Anda mungkin juga menyukai
- Sandblasting PT HTSDokumen105 halamanSandblasting PT HTSAgum GumelarBelum ada peringkat
- Makalah Kpi Blasting Painting (M Ariq Arfina - 21090116060038)Dokumen25 halamanMakalah Kpi Blasting Painting (M Ariq Arfina - 21090116060038)diahrosaBelum ada peringkat
- Analisa Kerusakan Main PumpDokumen4 halamanAnalisa Kerusakan Main PumpYudi Hernadi100% (1)
- Aluminium Material Konstruksi KapalDokumen19 halamanAluminium Material Konstruksi KapalnaradabluesBelum ada peringkat
- Pembuatan VelgDokumen12 halamanPembuatan Velgisnaini choirul MiftahudinBelum ada peringkat
- Savonius TurbineDokumen101 halamanSavonius TurbineRifqi DarmawanBelum ada peringkat
- Jurnal TTG SandblastDokumen4 halamanJurnal TTG SandblastWinona SalsabilaBelum ada peringkat
- YujuDokumen3 halamanYujuDimas Putra100% (1)
- Drilling Hole PreparationDokumen12 halamanDrilling Hole PreparationAndreas Simatupang100% (1)
- Viskositas PDFDokumen115 halamanViskositas PDFRahmat MubarokBelum ada peringkat
- Jenis-Jenis Pillow Block BearingsDokumen3 halamanJenis-Jenis Pillow Block BearingsAndi BetaBelum ada peringkat
- Analisis Keandalan Air Screw OilFlooded Compressor Menggunakan Metode FMEA Di ORF PT Nusantara Regas - Compressed - Compressed PDFDokumen101 halamanAnalisis Keandalan Air Screw OilFlooded Compressor Menggunakan Metode FMEA Di ORF PT Nusantara Regas - Compressed - Compressed PDFAdi SaputraBelum ada peringkat
- PKI Perbaikan Leaf Spring Hino 260 TiDokumen25 halamanPKI Perbaikan Leaf Spring Hino 260 Tites aja0% (1)
- Analisa Keausan Pada Pin BushingDokumen70 halamanAnalisa Keausan Pada Pin Bushingcarzy boyyBelum ada peringkat
- Pengesahan SekolahDokumen2 halamanPengesahan SekolahWiliardo Charles AgapeBelum ada peringkat
- PengelasanDokumen29 halamanPengelasanMoh vicky Reza alfiyanBelum ada peringkat
- OPTIMASI PNEUMATIKDokumen29 halamanOPTIMASI PNEUMATIKthalia mayoriBelum ada peringkat
- Refisi FlushingDokumen14 halamanRefisi FlushingjayaBelum ada peringkat
- OBSERVASI EXCAVATORDokumen24 halamanOBSERVASI EXCAVATORIman MunakoBelum ada peringkat
- JUDULDokumen23 halamanJUDULSidik SusiloBelum ada peringkat
- Surat Perjanjian Sewa Peralatan IndDokumen12 halamanSurat Perjanjian Sewa Peralatan IndFauzi SatyagrahaBelum ada peringkat
- Surat Tugas Survey MakassarDokumen2 halamanSurat Tugas Survey MakassarPrasetyo Hendrik100% (1)
- Cara mengetahui kerusakan dan reparasi cylinder linerDokumen26 halamanCara mengetahui kerusakan dan reparasi cylinder linerHavid DenilBelum ada peringkat
- 1 Material Handling - UtamaDokumen99 halaman1 Material Handling - UtamahueuaBelum ada peringkat
- Metode Pelaksana Gudang FarmasiDokumen74 halamanMetode Pelaksana Gudang Farmasiismet222309Belum ada peringkat
- Makalah Analisa Kerusakan Lift Cylinder Bulldozer SD23Dokumen7 halamanMakalah Analisa Kerusakan Lift Cylinder Bulldozer SD23FerdiBelum ada peringkat
- API687Dokumen56 halamanAPI687Robi AndrianaBelum ada peringkat
- Perencanaan Sistem Ballast WaterDokumen9 halamanPerencanaan Sistem Ballast WaterwardahBelum ada peringkat
- Surat Pengajuan DispensasiDokumen2 halamanSurat Pengajuan DispensasiRuth OctaBelum ada peringkat
- OpsDokumen120 halamanOpsRheinhard GideonBelum ada peringkat
- Tugas K3 (CNC) 1Dokumen18 halamanTugas K3 (CNC) 1Yuda100% (1)
- Optimized 38 Character Title for Gas Pipeline Construction Procedure DocumentDokumen18 halamanOptimized 38 Character Title for Gas Pipeline Construction Procedure DocumentRandi PratamaBelum ada peringkat
- 1.a.perawatan BearingDokumen13 halaman1.a.perawatan BearingLulu LutfiaBelum ada peringkat
- Proposal Tugas AkhirDokumen24 halamanProposal Tugas AkhirFerry yeimoBelum ada peringkat
- PRAKERIN DI BENGKELDokumen34 halamanPRAKERIN DI BENGKELBudi PrasetyoBelum ada peringkat
- Resum Perawatan Fasilitas Pada Galangan Kapal. MerciaDokumen6 halamanResum Perawatan Fasilitas Pada Galangan Kapal. Merciamercia gargutBelum ada peringkat
- KERJA PRAKTEK DNV GLDokumen15 halamanKERJA PRAKTEK DNV GLMuchammatAlvinurBelum ada peringkat
- Jenis-Jenis Mata GerindaDokumen11 halamanJenis-Jenis Mata GerindaYoshep VirdinanBelum ada peringkat
- Laporan OJT PT - PAL INDONESIA 21050115120 PDFDokumen98 halamanLaporan OJT PT - PAL INDONESIA 21050115120 PDFEko NofriantoBelum ada peringkat
- Proposal PkpiDokumen13 halamanProposal PkpiZaenal ArifinBelum ada peringkat
- Proposal Radiator Coolant High Performance and Tropical FormulaDokumen9 halamanProposal Radiator Coolant High Performance and Tropical FormulaSuhairi AnasBelum ada peringkat
- LoolokkkkkkkkkDokumen62 halamanLoolokkkkkkkkkᴀɴᴅʀᴇ ᴀᴄᴋᴇʀᴍᴀɴBelum ada peringkat
- Skripsi Mia NewDokumen43 halamanSkripsi Mia NewFitriyantiBelum ada peringkat
- Tugas FenderDokumen15 halamanTugas FenderHotmix SipilBelum ada peringkat
- Persiapan dan Pelaksanaan Pekerjaan Jalan RayaDokumen6 halamanPersiapan dan Pelaksanaan Pekerjaan Jalan RayaHumble SBelum ada peringkat
- Laporan Kerja Praktek Di PT Katsushiro IndonesiaDokumen83 halamanLaporan Kerja Praktek Di PT Katsushiro IndonesiaWeny Faradita AprilianiBelum ada peringkat
- BAB 1 Pengelasan GesekDokumen3 halamanBAB 1 Pengelasan GesekZahid FakhruddinBelum ada peringkat
- Makalah KertasDokumen39 halamanMakalah KertasTya AnNisaaBelum ada peringkat
- Komponen Alat BeratDokumen33 halamanKomponen Alat BerathengkiBelum ada peringkat
- Ybygij 6 HeDokumen13 halamanYbygij 6 HeIhsanul RidhoBelum ada peringkat
- 印尼装船机培训资料 Materi Pembelajaran SOP Kapal Curah-revisiDokumen123 halaman印尼装船机培训资料 Materi Pembelajaran SOP Kapal Curah-revisiFedy CorleoneBelum ada peringkat
- SPEKTRUMDokumen24 halamanSPEKTRUMWahyu Arie D'Brutalz100% (1)
- LAPORAN HydraulikDokumen12 halamanLAPORAN HydraulikAndy SujainiBelum ada peringkat
- Diana Rm-Analisa Sistem Kerja Dan Pemeliharaan Terhadap Sistem Lubrikasi Pada Pebble Crusher 34cr101 Type Cone CrusherDokumen80 halamanDiana Rm-Analisa Sistem Kerja Dan Pemeliharaan Terhadap Sistem Lubrikasi Pada Pebble Crusher 34cr101 Type Cone CrusherErik BayemiBelum ada peringkat
- Pengaruh Penggunaan Koil Standart Dan RacingDokumen7 halamanPengaruh Penggunaan Koil Standart Dan RacingMaulana RahmaddaaniBelum ada peringkat
- Perhitungan Permesinan GeladakDokumen36 halamanPerhitungan Permesinan GeladakEko KurniawanBelum ada peringkat
- PELAKSANAAN K3 DI BENGKEL TEKNIK MESIN TUGAS BHS INDO-dikonversiDokumen26 halamanPELAKSANAAN K3 DI BENGKEL TEKNIK MESIN TUGAS BHS INDO-dikonversiBella TianaBelum ada peringkat
- BANTALAN LUNCURDokumen24 halamanBANTALAN LUNCURSriyono NozbBelum ada peringkat
- Efektifitas Abrasive Water Jet Machine Pada ProsesDokumen10 halamanEfektifitas Abrasive Water Jet Machine Pada ProsesDwi KurniawanBelum ada peringkat
- SandblastingDokumen8 halamanSandblastingFahrul Chayank AisyahBelum ada peringkat
- PERHITUNGAN VERTICAL LIFTDokumen35 halamanPERHITUNGAN VERTICAL LIFTSlamet WidodoBelum ada peringkat
- Formulir Pendaftaran WP BadanDokumen4 halamanFormulir Pendaftaran WP BadanedwinaBelum ada peringkat
- Jenis Jenis Maintenance: 1. Breakdown Maintenance (Perawatan Saat Terjadi Kerusakan)Dokumen11 halamanJenis Jenis Maintenance: 1. Breakdown Maintenance (Perawatan Saat Terjadi Kerusakan)Slamet WidodoBelum ada peringkat
- Pelaksanaan Praktek Kerja IndustriDokumen29 halamanPelaksanaan Praktek Kerja IndustriSlamet WidodoBelum ada peringkat
- Contoh CVDokumen1 halamanContoh CVKobo ChenBelum ada peringkat
- BAB IV Termo Dean 33-47Dokumen15 halamanBAB IV Termo Dean 33-47Slamet WidodoBelum ada peringkat
- Tabel Waktu Dan Tempat PenelitianDokumen1 halamanTabel Waktu Dan Tempat PenelitianSlamet WidodoBelum ada peringkat
- Contoh Surat Lamar Kerja UmumDokumen1 halamanContoh Surat Lamar Kerja UmumLimega StudioBelum ada peringkat
- Kata PenghantarDokumen1 halamanKata PenghantarSlamet WidodoBelum ada peringkat
- OPTIMASI PENYIMPANAN BARANG SECARA OTOMATISDokumen20 halamanOPTIMASI PENYIMPANAN BARANG SECARA OTOMATISSlamet WidodoBelum ada peringkat
- 4410211219135875866321january2013 PDFDokumen30 halaman4410211219135875866321january2013 PDFSlamet WidodoBelum ada peringkat
- 06bCriteriainVesselDesign PDFDokumen71 halaman06bCriteriainVesselDesign PDFSlamet WidodoBelum ada peringkat
- X SafetyFactorDokumen10 halamanX SafetyFactorErzad Iskandar PutraBelum ada peringkat
- Budaya Perusahaan Senyum, Salam, Sapa, Sopan: 4. Jam KerjaDokumen1 halamanBudaya Perusahaan Senyum, Salam, Sapa, Sopan: 4. Jam KerjaSlamet WidodoBelum ada peringkat
- Budaya Perusahaan Senyum, Salam, Sapa, Sopan: 4. Jam KerjaDokumen1 halamanBudaya Perusahaan Senyum, Salam, Sapa, Sopan: 4. Jam KerjaSlamet WidodoBelum ada peringkat
- Function Deployment (QFD) Dengan Pendekatan Antropometri: Desain Alat Penggiling Kedelai Menggunakan Metode QualityDokumen6 halamanFunction Deployment (QFD) Dengan Pendekatan Antropometri: Desain Alat Penggiling Kedelai Menggunakan Metode QualitySlamet WidodoBelum ada peringkat
- Ersan PDFDokumen52 halamanErsan PDFSlamet WidodoBelum ada peringkat
- TEORI DASAR KOMPRESORDokumen23 halamanTEORI DASAR KOMPRESORSlamet WidodoBelum ada peringkat
- Contoh Perencanaan CPMDokumen4 halamanContoh Perencanaan CPMSlamet WidodoBelum ada peringkat
- Laju Korosi Baja SC 42 Dalam Medium Air LautDokumen9 halamanLaju Korosi Baja SC 42 Dalam Medium Air LautHariandi AsrilBelum ada peringkat
- Jurnal EFI Sepeda Motor 2007Dokumen16 halamanJurnal EFI Sepeda Motor 2007WijanarkoBelum ada peringkat
- Bab 2 Pengukuran TekananDokumen29 halamanBab 2 Pengukuran TekananDorie KartikaBelum ada peringkat
- 9 292Dokumen10 halaman9 292Melinda DamayantiBelum ada peringkat
- Kuliah Umum UmjDokumen14 halamanKuliah Umum Umjachmad fatahBelum ada peringkat
- Minggu01 Otomasi Industri 2 PDFDokumen10 halamanMinggu01 Otomasi Industri 2 PDFHafidh Eki FauziBelum ada peringkat
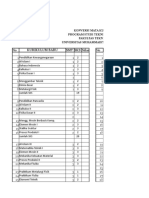
- Konversi Mata Kuliah Prodi Teknik MesinDokumen12 halamanKonversi Mata Kuliah Prodi Teknik MesinSlamet WidodoBelum ada peringkat
- k3 Pada Industri SemenDokumen72 halamank3 Pada Industri SemenGuntur E. Adiwinata100% (1)
- K3 Dalam KimiaDokumen60 halamanK3 Dalam Kimiamfhakim845268Belum ada peringkat
- Konversi Mata Kuliah Prodi Teknik MesinDokumen12 halamanKonversi Mata Kuliah Prodi Teknik MesinSlamet WidodoBelum ada peringkat