Anda mungkin juga menyukai
- 1 - Pengujian Performance Test PLTU - R1Dokumen23 halaman1 - Pengujian Performance Test PLTU - R1Ade primayudi100% (1)
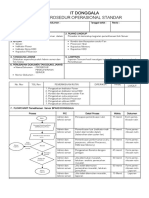
- SOP Pemeliharaan ServerDokumen2 halamanSOP Pemeliharaan ServerUpIk TimurBelum ada peringkat
- Troubleshooting RazaqDokumen25 halamanTroubleshooting RazaqRyan RiyantoBelum ada peringkat
- Pengenalan RLA LISTRIKDokumen29 halamanPengenalan RLA LISTRIKtegar wibowoBelum ada peringkat
- Peningkatan Efisiensi Turbine Dengan Merubah Mode Operasi GV Dari Single Mode Ke Sequence ModeDokumen14 halamanPeningkatan Efisiensi Turbine Dengan Merubah Mode Operasi GV Dari Single Mode Ke Sequence ModeAkbar KoemoenieBelum ada peringkat
- Qa (Pemastian Mutu) : Lindy Ridyawati.,S.Farm, M.Farm.,AptDokumen37 halamanQa (Pemastian Mutu) : Lindy Ridyawati.,S.Farm, M.Farm.,AptMuhammad RizkyBelum ada peringkat
- Maping Kualifikasi Dan Validasi PengirimanDokumen32 halamanMaping Kualifikasi Dan Validasi PengirimanBang GoezBelum ada peringkat
- Protap Kualifikasi Rev-UplDokumen5 halamanProtap Kualifikasi Rev-UplAcep AptBelum ada peringkat
- Kualifikasi ValidasiDokumen9 halamanKualifikasi ValidasiBerry RBelum ada peringkat
- Jurnal Implementasi Algoritma Dda Pada Pemrograman Java NetbeansDokumen5 halamanJurnal Implementasi Algoritma Dda Pada Pemrograman Java NetbeansMia DwiLestariBelum ada peringkat
- Formulir SupervisiDokumen2 halamanFormulir SupervisiMaria D'conahBelum ada peringkat
- Spo Pemeliharaan Downtime ServerDokumen2 halamanSpo Pemeliharaan Downtime ServerBayu WardhanyBelum ada peringkat
- Iht PMKPDokumen16 halamanIht PMKPnanangnangarifBelum ada peringkat
- Spo Pemeliharaan Downtime ServerDokumen2 halamanSpo Pemeliharaan Downtime ServerBayu WardhanyBelum ada peringkat
- Spo Pemeliharaan ServerDokumen2 halamanSpo Pemeliharaan ServerBayu Wardhany100% (1)
- 12618S1TKCE70632018 - Perancangan Pabrik Kimia II - Pertemuan 4 - Materi TambahanDokumen11 halaman12618S1TKCE70632018 - Perancangan Pabrik Kimia II - Pertemuan 4 - Materi TambahanRiky Mario YuluciBelum ada peringkat
- Rencana Kerja Jaminan MutuDokumen20 halamanRencana Kerja Jaminan MutuindrilasimpalaBelum ada peringkat
- Laporan Kegiatan Harian Pelaksanaan Kerja PeraktekDokumen5 halamanLaporan Kegiatan Harian Pelaksanaan Kerja PeraktekUser 01Belum ada peringkat
- Training Pemeliharaan Peralatan GI Apakah Pemeliharaan ItuDokumen112 halamanTraining Pemeliharaan Peralatan GI Apakah Pemeliharaan Itunixon manikBelum ada peringkat
- Kualifikasi InstalasiDokumen9 halamanKualifikasi InstalasiHappyariesBelum ada peringkat
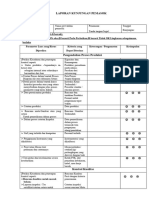
- Laporan Kunjungan PemasokDokumen2 halamanLaporan Kunjungan PemasokScribdTranslationsBelum ada peringkat
- Prod. Solida Aditama PDFDokumen22 halamanProd. Solida Aditama PDFDesiderius paristomanekBelum ada peringkat
- Tabel FmeaDokumen4 halamanTabel FmeaIzuna UcihaBelum ada peringkat
- Sop Conductivity (Eutech)Dokumen3 halamanSop Conductivity (Eutech)Hr DaniBelum ada peringkat
- Rencana Mutu Pembuatan Spare Part ToolingDokumen15 halamanRencana Mutu Pembuatan Spare Part ToolingpriyahitajuniarfanBelum ada peringkat
- Jaminan Mutu Internal Lab Mekanika Rev (Pak Dede Erawan)Dokumen26 halamanJaminan Mutu Internal Lab Mekanika Rev (Pak Dede Erawan)alphacompaniescBelum ada peringkat
- Job Sheet Pelatihan TkroDokumen7 halamanJob Sheet Pelatihan TkroKantorBelum ada peringkat
- Jaminan Mutu Internal Di Laboratorium - Pak DedeDokumen17 halamanJaminan Mutu Internal Di Laboratorium - Pak DedeHairul SaprudinBelum ada peringkat
- SKP Ependri Tahun 2022Dokumen10 halamanSKP Ependri Tahun 2022EpendriBelum ada peringkat
- Seminar Praktek Keinsinyuran Ppi Ui 2020 - R0Dokumen20 halamanSeminar Praktek Keinsinyuran Ppi Ui 2020 - R0Radit and bambangBelum ada peringkat
- Materi 13 Evaluasi Dan Audit ProyekDokumen11 halamanMateri 13 Evaluasi Dan Audit ProyekGery DimasBelum ada peringkat
- Cfaac963 0abd 49f9 8fe2 1afd7d4dce8dDokumen34 halamanCfaac963 0abd 49f9 8fe2 1afd7d4dce8dLuckie IbrahimBelum ada peringkat
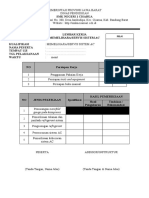
- Lembar Kerja AcDokumen1 halamanLembar Kerja AcYayu RahayuBelum ada peringkat
- PENGANTAR Jaminan Kualitas Lab KlinikDokumen27 halamanPENGANTAR Jaminan Kualitas Lab Klinikadithya zulfaniBelum ada peringkat
- Biru Infografik Tugas Akhir Skripsi PresentasiDokumen31 halamanBiru Infografik Tugas Akhir Skripsi PresentasiYunita dwi cahyaniBelum ada peringkat
- Sop Perawatan Bulanan Alat Hematologi SysmexDokumen3 halamanSop Perawatan Bulanan Alat Hematologi SysmexCakra Medika BekasiBelum ada peringkat
- SPC Materi IVDokumen54 halamanSPC Materi IVAprillia Intan Kusumawati100% (1)
- 4a. Cpotb - Capa (Share)Dokumen24 halaman4a. Cpotb - Capa (Share)siraitrumiBelum ada peringkat
- Lat - Damping Audit Internal 1Dokumen11 halamanLat - Damping Audit Internal 1eleven rubiwiyarniBelum ada peringkat
- Verifikasi & Review JSADokumen7 halamanVerifikasi & Review JSAEnald Anakkendari TamburakaBelum ada peringkat
- Presentasi UmmahDokumen10 halamanPresentasi UmmahMaslikhatul UmmahBelum ada peringkat
- Instrument IMUNISASI - 1Dokumen6 halamanInstrument IMUNISASI - 1aminatul lailahBelum ada peringkat
- Modul1 - Sistem Manajemen MutuDokumen25 halamanModul1 - Sistem Manajemen MutuOlivia SondakhBelum ada peringkat
- Kuliah Mutu Pertemuan 11 14Dokumen80 halamanKuliah Mutu Pertemuan 11 14Art HethariaBelum ada peringkat
- Protokol Validasi Proses Pengolahan Sirup X 60MLDokumen25 halamanProtokol Validasi Proses Pengolahan Sirup X 60MLArdyakinanti Fitryamahareni Ardyakinanti FitryamahareniBelum ada peringkat
- Kuntul 2-SOP-Maintenance-Alat-BeratDokumen4 halamanKuntul 2-SOP-Maintenance-Alat-BeratBudi ArtantoBelum ada peringkat
- 17 MODUL Perencanaan, Pengendalian, Dan Peningkatan MutuDokumen25 halaman17 MODUL Perencanaan, Pengendalian, Dan Peningkatan Mutuina sawitriBelum ada peringkat
- A7 - QCC EKSPRESI - PT. Semen TonasaDokumen15 halamanA7 - QCC EKSPRESI - PT. Semen Tonasaant franzzyBelum ada peringkat
- 014 04 LKK Kubota 9932 H50055 F000 04 KomponenDokumen5 halaman014 04 LKK Kubota 9932 H50055 F000 04 KomponenkuncoroBelum ada peringkat
- Prosedur Tetap Pemeriksaan Kualitas Persediaan Pemeriksaan Kualitas PersediaanDokumen17 halamanProsedur Tetap Pemeriksaan Kualitas Persediaan Pemeriksaan Kualitas PersediaanAndyBelum ada peringkat
- Buku Pedoman TSM-HDokumen57 halamanBuku Pedoman TSM-HsuparmanBelum ada peringkat
- JOB SHEET SISTEM AC (Baru)Dokumen4 halamanJOB SHEET SISTEM AC (Baru)Ahmad Jajle100% (1)
- Pengendalian Kadar Air Wafer Stick PDFDokumen9 halamanPengendalian Kadar Air Wafer Stick PDFwidikomtingBelum ada peringkat
- Kriteria Proper Ppu 2018Dokumen20 halamanKriteria Proper Ppu 2018Hilda nsBelum ada peringkat
- Maintence BoilerDokumen14 halamanMaintence BoilerRayhan Bagus Jati PratamaBelum ada peringkat
- Tinjauan ManajemenDokumen6 halamanTinjauan ManajemenIsrael BessieBelum ada peringkat
- Adoc - Pub Penerapan Repeatability and Reproducibility Msa GaDokumen7 halamanAdoc - Pub Penerapan Repeatability and Reproducibility Msa GaKahfi NugrahaBelum ada peringkat
- SILABUS KK 15 - Mengukur Temperatur Titik SambungDokumen4 halamanSILABUS KK 15 - Mengukur Temperatur Titik Sambungaji newBelum ada peringkat
- Pertemuan 13 - PengendalianDokumen9 halamanPertemuan 13 - PengendalianMida HalimahBelum ada peringkat
- TESTESDokumen13 halamanTESTESMia DwiLestariBelum ada peringkat
- Borang PuDokumen12 halamanBorang PuMia DwiLestariBelum ada peringkat
- Proposal Rencana Kegiatan PU-MiaDokumen10 halamanProposal Rencana Kegiatan PU-MiaMia DwiLestariBelum ada peringkat
- Laporan PKL Manajemen Pemasaran PDFDokumen85 halamanLaporan PKL Manajemen Pemasaran PDFMia DwiLestariBelum ada peringkat
- Proposal Rencana Kegiatan PU-MiaDokumen10 halamanProposal Rencana Kegiatan PU-MiaMia DwiLestariBelum ada peringkat
- H07aso PDFDokumen80 halamanH07aso PDFMia DwiLestariBelum ada peringkat
- Skripsi Icha Dwi Six SigmaDokumen4 halamanSkripsi Icha Dwi Six SigmaMia DwiLestariBelum ada peringkat
- Permodelan Simulasi Sistem KLM 2Dokumen2 halamanPermodelan Simulasi Sistem KLM 2Mia DwiLestariBelum ada peringkat
- Usul BeningDokumen17 halamanUsul BeningMia DwiLestariBelum ada peringkat
- Tugas Pemodelan&Simulasi Sistem Kel. 2Dokumen4 halamanTugas Pemodelan&Simulasi Sistem Kel. 2Mia DwiLestariBelum ada peringkat
- Regulasi Bahan Tambahan MakananDokumen11 halamanRegulasi Bahan Tambahan MakananMia DwiLestariBelum ada peringkat
- JurnalDokumen5 halamanJurnalMia DwiLestariBelum ada peringkat
- Pak Tikno (Analisis Usaha)Dokumen2 halamanPak Tikno (Analisis Usaha)Mia DwiLestariBelum ada peringkat
- Pengantar BasisDataDokumen39 halamanPengantar BasisDataBagus SofyanBelum ada peringkat