Anda mungkin juga menyukai
- Keselamatan Kerja Pada Mesin BorDokumen23 halamanKeselamatan Kerja Pada Mesin BorArief Suditomo100% (1)
- Membuat Ulir Dalam Dan Ulir LuarDokumen22 halamanMembuat Ulir Dalam Dan Ulir LuarYuli Ana0% (1)
- Pengertian Bor Dan Fungsi Mesin BorDokumen9 halamanPengertian Bor Dan Fungsi Mesin Boripankkkkkkkkk50% (2)
- CMMSDokumen16 halamanCMMSMochamad Yoga Windu DharmawanBelum ada peringkat
- PPTDokumen52 halamanPPTbagas prakosoBelum ada peringkat
- Mesin Drilling (Bor)Dokumen16 halamanMesin Drilling (Bor)ahmad zuhdiBelum ada peringkat
- 3 Mei 2021 UTS PMKBBDokumen5 halaman3 Mei 2021 UTS PMKBBYosa AjiBelum ada peringkat
- BAB Iv Wahyutop4Dokumen25 halamanBAB Iv Wahyutop4antoBelum ada peringkat
- Laporan Praktek Mesin PerkakasDokumen16 halamanLaporan Praktek Mesin PerkakasVirsam DieselBelum ada peringkat
- 409629115-PROSES-BUBUT-ULIR-pptx 1Dokumen19 halaman409629115-PROSES-BUBUT-ULIR-pptx 1Ilham FirdausBelum ada peringkat
- RagumDokumen18 halamanRagumDafaBelum ada peringkat
- Mesin Bor Muhammad IkhsanDokumen23 halamanMesin Bor Muhammad IkhsanMuhammad IkhsanBelum ada peringkat
- IwitDokumen14 halamanIwitarifBelum ada peringkat
- FacingDokumen4 halamanFacingBungBelum ada peringkat
- Laporan BubutDokumen33 halamanLaporan Bubutdewi srirejeki lestariBelum ada peringkat
- Proses Pemesinan Dasar Kerja Bubut Persiapan Kerja BubutDokumen12 halamanProses Pemesinan Dasar Kerja Bubut Persiapan Kerja BubutSuryono AdiBelum ada peringkat
- Makalah Mesin BorDokumen21 halamanMakalah Mesin BorAry LauBelum ada peringkat
- Bahan AjarDokumen15 halamanBahan AjarDwi Cahyo WiyonoBelum ada peringkat
- Laporan FraisDokumen12 halamanLaporan FraisAlif BurhanuddinBelum ada peringkat
- Kerja BangkuDokumen109 halamanKerja BangkuAnonymous XSJcVKKnIBBelum ada peringkat
- Materi 6 Pekerjaan PembubutanDokumen13 halamanMateri 6 Pekerjaan PembubutanTony DewantoroBelum ada peringkat
- Laporan Kerja Bangku PaluDokumen16 halamanLaporan Kerja Bangku PaluEka Surya Lesmana50% (2)
- Kelompok 1Dokumen30 halamanKelompok 1Muhammad Hafiz Maulana20-013Belum ada peringkat
- Mengefrais Bidang MiringDokumen5 halamanMengefrais Bidang MiringPablo EscobarBelum ada peringkat
- Pembuatan Ulir Dalam Dan Ulir Luar - Permesinan Kompleks - 026Dokumen7 halamanPembuatan Ulir Dalam Dan Ulir Luar - Permesinan Kompleks - 026Bayu Aji Nugroho bayuaji.2019Belum ada peringkat
- Alat PotongDokumen4 halamanAlat PotongTama CarageihBelum ada peringkat
- Alat Bantu Mesin BubutDokumen18 halamanAlat Bantu Mesin BubutMURIDBelum ada peringkat
- Alat Bantu Mesin BubutDokumen18 halamanAlat Bantu Mesin BubutMURID100% (1)
- Pahat, Boring Head, Tap MaticDokumen11 halamanPahat, Boring Head, Tap MaticalvanceBelum ada peringkat
- Twiss DrillDokumen6 halamanTwiss DrillNita Murtia HandayaniBelum ada peringkat
- Modul BubutDokumen9 halamanModul Bubutrafika irmayantiBelum ada peringkat
- Laporan Kerja BangkuDokumen18 halamanLaporan Kerja BangkuSarah Swasti PBelum ada peringkat
- Bab II Kerja BangkuDokumen21 halamanBab II Kerja BangkuDeva Sang GrtsBelum ada peringkat
- Macam Macam Alat Potong Mesin BubutDokumen31 halamanMacam Macam Alat Potong Mesin Bubutchoirulsuroso100% (2)
- Lap - Bengkel Mur Dan Baut OkyDokumen20 halamanLap - Bengkel Mur Dan Baut OkyOky Susantio WibowoBelum ada peringkat
- Laporan Praktek Pemesinan DasarDokumen12 halamanLaporan Praktek Pemesinan DasarPilippi M SihombingBelum ada peringkat
- MacamDokumen14 halamanMacamL Fattih Diwa ModeonBelum ada peringkat
- Laporan Bubut Bahan Drill ChuckDokumen36 halamanLaporan Bubut Bahan Drill Chuckandryan consasBelum ada peringkat
- Laporan RagumDokumen8 halamanLaporan RagumAnonymous K7j2gyAqBelum ada peringkat
- Teori Kejuruan BUBUTDokumen20 halamanTeori Kejuruan BUBUTMar JitoBelum ada peringkat
- Laporan SnaiDokumen13 halamanLaporan SnaiFaqih ApbBelum ada peringkat
- Mengenal Jenis Pahat BubutDokumen4 halamanMengenal Jenis Pahat Bubutedi marzukiBelum ada peringkat
- Laporan Kerja Bangku Kelompok 1Dokumen26 halamanLaporan Kerja Bangku Kelompok 1MaulBelum ada peringkat
- Mesin DrillingDokumen8 halamanMesin Drillingkhoirul umamBelum ada peringkat
- Unit IDokumen186 halamanUnit IBagus PrasetyaBelum ada peringkat
- Cara Mengebor Pada Mesin Bubut Agar Hasilnya PresisiDokumen3 halamanCara Mengebor Pada Mesin Bubut Agar Hasilnya Presisiwiji astutiBelum ada peringkat
- Analisis Membubut Diameter Bertingkat Dalam Dengan PresisiDokumen3 halamanAnalisis Membubut Diameter Bertingkat Dalam Dengan PresisiResha Oktavian RisantoBelum ada peringkat
- Spin DelDokumen27 halamanSpin DelYogi PangestuBelum ada peringkat
- Langkah KerjaDokumen8 halamanLangkah KerjaAgusBelum ada peringkat
- Bab I Pendahuluan 1.1 Latar BelakangDokumen19 halamanBab I Pendahuluan 1.1 Latar BelakangSa'id FauziBelum ada peringkat
- Laporan Jobsheet Roda PagarDokumen16 halamanLaporan Jobsheet Roda PagarJoanka YechoniaBelum ada peringkat
- PromanDokumen11 halamanPromanAlbert DaferoBelum ada peringkat
- Operasi Kerja BangkuDokumen13 halamanOperasi Kerja BangkuSahidBelum ada peringkat
- Laporan Hasil Praktikum MandrelDokumen8 halamanLaporan Hasil Praktikum MandrelJason YudhaBelum ada peringkat
- MATERI Ulir SegiempatDokumen11 halamanMATERI Ulir SegiempatprabowopuguhBelum ada peringkat
- Laporan Tentang BautDokumen13 halamanLaporan Tentang BautMagfor HidayatBelum ada peringkat
- Laporan PraktikumDokumen9 halamanLaporan PraktikumchintyawidyaBelum ada peringkat
- Cover DepanDokumen15 halamanCover DepanMochamad Yoga Windu DharmawanBelum ada peringkat
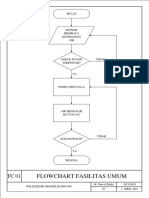
- Flowchart Fasilitas Umum: MulaiDokumen2 halamanFlowchart Fasilitas Umum: MulaiMochamad Yoga Windu DharmawanBelum ada peringkat
- Cover Yoga PreventifDokumen1 halamanCover Yoga PreventifMochamad Yoga Windu DharmawanBelum ada peringkat
- Pompa PengujianDokumen3 halamanPompa PengujianMochamad Yoga Windu DharmawanBelum ada peringkat
- Cover Yoga PAK PARNODokumen1 halamanCover Yoga PAK PARNOMochamad Yoga Windu DharmawanBelum ada peringkat
- Tugas BebebDokumen5 halamanTugas BebebMochamad Yoga Windu DharmawanBelum ada peringkat
- UAS - Kisi2 3MPDokumen5 halamanUAS - Kisi2 3MPMochamad Yoga Windu DharmawanBelum ada peringkat
- 2,3,4,5Dokumen1 halaman2,3,4,5Riki RiswantoBelum ada peringkat
- Electrochemical GrindingDokumen7 halamanElectrochemical GrindingDhadung PrihanantoBelum ada peringkat
- Laporan Selling ProjectDokumen4 halamanLaporan Selling ProjectSiti NurviasariBelum ada peringkat
- Bab II Acak2anDokumen12 halamanBab II Acak2anMochamad Yoga Windu DharmawanBelum ada peringkat
- CNC CodeDokumen2 halamanCNC CodeMochamad Yoga Windu DharmawanBelum ada peringkat
- Tutorial Template Iluv BloggerDokumen5 halamanTutorial Template Iluv Bloggerbirg MF MelBelum ada peringkat
- Taxicab ReadMeDokumen7 halamanTaxicab ReadMeMochamad Yoga Windu DharmawanBelum ada peringkat
- AnovaDokumen4 halamanAnovaMochamad Yoga Windu DharmawanBelum ada peringkat
- S1 2014 284510 Chapter1 PDFDokumen4 halamanS1 2014 284510 Chapter1 PDFMochamad Yoga Windu DharmawanBelum ada peringkat
- Transformator 2017Dokumen50 halamanTransformator 2017Mochamad Yoga Windu DharmawanBelum ada peringkat
- Gear SpoketDokumen11 halamanGear SpoketRohmanBelum ada peringkat
- Transformator 2017Dokumen50 halamanTransformator 2017Mochamad Yoga Windu DharmawanBelum ada peringkat
- 2,3,4,5Dokumen1 halaman2,3,4,5Riki RiswantoBelum ada peringkat
- Kitab VBA Excel Level 1Dokumen13 halamanKitab VBA Excel Level 1Ihsan HasbullahBelum ada peringkat
- CV AcepDokumen1 halamanCV AcepMochamad Yoga Windu DharmawanBelum ada peringkat
- Jurnal PraktikumDokumen3 halamanJurnal PraktikumMochamad Yoga Windu DharmawanBelum ada peringkat
- Termo Bab 1 PendahuluanDokumen18 halamanTermo Bab 1 PendahuluanMochamad Yoga Windu DharmawanBelum ada peringkat
- Laporan Kuangan Dobat 2Dokumen1 halamanLaporan Kuangan Dobat 2Mochamad Yoga Windu DharmawanBelum ada peringkat
- CoverDokumen1 halamanCoverMochamad Yoga Windu DharmawanBelum ada peringkat
- Jurnal PraktikumDokumen3 halamanJurnal PraktikumMochamad Yoga Windu DharmawanBelum ada peringkat
- Adul BubutDokumen43 halamanAdul BubutMochamad Yoga Windu DharmawanBelum ada peringkat