Anda mungkin juga menyukai
- MESIN BOR DASARDokumen20 halamanMESIN BOR DASARReza AhmadBelum ada peringkat
- LATIHAN SOAL TEKS BERITA SusulanDokumen3 halamanLATIHAN SOAL TEKS BERITA Susulanmida yostya100% (4)
- Mata Gergaji CircularDokumen10 halamanMata Gergaji CircularSilas PutraBelum ada peringkat
- DOKUMENDokumen32 halamanDOKUMENBayu PrastioBelum ada peringkat
- Laporan BandsawDokumen20 halamanLaporan BandsawRaihan Ramadhan LukmanBelum ada peringkat
- Laporan Praktikum Proses Manufaktur Laboratorium Proses ManufakturDokumen41 halamanLaporan Praktikum Proses Manufaktur Laboratorium Proses ManufakturPaulus SiahaanBelum ada peringkat
- DOKUMENDokumen3 halamanDOKUMENtaupik hidayatBelum ada peringkat
- Laporan BandsawDokumen9 halamanLaporan BandsawAri Chandra Wijaya0% (1)
- 7 - Modul Band Saw RabinDokumen27 halaman7 - Modul Band Saw RabinSima DespyonaBelum ada peringkat
- Proses Manufaktur Band SawDokumen9 halamanProses Manufaktur Band Sawilham dwi50% (2)
- JURNAL - Arif AzizDokumen9 halamanJURNAL - Arif AzizAbthal MahdiBelum ada peringkat
- Proses Manufaktur Mesin GergajiDokumen25 halamanProses Manufaktur Mesin GergajiChairul KaplaleBelum ada peringkat
- OPTIMALISASI PEMOTONGAN BESIDokumen11 halamanOPTIMALISASI PEMOTONGAN BESIHaikal AkbarBelum ada peringkat
- Mesin Gergaji Pita (BandsawDokumen3 halamanMesin Gergaji Pita (BandsawClara Putri SariBelum ada peringkat
- PDF Laporan Bandsaw - CompressDokumen15 halamanPDF Laporan Bandsaw - CompresssuardiBelum ada peringkat
- Modul 7 Band SawDokumen20 halamanModul 7 Band SawDorrisky GurningBelum ada peringkat
- Gergaji KayuDokumen11 halamanGergaji KayuGita GeishaBelum ada peringkat
- Mesin Gergaji BesiDokumen5 halamanMesin Gergaji BesiNur Anita Si Puli100% (1)
- Makalah Perawatan Mesin GergajiDokumen17 halamanMakalah Perawatan Mesin GergajiRizal Fatchur Rohman0% (3)
- Laporan Gergaji KayuDokumen31 halamanLaporan Gergaji KayuFeby Anggoro100% (2)
- OPTIMAL MESIN KAYUDokumen34 halamanOPTIMAL MESIN KAYUAracelly TumengkolBelum ada peringkat
- MESIN GERINDADokumen28 halamanMESIN GERINDAAmpera marzela0% (1)
- MESIN KAYUDokumen34 halamanMESIN KAYUAracelly TumengkolBelum ada peringkat
- OPTIMASI PERKAKAS DIGENGGAMDokumen23 halamanOPTIMASI PERKAKAS DIGENGGAMIndriana Yuni AstutiBelum ada peringkat
- Belajar Teknik Pemesinan - Materi Gerinda SMKDokumen17 halamanBelajar Teknik Pemesinan - Materi Gerinda SMKYahya Reka WBelum ada peringkat
- GergajivvDokumen35 halamanGergajivvAnonymous 9HASdwBelum ada peringkat
- GergajiDokumen5 halamanGergajiSantika AjiBelum ada peringkat
- MASTER Mesin GerindaDokumen31 halamanMASTER Mesin GerindaAchmad Fadhlan YazidBelum ada peringkat
- Mesin Gergaji PitaDokumen12 halamanMesin Gergaji Pita16Hikia Hanifam MuslimaBelum ada peringkat
- AdeeeeeeeeeeeDokumen14 halamanAdeeeeeeeeeeeadera648391Belum ada peringkat
- Tugas IPKH BandsawsDokumen2 halamanTugas IPKH BandsawsSeptian MayorBelum ada peringkat
- PROSES PENGEFRAISAN RODA GIGI PAYUNG Fikri Ilham KD.1Dokumen4 halamanPROSES PENGEFRAISAN RODA GIGI PAYUNG Fikri Ilham KD.1Fikri IlhamBelum ada peringkat
- Pemotongan Besi Menggunakan Gerinda DanDokumen15 halamanPemotongan Besi Menggunakan Gerinda DanGuntur AnggawiriaBelum ada peringkat
- Laporan Praktikum Bengkel 2Dokumen21 halamanLaporan Praktikum Bengkel 2Yana MaulanaBelum ada peringkat
- Pengantar Teknik Saifullah Nur MubarakDokumen9 halamanPengantar Teknik Saifullah Nur MubarakMhmmd SaifullahBelum ada peringkat
- Kegunaan Gergaji BesiDokumen9 halamanKegunaan Gergaji BesiKhayla Nadzhiefa M100% (1)
- Materi Mesin Gerinda (1) DasarDokumen28 halamanMateri Mesin Gerinda (1) DasarBudi HartantoBelum ada peringkat
- Makalah KLP 4Dokumen22 halamanMakalah KLP 4Mhmmd SaifullahBelum ada peringkat
- Nando BkpaDokumen5 halamanNando BkpaDeonisius NandoBelum ada peringkat
- GerindaKikirDokumen18 halamanGerindaKikirDini Adilah Prabowo100% (1)
- Cara Kerja Gergaji MesinDokumen10 halamanCara Kerja Gergaji MesinTri Cahyo WahyudiBelum ada peringkat
- Jobsheet PerbengkelanDokumen27 halamanJobsheet Perbengkelanbebekgoreng53612Belum ada peringkat
- Peralatan Pada Workshop FabrikasiDokumen12 halamanPeralatan Pada Workshop Fabrikasirendy murdifinBelum ada peringkat
- MEKANIKAL PEMOTONGANDokumen23 halamanMEKANIKAL PEMOTONGANIzqalan Badrul Hisyam HanzalaBelum ada peringkat
- Kelompok 5Dokumen24 halamanKelompok 5Yurika Dewina PratamaBelum ada peringkat
- Tugas Pemilihan Bahan Dan ProsesDokumen17 halamanTugas Pemilihan Bahan Dan Prosesmaryadi selalu dihatiBelum ada peringkat
- Bilah Gergaji Circular SawDokumen6 halamanBilah Gergaji Circular SawArifah RizqianiBelum ada peringkat
- Cara Mengasah Pahat BubutDokumen8 halamanCara Mengasah Pahat BubutJack SadiBelum ada peringkat
- Information Sheet 1Dokumen81 halamanInformation Sheet 1NUR WAHIDAHBelum ada peringkat
- Pemotongan Bahan BesiDokumen10 halamanPemotongan Bahan BesiYellow FlashBelum ada peringkat
- MillingDokumen8 halamanMillingMankris SirustoBelum ada peringkat
- BandsawDokumen5 halamanBandsawVenny AnggiaBelum ada peringkat
- MAKALAH ALAT PENCEKAMDokumen15 halamanMAKALAH ALAT PENCEKAMIndra Shan100% (1)
- Teknik MesinDokumen50 halamanTeknik MesinHermanto Al-bana100% (1)
- Gergaji Belah StasionerDokumen10 halamanGergaji Belah StasionerAgustin PoncowatiBelum ada peringkat
- Laporan Praktikum Teknologi Mekanik Kelompok D-09 Modul 2 Shift Kamis Sore PDFDokumen19 halamanLaporan Praktikum Teknologi Mekanik Kelompok D-09 Modul 2 Shift Kamis Sore PDFnisrinaBelum ada peringkat
- Teori Mesin GerindaDokumen16 halamanTeori Mesin GerindaSinggih EzhioBelum ada peringkat
- Roses Pembuatan Roda GigiDokumen12 halamanRoses Pembuatan Roda GigiLisa Mona Part IIBelum ada peringkat
- ADokumen13 halamanARAINBVCBelum ada peringkat
- Tugas Akhir Yehezkiel JilidDokumen68 halamanTugas Akhir Yehezkiel JilidHamda YunasdiBelum ada peringkat
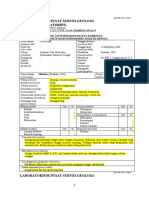
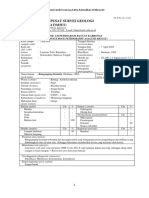
- Format Tugas 4 Lembar Diskripsi Batugamping 2022Dokumen2 halamanFormat Tugas 4 Lembar Diskripsi Batugamping 2022Hamda YunasdiBelum ada peringkat
- Pengaruh Penambahan Batubara Lignit Terhadap Kualitas Briket Bioarang Dari Campuran Tandan Kosong Dan Cangkang Kelapa SawitDokumen10 halamanPengaruh Penambahan Batubara Lignit Terhadap Kualitas Briket Bioarang Dari Campuran Tandan Kosong Dan Cangkang Kelapa SawitHamda YunasdiBelum ada peringkat
- Bab 1.2.3Dokumen15 halamanBab 1.2.3Hamda YunasdiBelum ada peringkat
- Putra Hidayat - 119300007 - A - PROPOSAL TUGAS AKHIRDokumen12 halamanPutra Hidayat - 119300007 - A - PROPOSAL TUGAS AKHIRHamda YunasdiBelum ada peringkat
- Institut Teknologi Sumatera: Daftar Hadir Peserta Seminar Proposal Program Studi Teknik MesinDokumen2 halamanInstitut Teknologi Sumatera: Daftar Hadir Peserta Seminar Proposal Program Studi Teknik MesinHamda YunasdiBelum ada peringkat
- Komposisi BiobriketDokumen10 halamanKomposisi BiobriketHamda YunasdiBelum ada peringkat
- Cambrian Chronostratigraphy Current StatDokumen5 halamanCambrian Chronostratigraphy Current StatHamda YunasdiBelum ada peringkat
- Teks BeritaDokumen5 halamanTeks BeritaHamda YunasdiBelum ada peringkat
- REHABILITASI HARIMAUDokumen14 halamanREHABILITASI HARIMAUHamda YunasdiBelum ada peringkat
- Basic Science, IT & AstronomiDokumen54 halamanBasic Science, IT & AstronomiHamda YunasdiBelum ada peringkat
- Ratna Suci Maharani - 119300023 - Irigasi Tambak Pasang Surut - Kelas BDokumen5 halamanRatna Suci Maharani - 119300023 - Irigasi Tambak Pasang Surut - Kelas BHamda YunasdiBelum ada peringkat
- Resume PPT FixDokumen8 halamanResume PPT FixHamda YunasdiBelum ada peringkat
- Laporan Akhir Perancangan-1Dokumen64 halamanLaporan Akhir Perancangan-1Hamda YunasdiBelum ada peringkat
- Yasyafri Evo - Tugas 2 Latar BelakangDokumen2 halamanYasyafri Evo - Tugas 2 Latar BelakangHamda YunasdiBelum ada peringkat
- 6 - Laporan Praktikum Modul 8Dokumen24 halaman6 - Laporan Praktikum Modul 8Hamda YunasdiBelum ada peringkat
- Sistem Air Pendingin BantuDokumen23 halamanSistem Air Pendingin BantukarinaketeBelum ada peringkat
- Kelompok 1 - Tugas Laporan Uji Sayatan PetrografiDokumen14 halamanKelompok 1 - Tugas Laporan Uji Sayatan PetrografiHamda YunasdiBelum ada peringkat
- Pekan 14 - Tiang LateralDokumen14 halamanPekan 14 - Tiang LateralHamda YunasdiBelum ada peringkat
- Soal Teks EksposisiDokumen32 halamanSoal Teks EksposisiMiftah0% (3)
- Laporan Akhir Magang - Sulthoni Muhyidin - 04211840000045 - Steam Turbine Technician PT IP PLTU Jeranjang OMUDokumen154 halamanLaporan Akhir Magang - Sulthoni Muhyidin - 04211840000045 - Steam Turbine Technician PT IP PLTU Jeranjang OMUSulthoni MuhyidinBelum ada peringkat
- Tugas M5 PP - Rahma Aprilia - 118300037Dokumen4 halamanTugas M5 PP - Rahma Aprilia - 118300037Hamda YunasdiBelum ada peringkat
- Dapus 5Dokumen10 halamanDapus 5Hamda YunasdiBelum ada peringkat
- Satria Ramadhan - 119150042 - Johannes Edy Saputra S - Shift 3 - Tugas Pendahuluan - M7Dokumen12 halamanSatria Ramadhan - 119150042 - Johannes Edy Saputra S - Shift 3 - Tugas Pendahuluan - M7Hamda YunasdiBelum ada peringkat
- Proposal Kerja Praktik PelindoDokumen25 halamanProposal Kerja Praktik PelindoHamda YunasdiBelum ada peringkat
- PARTICLEDokumen3 halamanPARTICLEHamda Yunasdi0% (1)
- 1621-Article Text-10055-1-10-20210917Dokumen7 halaman1621-Article Text-10055-1-10-20210917ayu reliaBelum ada peringkat