Anda mungkin juga menyukai
- Proses Pembuatan LogamDokumen6 halamanProses Pembuatan LogamAldy'snotlonelyanymoreAldy'snotlonelyanymoreBelum ada peringkat
- Makalah ManufakturDokumen8 halamanMakalah ManufakturTeuku AndhikaBelum ada peringkat
- Proses Pembuatan ProdukDokumen4 halamanProses Pembuatan ProdukWahyu Kurniawan100% (2)
- Diktat Teknik PermesinanDokumen35 halamanDiktat Teknik Permesinanaspian syahBelum ada peringkat
- Modul Matakuliah Proses ManufakturDokumen148 halamanModul Matakuliah Proses Manufakturliaratnasari1287Belum ada peringkat
- Resume Buku Ajar Proses ManufakturDokumen9 halamanResume Buku Ajar Proses ManufakturFajar Dian SyahputraBelum ada peringkat
- Bab I Proses ManufakturDokumen6 halamanBab I Proses ManufakturMiftahul HidayahBelum ada peringkat
- PROSES PRODUKSI (Ignatius Hasudungan Sihotang - 21050117140117)Dokumen7 halamanPROSES PRODUKSI (Ignatius Hasudungan Sihotang - 21050117140117)Kohan HardiyansyahBelum ada peringkat
- PROSES PRODUKSI LOGAMDokumen18 halamanPROSES PRODUKSI LOGAMAskabul Kappo KappiBelum ada peringkat
- Minhajul Qowim - 1910631150029 - Diktat Soal UAS Prospod 2Dokumen16 halamanMinhajul Qowim - 1910631150029 - Diktat Soal UAS Prospod 2Minhajul QowimBelum ada peringkat
- METODA PEMBENTUKANDokumen7 halamanMETODA PEMBENTUKANBiratika Dewi KarlinaBelum ada peringkat
- RANGKUMANDokumen6 halamanRANGKUMANDina RosidahBelum ada peringkat
- Materi Prosman 4Dokumen31 halamanMateri Prosman 4riska trinugraha septianiBelum ada peringkat
- OPTIMASI PENGECORAN DAN PEMBENTUKAN LOGAMDokumen12 halamanOPTIMASI PENGECORAN DAN PEMBENTUKAN LOGAMSira Husein BeadlesBelum ada peringkat
- Proses Pembuatan LogamDokumen12 halamanProses Pembuatan LogamMuhammad Akbar Maulana RamadhanBelum ada peringkat
- Mesin Dan Sistem Proses ProduksiDokumen16 halamanMesin Dan Sistem Proses ProduksialvanceBelum ada peringkat
- Tugas ProsmanDokumen6 halamanTugas ProsmandamasBelum ada peringkat
- Proses Pembuatan LogamDokumen16 halamanProses Pembuatan LogamgabrielaBelum ada peringkat
- DIE CASTINGDokumen20 halamanDIE CASTINGFIO IZZAFURRAHMANBelum ada peringkat
- Tugas ProManu (I Gede Darma S 16050754023)Dokumen14 halamanTugas ProManu (I Gede Darma S 16050754023)I Gede Darma SusilaBelum ada peringkat
- SEJARAH MANUFAKTURDokumen50 halamanSEJARAH MANUFAKTUR085641306022100% (1)
- PROSES MANUFAKTURDokumen15 halamanPROSES MANUFAKTURSafri Anggara PratamaBelum ada peringkat
- MAKALAH MATERIALDokumen16 halamanMAKALAH MATERIALwijiBelum ada peringkat
- PEMBENTUKAN LOGAMDokumen11 halamanPEMBENTUKAN LOGAMAwal JaNuary SaragiBelum ada peringkat
- Tugas Andika P.CDokumen6 halamanTugas Andika P.Candika putra caniagoBelum ada peringkat
- Proses ProduksiDokumen17 halamanProses ProduksiJorrrBelum ada peringkat
- Bab Ii.Dokumen9 halamanBab Ii.FaisalBelum ada peringkat
- PROSES MANUFAKTURDokumen47 halamanPROSES MANUFAKTURZen Zen ZenseBelum ada peringkat
- Pengecoran LogamDokumen2 halamanPengecoran LogamRisa SusilawatiBelum ada peringkat
- Makalah Die CastingDokumen9 halamanMakalah Die CastingTegar Kukuh Ahmad Julfikar100% (2)
- UAS NAHDA TUNNISA PROSMAN C2 SalinanDokumen3 halamanUAS NAHDA TUNNISA PROSMAN C2 SalinanIrma WaliaBelum ada peringkat
- Proses ManufakturDokumen54 halamanProses ManufakturIstna Nisa KhasanahBelum ada peringkat
- Proses ManufakturDokumen14 halamanProses ManufakturAqsal Sheva PutraBelum ada peringkat
- Laporan Praktikum Fabrikasi LogamDokumen36 halamanLaporan Praktikum Fabrikasi LogamImam MuhtaromBelum ada peringkat
- Pembentukan LogamDokumen41 halamanPembentukan Logamadityakrisna95100% (2)
- Proses Pembuatan LogamDokumen9 halamanProses Pembuatan LogamYayuBelum ada peringkat
- Ageng Laksito - 211561299 (Proses Produksi 3)Dokumen51 halamanAgeng Laksito - 211561299 (Proses Produksi 3)Ageng LaksitoBelum ada peringkat
- Modul I - PengecoranDokumen30 halamanModul I - PengecoranIqbal Bayu AjiBelum ada peringkat
- EBMM2103 EditedDokumen7 halamanEBMM2103 EditedAdrianBelum ada peringkat
- EBMM2103 EditedDokumen6 halamanEBMM2103 EditedAdrianBelum ada peringkat
- Makalah Fabrikasi LogamDokumen24 halamanMakalah Fabrikasi LogamPRADITYA PTMBelum ada peringkat
- Mod-05 Teknik Pengecoran LogamDokumen11 halamanMod-05 Teknik Pengecoran LogamAgung Sandi PrakasaBelum ada peringkat
- Proses Pengecoran LogamDokumen4 halamanProses Pengecoran LogamHisyam Aulia RahmanBelum ada peringkat
- MODUL PEMESINANDokumen7 halamanMODUL PEMESINANImam Al-FarisyiBelum ada peringkat
- Bab IDokumen30 halamanBab ISaputroBelum ada peringkat
- Bahan 1 2 Pengantar Proses Manufaktur2Dokumen35 halamanBahan 1 2 Pengantar Proses Manufaktur2Syarif MuhammadBelum ada peringkat
- Teknik PengecoranDokumen8 halamanTeknik PengecoranvinavahanaBelum ada peringkat
- Bahan QuisDokumen13 halamanBahan QuisMadi HartBelum ada peringkat
- Laporan Praktikum Pengecoran Logam DianaDokumen13 halamanLaporan Praktikum Pengecoran Logam DianaesahjengkolBelum ada peringkat
- Dasar Pengecoran Dengan Ilmu LogamDokumen11 halamanDasar Pengecoran Dengan Ilmu LogamBgd FadliBelum ada peringkat
- Tugas Prosman 2 (Proses Produksi 1)Dokumen21 halamanTugas Prosman 2 (Proses Produksi 1)Sholihin StBelum ada peringkat
- Dasar PengecoranDokumen11 halamanDasar PengecoranTeddy Maulana PutraBelum ada peringkat
- Makalah Pengecoran Dan PembentukanDokumen15 halamanMakalah Pengecoran Dan PembentukanRulan MustafaBelum ada peringkat
- Makalah Sistem Manufaktur "DIE CASTING"Dokumen11 halamanMakalah Sistem Manufaktur "DIE CASTING"Muhammad FadilBelum ada peringkat
- Makalah LogamDokumen24 halamanMakalah LogamharisBelum ada peringkat
- Project Teknologi Manufaktur Lanjut IndividuDokumen5 halamanProject Teknologi Manufaktur Lanjut IndividuTMMukh. Faizal MuzakiBelum ada peringkat
- Proses Manufaktur dan Pembentukan LogamDokumen8 halamanProses Manufaktur dan Pembentukan LogamTrianisaBelum ada peringkat
- Pengecoran LogamDokumen24 halamanPengecoran LogamPurabayaTirtaBagjaBelum ada peringkat
- Proses Manufaktur - Kelompok 5Dokumen21 halamanProses Manufaktur - Kelompok 5Rayhan MaulanaBelum ada peringkat
- Tugas Integral SubstitusiDokumen1 halamanTugas Integral SubstitusiRevaldo AlfianBelum ada peringkat
- 9 Nim. 5143321009 Bab IDokumen9 halaman9 Nim. 5143321009 Bab IRevaldo AlfianBelum ada peringkat
- Ujian Tengah Semester Matematika Jurusan Teknik Mesin UNDokumen2 halamanUjian Tengah Semester Matematika Jurusan Teknik Mesin UNRevaldo AlfianBelum ada peringkat
- BPBISNISDokumen34 halamanBPBISNISLid CnyoBelum ada peringkat
- UTS Jan Jun 2023Dokumen1 halamanUTS Jan Jun 2023Revaldo AlfianBelum ada peringkat
- Saintek To-1 240921Dokumen12 halamanSaintek To-1 240921Revaldo AlfianBelum ada peringkat
- UntitledDokumen1 halamanUntitledRevaldo AlfianBelum ada peringkat
- Tugas Integral TentuDokumen1 halamanTugas Integral TentuRevaldo AlfianBelum ada peringkat
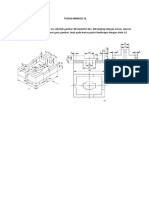
- Tugas Minggu 12 Gambar 3D dan 2D IsometriDokumen1 halamanTugas Minggu 12 Gambar 3D dan 2D IsometriRevaldo AlfianBelum ada peringkat
- KimiaDokumen15 halamanKimiaDinulBelum ada peringkat
- KISI-KISI PPKn USP SMA K-13Dokumen8 halamanKISI-KISI PPKn USP SMA K-13Revaldo AlfianBelum ada peringkat
- Jenis Sekolah Mata Pelajaran Kurikulum Alokasi Waktu Jumlah Soal Bentuk Soal Tahun Ajaran No. Kompetensi Dasar Bahan KLS/ Semester Konten/MateriDokumen5 halamanJenis Sekolah Mata Pelajaran Kurikulum Alokasi Waktu Jumlah Soal Bentuk Soal Tahun Ajaran No. Kompetensi Dasar Bahan KLS/ Semester Konten/MateriRevaldo AlfianBelum ada peringkat
- StoikiometriDokumen35 halamanStoikiometriRevaldo AlfianBelum ada peringkat
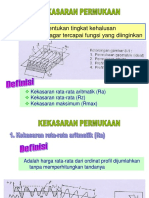
- Menentukan Tingkat Kehalusan Permukaan Agar Tercapai Fungsi Yang DiinginkanDokumen13 halamanMenentukan Tingkat Kehalusan Permukaan Agar Tercapai Fungsi Yang DiinginkanRevaldo AlfianBelum ada peringkat
- Makalah Klasifikasi Batubara-19137031-Rijalnur HidayatullahDokumen28 halamanMakalah Klasifikasi Batubara-19137031-Rijalnur HidayatullahRevaldo AlfianBelum ada peringkat
- OPTIMAL-METROLOGIDokumen5 halamanOPTIMAL-METROLOGIRevaldo AlfianBelum ada peringkat
- Labsheet3 MetrologiDokumen4 halamanLabsheet3 MetrologiRevaldo AlfianBelum ada peringkat
- Fungsi Gaabung 3Dokumen44 halamanFungsi Gaabung 3Revaldo AlfianBelum ada peringkat
- Labsheet 4 - MetrologiDokumen2 halamanLabsheet 4 - MetrologiRevaldo AlfianBelum ada peringkat
- Labsheet5 MetrologiDokumen3 halamanLabsheet5 MetrologiRevaldo AlfianBelum ada peringkat
- Labsheet6 MetrologiDokumen6 halamanLabsheet6 MetrologiRevaldo AlfianBelum ada peringkat