Anda mungkin juga menyukai
- Kaitan Atau Hubungan Pola Aliran Bahan Dengan Tata Letak PabrikDokumen2 halamanKaitan Atau Hubungan Pola Aliran Bahan Dengan Tata Letak PabrikFifi Mutiya FatulBelum ada peringkat
- Surat Pernyataan SalesDokumen3 halamanSurat Pernyataan Salesalfin afiyanto100% (2)
- Soal Uts Perancangan ProdukDokumen1 halamanSoal Uts Perancangan ProdukpkmkebonsariBelum ada peringkat
- Buku Sistem Produksi Industri Manufaktur Dan JasaDokumen240 halamanBuku Sistem Produksi Industri Manufaktur Dan Jasa051663100% (2)
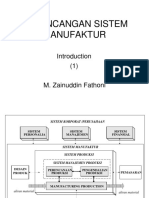
- PSM 1 Manufacturing SystemDokumen44 halamanPSM 1 Manufacturing SystemAldi IrawanBelum ada peringkat
- Sistem Manufaktur PDFDokumen21 halamanSistem Manufaktur PDFDinda Agustina Lubis100% (1)
- Peta Aliran ProsesDokumen2 halamanPeta Aliran ProsesDwi SetiyawanBelum ada peringkat
- Tugas Laprak TPS TradisionalDokumen11 halamanTugas Laprak TPS TradisionalRonaldo KusumaBelum ada peringkat
- Uas Sore Praktikum Perancangan Tata Letak Fasilitas Genap 2019-2020 PDFDokumen1 halamanUas Sore Praktikum Perancangan Tata Letak Fasilitas Genap 2019-2020 PDFJunaidi Saputra100% (1)
- Soal ARC+ARDDokumen1 halamanSoal ARC+ARDAditya KurniawanBelum ada peringkat
- Single Station Manned WorkstationDokumen2 halamanSingle Station Manned WorkstationPubalan SivasangkarBelum ada peringkat
- Modul 5 (Systematic Layout Planning)Dokumen34 halamanModul 5 (Systematic Layout Planning)Renanda LaradutaTM0% (1)
- Perancangan Tata Letak Fasilitas Modul 6 TemplateDokumen6 halamanPerancangan Tata Letak Fasilitas Modul 6 TemplateNisa AgniaBelum ada peringkat
- Iii - Kamis - Laporan Pertemuan 3Dokumen22 halamanIii - Kamis - Laporan Pertemuan 3YasrannuddinBelum ada peringkat
- JAWABAN KUIS PERTEMUAN 14 (Online 5 - Penjadwalan Produksi Mesin Serial Dan Paralel)Dokumen6 halamanJAWABAN KUIS PERTEMUAN 14 (Online 5 - Penjadwalan Produksi Mesin Serial Dan Paralel)Wiwid Afdalliani PutriBelum ada peringkat
- Laporan Psit 2Dokumen87 halamanLaporan Psit 2Sahri SyamBelum ada peringkat
- Tugas Kelompok-PLTF CorelapDokumen64 halamanTugas Kelompok-PLTF CorelapRudini MulyaBelum ada peringkat
- PENGGUNAAN MODUL ARENA. Laporan Simulasi Komputer (Tata Usaha) - Ryry Rizki AsriDokumen58 halamanPENGGUNAAN MODUL ARENA. Laporan Simulasi Komputer (Tata Usaha) - Ryry Rizki AsriRyry Rizki Asri100% (1)
- Bab 1-3Dokumen38 halamanBab 1-3RiskaBelum ada peringkat
- Perencanaan Tata LetakDokumen4 halamanPerencanaan Tata LetakDyastari SaskaraBelum ada peringkat
- Laporan Praktikum Perancangan Tata Letak PabrikDokumen113 halamanLaporan Praktikum Perancangan Tata Letak PabrikJajangBelum ada peringkat
- Minggu Ke-3 - Perhitungan Perencanaan FasilitasDokumen44 halamanMinggu Ke-3 - Perhitungan Perencanaan FasilitasIsrafiMaulanaBelum ada peringkat
- Pertemuan 1 Sistem Manufacturing ModernDokumen10 halamanPertemuan 1 Sistem Manufacturing ModernAmrizal100% (1)
- Alat Bantu & Alat Ukur Workholding & ClampingDokumen5 halamanAlat Bantu & Alat Ukur Workholding & ClampingMuhammad Akbar Maulana RamadhanBelum ada peringkat
- Modul 5 Psit-1Dokumen20 halamanModul 5 Psit-1RiezkyIkhaBelum ada peringkat
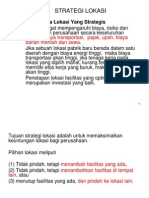
- MPO6 LokasiDokumen43 halamanMPO6 Lokasimr_b13Belum ada peringkat
- Laporan Praktikum TPS-HeijunkaDokumen9 halamanLaporan Praktikum TPS-HeijunkaRonaldo KusumaBelum ada peringkat
- Group Technology and Manufacture Cellular Bab15Dokumen36 halamanGroup Technology and Manufacture Cellular Bab15Afdhil SalimBelum ada peringkat
- Laporan Praktikum Line Balancing Pada RiDokumen45 halamanLaporan Praktikum Line Balancing Pada RiAndriana100% (1)
- Laporan Praktikum Activity Relationship Chart (Arc) & Area Allocation Diagram (Aad) Metode CorelapDokumen19 halamanLaporan Praktikum Activity Relationship Chart (Arc) & Area Allocation Diagram (Aad) Metode CorelapAgung FirmansyahBelum ada peringkat
- 4 5 Agregat DisagregatDokumen73 halaman4 5 Agregat DisagregatHendriik ViicarloBelum ada peringkat
- Laporan Jobshop Dan FlowshopDokumen34 halamanLaporan Jobshop Dan FlowshopNur Rahma Laila Rizki Fauziah100% (5)
- Merancang Aliran BahanDokumen6 halamanMerancang Aliran BahanRestu Yulia Vitasari0% (1)
- Materi PTLFDokumen8 halamanMateri PTLFDevi AmaliaBelum ada peringkat
- Pertemuan 6. Luas LantaiDokumen42 halamanPertemuan 6. Luas LantaiAuqar Rusdy100% (1)
- Tata Letak Dan Algoritma CRAFTDokumen27 halamanTata Letak Dan Algoritma CRAFTDamar Dwiyadi Pratama100% (2)
- Modul Group Technology and Cellular ManufacturingDokumen37 halamanModul Group Technology and Cellular Manufacturingirwan wijayantoBelum ada peringkat
- Laporan Kelompok 25Dokumen96 halamanLaporan Kelompok 25UlyviatrisnaBelum ada peringkat
- Penerapan Tata Kelola Stasiun Kerja Pada Lingkungan Industri ManufakturDokumen15 halamanPenerapan Tata Kelola Stasiun Kerja Pada Lingkungan Industri ManufakturRudini MulyaBelum ada peringkat
- Line BalancingDokumen26 halamanLine BalancingFahmi Apriadi100% (2)
- Activity Relationship ChartDokumen9 halamanActivity Relationship ChartWidia PitrianiBelum ada peringkat
- Contoh Metode Disagregasi HaxDokumen5 halamanContoh Metode Disagregasi HaxAninditya Wisnuputri100% (2)
- Bab IV Line BalancingDokumen8 halamanBab IV Line BalancingTaufan OpanBelum ada peringkat
- Tugas Perencanaan Produksi Dan Operasional - (Cecep Saripudin)Dokumen10 halamanTugas Perencanaan Produksi Dan Operasional - (Cecep Saripudin)SyarifuddinBelum ada peringkat
- Elemen Dasar Pemotong LogamDokumen7 halamanElemen Dasar Pemotong LogamAji NursetoBelum ada peringkat
- Proposal Kerja Praktek - Aturan Dan Prinsip Dasar Perencanaan Material HandlingDokumen11 halamanProposal Kerja Praktek - Aturan Dan Prinsip Dasar Perencanaan Material HandlingRudini Mulya0% (1)
- Luas LantaiDokumen11 halamanLuas LantaiWidia Pitriani100% (1)
- Bab 4. Peta KerjaDokumen14 halamanBab 4. Peta KerjaSandy KurniawanBelum ada peringkat
- Tugas IiDokumen1 halamanTugas IiAkmal HarahapBelum ada peringkat
- Praktikum Perencanaan Dan Pengendalian ProduksiDokumen28 halamanPraktikum Perencanaan Dan Pengendalian ProduksiLulu'atul FatehahBelum ada peringkat
- Laporan Line Balancing P3Dokumen20 halamanLaporan Line Balancing P3Nur Rahma Laila Rizki Fauziah100% (1)
- KPDokumen20 halamanKPnanda fadilahBelum ada peringkat
- 13 Rencana Penerimaan Sampel Untuk Data AtributDokumen50 halaman13 Rencana Penerimaan Sampel Untuk Data AtributRika GraciaBelum ada peringkat
- Modul 9 FixDokumen63 halamanModul 9 FixKellyBelum ada peringkat
- Soallatihanptlf 1Dokumen2 halamanSoallatihanptlf 1nanniehBelum ada peringkat
- Ujian Tengah Semester Psikologi Industri Organisasi Tahun 2023 - 2024Dokumen10 halamanUjian Tengah Semester Psikologi Industri Organisasi Tahun 2023 - 2024alfin afiyantoBelum ada peringkat
- Surat KuasaDokumen1 halamanSurat Kuasaalfin afiyantoBelum ada peringkat
- CONTOH Lamaran PekerjaanDokumen2 halamanCONTOH Lamaran Pekerjaanalfin afiyantoBelum ada peringkat
- Surat Pengunduran DiriDokumen1 halamanSurat Pengunduran Dirialfin afiyantoBelum ada peringkat
- Soal Kelas 5 SD Tema 3 Subtema 1 Dan 2Dokumen15 halamanSoal Kelas 5 SD Tema 3 Subtema 1 Dan 2alfin afiyantoBelum ada peringkat
- Soal Fikih Kelas 5 SD Bab Iv Tentang Manfaat Zakat FitrahDokumen2 halamanSoal Fikih Kelas 5 SD Bab Iv Tentang Manfaat Zakat Fitrahalfin afiyantoBelum ada peringkat
- Surat Lamaran KerjaDokumen1 halamanSurat Lamaran Kerjaalfin afiyantoBelum ada peringkat
- Tugas Limbah Kertas Progres 2Dokumen6 halamanTugas Limbah Kertas Progres 2alfin afiyantoBelum ada peringkat
- Tugas LimbahDokumen6 halamanTugas Limbahalfin afiyantoBelum ada peringkat
- CONTOH Surat Keterangan KerjaDokumen1 halamanCONTOH Surat Keterangan Kerjaalfin afiyantoBelum ada peringkat
- CONTOH SURAT KUASA DPRDDokumen1 halamanCONTOH SURAT KUASA DPRDalfin afiyantoBelum ada peringkat
- Peta Proses OperasiDokumen9 halamanPeta Proses Operasialfin afiyantoBelum ada peringkat
- Praktikum Tata Letak FasilitasDokumen111 halamanPraktikum Tata Letak Fasilitasalfin afiyantoBelum ada peringkat
- Contoh Laporan PKLDokumen34 halamanContoh Laporan PKLalfin afiyantoBelum ada peringkat
- Surat Pernyataan PenjaminDokumen1 halamanSurat Pernyataan Penjaminalfin afiyantoBelum ada peringkat
- Praktium Perencanaan Dan Pengandalian ProduksiDokumen155 halamanPraktium Perencanaan Dan Pengandalian Produksialfin afiyantoBelum ada peringkat
- Contoh Tugas AHPDokumen2 halamanContoh Tugas AHPalfin afiyantoBelum ada peringkat
- Statistika 1Dokumen2 halamanStatistika 1alfin afiyantoBelum ada peringkat
- Praktikum Fisika DasarDokumen104 halamanPraktikum Fisika Dasaralfin afiyantoBelum ada peringkat
- ANALIS Sampling KerjaDokumen5 halamanANALIS Sampling Kerjaalfin afiyantoBelum ada peringkat
- Makalah ErgonomiDokumen20 halamanMakalah Ergonomialfin afiyantoBelum ada peringkat