Anda mungkin juga menyukai
- Penerimaan Bahan Baku (Receiving of Raw Material)Dokumen14 halamanPenerimaan Bahan Baku (Receiving of Raw Material)Onco OdhaBelum ada peringkat
- Buku Informasi Membuat Selai Rumput Laut RevDokumen23 halamanBuku Informasi Membuat Selai Rumput Laut RevAida FathyaBelum ada peringkat
- Elistia - Suhu Rendah (Cumi-Cumi) - THP 2019.Dokumen28 halamanElistia - Suhu Rendah (Cumi-Cumi) - THP 2019.Elis tiaBelum ada peringkat
- Kelompok 8 - Pembuatan Pakan Ikan Bentuk Larutan Emulsi, Roti Kukus Dan CakeDokumen34 halamanKelompok 8 - Pembuatan Pakan Ikan Bentuk Larutan Emulsi, Roti Kukus Dan Cakeilham mursalinBelum ada peringkat
- My Pkl-FixDokumen54 halamanMy Pkl-FixNurul Hasanah100% (1)
- LAPORAN PRAKTIK LAYOUT HatcheryDokumen8 halamanLAPORAN PRAKTIK LAYOUT HatcheryMuhammad Alfin Rahmat YomiBelum ada peringkat
- Permen Kelautan Dan Perikanan No Kep.052.a.men.2013 TTG Persyaratan Jaminan Mutu Dan Keamanan Hasil Perikanan PDFDokumen30 halamanPermen Kelautan Dan Perikanan No Kep.052.a.men.2013 TTG Persyaratan Jaminan Mutu Dan Keamanan Hasil Perikanan PDFdinnyBelum ada peringkat
- Sistem Jaminan Mutu Hasil Perikanan JuliDokumen24 halamanSistem Jaminan Mutu Hasil Perikanan Julifadhila jahjaBelum ada peringkat
- Laporan Kerapu Fillet (1) 2Dokumen41 halamanLaporan Kerapu Fillet (1) 2Nanang SuhendaBelum ada peringkat
- Laporan Praktikum Diversifikasi Pembuatan Gelatin Kulit Ikan PayusDokumen13 halamanLaporan Praktikum Diversifikasi Pembuatan Gelatin Kulit Ikan PayusRiska Ayu NuryahyaBelum ada peringkat
- PKL-2 - CV Paa PDFDokumen36 halamanPKL-2 - CV Paa PDFDicky Winata WiharjaBelum ada peringkat
- Alur Proses ProduksiDokumen5 halamanAlur Proses ProduksiGusti Adi Nirwansyah100% (1)
- Laporan Pembekuan Tuna (Qurotul Aeni)Dokumen21 halamanLaporan Pembekuan Tuna (Qurotul Aeni)Hary Prawira DharmaBelum ada peringkat
- Proposal Praktik Lapang 2Dokumen53 halamanProposal Praktik Lapang 2Ella ErnawatiBelum ada peringkat
- Proses Produksi Ikan Teri (Stolephorus SP)Dokumen26 halamanProses Produksi Ikan Teri (Stolephorus SP)inggitluthfiazahraBelum ada peringkat
- 8160 - Sni 01-4103.3-2006Dokumen16 halaman8160 - Sni 01-4103.3-2006Rina NovitaBelum ada peringkat
- Tugas PPT Fiqri FamadonDokumen10 halamanTugas PPT Fiqri FamadonAZM13 GAMINGBelum ada peringkat
- 8 PDFDokumen9 halaman8 PDFBudi SantosoBelum ada peringkat
- Manual SKP Online UPIDokumen28 halamanManual SKP Online UPIIman100% (1)
- LAPORAN BbpbatDokumen46 halamanLAPORAN BbpbatAnnisa MarianiBelum ada peringkat
- Leaflet Penanganan Ikan Pasca PanenDokumen2 halamanLeaflet Penanganan Ikan Pasca PanenIbnu Hasan100% (1)
- Teknik Produksi Pakan BuatanDokumen8 halamanTeknik Produksi Pakan BuatanYoan Bintang BasithBelum ada peringkat
- Makalah Alat Pembekuan IkanDokumen18 halamanMakalah Alat Pembekuan IkanRiskaBelum ada peringkat
- Artikel Muhammad Tasbih Dian PDFDokumen11 halamanArtikel Muhammad Tasbih Dian PDFVienBelum ada peringkat
- Makalah RajunganDokumen27 halamanMakalah Rajunganmustika100% (1)
- Fix Sli BandengDokumen12 halamanFix Sli Bandengsyabila aldiffah tasyahuriBelum ada peringkat
- Sni 7530-2-2009 Bahan Baku Tuna LoinDokumen5 halamanSni 7530-2-2009 Bahan Baku Tuna LoinRyko ArdiansyahBelum ada peringkat
- Magangggg CuyDokumen56 halamanMagangggg CuyAlivia Azhari100% (1)
- Pembesaran Udang VannameDokumen9 halamanPembesaran Udang VannameSesilia InnaBelum ada peringkat
- Sni 8316-2016Dokumen12 halamanSni 8316-2016Standard UserBelum ada peringkat
- SKKNI Pengolahan TunaDokumen862 halamanSKKNI Pengolahan TunaErika Arisetiana Dewi100% (1)
- Proses Pembekuan Ikan TunaDokumen36 halamanProses Pembekuan Ikan TunaFijai RamadhanBelum ada peringkat
- Rundown Acara Taddabur Alam (Revisi)Dokumen2 halamanRundown Acara Taddabur Alam (Revisi)viaBelum ada peringkat
- Pembekuan Tuna Loin Di Pt. Laut Biru SeafoodDokumen43 halamanPembekuan Tuna Loin Di Pt. Laut Biru SeafoodIkmal PasarBelum ada peringkat
- Ekstraksi Kolagen Dari Kulit Nila Merah Di BBP4BKP JakartaDokumen33 halamanEkstraksi Kolagen Dari Kulit Nila Merah Di BBP4BKP JakartaBenget R. Simanjuntak100% (5)
- 40-10981CRS - Keadaan Umum PerusahaanDokumen6 halaman40-10981CRS - Keadaan Umum PerusahaanFaisalBelum ada peringkat
- Laporan Praktek Pemindangan Ikan Secara ModernDokumen5 halamanLaporan Praktek Pemindangan Ikan Secara ModernWijdanBelum ada peringkat
- Karya Tulis Ela-1Dokumen42 halamanKarya Tulis Ela-1amanoBelum ada peringkat
- Pengemasan Daging Rajungan Pasteurisasi Dalam KalengDokumen11 halamanPengemasan Daging Rajungan Pasteurisasi Dalam KalengAsri RahmaBelum ada peringkat
- Media Dan Teknik Pendinginan IkanDokumen18 halamanMedia Dan Teknik Pendinginan IkanRajis Aditya100% (1)
- LAMPIRAN Kalor IkanDokumen39 halamanLAMPIRAN Kalor IkanMursalin Isk MuhdBelum ada peringkat
- NGY0 YTc 0 Y2 I1 ZJ FM ZGVH Yj FJ MWQ2 NTFM OWNl OTBh YWRm ZWIy ZJHL OADokumen23 halamanNGY0 YTc 0 Y2 I1 ZJ FM ZGVH Yj FJ MWQ2 NTFM OWNl OTBh YWRm ZWIy ZJHL OABani ĂndroBelum ada peringkat
- Laporan EkadoDokumen10 halamanLaporan EkadoMarisky Nur AdninBelum ada peringkat
- Sni CppibDokumen23 halamanSni CppibRiris Yuli ValentineBelum ada peringkat
- Bisnis Ikan Lele Dengan Probiotik Yakult Dalam EmberDokumen99 halamanBisnis Ikan Lele Dengan Probiotik Yakult Dalam EmberArief Rizki PutranandaBelum ada peringkat
- Proses Pembekuan Fillet Ikan Kerapu MacanDokumen7 halamanProses Pembekuan Fillet Ikan Kerapu MacanMuhamad Fajar Farurrozi100% (1)
- Laporan PPKMP Brenda Karame 2023 Kelurahan Batu Putih AtasDokumen41 halamanLaporan PPKMP Brenda Karame 2023 Kelurahan Batu Putih AtasBrenda Angela KarameBelum ada peringkat
- Magang BioflokDokumen17 halamanMagang BioflokIchigaki ShinaaBelum ada peringkat
- Sop Ikan Nila Salin - Kelompok 2 TBP DDokumen19 halamanSop Ikan Nila Salin - Kelompok 2 TBP DMuthia alqiptiyah zaputriBelum ada peringkat
- Laporan Praktik Kerja Lapangan IiDokumen21 halamanLaporan Praktik Kerja Lapangan IiRamadhanni AriantoBelum ada peringkat
- Soal SKB 2018Dokumen21 halamanSoal SKB 2018Mamang Cek100% (1)
- Laporan Praktik Lapang (Cover)Dokumen19 halamanLaporan Praktik Lapang (Cover)hafi badaliBelum ada peringkat
- Laporan Magang PengaramanDokumen13 halamanLaporan Magang PengaramanMargarita YaftoranBelum ada peringkat
- Penanganan Ikan Hidup, Leli 2017Dokumen33 halamanPenanganan Ikan Hidup, Leli 2017Nurlaeli Fattah100% (1)
- Kelompok 8 Metode Penelitian PlanktonDokumen12 halamanKelompok 8 Metode Penelitian PlanktonIntanBelum ada peringkat
- Monitoring Mutu Pada Pengolahan Udang Vannamei Revisi 2Dokumen42 halamanMonitoring Mutu Pada Pengolahan Udang Vannamei Revisi 2Irna SukmayantiBelum ada peringkat
- Materi Pedoman CPIBDokumen28 halamanMateri Pedoman CPIBMuhammadHasbyRasyadBelum ada peringkat
- Tuna BaliDokumen16 halamanTuna BalinajmiaBelum ada peringkat
- Ekspor Suci AmeliaDokumen17 halamanEkspor Suci AmeliaSuci AmeliaBelum ada peringkat
- Tugas Processing IkanDokumen17 halamanTugas Processing IkanGama Dian Nugroho0% (1)
- Menyikapi DigitalisasiDokumen3 halamanMenyikapi DigitalisasiVita WiraBelum ada peringkat
- Laporan Pengembangan Diri Optimalisasi QuizizzDokumen10 halamanLaporan Pengembangan Diri Optimalisasi QuizizzVita WiraBelum ada peringkat
- Cara Pendidik Mengikuti Trend DigitalDokumen3 halamanCara Pendidik Mengikuti Trend DigitalVita WiraBelum ada peringkat
- Mencari Referensi Di Internet Dengan Cara BenarDokumen3 halamanMencari Referensi Di Internet Dengan Cara BenarVita WiraBelum ada peringkat
- Alasan Mengapa Pendidik Harus Melek DigitalDokumen3 halamanAlasan Mengapa Pendidik Harus Melek DigitalVita WiraBelum ada peringkat
- Kisi2-Kisi Soal SumatifDokumen1 halamanKisi2-Kisi Soal SumatifVita WiraBelum ada peringkat
- SILABUS Hewani C3Dokumen11 halamanSILABUS Hewani C3Vita WiraBelum ada peringkat
- Full TextDokumen107 halamanFull TextVita WiraBelum ada peringkat
- Kartu Anggota KoperasiDokumen6 halamanKartu Anggota KoperasiVita WiraBelum ada peringkat
- Panduan Pembayaran VA 19061285710142Dokumen4 halamanPanduan Pembayaran VA 19061285710142Vita WiraBelum ada peringkat
- Skripsi: Provided by Lumbung Pustaka UNY (UNY Repository)Dokumen196 halamanSkripsi: Provided by Lumbung Pustaka UNY (UNY Repository)Vita WiraBelum ada peringkat
- Tugas Sesi PembekuanDokumen11 halamanTugas Sesi PembekuanVita WiraBelum ada peringkat
- LK Roti BekuDokumen2 halamanLK Roti BekuVita WiraBelum ada peringkat
- Produksi Pengolahan Komoditas Perkebunan Dan Herbal 12 SMKDokumen7 halamanProduksi Pengolahan Komoditas Perkebunan Dan Herbal 12 SMKVita WiraBelum ada peringkat
- BPJSDokumen10 halamanBPJSVita WiraBelum ada peringkat
- Silabus Praktikum Akuntansi Pemerintahan Lembaga SMKDokumen26 halamanSilabus Praktikum Akuntansi Pemerintahan Lembaga SMKisna100% (1)
- 322-Guidebook - Peserta Revisi 1 PDFDokumen32 halaman322-Guidebook - Peserta Revisi 1 PDFVita WiraBelum ada peringkat
- Bahan Bacaan SortasiDokumen26 halamanBahan Bacaan SortasiVita WiraBelum ada peringkat
- Bahan Bacaan Pembekuan PDFDokumen23 halamanBahan Bacaan Pembekuan PDFVita WiraBelum ada peringkat
- Bab 2Dokumen48 halamanBab 2Vita WiraBelum ada peringkat
- Pendahuluan PDFDokumen22 halamanPendahuluan PDFVita WiraBelum ada peringkat
- Tugas Sesi PenyimpananDokumen9 halamanTugas Sesi PenyimpananVita WiraBelum ada peringkat
- Pma Nomor 29 Tahun 2016 PDFDokumen17 halamanPma Nomor 29 Tahun 2016 PDFDewa Angin SelatanBelum ada peringkat
- 9 Lampiran Lengkap Rev 1pdf PDFDokumen94 halaman9 Lampiran Lengkap Rev 1pdf PDFVita WiraBelum ada peringkat
- Tugas Dari Sesi MenyortirDokumen8 halamanTugas Dari Sesi MenyortirVita WiraBelum ada peringkat
- Pedoman UKK 20192020-1Dokumen19 halamanPedoman UKK 20192020-1Dikdik Permana100% (4)
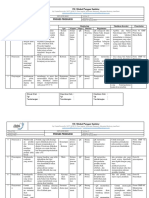
- Instrumen PenilaianDokumen8 halamanInstrumen PenilaianVita WiraBelum ada peringkat
- 5426-P4-PPsp-Agribisnis Tanaman Pangan Dan Hortikultura-K13revDokumen19 halaman5426-P4-PPsp-Agribisnis Tanaman Pangan Dan Hortikultura-K13revVita WiraBelum ada peringkat
- Penyimpanan Udang Beku - Yons OkkDokumen36 halamanPenyimpanan Udang Beku - Yons OkkVita Wira100% (1)