Anda mungkin juga menyukai
- Bahasa Inggris Sistem 52M Volume 1Dari EverandBahasa Inggris Sistem 52M Volume 1Penilaian: 3.5 dari 5 bintang3.5/5 (39)
- Bahasa Inggris Sistem 52M Volume 3Dari EverandBahasa Inggris Sistem 52M Volume 3Penilaian: 3 dari 5 bintang3/5 (3)
- Makalah Alat Ukur Linier LangsungDokumen35 halamanMakalah Alat Ukur Linier LangsungAgus Wandi100% (1)
- Laporan Mistar IngsutDokumen28 halamanLaporan Mistar Ingsutfakhrurozi91Belum ada peringkat
- Cover Alat UkurDokumen14 halamanCover Alat UkurAdityaBelum ada peringkat
- Makalah Metrologi IndustriDokumen30 halamanMakalah Metrologi IndustriDelia MentariBelum ada peringkat
- Kebulatan 1Dokumen55 halamanKebulatan 1Roni Novison100% (1)
- Makalah Kebulatan Dan Alat Ukur KebulatanDokumen17 halamanMakalah Kebulatan Dan Alat Ukur Kebulatanrefiabdullah77Belum ada peringkat
- Pengukuran Ulir - Metrologi Industri PDFDokumen30 halamanPengukuran Ulir - Metrologi Industri PDFqowiBelum ada peringkat
- Jurnal Akhir Praktikum Pengukuran Geometri Modul 3 Pengukuran Diameter LubangDokumen20 halamanJurnal Akhir Praktikum Pengukuran Geometri Modul 3 Pengukuran Diameter LubangHamzah Ibnul KhairBelum ada peringkat
- Jadi DongDokumen20 halamanJadi DongAdiyogo Fauzien PrasetyoBelum ada peringkat
- Makalah Mata Kuliah Metrologi Industri DanniDokumen21 halamanMakalah Mata Kuliah Metrologi Industri DanniDanni DwiBelum ada peringkat
- Pengukuran Teknik Dan InstrumentasiDokumen91 halamanPengukuran Teknik Dan InstrumentasiBalya MBelum ada peringkat
- Alat Ukur Linear LangsungDokumen18 halamanAlat Ukur Linear LangsungrisnawatihasibuanBelum ada peringkat
- Makalah Alat Ukur Dan Pengukuran For MergeDokumen26 halamanMakalah Alat Ukur Dan Pengukuran For MergeMuh FaqihBelum ada peringkat
- Bima Rizki Zalni - 2110912024 - Tugas1Dokumen38 halamanBima Rizki Zalni - 2110912024 - Tugas1bima rizki zalniBelum ada peringkat
- Laporan Pengukuran Klompok 1 Fix-1-1Dokumen35 halamanLaporan Pengukuran Klompok 1 Fix-1-1faridanfadi01Belum ada peringkat
- Alat Ukur Linier Tidak Langsung ALFREDODokumen15 halamanAlat Ukur Linier Tidak Langsung ALFREDOSohmo Jhon KevinBelum ada peringkat
- Laporan Metrologi Modul 1Dokumen52 halamanLaporan Metrologi Modul 1nathanielBelum ada peringkat
- Makalah-Alat-Ukur-Dan-Pengukuran - For MergeDokumen26 halamanMakalah-Alat-Ukur-Dan-Pengukuran - For MergeMuhammad ArfanBelum ada peringkat
- Laporan Akhir Metrologi Muhammad Ardian N RDokumen37 halamanLaporan Akhir Metrologi Muhammad Ardian N RMuhammad Ardian Nashrullah RhamdanBelum ada peringkat
- Laporan Akhir Jangka SorongDokumen42 halamanLaporan Akhir Jangka SorongAgus WandiBelum ada peringkat
- Fisika DasarDokumen30 halamanFisika DasarYudha GumayBelum ada peringkat
- Tugas Makalah 3Dokumen13 halamanTugas Makalah 3SelmianaBelum ada peringkat
- Laporan AkhirDokumen163 halamanLaporan AkhirAsep Bin UjangBelum ada peringkat
- Yohanes Juan Bagus Simorangkir - 3331200042Dokumen37 halamanYohanes Juan Bagus Simorangkir - 3331200042Yohanes JuanBelum ada peringkat
- Bravian Ariq Akbarulah - 2009926 - Laporan Pengolahan Data Tachymetri KDH DigitalDokumen106 halamanBravian Ariq Akbarulah - 2009926 - Laporan Pengolahan Data Tachymetri KDH DigitalCarmelliaBelum ada peringkat
- Makalah MetrologiDokumen29 halamanMakalah Metrologiwildan helmiBelum ada peringkat
- Laporan SudutDokumen40 halamanLaporan SudutHulam DarojatiBelum ada peringkat
- KalibrasiDokumen57 halamanKalibrasigalih kukuhBelum ada peringkat
- Makalah Multimetr DigitalDokumen37 halamanMakalah Multimetr DigitalYuliana RisaBelum ada peringkat
- Modul Pengukuran TeknikDokumen91 halamanModul Pengukuran TeknikFauzan 's19Belum ada peringkat
- Tugas Struktur Baja 1Dokumen65 halamanTugas Struktur Baja 1Megah Ultari100% (2)
- MODUL ECT (Recovered)Dokumen31 halamanMODUL ECT (Recovered)AldiansyahRudyBelum ada peringkat
- Makalah Alat Pengukuran GeometriDokumen21 halamanMakalah Alat Pengukuran GeometriAndrypz Puji SiswoyoBelum ada peringkat
- Yohanes Juan Bagus Simorangkir - 3331200042Dokumen28 halamanYohanes Juan Bagus Simorangkir - 3331200042Yohanes JuanBelum ada peringkat
- E 20 Dadi 39969 Tugas2Dokumen48 halamanE 20 Dadi 39969 Tugas2Dadi ZainalBelum ada peringkat
- Metrologi IndustriDokumen17 halamanMetrologi IndustriFlorensius KitaroBelum ada peringkat
- 23oktober2021 Kelompok1 Modul02 SiangDokumen26 halaman23oktober2021 Kelompok1 Modul02 SiangHamzah Ibnul KhairBelum ada peringkat
- FIX Laprak FDS-Catur Dan Dedy-10-Rombel 3Dokumen50 halamanFIX Laprak FDS-Catur Dan Dedy-10-Rombel 3gchan.chan2112Belum ada peringkat
- Laporan Pratikum Metrologi Industri Modul 1 - 2 Kelompok 4 RevDokumen94 halamanLaporan Pratikum Metrologi Industri Modul 1 - 2 Kelompok 4 RevNur AizzyBelum ada peringkat
- Modul 3Dokumen43 halamanModul 3nathanielBelum ada peringkat
- Daftar Isi MakalahDokumen4 halamanDaftar Isi MakalahTita'tha SanitaBelum ada peringkat
- Pengukuran Celah Busi Dan Tekanan Kompresi - Kelompok 2 PDFDokumen14 halamanPengukuran Celah Busi Dan Tekanan Kompresi - Kelompok 2 PDFApep BegalBelum ada peringkat
- Praktikum Modul 2 Metrologi IndustriDokumen34 halamanPraktikum Modul 2 Metrologi IndustrijowzBelum ada peringkat
- Laporan Pratikum Modul 1 Jangka Sorong11Dokumen32 halamanLaporan Pratikum Modul 1 Jangka Sorong11Amelia. Ptri01Belum ada peringkat
- Makalah Alat Bantu Marshall EwoDokumen13 halamanMakalah Alat Bantu Marshall EwoPurnomo BintangBelum ada peringkat
- Laporan PKL Di Unit Instalasi Meter BBM Direktorat MetrologiDokumen56 halamanLaporan PKL Di Unit Instalasi Meter BBM Direktorat MetrologiMuhammad Yudha NindarBelum ada peringkat
- Laporan PengukuranDokumen25 halamanLaporan Pengukuranrif_sinata25% (4)
- Laporan Akhir FinalDokumen85 halamanLaporan Akhir FinalMarsel LukitoBelum ada peringkat
- Laporan Tachymetri - Kel 5 - 1Dokumen57 halamanLaporan Tachymetri - Kel 5 - 1melaniamelaniBelum ada peringkat
- Alat Bantu Dan Alat UkurDokumen13 halamanAlat Bantu Dan Alat UkurElsa BerlianiBelum ada peringkat
- Laporan Praktikum Tensile TestDokumen57 halamanLaporan Praktikum Tensile TestRasyid PratamaBelum ada peringkat
- Kelompok 2 - TI-E - Perakitan TripodDokumen30 halamanKelompok 2 - TI-E - Perakitan TripodARMELIA AGUSTINBelum ada peringkat
- Laporan KalibrasiDokumen15 halamanLaporan KalibrasiAlfi AdamBelum ada peringkat
- Makalah Perbengkelan Kel 7Dokumen16 halamanMakalah Perbengkelan Kel 7Otari MiaBelum ada peringkat
- Analisa LaporanDokumen27 halamanAnalisa Laporansyahrezi vasha zuardiBelum ada peringkat
- Mikrometer Sahat PerbaikanDokumen41 halamanMikrometer Sahat PerbaikanMadi SilalahiBelum ada peringkat
- Randi 1Dokumen11 halamanRandi 1izunBelum ada peringkat
- Bahasa Inggris Sistem 52M Volume 2Dari EverandBahasa Inggris Sistem 52M Volume 2Penilaian: 4.5 dari 5 bintang4.5/5 (7)
- Manajemen Dan Lingkungan OrgnisasiDokumen6 halamanManajemen Dan Lingkungan OrgnisasideviBelum ada peringkat
- Kata PengantarDokumen2 halamanKata PengantardeviBelum ada peringkat
- Cover Perencanaan PraktekDokumen1 halamanCover Perencanaan PraktekdeviBelum ada peringkat
- Laporan KWUDokumen4 halamanLaporan KWUdeviBelum ada peringkat
- Perencanaan Bordir Bab II, III, IVDokumen12 halamanPerencanaan Bordir Bab II, III, IVdeviBelum ada peringkat
- Kekuasan Dan WewenangDokumen22 halamanKekuasan Dan WewenangdeviBelum ada peringkat
- Resum Medpen 1Dokumen14 halamanResum Medpen 1deviBelum ada peringkat
- Kata Pengantar Perencanaan BordirDokumen3 halamanKata Pengantar Perencanaan BordirdeviBelum ada peringkat
- MAKALAH IsbdDokumen24 halamanMAKALAH IsbddeviBelum ada peringkat
- KONSUMSI Gelar CiptaDokumen3 halamanKONSUMSI Gelar CiptadeviBelum ada peringkat
- Bus ANADokumen1 halamanBus ANAdeviBelum ada peringkat
- WaffleDokumen6 halamanWaffledeviBelum ada peringkat
- MAKALAH IsbdDokumen24 halamanMAKALAH IsbddeviBelum ada peringkat
- Daftar Ukuran Pelanggan SoniaDokumen10 halamanDaftar Ukuran Pelanggan SoniadeviBelum ada peringkat
- Lembar KonsultasiDokumen4 halamanLembar KonsultasideviBelum ada peringkat
- Daftar Ukuran Pelanggan SoniaDokumen10 halamanDaftar Ukuran Pelanggan SoniadeviBelum ada peringkat
- SurabayaDokumen2 halamanSurabayadeviBelum ada peringkat
- Bab IiDokumen29 halamanBab IideviBelum ada peringkat
- KBK Oto Jan 2017Dokumen9 halamanKBK Oto Jan 2017deviBelum ada peringkat
- Lembar KonsultasiDokumen3 halamanLembar KonsultasideviBelum ada peringkat
- Halaman JudulDokumen1 halamanHalaman JuduldeviBelum ada peringkat
- Lembar KonsultasiDokumen4 halamanLembar KonsultasideviBelum ada peringkat
- Halaman JudulDokumen1 halamanHalaman JuduldeviBelum ada peringkat
- Undangan Tahlil FolioDokumen1 halamanUndangan Tahlil FolioMuhammad Ainur RofiqBelum ada peringkat
- Antilocked Braking SystemDokumen7 halamanAntilocked Braking Systembangyos001Belum ada peringkat
- SILABUS PELAYANAN BIMBINGAN DAN KONSELING BK Kelas 7 SEMESTER 1Dokumen4 halamanSILABUS PELAYANAN BIMBINGAN DAN KONSELING BK Kelas 7 SEMESTER 1deviBelum ada peringkat
- Operasi Valve AbsDokumen2 halamanOperasi Valve AbsdeviBelum ada peringkat
- Alan 275-276Dokumen2 halamanAlan 275-276deviBelum ada peringkat
- SILABUS PELAYANAN BIMBINGAN DAN KONSELING BK Kelas 7 SEMESTER 1Dokumen4 halamanSILABUS PELAYANAN BIMBINGAN DAN KONSELING BK Kelas 7 SEMESTER 1devi100% (1)
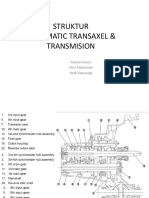
- Automatic Transaxel & TransmisionDokumen5 halamanAutomatic Transaxel & TransmisiondeviBelum ada peringkat