Anda mungkin juga menyukai
- Kelompok 1 - Milk Tea Life - Manajemen Produksi-1Dokumen110 halamanKelompok 1 - Milk Tea Life - Manajemen Produksi-1Satria Adiguna NugrahaBelum ada peringkat
- Ajeng Sarah - J3E219130 - B-P1 - P3IPDokumen12 halamanAjeng Sarah - J3E219130 - B-P1 - P3IPAJENG SARAH RATNA KUMALABelum ada peringkat
- Laporan KI Tugas Ujian Akhir Semester Teknologogi Pengolahan Sawit Oleh MUHAMMAD ALFI SYAHRI PDFDokumen21 halamanLaporan KI Tugas Ujian Akhir Semester Teknologogi Pengolahan Sawit Oleh MUHAMMAD ALFI SYAHRI PDFMuhammad Alfi Syahri 1607112225100% (1)
- Jurnal Praktikum Analitik Penentuan Kadar Air Dan Abu Dalam BiskuitDokumen7 halamanJurnal Praktikum Analitik Penentuan Kadar Air Dan Abu Dalam BiskuitShofwah Ma'wahBelum ada peringkat
- Size ReductionDokumen15 halamanSize ReductionMega SantosoBelum ada peringkat
- Uji OrganoleptikDokumen15 halamanUji OrganoleptikJeumpa SyahranaBelum ada peringkat
- Laporan Praktikum TLPB C5 - Full Version PDFDokumen218 halamanLaporan Praktikum TLPB C5 - Full Version PDFNicholas HortonBelum ada peringkat
- Cleaner Production in Textile IndustriesDokumen10 halamanCleaner Production in Textile IndustriesYunita Triyana SariBelum ada peringkat
- Manajemen IndustriDokumen19 halamanManajemen IndustriRidho MohammadBelum ada peringkat
- Pengolahan Abon Ikan Karandang (Channa Pleurophthalmus)Dokumen5 halamanPengolahan Abon Ikan Karandang (Channa Pleurophthalmus)Thoriq IlhamBelum ada peringkat
- AlatDokumen8 halamanAlatdwi meyBelum ada peringkat
- Laporan 1 (Texture Analyzer)Dokumen11 halamanLaporan 1 (Texture Analyzer)Bunga Tyas RahayuBelum ada peringkat
- 1099 - Sni 01-2600-1992Dokumen9 halaman1099 - Sni 01-2600-1992Sugiyanto OpsBelum ada peringkat
- Peta Proses OperasiDokumen9 halamanPeta Proses Operasialfin afiyantoBelum ada peringkat
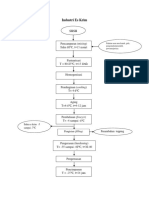
- Industri Es KrimDokumen12 halamanIndustri Es Krimtiara ayuBelum ada peringkat
- Material HandlingDokumen19 halamanMaterial HandlingPraditaBelum ada peringkat
- Lap-Uji Mikrobiologi Daging Dan Ikan-Nurul Khasanah-Tip18Dokumen8 halamanLap-Uji Mikrobiologi Daging Dan Ikan-Nurul Khasanah-Tip18Nurul KhasanahBelum ada peringkat
- Kemasan Pangan Dari KertasDokumen33 halamanKemasan Pangan Dari KertasaplinakeslingBelum ada peringkat
- Bab 1Dokumen3 halamanBab 1Rani KurniatiBelum ada peringkat
- Pembuatan Konsentrat Buah Jeruk Dengan Metode Reverse OsmosisDokumen9 halamanPembuatan Konsentrat Buah Jeruk Dengan Metode Reverse OsmosisaldoBelum ada peringkat
- Perancangan Alat Pendukung Pengemasan Pada Mesin Continuous SealerDokumen28 halamanPerancangan Alat Pendukung Pengemasan Pada Mesin Continuous SealerArdhi CaphinBelum ada peringkat
- Laporan Praktikum Teknologi Pengelolaan Limbah Dan Bahan Samping 5Dokumen3 halamanLaporan Praktikum Teknologi Pengelolaan Limbah Dan Bahan Samping 5Brader Chaponk0% (1)
- Muhammad Rezki (Proposal) BaruDokumen45 halamanMuhammad Rezki (Proposal) BaruSorenBelum ada peringkat
- I Pemecahan & PengayakanDokumen20 halamanI Pemecahan & PengayakanDessy Novika Pulungan100% (1)
- Rangkuman PeralinDokumen5 halamanRangkuman PeralinNono NanaBelum ada peringkat
- Pembuatan Dan Analisis Mutu SabunDokumen11 halamanPembuatan Dan Analisis Mutu SabunMutiara MendopaBelum ada peringkat
- TA Mamet Shape KomenDokumen35 halamanTA Mamet Shape KomenIlham Eka SaputraBelum ada peringkat
- ProdukDokumen33 halamanProdukIrene Natalia Desiana NababanBelum ada peringkat
- Bab 1 Dan 2 Makalah SMLDokumen16 halamanBab 1 Dan 2 Makalah SMLgrasia nanci sitorusBelum ada peringkat
- Edible Coating Dan Film Berbasis Chitosan Dan SelulosaDokumen3 halamanEdible Coating Dan Film Berbasis Chitosan Dan SelulosaHanif GunawanBelum ada peringkat
- Praktikum Perancangan PabrikDokumen29 halamanPraktikum Perancangan PabrikDevi Wahyu IstatiBelum ada peringkat
- Hubungan Pengeringan Dan Ukuran PartikelDokumen10 halamanHubungan Pengeringan Dan Ukuran PartikelcdrBelum ada peringkat
- MODUL6 - KEL7 - ANISYA PUTRI SOPYANI - 11917037newDokumen42 halamanMODUL6 - KEL7 - ANISYA PUTRI SOPYANI - 11917037newAnisya Putri SopyaniBelum ada peringkat
- HasilDokumen38 halamanHasilshintaapwBelum ada peringkat
- LAPORAN OBSERVASI Limbah Industri PG Wringin SitubondoDokumen7 halamanLAPORAN OBSERVASI Limbah Industri PG Wringin SitubondoNiam EdogawaBelum ada peringkat
- Laporan Pengendalian Mutu Produk Agroindustri 1Dokumen14 halamanLaporan Pengendalian Mutu Produk Agroindustri 1Luluk Sinta0% (1)
- Perancangan Pabrik Bab SanitasiDokumen17 halamanPerancangan Pabrik Bab SanitasinlainunaBelum ada peringkat
- 26-Ezra Agitian-SNI STPB 1Dokumen5 halaman26-Ezra Agitian-SNI STPB 1Ezra AgitianBelum ada peringkat
- Tindakan Pencegahan Prakoagulasi Dan Zat Anti KoagulanDokumen21 halamanTindakan Pencegahan Prakoagulasi Dan Zat Anti KoagulanAndi MarpaungBelum ada peringkat
- Minggu Ke 6 04102021 Pengecilan UkuranDokumen40 halamanMinggu Ke 6 04102021 Pengecilan UkuranRozy AdhaBelum ada peringkat
- Teknik Finishing Anilin Dressed GloveDokumen31 halamanTeknik Finishing Anilin Dressed Glovenayla mustikaBelum ada peringkat
- Daya Patah Food BarDokumen9 halamanDaya Patah Food Baryolanda.ariestaBelum ada peringkat
- Tugas Kemasan Aseptic - Slamet Hadi K - MTADokumen22 halamanTugas Kemasan Aseptic - Slamet Hadi K - MTASlamet Hadi KusumahBelum ada peringkat
- Laporan PL Dila PDFDokumen64 halamanLaporan PL Dila PDFkopipanasBelum ada peringkat
- Fishbone Susu UhtDokumen2 halamanFishbone Susu Uhtfadila siti rahmaBelum ada peringkat
- Materi TPP 01Dokumen70 halamanMateri TPP 01Fina WidiasariBelum ada peringkat
- Dokumen Material Handling Kecap PT Lombok GandariaDokumen4 halamanDokumen Material Handling Kecap PT Lombok GandariaDamar FadilahBelum ada peringkat
- Makalah Operasi Pembersihan Dalam Kegiatan Pasca Panen Dan Pengolahan Bahan Pangan PDFDokumen13 halamanMakalah Operasi Pembersihan Dalam Kegiatan Pasca Panen Dan Pengolahan Bahan Pangan PDFAnie Nuer Triatmojoo100% (1)
- Uji Mutu PorangDokumen10 halamanUji Mutu PorangalfianBelum ada peringkat
- Muhammad Fathan Sidiq 193020006 A Teknologi PenyimpananDokumen3 halamanMuhammad Fathan Sidiq 193020006 A Teknologi PenyimpananMuhammad Fathan SidiqBelum ada peringkat
- Laporan Work SamplingDokumen16 halamanLaporan Work Samplingasmar100% (1)
- HACCP Plan Fruit LeatherDokumen21 halamanHACCP Plan Fruit Leatherhikmah nur chosidaBelum ada peringkat
- Skripsi BG Dodi MardiantoDokumen79 halamanSkripsi BG Dodi MardiantoAtiqah adzra adillaBelum ada peringkat
- Acara 1.Dokumen25 halamanAcara 1.Lutfita DABelum ada peringkat
- Resume Pengecilan Ukuran DAN NERACA MASSADokumen8 halamanResume Pengecilan Ukuran DAN NERACA MASSANurul FitriaBelum ada peringkat
- Sifat Thermal, Fisik Dan Rheologi Bahan PanganDokumen17 halamanSifat Thermal, Fisik Dan Rheologi Bahan Pangan레자왕Belum ada peringkat
- Makalah K3 B3 29 Agustus 2019Dokumen24 halamanMakalah K3 B3 29 Agustus 2019Alde FitraBelum ada peringkat
- Laporan Satuan Operasi Komoditas CabeDokumen19 halamanLaporan Satuan Operasi Komoditas CabeAnnesia Cindy KinantiBelum ada peringkat
- Fix Laporan Naya PT Isam 31 Juli 2017Dokumen35 halamanFix Laporan Naya PT Isam 31 Juli 2017nayaya sintaramadhantiBelum ada peringkat
- Kuliah Kerja Lapangan PT Hevea MK I PalembangDokumen5 halamanKuliah Kerja Lapangan PT Hevea MK I PalembangRizal Hi AhmadBelum ada peringkat