
Allowable stress (f) = 18750
Tipe pengelasan (E) = Double Welded Butt Joint (E= 0,8)
APP D- 85 -
Faktor korosi (C) = 1/16 in
di = 197,2 in
Pi = 7,69 psig
Sehingga :
ts = +
= 0,113 in
Standarisasi do :
do = di +2 ts
= 197,2 + 2(3/16) = 197,6 in - 16,47 ft
Dari tabel 5-7 Brownell & Young, hal.90 didapat harga :
do = 204
Menentukan harga di baru :
di = do 2 ts
= 204 2(3/16) = 203,625 in
L
s
= 1,5 x di
= 1,5 x 203,625 in = 305,4375 in = 25,45313 ft
d. Menentukan tebal tutup atas berbentuk standart dishead (tha):
tha = + C
2. Pompa Bahan Bakar
Fungsi : Untuk memompa bahan bakar ke generator.
APP D- 86 -
Bahan konstruksi : Centrifugal Pump
Bahan : Cast Iron
Dasar perhitungan :
- Rate aliran = 155,12 kg/jam = 341,98 lb/dt
- = 1 g/cm
3
= 62,43 lb/ft
3
- = 1,4 cp = 0,00140 kg/m.s = 0,0009408 lb/ft.dt
Perhitungan :
Rate volumetrik = dt ft
ft lb
dt lb
/ 0017 , 0
/ 998 , 54
/ 09 , 0
3
3
Diasumsikan aliran turbulen, maka diperoleh :
ID
opt
= 3,9 x (Q
f
)
(0,45)
x ( )
(0,13)
(Peter & Timmerhaus, pers. 15, hal 892)
ID
opt
= 3,9 x (0,0017)
(0,45)
x (54,998)
(0,13)
= 0,372 in
Standarisasi ID = 1/2 in Sch. 40 (Geankoplis, App. A.5-1)
Diperoleh: - OD = 0,840 in
- ID = 0,622 in = 0,052 ft
- A = 0,00211 ft
2
Laju aliran fluida (V) :
V = dt ft
ft
dt ft
A area luas
Q volumetrik rate
f
/ 81 , 0
00211 , 0
/ 0017 , 0
) (
) (
2
3
Cek jenis aliran fluida :
N
Re
=
dt ft lb
ft lb dt ft ft V D
. / 0009408 , 0
/ ) 998 , 54 ( / ) 81 , 0 ( ) 052 , 0 (
3
N
Re
= 2.462,28 > 2100
APP D- 87 -
Karena N
Re
> 2100, maka jenis aliran fluida adalah turbulen. (Mc. Cabe jilid II, hal.47)
Ditentukan bahan pipa cast iron = (2,6 x 10
-4
) m (Geankoplis 6
ed
, hal. 88)
Sehingga :
016 , 0
) 052 , 0 (
/ 2808 , 3 10 6 , 2
4
ft
m ft m
D
Dari Geankoplis 6
th
, gb. 2.10.3 hal 88, didapat f (Fanning friction factor)
f = 0,012
Menentukan friksi :
Pipa lurus = 100 ft
Elbow, 90
0
= 3 buah
L/D = 35
L = 3 x 35 x 0,052 ft = 5,46 ft
K
f
= 3 x 0,75 = 2,25 (Geankopis 6
th
tabel 2.10.1, hal 93)
Gate valve = 2 buah (wide open)
L/D = 9
L = 2 x 9 x 0,052 ft = 0,936 ft
K
f
= 2 x 0,17 = 0,34 (Geankopis 6
th
tabel 2.10.1, hal 93)
Panjang pipa total = 100 + 5,46 + 0,936
= 106,396 ft
K
c
=
1
2
1 55 , 0
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
= 55 , 0
00211 , 0
0
1 55 , 0
K
ex
=
2
2
1
1
A
A
(Geankopis 6
th
tabel 2.10.1, hal 93)
APP D- 88 -
= 1
0
00211 , 0
1
2
gc
v
K K K
D
L
f F
f c x
2
4
2
(Geankopis 6
th
tabel 2.10.1, hal 94)
2 , 32 1 2
) 81 , 0 (
34 , 0 25 , 2 55 , 0 1
) 052 , 0 (
) 396 , 106 (
) 012 , 0 ( 4
2
F
m f
lb ft lb F / 04 , 1
Menentukan tenaga pengerak pompa :
Berdasarkan pers. Bernouli (pers. 2.7.28 Geankoplis 6
th
,pers.2.7.28, hal. 64)
0 ) (
2
1
1 2
1 2
2
1
2
2 s av av
W F
P P
z z g v v
0
2
2
s
W F
P
g
g z
g
v
c c
Direncanakan :
- z = 35ft
- P
= 0
- v = 0,81 ft/dt
- = 1
Maka :
- Ws = 04 , 1
998 , 54
0
2 , 32
) 2 , 32 ( ) 35 (
) 2 , 32 ( ) 1 ( ) 2 (
) 81 , 0 (
2
Ws = 36,1 ft.lbf/lbm
Tenaga penggerak :
WHP =
550
f s
Q W
APP D- 89 -
= hp 006 , 0
550
) 998 , 54 ( ) 0017 , 0 ( ) 1 , 36 (
(effisiensi) motor = 45 % (Peter & Timmerhus, fig. 14.37, hal 520)
BHP = hp
hp WHP
013 , 0
45 , 0
006 , 0
(effisiensi) motor = 80 % (Peter & Timmerhus, fig. 14.37, hal 520)
Daya motor = hp hp
hp BHP
1 02 , 0
80 , 0
013 , 0
Spesifikasi pompa :
Type : Centrifigal Pump
Daya pompa : 1Hp
Bahan konstruksi : Cast Iron
Jumlah : 1 buah
APP E- 1 -
APPENDIKS E
PERHITUNGAN ANALISA EKONOMI
A. Metode Penafsiran Harga
Penafsiran harga peralatan setiap tahun mengalami perubahan sesuai dengan perekonomian
yang ada. Untuk menafsir harga peralatan diperlukan indeks yang dapat digunakan untuk
mengkonversi harga peralatan pada masa lalu, sehingga diperoleh harga alat saat ini, dipakai
persamaan :
C
K
= C
X
x (Peter & Timmerhaus, hal 164)
Dimana :
C
X
= Tafsiran harga alat saat ini
C
K
= Harga tafsiran alat pada tahun k
I
X
= Indeks harga saat ini
I
K
= Indeks harga tahun k
Sedangkan untuk menafsirkan harga alat yang sama dengan kapasitas yang berbeda digunakan
persamaan :
V
A
= V
B
x (Peter & Timmerhaus, hal 169)
Dimana :
V
A
= Harga alat dengan kapasitas A
V
B
= Harga alat dengan kapasitas B
C
A
= Kapasitas alat A
C
B
= Kapasitas alat B
n = Harga komponen alat (Peter & Timmerhaus, hal 170)
APP E- 2 -
Harga peralatan pada Pra Rencana Pabrik Pulp dari Batang Kapas ini didasrkan pada harga alat
yang terdapat pada http//:www.matche.com/EquipCost/html;2006
Tabel E.1 Indeks Harga Alat pada Tahun Sebelum Evaluasi
No Tahun (y) Indeks (x) x
2
x.y
1. 1986 318 101124 631548
2. 1987 324 104976 643788
3. 1988 343 117649 681884
4. 1989 355 126025 706095
5. 1990 356 126736 708440
9940 1696 576510 3371755
Sumber : Peter and Timmerhaus, hal 163, tabel 3
Kenaikan harga tiap tahun merupakan fungsi linier tahun dan indeks harga tahun k merupakan
persamaan garis lurus, maka :
Y = a + bX
Dimana :
- Y = tahun
- X = indeks harga
- a = konstanta
- b = gradien
a =
=
= 1.958,42
b =
=
APP E- 3 -
= 0,087
Kenaikan harga tiap tahun merupakan fungsi linear, tahun dan indeks harga tahun merupakan
persamaan garis lurus, sehingga :
Y = bX + a
Sehingga persamaan harga indeks :
Y = 0,087X + 1958,42
Indeks harga (X) pada tahun 2003 (Y=2003) adalah :
2003 = 0,087X +1958,42
= 512,4
Indeks harga (X) pada tahun 2010 (Y=2010) adalah :
2010 = 0,087X +1958,42
= 592,9
B. Harga Peralatan
Dengan menggunakan rumus-rumus pada metode penafsiran harga, didapatkan harga peralatan
proses seperti terlihat pada tabel E.2 dan harga peralatan utilitas pada tabel E.3.
Contoh perhitungan pada peralatan :
Nama alat : Gudang Batang Kapas
Kapasitas : 4.701,5 m
3
Dari http//:www.matche.com/EquipCost/html diperoleh :
Harga alat tahun 2003 : $ 54800
Sehingga harga gudang batang kapas pada tahun 2010 :
= harga tahun 2003
= 54800
APP E- 4 -
= $ 63409,08
Asumsi : 1$ = Rp 10.000,00
Tabel E.2 : Harga Peralatan Proses
No. Nama Alat kode Harga/unit ($) Jumlah
(unit)
Harga Total
(Rp) 2003 2010
1 Gudang batang kapas F-110 54,800 63409,08 1 634090800
2 Belt conveyor J-111A 5,000 5785,5 1 57855000
3 Cutting Machine C-112 33,000 38184,3 1 381843000
4 Belt conveyor J-111B 6,900 7983,99 1 79839900
5 Tangki NaOH F-116 118,500 137116,35 1 1371163500
6 Srew Conveyor J-117A 6,000 6942,6 1 69426000
7 Bin NaOH F-115B 8,250 9546,075 1 95460750
8 Tangki Na
2
S F-118 105,400 121958,34 1 1219583400
9 Screw Conveyor J-117B 6,000 6942,6 1 69426000
10 Bin Na
2
S F-115 6,700 7752,57 1 77525700
11 Gudang Na
2
CO
3
F-119 59,300 68616,03 1 686160300
12 Srew Conveyor J-117B 6,000 6942,6 1 69426000
13 Bin Na
2
CO
3
F-115D 8,000 9256,8 1 92568000
14 Tangki pencampur M-121 233,825 270558,9075 1 2705589075
15 Heater E-122 6,700 7752,57 1 7752570
16 Tangki penampung Cl
2
F-135 99,500 115131,45 1 1151314500
17 Chipper C-113 93,000 107610,3 1 1076103000
18 Belt conveyor J-111C 5,000 5785,5 1 57855000
19 Bucket elevator J-114 10,800 12496,68 1 124966800
20 Silo chip batang kapas F-115A 3,300 3818,43 1 38184300
21 Digester Q-120 326,700 378024,57 1 3780245700
22 Pompa centrifugal L-123 9,300 10761,03 1 107610300
23 Rotary vacuum washer I H-131 102,200 118255,62 1 1182556200
24 Screw conveyor J-132 6,000 6942,6 1 69426000
25 Bucket elevator J-133 15,200 17587,92 1 175879200
26 Bin pulp F-134 7,600 8793,96 1 87939600
27 Bleaching tank R-130 220,000 254562 1 2545620000
28 Pompa centrifugal L-136 9,300 10761,03 1 107610300
29 Rotary vacuum washer II H-137 102,200 118255,62 1 1182556200
30 Pompa screw L-138 10,850 12554,535 1 125545350
31 Fourdiner X-144 75,300 87129,63 1 871296300
32 Compressor H-141 19,000 21984,9 1 219849000
33 Blower G-142 80,850 93738,9852 1 937389852
34 Heater E-143 6,700 7752,57 1 77525700
35 Roll dyer B-140 10,850 12554,535 1 125545350
36 Storage pulp F-144 50,250 58144,275 1 581442750
TOTAL 22244173400
APP E- 5 -
Tabel E.3. Harga Peralatan Utilitas
No Nama Alat Kode Harga/Unit ($) Jumlah Harga Total
(Rp) 2003 2010
1 Pompa air sungai L-211 4,000.00 4628,4 1 46284000
2 Bak sedimentasi F-212 8,600.00 5322,66 1 53226600
3 Pompa sedimentasi L-213 4,500.00 5206,95 1 52069500
4 Bak skimmer F-214 7,500.00 8678,25 1 86782500
5 Pompa ke clarifier L-215 3,500.00 4049,85 1 40498500
6 Tangki clarifier H-216 22,350.00 25861,185 1 258611850
7 Sand filter F-217 19,200.00 22216,32 1 222163200
8 Bak air bersih F-218 7,200.00 8331,12 1 83311200
9 Pompa demineralizer L-219 3,000.00 3471,3 1 34713000
10 Boiler Q-220 17,000.00 19670,7 1 19670700
11 Anion Exchanger D-210A 1,200.00 1388,52 1 13885200
12 Kation Exchanger D-210B 9,200.00 10645,32 1 106453200
13 Bak air lunak F-221 8,100.00 9372,51 1 93725100
14 Pompa ke bak steam condensat L-222 3,500.00 4049,85 1 40498500
15 Bak steam condensat F-223 9,000.00 10413,9 1 104139000
16 Pompa ke daerator L-224 2,500.00 2892,75 1 28927500
17 Daerator D-225 11,000.00 12728,1 1 127281000
18 Pompa air umpan boiler L-226 3,000.00 3471,3 1 34713000
19 Pompa ke bak air proses L-227 3,000.00 3471,3 1 34713000
20 Bak air proses F-228 8,500.00 9835,35 1 98353500
21 Pompa ke peralatan L-229 4,500.00 5206,95 1 52069500
22 Pompa ke bak klorinasi L-230 5,000.00 5785,5 1 57855000
23 Bak klorinasi F-231 11,850.00 13711,635 1 137116350
24 Pompa ke air sanitasi F-232 3,200.00 3702,72 1 37027200
25 Bak air sanitasi F-233 8,000.00 9256,8 1 92568000
Total 2233692200
Harga peralatan total = Harga peralatan proses + Harga peralatan utilitas
= Rp. (22.244.173.400 + 2.233.692.200)
= Rp. 24.477.865.600
Dengan faktor keamanan (safety factor) sebesar 20%, maka :
Harga peralatan total = 1,2 x Rp. 24.477.865.600
= Rp. 29.373.438.720
APP E- 6 -
C. Biaya Utilitas
a. Listrik
Kebutuhan listrik per jam = 469,47 KWH
Harga listrik per KW = $ 0,05
Biaya listrik per tahun = 469,47 KWH x 24 jam/hari x 330 hari/tahun x $ 0,05
= $ 185.910,12 x Rp. 10.000
= Rp. 1.859.101.200
b. Air
Pamakaian jumlah air sungai = 70.463,472 kg/jam = 70,77 m
3
/jam
Harga air sungai tiap m
3
= $ 0,01
Biaya pemakaian air sungai = 70,77 m
3
/jam x 24 jam/hari x 330 hari/tahun x $ 0,01
= $ 5.604,984
Pemakaian air sungai (excess 20%) = 20 % x 70.463,472 kg/jam
= 14.092,6944 kg/jam
= 14,134 m
3
/jam
Harga air sungai tiap m
3
= $ 0,01
Biaya pemakaian air sungai = 14,134 m
3
/jam x 24 jam/hari x 330 hari/tahun x $ 0,01
= $ 1.119,4128
Biaya pemakaian air per tahun = $ (5.604,984 + 1.119,4128)
= $ 6.724,3968 x Rp.10.000
APP E- 7 -
= Rp. 67.243.968
c. Bahan bakar (diesel oil)
Kebutuhan bahan bakar per jam = 155,12 kg/jam = 55,4 L/jam
Harga bahan bakar per liter = $ 0,45
Biaya bahan bakar per tahun = 55,4 L/jam x 24 jam/hari x 330 hari/tahun x $ 0,45
= $ 197.445,6 x Rp.10.000
= Rp. 1.974.456.000
d. Resin
Kebutuhan resin per jam = 758,108 kg/jam
Harga resin per kg = $ 2
Biaya resin per tahun = 758,108 kg/jam x 24 jam/hari x 330 hari/tahun x $ 2
= $ 12.008.430,72 x Rp.10.000
= Rp. 120.084.307.200
e. Alum
Kebutuhan alum per tahun = 2,12 kg/jam
Harga alum per kg = $ 0,18
Biaya alum per tahun = 2,12 kg/jam x 24 jam/hari x 330 hari/tahun x $ 0,18
= $ 3.022,272 x Rp.10.000
= Rp. 30222720,00
APP E- 8 -
Total biaya utilitas = $ (185.910,12 + 6.724,3968 + 197.445,6 + 12.008.430,72 +
3.022,272)
= $ 12.401.533,11 x Rp.10.000
= Rp. 124.015.331.100
D. Biaya Bahan Baku
a. Batang kapas
Kebutuhan per kg = 8.838,645 kg/jam
Harga per kg = $ 0,04
Biaya per tahun = 8.838,645 kg/jam x 24 jam/hari x 330 hari/tahun x $ 0,04
= $ 2.800.082,736 Rp.10.000
= Rp. 28.000.827.360
b. Sodium Hydroxide (NaOH)
Kebutuhan per kg = 2.589,723 kg/jam
Harga per kg = $ 0,29
Biaya per tahun = 2.589,723 kg/jam x 24 jam/hari x 330 hari/tahun x $ 0,29
= $ 5.948.075,786 x Rp.10.000
= Rp. 59.480.757.860
c. Sodium sulfate (Na
2
S)
Kebutuhan per kg = 1.197,636 kg/jam
Harga per jam = $ 0,25
APP E- 9 -
Biaya per tahun = 1.197,636 kg/jam x 24 jam/hari x 330 hari/tahun x $ 0,25
= $ 2.371.319,28 x Rp.10.000
= Rp. 23.713.192.800
d. Sodium Carbonate (Na
2
CO
3
)
Kebutuhan per kg = 631,963 kg/jam
Harga per kg = $ 0,4
Biaya per tahun = 631,963 kg/jam x 24 jam/hari x 330 hari/tahun x $ 0,4
= $ 2.002.058,7840 x Rp.10.000
= Rp. 20.020.587.840
e. Chlorine (Cl
2
)
Kebutuhan per kg = 0,03 kg/jam
Harga per kg = $ 2,2
Biaya per tahun = 0,03 kg/jam x 24 jam/hari x 330 hari/tahun x $ 2,2
= $ 522,720 Rp.10.000
= Rp. 5227200
Total biaya bahan baku = $ (2.800.082,736 + 5.948.075,786 + 2.371.319,280
+ 2.002.058,784 + 522,720)
= $ 13.122.059,306 x Rp.10.000
= Rp. 131.220.593.060
E. Biaya Pengemasan
Produksi = 1.262,6262 kg/jam = 10.000.000 kg/tahun = 10.000 ton/tahun
Produk dikemas dalam roll dengan kapsitas 50 kg, dengan harga tiap kemasan $ 0,73
APP E- 10 -
Jumlah kemasan per tahun =
= 200.000 buah
Biaya pengemasan per tahun = 200.000 buah x $ 0,73 = $ 511.000
F. Gaji Pegawai
Tabel E.4. Daftar Upah (Gaji) Pegawai
No Jabatan Jumlah
(orang)
Gaji
(Rp/orang)
Total (Rp)
1 Dewan komisaris 5 5.000.000 25.000.000
2 Direktur utama 1 20.000.000 20.000.000
3 Kepala LITBANG (R&D) 1 5.000.000 5.000.000
4 Karyawan LITBANG (R&D) 2 1.500.000 3.000.000
5 Direktur teknik dan produksi 1 9.000.000 9.000.000
6 Direktur keuangan dana administrasi 1 9.000.000 9.000.000
7 Sekretaris 2 1.250.000 2.500.000
8 Kepala bagian teknik 1 5.000.000 5.000.000
9 Kepala devisi bengkel dan perawatan 1 2.500.000 2.500.000
10 Staff bengkel dan perawatan 6 1.100.000 6.600.000
11 Kepala divisi utilitas 1 2.500.000 2.500.000
12 Staff divisi utilitas 2 1.250.000 2.500.000
13 Karyawan utilitas 3 1.000.000 3.000.000
APP E- 11 -
14 Kepala bagian produksi 1 5.000.000 5.000.000
15 Kepala divisi mutu dan lab 1 2.500.000 2.500.000
16 Karyawan mutu dan lab 3 1.500.000 4.500.000
17 Kepala divisi pengendalian proses 1 2.500.000 2.500.000
18 Staff pengendalian proses 5 1.000.000 5.000.000
19 Kepala divisi produksi 1 2.500.000 2.500.000
20 Staff produksi 4 1.250.000 5.000.000
21 Karyawan produksi 116 1.000.000 116.000.000
22 Kepala divisi gudang 1 2.000.000 2.000.000
23 Staff divisi gudang 2 1.250.000 2.500.000
24 Karyawan gudang 3 1.000.000 3.000.000
25 Kepala bagian pemasaran 1 5.000.000 5.000.000
26 Kepala devisi market dan riset 1 2.500.000 2.500.000
27 Staff market dan riset 2 1.000.000 2.000.000
28 Kepala divisi penjualan 1 2.500.000 2.500.000
29 Staff penjualan 5 1.250.000 6.250.000
30 Kepala divisi promosi & periklanan 1 2.250.000 2.500.000
31 Staff promosi & periklanan 3 1.000.000 3.000.000
32 Kepala bagian keuangan 1 5.000.000 5.000.000
33 Kepala divisi pembukuan & keuangan 1 2.500.000 2.500.000
34 Staff pembukuan & keuangan 2 1.000.000 2.000.000
35 Kepala divisi penyediaan & pembelian 1 2.500.000 2.500.000
36 Staff penyediaan & pembelian 3 1.000.000 3.000.000
37 Kepala bagian sumber daya manusia 1 5.000.000 5.000.000
38 Kepala divisi transportasi 1 2.000.000 2.000.000
39 Staff transportasi 2 1.000.000 2.000.000
40 Sopir 3 800.000 2.400.000
41 Kepala divisi ketenagakerjaan 1 2.500.000 2.500.000
42 Staff ketenagakerjaan 2 1.000.000 2.000.000
43 Kepala divisi personalia 1 2.500.000 2.500.000
APP E- 12 -
44 Staff personalia 2 1.100.000 2.200.000
45 Kepala bagian umum 1 5.000.000 5.000.000
46 Kepala divisi HUMAS 1 2.500.000 2.500.000
47 Staff HUMAS 3 1.250.000 3.750.000
48 Kepala divisi keamanan 1 1.750.000 1.750.000
49 Staff keamanan 10 800.000 8.000.000
50 Kepala divisi kebersihan 1 1.750.000 1.750.000
51 Staff kebersihan 10 800.000 8.000.000
Jumlah 227 331.200.000
Total Gaji per Tahun = Rp. 331.200.000 x 12 bulan/tahun = Rp. 3.974.400.000
G. Perhitungan Harga Produk
Produksi Pulp dari Batang Kapas per jam = 1.262,6262 kg/jam
Harga Pulp dari Batang Kapas per kg = $ 3,1
Penjualan Pulp dari Batang Kapas per tahun
= 1.262,6262 kg/jam x 24 jam/hari x 330 hari/tahun x $ 3,1
= $ 30.999.998,46 x Rp.10.000
= Rp. 309.999.984.600
Anda mungkin juga menyukai
- RANCANGAN PABRIK BIO OILDokumen256 halamanRANCANGAN PABRIK BIO OILdhika100% (1)
- Kajian Delignifikasi Pulp Terhadap Clo2Dokumen69 halamanKajian Delignifikasi Pulp Terhadap Clo2Zahrana BintangBelum ada peringkat
- Laporan Praktek Kerja - Annisa Puji L - I0514008 - Teknik KimiaDokumen143 halamanLaporan Praktek Kerja - Annisa Puji L - I0514008 - Teknik Kimiaannisa pl100% (2)
- Pra Rencana Pabrik Etanol Dari Ubi Kayu Dengan Proses Fermentasi Kapasitas 20000 TontahunDokumen360 halamanPra Rencana Pabrik Etanol Dari Ubi Kayu Dengan Proses Fermentasi Kapasitas 20000 TontahunCristiano Hamdiansyah Sempadian100% (13)
- Tugas Khusus KP (Eveluasi Absorber)Dokumen12 halamanTugas Khusus KP (Eveluasi Absorber)by_erdy6302100% (3)
- Heat ExchangerDokumen19 halamanHeat ExchangerHalimaSiregarBelum ada peringkat
- Steam Economy Pada Vacuum EvaporatorDokumen86 halamanSteam Economy Pada Vacuum Evaporatorbangkit swadiBelum ada peringkat
- Diktat Otk 2Dokumen143 halamanDiktat Otk 2nie-chub100% (1)
- Perhitungan Neraca Massa Raw MillDokumen9 halamanPerhitungan Neraca Massa Raw MillDella Fajar PBelum ada peringkat
- Delignifikasi OksigenDokumen2 halamanDelignifikasi OksigenAkhmadMuzaki100% (1)
- Laporan KP Nisa Syahri PDFDokumen87 halamanLaporan KP Nisa Syahri PDFNida Rizkiyah75% (4)
- 0e105f8ec5146f9737d0ea5f79ad4868(1)Dokumen258 halaman0e105f8ec5146f9737d0ea5f79ad4868(1)Bryant CoolBelum ada peringkat
- Laporan KP Nida RR BenarDokumen63 halamanLaporan KP Nida RR BenarMuhammad Rizky100% (1)
- KP Teknik Kimia Candal Dept. 3 A Evaluasi Triple Effect Evaporator UNDIPDokumen128 halamanKP Teknik Kimia Candal Dept. 3 A Evaluasi Triple Effect Evaporator UNDIPMuhammad Ridwan TanjungBelum ada peringkat
- Neraca Massa Dan Panas Asam SulfatDokumen24 halamanNeraca Massa Dan Panas Asam Sulfatdininovilasari0% (2)
- BAB III Neraca MassaDokumen4 halamanBAB III Neraca MassaDeni Eka SobirinBelum ada peringkat
- Laporan Kerja Praktek - Rayhan Hafidz I. - Teknik Kimia UI Petrokimia Gresik Departemen PPE 2016Dokumen126 halamanLaporan Kerja Praktek - Rayhan Hafidz I. - Teknik Kimia UI Petrokimia Gresik Departemen PPE 2016Rayhan Hafidz100% (12)
- Uraian Proses AmmoniaDokumen16 halamanUraian Proses AmmoniaIlman Tafdhila100% (2)
- #21 Lampiran A Perhitungan Neraca Massa PDFDokumen13 halaman#21 Lampiran A Perhitungan Neraca Massa PDFFebi Delfi SeptianBelum ada peringkat
- Kelompok 6 - Soal 12.3 Buku KernDokumen38 halamanKelompok 6 - Soal 12.3 Buku Kernkhusnul fajarBelum ada peringkat
- OPTIMALKAN FILTRASIDokumen2 halamanOPTIMALKAN FILTRASIAmildha FurqonBelum ada peringkat
- OPTIMIZED SPRAY DRYERDokumen6 halamanOPTIMIZED SPRAY DRYERmarthen togarBelum ada peringkat
- Laporan KP Furnace CDII UNSRIDokumen136 halamanLaporan KP Furnace CDII UNSRInuraldylaaaBelum ada peringkat
- NPK II Neraca MassaDokumen15 halamanNPK II Neraca MassaKukuh Satrio JatiBelum ada peringkat
- Metodologi Penelitian Teknik KimiaDokumen14 halamanMetodologi Penelitian Teknik KimiaFaris NaufalBelum ada peringkat
- BATCH REAKTOR OPTIMALDokumen43 halamanBATCH REAKTOR OPTIMALRetno Elakadesci100% (1)
- Diktat Neraca Massa Dan Energi (Mantappp)Dokumen41 halamanDiktat Neraca Massa Dan Energi (Mantappp)juang_ariando90% (10)
- Pra Perancangan Pabrik Propylene Glycol Dengan Bahan Baku Gliserol PDFDokumen64 halamanPra Perancangan Pabrik Propylene Glycol Dengan Bahan Baku Gliserol PDFrizal yahdyBelum ada peringkat
- Makalah Packed Tower Yang BaruDokumen18 halamanMakalah Packed Tower Yang BaruAgung YunizarBelum ada peringkat
- Proses Pembuatan PULPDokumen15 halamanProses Pembuatan PULPAmiruddin KubikBelum ada peringkat
- Scale up metode konvensional fermentasiDokumen18 halamanScale up metode konvensional fermentasiMuhammad Alfikri RidhatullahBelum ada peringkat
- Pabrik Carboxymethyl CelluloseDokumen24 halamanPabrik Carboxymethyl Cellulosefarischanufa100% (2)
- Makalah Industri Pulp & KertasDokumen26 halamanMakalah Industri Pulp & KertasStephen Utomo80% (5)
- Prarancangan Pabrik Dioctyl Phthalate Dari Phthalic Anhydride Dan 2-Ethyl HexanolDokumen192 halamanPrarancangan Pabrik Dioctyl Phthalate Dari Phthalic Anhydride Dan 2-Ethyl HexanolTommy Indra KBelum ada peringkat
- Laporan Praktek Kerja LapanganDokumen69 halamanLaporan Praktek Kerja Lapanganindry nikitasaryBelum ada peringkat
- Praktikum Drying Teknik Kimia UNDIPDokumen47 halamanPraktikum Drying Teknik Kimia UNDIPAbdulWasiBelum ada peringkat
- PengKevakPenguapWBLVEDokumen77 halamanPengKevakPenguapWBLVEKayu SiwakBelum ada peringkat
- Laporan ButadieneDokumen151 halamanLaporan ButadieneAnindyaayyu NirmalasiwiBelum ada peringkat
- DIGESTER KAYUDokumen4 halamanDIGESTER KAYUIzza Cahya Kamila100% (2)
- Proses Produksi Unit UreaDokumen22 halamanProses Produksi Unit UreaRizkia SabatiniBelum ada peringkat
- Operasi Furnace Pada ADUDokumen28 halamanOperasi Furnace Pada ADUGerald RahanraBelum ada peringkat
- Tugas ATK (14,27,25,44,11,24,19)Dokumen25 halamanTugas ATK (14,27,25,44,11,24,19)Fitri Hardianti Dhitriyandra50% (2)
- Reaktor Fixed Bed XDokumen38 halamanReaktor Fixed Bed XRetno Elakadesci50% (2)
- PABRIK KIMIADokumen4 halamanPABRIK KIMIAAllif RahmanBelum ada peringkat
- Laporan Praktikum Proses Teknik Kimia Ii Absorpsi Co2 Dengan AirDokumen26 halamanLaporan Praktikum Proses Teknik Kimia Ii Absorpsi Co2 Dengan AirThahtia RahmaBelum ada peringkat
- Neraca Massa ReaksiDokumen4 halamanNeraca Massa ReaksiJeweeeBelum ada peringkat
- PTPG SejarahDokumen64 halamanPTPG SejarahErikBelum ada peringkat
- DIFUSI KIMIADokumen10 halamanDIFUSI KIMIAhendri setiawanBelum ada peringkat
- Pra Rencana Pabrik Metana (Ch4) Dari Kotoran SapiDokumen531 halamanPra Rencana Pabrik Metana (Ch4) Dari Kotoran SapiCristiano Hamdiansyah Sempadian100% (4)
- Proposal KP FixDokumen10 halamanProposal KP FixSerly AnggrainiBelum ada peringkat
- Pra Rencana Pabrik m95 Dari Minyak Jarak Dengan Proses TransterifikasiDokumen403 halamanPra Rencana Pabrik m95 Dari Minyak Jarak Dengan Proses TransterifikasiCristiano Hamdiansyah SempadianBelum ada peringkat
- OPTIMASI PABRIK KELAPA SAWITDokumen236 halamanOPTIMASI PABRIK KELAPA SAWITBimmo Dwi HartonoBelum ada peringkat
- Pra Rancangan Pabrik Nitrobenzen dari Nitrasi Benzen dan Asam Campuran dengan Kapasitas 14.000 Ton/TahunDokumen180 halamanPra Rancangan Pabrik Nitrobenzen dari Nitrasi Benzen dan Asam Campuran dengan Kapasitas 14.000 Ton/TahunFrancis AmoreauxBelum ada peringkat
- Thesis Tentang Cangkang Kerang 4Dokumen152 halamanThesis Tentang Cangkang Kerang 4Cie DwikBelum ada peringkat
- PKM-GT-10-UNAIR-Ni Made-Pengembangan Tanaman BangkongDokumen15 halamanPKM-GT-10-UNAIR-Ni Made-Pengembangan Tanaman BangkongGusti Bagus RayBelum ada peringkat
- Karbon Aktif dari Kulit Salak dengan CO2 dan MicrowaveDokumen68 halamanKarbon Aktif dari Kulit Salak dengan CO2 dan MicrowaveSagit 95Belum ada peringkat
- Naskah Skripsi Fix - Septia - ZienmyDokumen155 halamanNaskah Skripsi Fix - Septia - ZienmySalsa BellaBelum ada peringkat
- Bahasa Inggris Sistem 52M Volume 1Dari EverandBahasa Inggris Sistem 52M Volume 1Penilaian: 3.5 dari 5 bintang3.5/5 (39)
- Bahasa Inggris Sistem 52M Volume 3Dari EverandBahasa Inggris Sistem 52M Volume 3Penilaian: 3 dari 5 bintang3/5 (3)
- ManajemenDokumen22 halamanManajemenCristiano Hamdiansyah SempadianBelum ada peringkat
- Pembuatan Etanol Dari Kulit NenasDokumen17 halamanPembuatan Etanol Dari Kulit NenasCristiano Hamdiansyah SempadianBelum ada peringkat
- Pra Rencana Pabrik Kalsium Klorida Dihidrat Dari Limestone Dan Asam Klorida Dengan Proses Netralisasi Kapasitas 70.000 TontahunDokumen577 halamanPra Rencana Pabrik Kalsium Klorida Dihidrat Dari Limestone Dan Asam Klorida Dengan Proses Netralisasi Kapasitas 70.000 TontahunCristiano Hamdiansyah Sempadian100% (13)
- Pra Rencana Pabrik Karbon Aktif Dari Tempurung Kelapa (Berkapasitas 2000 Tontahun)Dokumen226 halamanPra Rencana Pabrik Karbon Aktif Dari Tempurung Kelapa (Berkapasitas 2000 Tontahun)Cristiano Hamdiansyah Sempadian94% (16)
- Pra Rencana Pabrik Karbon Aktif Dari Tempurung KelapaDokumen223 halamanPra Rencana Pabrik Karbon Aktif Dari Tempurung KelapaCristiano Hamdiansyah Sempadian93% (30)
- Analisis Pengaruh Manajemen Laba Terhadap Return Saham Pada PerusahaanDokumen91 halamanAnalisis Pengaruh Manajemen Laba Terhadap Return Saham Pada PerusahaanCristiano Hamdiansyah Sempadian100% (2)
- Tugas Akuntansi 2 IswanDokumen1 halamanTugas Akuntansi 2 IswanCristiano Hamdiansyah SempadianBelum ada peringkat
- Pembuatan Biogas Dari Limbah TahuDokumen4 halamanPembuatan Biogas Dari Limbah TahuCristiano Hamdiansyah SempadianBelum ada peringkat
- p.4 Laporan Praktikum Kimia Analisis Pemilihan Konsentrasi Yang Memenuhi Hukum Lambert BeerDokumen17 halamanp.4 Laporan Praktikum Kimia Analisis Pemilihan Konsentrasi Yang Memenuhi Hukum Lambert BeerCristiano Hamdiansyah SempadianBelum ada peringkat
- Pra Rencana Pabrik Garam Industri Dari Bahan Baku Garam Rakyat Dengan Proses PencucianDokumen384 halamanPra Rencana Pabrik Garam Industri Dari Bahan Baku Garam Rakyat Dengan Proses PencucianCristiano Hamdiansyah Sempadian100% (46)
- Pra Rencana Pabrik Biodiesel Dari Minyak Jarak Dengan Proses TransesterifikasiDokumen471 halamanPra Rencana Pabrik Biodiesel Dari Minyak Jarak Dengan Proses TransesterifikasiCristiano Hamdiansyah Sempadian100% (1)
- p.5 Laporan Praktikum Kimia Analisis Analisis Gravimetri Penentuan Kadar Barium Dalam Larutan Barium KloridaDokumen23 halamanp.5 Laporan Praktikum Kimia Analisis Analisis Gravimetri Penentuan Kadar Barium Dalam Larutan Barium KloridaCristiano Hamdiansyah Sempadian83% (6)
- Pra Rencana Pabrik Etanol Dari Ubi Kayu Dengan Proses FermentasiDokumen375 halamanPra Rencana Pabrik Etanol Dari Ubi Kayu Dengan Proses FermentasiCristiano Hamdiansyah SempadianBelum ada peringkat
- p.6 Laporan Praktikum Kimia Analisis Ekstraksi LarutanDokumen24 halamanp.6 Laporan Praktikum Kimia Analisis Ekstraksi LarutanCristiano Hamdiansyah SempadianBelum ada peringkat
- Pra Rencana Pabrik Butanol Dari Butiraldehida Dan Hidrogen Dengan Proses Hidrogenasi Dengan Kapasitas 36.000 Ton TahunDokumen421 halamanPra Rencana Pabrik Butanol Dari Butiraldehida Dan Hidrogen Dengan Proses Hidrogenasi Dengan Kapasitas 36.000 Ton TahunCristiano Hamdiansyah Sempadian100% (1)
- Pra Perancangan Pabrik MBK (Metal Isobutil Keton) Dari Bahan Aseton Dengan Proses Hidrogenasi Kapasitas 24.000tontahunDokumen768 halamanPra Perancangan Pabrik MBK (Metal Isobutil Keton) Dari Bahan Aseton Dengan Proses Hidrogenasi Kapasitas 24.000tontahunCristiano Hamdiansyah Sempadian100% (1)
- Pra Rencana Pabrik m95 Dari Minyak Jarak Dengan Proses TransterifikasiDokumen403 halamanPra Rencana Pabrik m95 Dari Minyak Jarak Dengan Proses TransterifikasiCristiano Hamdiansyah SempadianBelum ada peringkat
- Makam Syekh Yusuf Di Madura Sejarah Lisan Dan Persepsi Masyarakat TalangoDokumen102 halamanMakam Syekh Yusuf Di Madura Sejarah Lisan Dan Persepsi Masyarakat TalangoCristiano Hamdiansyah SempadianBelum ada peringkat
- Pra Rencana Pabrik Asam Benzoat Dari Toluen Dan Khlorin Dengan ProsesDokumen532 halamanPra Rencana Pabrik Asam Benzoat Dari Toluen Dan Khlorin Dengan ProsesCristiano Hamdiansyah Sempadian100% (3)
- Pra Rencana Pabrik Bubuk Detergen Dari Dedozyl Benzena (DDB) Dan Oleum Dengan Proses SulfonasiDokumen495 halamanPra Rencana Pabrik Bubuk Detergen Dari Dedozyl Benzena (DDB) Dan Oleum Dengan Proses SulfonasiCristiano Hamdiansyah Sempadian100% (2)
- Pra Rencana Pabrik Asam Benzoat Dari Toluen Dan Khlorin Dengan ProsesDokumen532 halamanPra Rencana Pabrik Asam Benzoat Dari Toluen Dan Khlorin Dengan ProsesCristiano Hamdiansyah Sempadian100% (3)
- Pra Rencana Pabrik Methanol Dari Sampah Kapasitas 15.000 TontahunDokumen429 halamanPra Rencana Pabrik Methanol Dari Sampah Kapasitas 15.000 TontahunCristiano Hamdiansyah Sempadian100% (3)
- Minyak Lemak1Dokumen6 halamanMinyak Lemak1vanie ayu rizaBelum ada peringkat
- Laporan Praktikum Kimia Analisis Pembakuan Naoh 1nDokumen27 halamanLaporan Praktikum Kimia Analisis Pembakuan Naoh 1nCristiano Hamdiansyah Sempadian33% (6)
- Pengaruh Motivasi Dan Kemampuan Manajerial Terhadap Kinerja Usaha Pedagang Kaki Lima Menetap (Suatu Survai Pada Pusat Perdagangan Dan Wisata Di Kota Surakarta)Dokumen8 halamanPengaruh Motivasi Dan Kemampuan Manajerial Terhadap Kinerja Usaha Pedagang Kaki Lima Menetap (Suatu Survai Pada Pusat Perdagangan Dan Wisata Di Kota Surakarta)Cristiano Hamdiansyah SempadianBelum ada peringkat
- Pra Rencana Pabrik Margarin Dari Minyak Ikan SardenDokumen499 halamanPra Rencana Pabrik Margarin Dari Minyak Ikan SardenCristiano Hamdiansyah SempadianBelum ada peringkat
- Pra Rencana Pabrik Metana (Ch4) Dari Kotoran SapiDokumen531 halamanPra Rencana Pabrik Metana (Ch4) Dari Kotoran SapiCristiano Hamdiansyah Sempadian100% (4)
- Skripsi Pengaruh Tingkat Suku Bunga Dan Kinerja Keuangan Terhadap Harga Saham Bank Umum Pemerintah Yang Terdaftar Di Bursa Efek IndonesiaDokumen78 halamanSkripsi Pengaruh Tingkat Suku Bunga Dan Kinerja Keuangan Terhadap Harga Saham Bank Umum Pemerintah Yang Terdaftar Di Bursa Efek IndonesiaCristiano Hamdiansyah Sempadian67% (6)