Anda mungkin juga menyukai
- Pengelasan Dan ElektroplatingDokumen26 halamanPengelasan Dan ElektroplatingArief Hari KurniawanBelum ada peringkat
- Laporan Manufaktur Print-1Dokumen36 halamanLaporan Manufaktur Print-1Monica SariBelum ada peringkat
- Laporan Proses Produksi Pengelasan UNIVERSITAS TEUKU UMARDokumen24 halamanLaporan Proses Produksi Pengelasan UNIVERSITAS TEUKU UMARDwiBelum ada peringkat
- Kelompok 6 - PRINSIP DASAR METALURGI LAS.Dokumen20 halamanKelompok 6 - PRINSIP DASAR METALURGI LAS.Wong BejdoBelum ada peringkat
- Pengecoran Logam FixDokumen29 halamanPengecoran Logam FixMohammad Ilham AmirudinBelum ada peringkat
- Pengelasan (Praktek)Dokumen20 halamanPengelasan (Praktek)Xavira ZaviraBelum ada peringkat
- LAPORAN PRAKTIKUM PENGELASANDokumen24 halamanLAPORAN PRAKTIKUM PENGELASANEdward NamoraBelum ada peringkat
- LAPORAN PRAKTIKUM TEKNIK PRODUKSIDokumen33 halamanLAPORAN PRAKTIKUM TEKNIK PRODUKSIR. MAHROMBelum ada peringkat
- Makalah Bengkel Pengecoran Kel 3 ReadyDokumen30 halamanMakalah Bengkel Pengecoran Kel 3 ReadyIkhtarul BagusBelum ada peringkat
- Laporan PrakerinDokumen14 halamanLaporan PrakerinHendy HermawanBelum ada peringkat
- Laprak Proses ProduksiDokumen26 halamanLaprak Proses ProduksiRizky Agil MaulanaBelum ada peringkat
- Instalasi Listrik INDUSTERIDokumen29 halamanInstalasi Listrik INDUSTERIRadhes Simatupang SianturiBelum ada peringkat
- Laporan Las AbdiDokumen13 halamanLaporan Las Abdiabdi MuhammadBelum ada peringkat
- LAPORAN PRAKTIKUM PENGELASAN DAN ELEKTROPLATINGDokumen29 halamanLAPORAN PRAKTIKUM PENGELASAN DAN ELEKTROPLATINGCrodita BangkitBelum ada peringkat
- Laprak Las SmawDokumen42 halamanLaprak Las SmawZaki Difa' DinullohBelum ada peringkat
- Laporan Akhir LasDokumen34 halamanLaporan Akhir LasRikal EmbatauBelum ada peringkat
- MESIN LASDokumen20 halamanMESIN LASAyla AdhitamaBelum ada peringkat
- Kelompok 6 Welding ProsesDokumen18 halamanKelompok 6 Welding ProsesRoy HarahapBelum ada peringkat
- LAPORAN PRAKTIKUM PENGELASANDokumen52 halamanLAPORAN PRAKTIKUM PENGELASANmkmBelum ada peringkat
- Laporan - Muhammad Akbar Bramantio-21723012Dokumen27 halamanLaporan - Muhammad Akbar Bramantio-21723012Ade Tira WongBelum ada peringkat
- Laporan KKL Pt. Dempo Laser Metalindo RevisiDokumen37 halamanLaporan KKL Pt. Dempo Laser Metalindo RevisiBarana alam cahyaBelum ada peringkat
- Laporan Praktikum Teknik Pengelasan Listrik Abdul IksanDokumen20 halamanLaporan Praktikum Teknik Pengelasan Listrik Abdul Iksankakaabi217Belum ada peringkat
- Ketrampilan Dasar Perbengkelan Updated Hal 120Dokumen32 halamanKetrampilan Dasar Perbengkelan Updated Hal 120ijenBelum ada peringkat
- LAPORAN PengelasanDokumen47 halamanLAPORAN PengelasanAbidinBelum ada peringkat
- Laporan TeklasDokumen24 halamanLaporan TeklasToni MahrusBelum ada peringkat
- Analis Jitex 2.0 Metalurgi FisikDokumen21 halamanAnalis Jitex 2.0 Metalurgi FisikImem MembleBelum ada peringkat
- Laporan Kuliah Kerja LapanganDokumen22 halamanLaporan Kuliah Kerja LapanganRahel PonsekaBelum ada peringkat
- Laporan Kerja LAS 1Dokumen22 halamanLaporan Kerja LAS 1Dertaria12 WaruwuBelum ada peringkat
- Laporan Akhir Praktikum Teknik Produksi Terbaru Topik Final 100%Dokumen26 halamanLaporan Akhir Praktikum Teknik Produksi Terbaru Topik Final 100%Taopik Sendy GunawanBelum ada peringkat
- Proses Produksi Palu Chipping dan PengelasanDokumen124 halamanProses Produksi Palu Chipping dan PengelasangamalielBelum ada peringkat
- LAPORAN PKLOktober2023Dokumen21 halamanLAPORAN PKLOktober2023syaifiABDBelum ada peringkat
- NEWw FORMAT LAPORAN PRKATIKUM ELEKTROPLATING 2023-1Dokumen23 halamanNEWw FORMAT LAPORAN PRKATIKUM ELEKTROPLATING 2023-1ajib ubaidillahBelum ada peringkat
- SISTEM KELISTRIKAN ALAT BERATDokumen25 halamanSISTEM KELISTRIKAN ALAT BERAThengkiBelum ada peringkat
- Proses Pengolahan Las Busur ListrikDokumen37 halamanProses Pengolahan Las Busur ListrikHendro Sulistiono IIBelum ada peringkat
- LAPORAN PRAKTIKUM BENGGEL KERJA BAJADokumen28 halamanLAPORAN PRAKTIKUM BENGGEL KERJA BAJASafitriBelum ada peringkat
- Proses Non KonvensionalDokumen29 halamanProses Non KonvensionalgebbyBelum ada peringkat
- LAPORAN PENGELASAN DAN PLAT II - MUH. NUR QHALIK MAHYUDDIN - 200202501006 SalinanDokumen29 halamanLAPORAN PENGELASAN DAN PLAT II - MUH. NUR QHALIK MAHYUDDIN - 200202501006 SalinanJangan Banyak GayaBelum ada peringkat
- K3 Pelapisan LogamDokumen57 halamanK3 Pelapisan LogamDeannaBelum ada peringkat
- Contoh Laporan MagangDokumen85 halamanContoh Laporan MagangMedi SoniantoBelum ada peringkat
- Laporan Magang Wahyu - PT - MasDokumen31 halamanLaporan Magang Wahyu - PT - MasPutra BangsawanBelum ada peringkat
- Laporan Praktek Bata PolinemaDokumen22 halamanLaporan Praktek Bata PolinemaSandoartaBelum ada peringkat
- Praktek PMP 3Dokumen52 halamanPraktek PMP 3Erwin antoBelum ada peringkat
- Contoh Kerangka Laporan Prakerin - 2021Dokumen17 halamanContoh Kerangka Laporan Prakerin - 2021rezi hariskiBelum ada peringkat
- Laporan LasDokumen43 halamanLaporan LasWak Labeb AjaBelum ada peringkat
- Laporan Kerja BangkuDokumen11 halamanLaporan Kerja BangkuDicky RamandaBelum ada peringkat
- Proposal Tugas Akhir GilangDokumen37 halamanProposal Tugas Akhir GilangOktaviani OktavianiBelum ada peringkat
- Laporan BengkelDokumen19 halamanLaporan BengkelrheacutezBelum ada peringkat
- SKTT 150 KV PROTEKSIDokumen12 halamanSKTT 150 KV PROTEKSIandy msBelum ada peringkat
- Jointing KabelDokumen26 halamanJointing KabelErwiend DKfotocopy100% (1)
- LAPORAN Proses ManufakturDokumen21 halamanLAPORAN Proses Manufakturpetrus panjaitanBelum ada peringkat
- Laporan Kerja Praktek Pt. Ge Lighting Indonesia (Bahtiar Af 05525026)Dokumen34 halamanLaporan Kerja Praktek Pt. Ge Lighting Indonesia (Bahtiar Af 05525026)raju_firmansyah9134100% (1)
- THERMOVISI PRINT DeealDokumen49 halamanTHERMOVISI PRINT DeealMuhammad Roychani MushoffaBelum ada peringkat
- Sistem Fabrikasi LokalDokumen25 halamanSistem Fabrikasi LokalZidha Rohma Nur FaizaBelum ada peringkat
- Makalah Pengelasan SMAWDokumen18 halamanMakalah Pengelasan SMAWBagussusetya Mozturezer100% (1)
- Las TerakhirrrrDokumen43 halamanLas Terakhirrrrmuhamad wirantoBelum ada peringkat
- Peledakan 8Dokumen20 halamanPeledakan 8Bubble TvBelum ada peringkat
- Laporan KERJA PRAKTEK IrmaDokumen28 halamanLaporan KERJA PRAKTEK IrmaAlfi SyahrinBelum ada peringkat
- Praktikum Proses Manufaktur FullDokumen47 halamanPraktikum Proses Manufaktur FullMohd AzlanBelum ada peringkat
- Bahasa Inggris Sistem 52M Volume 1Dari EverandBahasa Inggris Sistem 52M Volume 1Penilaian: 3.5 dari 5 bintang3.5/5 (39)
- Bahasa Inggris Sistem 52M Volume 2Dari EverandBahasa Inggris Sistem 52M Volume 2Penilaian: 4.5 dari 5 bintang4.5/5 (7)
- SuratPernyataanDokumen1 halamanSuratPernyataanToni SurotoBelum ada peringkat
- TATA TERTIB SERTIFIKASI KOMPETENSI (v-20170507) - Signed PDFDokumen3 halamanTATA TERTIB SERTIFIKASI KOMPETENSI (v-20170507) - Signed PDFToni SurotoBelum ada peringkat
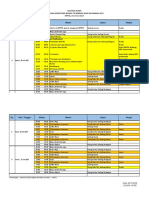
- Susunan Acara SKKNI - Gel-8 PDFDokumen2 halamanSusunan Acara SKKNI - Gel-8 PDFToni SurotoBelum ada peringkat
- PROPOSAL KEGIATAN PERINGATAN HUT RIDokumen7 halamanPROPOSAL KEGIATAN PERINGATAN HUT RIBudiyono Sopo50% (2)
- 4 Posisi Pengelasan dan Cara PengelasannyaDokumen4 halaman4 Posisi Pengelasan dan Cara PengelasannyaToni SurotoBelum ada peringkat
- ABSENSIDokumen2 halamanABSENSIToni Suroto33% (3)
- Sidang PKL Reno FixDokumen15 halamanSidang PKL Reno FixToni SurotoBelum ada peringkat
- SISTEM PROYEKSIDokumen16 halamanSISTEM PROYEKSIToni Suroto100% (1)