Anda mungkin juga menyukai
- Proses Pembuatan Botol PlastikDokumen8 halamanProses Pembuatan Botol PlastikekoBelum ada peringkat
- Proses Manufaktur PlastikDokumen11 halamanProses Manufaktur PlastikErin TheonlyoneBelum ada peringkat
- Laporan Injeksi MoldingDokumen17 halamanLaporan Injeksi Moldingwahyu gusti ningsihBelum ada peringkat
- Proses Pembuatan BotolDokumen8 halamanProses Pembuatan BotolWayz Cah Lunggupz100% (1)
- Proses Pembuatan Biji PlastikDokumen8 halamanProses Pembuatan Biji PlastikridwanBelum ada peringkat
- Proses Manufaktur PlastikDokumen22 halamanProses Manufaktur PlastikDimasAriYogaBelum ada peringkat
- Bab 1-3Dokumen38 halamanBab 1-3RiskaBelum ada peringkat
- Kelompok11 Keselamatan Kerja Pesawat AsetilenDokumen14 halamanKelompok11 Keselamatan Kerja Pesawat AsetilenDwi Hanjaya Z100% (2)
- Laporan Magang PPICDokumen40 halamanLaporan Magang PPICVina Muafillah07100% (1)
- Modul 3 Kelompok 10 Praktikum Proses ManufakturDokumen32 halamanModul 3 Kelompok 10 Praktikum Proses ManufakturAlifahDianRahmaniaBelum ada peringkat
- Laporan PKL Surya-Rev1Dokumen112 halamanLaporan PKL Surya-Rev1ANZWAYNEBelum ada peringkat
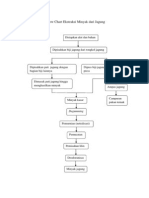
- Diagram Alir Ektraksi Minyak Dari JagungDokumen1 halamanDiagram Alir Ektraksi Minyak Dari JagungIca LubisBelum ada peringkat
- Laporan KPDokumen39 halamanLaporan KPAbdul Azis MaulanaBelum ada peringkat
- KASUS KEBAKARAN PABRIK KOREK API Dan ANALISIS K3Dokumen3 halamanKASUS KEBAKARAN PABRIK KOREK API Dan ANALISIS K3Savvana PutriBelum ada peringkat
- Makalah Seminar Mo BaruDokumen47 halamanMakalah Seminar Mo BaruTrie HermawanBelum ada peringkat
- Materi 2-DDNDokumen10 halamanMateri 2-DDNdiyahdn0% (1)
- Paper Dashboard MobilDokumen6 halamanPaper Dashboard MobilAdila AfifaBelum ada peringkat
- Sejarah ManufakturDokumen9 halamanSejarah ManufakturJoko Sukariono0% (1)
- Kasus Kecelakaan Kerja Di PT Semen Indonesia Tewaskan Satu PekerjaDokumen4 halamanKasus Kecelakaan Kerja Di PT Semen Indonesia Tewaskan Satu PekerjaEka andrianiBelum ada peringkat
- Laporan KP 2 - Habib Susilo - 21090118140108 - PT - Nov ProfabDokumen39 halamanLaporan KP 2 - Habib Susilo - 21090118140108 - PT - Nov ProfabHabib SusiloBelum ada peringkat
- Injection Molding Dan Jenis-Jenis PlastikDokumen9 halamanInjection Molding Dan Jenis-Jenis PlastikHisyam AkmalBelum ada peringkat
- 7 B W SVII Cellular Manufacturing FMS FMC Dan CIM R01Dokumen30 halaman7 B W SVII Cellular Manufacturing FMS FMC Dan CIM R01Eki Moh YunusBelum ada peringkat
- LAPORAN RESMI Injectons MoldingDokumen13 halamanLAPORAN RESMI Injectons MoldingCharis Arif100% (1)
- Proses Pembuatan GalonDokumen5 halamanProses Pembuatan GalonAndre Pratama100% (1)
- Slide II Metalurgi Fisik IIDokumen50 halamanSlide II Metalurgi Fisik IIAngin LautBelum ada peringkat
- Perancangan Tata Letak Fasilitas Modul 6 TemplateDokumen6 halamanPerancangan Tata Letak Fasilitas Modul 6 TemplateNisa AgniaBelum ada peringkat
- Laporan Praktikum Kerja LapanganDokumen53 halamanLaporan Praktikum Kerja LapanganYulia HanisaBelum ada peringkat
- LAPORAN PKL PT ASIA PASIFIC FIBER (Batur)Dokumen132 halamanLAPORAN PKL PT ASIA PASIFIC FIBER (Batur)Reza Saiful100% (1)
- Ergo Perakitan PenaDokumen2 halamanErgo Perakitan PenaRicky S100% (2)
- Laporan Tugas Akhir / Capstone DesignDokumen50 halamanLaporan Tugas Akhir / Capstone Designdimas alamsyahBelum ada peringkat
- Jurnal Sistem Lingkungan IndustriDokumen5 halamanJurnal Sistem Lingkungan IndustriRiskiBelum ada peringkat
- Makalah Industri Pulp & KertasDokumen26 halamanMakalah Industri Pulp & KertasStephen Utomo80% (5)
- Alvin Noor Fitrian - Penentuan Jumlah Mesin Pabrik Tas Menggunakan Routing Sheet Dan Multi Product Process ChartDokumen5 halamanAlvin Noor Fitrian - Penentuan Jumlah Mesin Pabrik Tas Menggunakan Routing Sheet Dan Multi Product Process ChartDzurrotul FikriyahBelum ada peringkat
- MAKALAH Material HandlingDokumen16 halamanMAKALAH Material Handlingivan joanaputra67% (3)
- Laporan Palu BesiDokumen14 halamanLaporan Palu BesiOpian Gutama0% (1)
- Contoh LaporanDokumen46 halamanContoh LaporanNur FauziBelum ada peringkat
- Pertemuan 2 Bahan Logam, Non Logam Dan Sintetis (Lanjutan)Dokumen2 halamanPertemuan 2 Bahan Logam, Non Logam Dan Sintetis (Lanjutan)Boy Susilo Pratomo100% (1)
- Alat Pengendali IndustriDokumen4 halamanAlat Pengendali IndustriMeziMediawan100% (1)
- Blow MoldingDokumen12 halamanBlow Moldingarissamdy100% (2)
- Bab IiiDokumen38 halamanBab IiiAzies Saputra100% (2)
- Penjadwalan N Job M Mesin Dalam Proses Pembuatan Produk As Mesin Jahit Dan Baut Bearing Di Pt. Sinar Sakti Matra Nusantara BandungDokumen116 halamanPenjadwalan N Job M Mesin Dalam Proses Pembuatan Produk As Mesin Jahit Dan Baut Bearing Di Pt. Sinar Sakti Matra Nusantara BandungKARYAGATA MANDIRI100% (9)
- BAB II KPDokumen6 halamanBAB II KPRegina Prisella Anastasya Tambunan100% (1)
- Proposal KPDokumen15 halamanProposal KPCahya Putra SadewaBelum ada peringkat
- Makalah Pelapisan LogamDokumen7 halamanMakalah Pelapisan LogamDannys Fruds100% (2)
- Manufaktur Pressure Cooker (Panci Presto)Dokumen14 halamanManufaktur Pressure Cooker (Panci Presto)Rizki FebriyantoBelum ada peringkat
- Grinding Adalah Proses Pengurangan Ukuran Partikel Bahan Dari Bentuk Kasar Menjadi Ukuran Yang Lebih Halus Untuk Menyempurnakan Proses Mixing Yaitu Hasil Pencampuran Yang Merata Dan Menghindari Segregasi PartikelDokumen4 halamanGrinding Adalah Proses Pengurangan Ukuran Partikel Bahan Dari Bentuk Kasar Menjadi Ukuran Yang Lebih Halus Untuk Menyempurnakan Proses Mixing Yaitu Hasil Pencampuran Yang Merata Dan Menghindari Segregasi PartikelYusran Geo100% (1)
- 2 Makalah Iso Green ManufacturingDokumen10 halaman2 Makalah Iso Green ManufacturingLee Haechan EchanBelum ada peringkat
- EkstrusiDokumen9 halamanEkstrusiペブリヤナ サンディBelum ada peringkat
- PRINTanalisis Human Error Pemicu Kebakaran Pabrik SwallowDokumen10 halamanPRINTanalisis Human Error Pemicu Kebakaran Pabrik SwallowRizka Isti QomaryaBelum ada peringkat
- E-Book Tata Letak Fasilitas Produksi Untuk Meningkatkan Efisiensi PDFDokumen27 halamanE-Book Tata Letak Fasilitas Produksi Untuk Meningkatkan Efisiensi PDFAlfan Maulana100% (1)
- Laporan Kegiatan Praktek Kerja Industri PitriDokumen67 halamanLaporan Kegiatan Praktek Kerja Industri PitriYusufWiwahaBelum ada peringkat
- Mesin Dan Peralatan CTCDokumen16 halamanMesin Dan Peralatan CTCAgung PrasetiaOne50% (2)
- Industri PolipropilenaDokumen25 halamanIndustri PolipropilenaImamRN0% (1)
- Bahan Sintesis (Pengetahuan Bahan)Dokumen20 halamanBahan Sintesis (Pengetahuan Bahan)saut0% (2)
- Laporan KPDokumen66 halamanLaporan KPAgus Silaban50% (2)
- Macam Jenis PlastikDokumen4 halamanMacam Jenis Plastikhidayat dayatBelum ada peringkat
- Manajemen Sistem ManufakturDokumen18 halamanManajemen Sistem ManufakturHakiIsmailBelum ada peringkat
- Teknologi PolimerDokumen13 halamanTeknologi Polimertiara maheswariBelum ada peringkat
- Blow MouldingDokumen11 halamanBlow MouldingDian Riana MustafaBelum ada peringkat
- KELOMPOK-2 Dies Dan MoldDokumen5 halamanKELOMPOK-2 Dies Dan MoldDwikingBelum ada peringkat
- Unit 8Dokumen85 halamanUnit 8Nur SyamimiBelum ada peringkat
- PKM AiDokumen22 halamanPKM AiDino SaurusBelum ada peringkat
- PKMKT Didanai 2012Dokumen25 halamanPKMKT Didanai 2012Ali Abdurrahman SungkarBelum ada peringkat
- Pembuatan Botol PlastikDokumen8 halamanPembuatan Botol PlastikDino Saurus100% (1)
- PKMKT Didanai 2012Dokumen25 halamanPKMKT Didanai 2012Ali Abdurrahman SungkarBelum ada peringkat
- Unit 8Dokumen85 halamanUnit 8Nur SyamimiBelum ada peringkat
- DedodpottttDokumen3 halamanDedodpottttDino SaurusBelum ada peringkat
- Unit 8Dokumen85 halamanUnit 8Nur SyamimiBelum ada peringkat
- PKM Ai 5Dokumen11 halamanPKM Ai 5Dino SaurusBelum ada peringkat
- PKM Ai 5Dokumen11 halamanPKM Ai 5Dino SaurusBelum ada peringkat
- Contoh PKM GT 2Dokumen18 halamanContoh PKM GT 2Desta TansyaBelum ada peringkat
- Cara Mengisi Dan Uplod Data Laporan Kemajuan Catatan Harian PKM 5 Bidang 2013Dokumen14 halamanCara Mengisi Dan Uplod Data Laporan Kemajuan Catatan Harian PKM 5 Bidang 2013Taufik InsaniBelum ada peringkat
- 4.4.4. UNDIP-Rosa-Pengaruh Pemberian MinumanDokumen10 halaman4.4.4. UNDIP-Rosa-Pengaruh Pemberian MinumanApsari Puspita AiniBelum ada peringkat
- Contoh Pkm-Ai 3Dokumen13 halamanContoh Pkm-Ai 3Dino SaurusBelum ada peringkat
- 4.4.4. UNDIP-Rosa-Pengaruh Pemberian MinumanDokumen10 halaman4.4.4. UNDIP-Rosa-Pengaruh Pemberian MinumanApsari Puspita AiniBelum ada peringkat
- Contoh Pkm-Ai 2Dokumen14 halamanContoh Pkm-Ai 2Dino SaurusBelum ada peringkat
- Sistem Kendali Mesin Cuci Otomatis Dengan Fuzzy Logic ControllerDokumen3 halamanSistem Kendali Mesin Cuci Otomatis Dengan Fuzzy Logic ControllerDino SaurusBelum ada peringkat
- Penggunaan Komputer Sebagai Media PembelajaranDokumen8 halamanPenggunaan Komputer Sebagai Media PembelajaranDino SaurusBelum ada peringkat
- Anita HidayatiDokumen12 halamanAnita HidayatiDino SaurusBelum ada peringkat
- Buku Termodinamika PDFDokumen152 halamanBuku Termodinamika PDFsabirinnazri82% (17)
- Departemen Riset R'NB ProductionDokumen12 halamanDepartemen Riset R'NB ProductionDino SaurusBelum ada peringkat
- Anita HidayatiDokumen12 halamanAnita HidayatiDino SaurusBelum ada peringkat
- Pengenalan Dan Petunjuk Cara Memakai Alat GambarDokumen137 halamanPengenalan Dan Petunjuk Cara Memakai Alat GambarDino SaurusBelum ada peringkat
- Sistem Kendali Mesin Cuci Otomatis Dengan Fuzzy Logic ControllerDokumen3 halamanSistem Kendali Mesin Cuci Otomatis Dengan Fuzzy Logic ControllerDino SaurusBelum ada peringkat
- 19 Silabus Pemeliharaan Kelistrikan Sepeda Motor Kelas XiiDokumen2 halaman19 Silabus Pemeliharaan Kelistrikan Sepeda Motor Kelas XiiSiti Sulihatus Syah33% (3)
- Manfaat Mesin AbensiDokumen4 halamanManfaat Mesin AbensiDino SaurusBelum ada peringkat
- Anita HidayatiDokumen12 halamanAnita HidayatiDino SaurusBelum ada peringkat
- MSN CuciDokumen2 halamanMSN Cucielsina rizqiBelum ada peringkat