Anda mungkin juga menyukai
- 10 Revisi Laporan Work Sampling - Kelompok 3Dokumen36 halaman10 Revisi Laporan Work Sampling - Kelompok 3fadhilBelum ada peringkat
- LAPORAN PinboardDokumen31 halamanLAPORAN Pinboardprobo kusumo100% (1)
- Work Factor Teknik IndustriDokumen42 halamanWork Factor Teknik IndustriGebrina Hisbach100% (2)
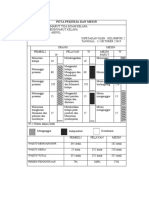
- Peta Pekerja Dan Mesin 1Dokumen1 halamanPeta Pekerja Dan Mesin 1welpiano prabowo100% (1)
- Faktor Penyesuaian & KelonggaranDokumen19 halamanFaktor Penyesuaian & KelonggaranBhramandhikaNalendraGhuptaBelum ada peringkat
- Contoh Soal Model Craig - Harris-2 PDFDokumen10 halamanContoh Soal Model Craig - Harris-2 PDFamelia andhiniBelum ada peringkat
- PETA ALIRAN PROSES Bingkai FotoDokumen5 halamanPETA ALIRAN PROSES Bingkai Fotomuhmanhard0% (2)
- Laporan Praktikum Analisis Perancangan Kerja Modul 4Dokumen16 halamanLaporan Praktikum Analisis Perancangan Kerja Modul 4Rinaldi SyafiiBelum ada peringkat
- Alat Pengendali IndustriDokumen4 halamanAlat Pengendali IndustriMeziMediawan100% (1)
- Visual Display ErgoDokumen15 halamanVisual Display ErgoAnggun Sri HarmeliaBelum ada peringkat
- Praktikum Stopwatch Time Study - Teknik Tata Cara & Pengukuran KerjaDokumen40 halamanPraktikum Stopwatch Time Study - Teknik Tata Cara & Pengukuran KerjaRama Renspandy100% (6)
- Contoh Kasus Dengan WinQSBDokumen9 halamanContoh Kasus Dengan WinQSBNekorenBelum ada peringkat
- Laporan Praktikum APK & E Peta KerjaDokumen32 halamanLaporan Praktikum APK & E Peta KerjaAldin Sulthani50% (4)
- Peta Tangan Kiri Dan Tangan Kanan (Prof. Yani Syafei)Dokumen6 halamanPeta Tangan Kiri Dan Tangan Kanan (Prof. Yani Syafei)Krisna WijayaBelum ada peringkat
- Laporan Praktek Analisa Perancangan Kerja-TIME AND MOTION STUDY.Dokumen19 halamanLaporan Praktek Analisa Perancangan Kerja-TIME AND MOTION STUDY.Rudini Mulya33% (3)
- Pengertian Studi Gerakan (Kuliah Apk)Dokumen3 halamanPengertian Studi Gerakan (Kuliah Apk)Andi AtmayantiBelum ada peringkat
- Perencanaan Tata LetakDokumen4 halamanPerencanaan Tata LetakDyastari SaskaraBelum ada peringkat
- 17 Gerakan Therbligh 2020Dokumen24 halaman17 Gerakan Therbligh 2020Jeje OiBelum ada peringkat
- Tabel MTM PrintDokumen12 halamanTabel MTM PrinttokosaudaraBelum ada peringkat
- Materi Analisis Pengukuran KerjaDokumen10 halamanMateri Analisis Pengukuran KerjaElliot HolmesBelum ada peringkat
- Contoh PETA ALIRAN ProsesDokumen4 halamanContoh PETA ALIRAN ProsesDallan AizenBelum ada peringkat
- BAB 1 Learning CurveDokumen14 halamanBAB 1 Learning CurveMaulana AnshoryBelum ada peringkat
- Jurnal Pengukuran Waktu Kerja Secara LangsungDokumen5 halamanJurnal Pengukuran Waktu Kerja Secara LangsungFikri Ilham100% (1)
- Perhitungan Soal RCCPDokumen18 halamanPerhitungan Soal RCCPAdeBelum ada peringkat
- Work SamplingDokumen21 halamanWork SamplingAldo Pratama Putra100% (1)
- Flow Process Chart: Uraian KegiatanDokumen3 halamanFlow Process Chart: Uraian KegiatanBagas MahaputraBelum ada peringkat
- Analisis Perencanaan Kapasitas Produksi Menggunakan Metode Rough Cut Capacity Planning 3.1 Baru PalingDokumen39 halamanAnalisis Perencanaan Kapasitas Produksi Menggunakan Metode Rough Cut Capacity Planning 3.1 Baru PalingRifandi FirmansyahBelum ada peringkat
- TUGASDokumen3 halamanTUGASDimas Gunawan0% (1)
- FPCDokumen5 halamanFPCtaufikBelum ada peringkat
- Marge Sampai Opc (1) - DikonversiDokumen62 halamanMarge Sampai Opc (1) - DikonversiFAHMI FAUZIBelum ada peringkat
- Peta Kerja SetempatDokumen10 halamanPeta Kerja SetempatREG.B/0519104046/ARDIKA RIZKY100% (1)
- Laporan Jobshop Dan FlowshopDokumen34 halamanLaporan Jobshop Dan FlowshopNur Rahma Laila Rizki Fauziah100% (5)
- Keseimbangan Lintasan Analisis Pengukuran KerjaDokumen13 halamanKeseimbangan Lintasan Analisis Pengukuran Kerjasapta riawan 2100% (1)
- BAB IV MOST Modul 6 (Repaired)Dokumen6 halamanBAB IV MOST Modul 6 (Repaired)Arie Gonzales100% (1)
- 17 Gerakan TherbligDokumen18 halaman17 Gerakan TherbligBayuSetoSantiajiBelum ada peringkat
- Materi PTI - Klasifikasi Sistem ManufakturDokumen34 halamanMateri PTI - Klasifikasi Sistem ManufakturCicilia KaletaBelum ada peringkat
- Jawaban TP 3Dokumen9 halamanJawaban TP 3Dony RonalldoBelum ada peringkat
- Sejarah, Pengertian Dan Lingkup Teknik IndustriDokumen14 halamanSejarah, Pengertian Dan Lingkup Teknik IndustriadamandiputraBelum ada peringkat
- TP 2Dokumen4 halamanTP 2Akmall AlBelum ada peringkat
- Sejarah Proses ManufakturDokumen3 halamanSejarah Proses ManufakturJhenta Dawam GunaBelum ada peringkat
- Mentahan Peta PetaDokumen23 halamanMentahan Peta PetaErga Fajar RahmandaBelum ada peringkat
- Peta Proses Operasi 1Dokumen2 halamanPeta Proses Operasi 1Sexy LittleswineBelum ada peringkat
- Konsep Dasar ManufakturDokumen13 halamanKonsep Dasar ManufakturyuliaBelum ada peringkat
- Lampiran A Uji Keseragaman DataDokumen13 halamanLampiran A Uji Keseragaman DataakhimichyBelum ada peringkat
- Tugas IiDokumen1 halamanTugas IiAkmal HarahapBelum ada peringkat
- Bab 4. Peta KerjaDokumen14 halamanBab 4. Peta KerjaSandy KurniawanBelum ada peringkat
- Laporan Praktikum APSK 1Dokumen29 halamanLaporan Praktikum APSK 1Ally XavierBelum ada peringkat
- Aspek Ergonomi Dalam PerancanganDokumen5 halamanAspek Ergonomi Dalam Perancanganleni verliantiBelum ada peringkat
- Laporan Praktikum TPS-HeijunkaDokumen9 halamanLaporan Praktikum TPS-HeijunkaRonaldo KusumaBelum ada peringkat
- Soal IDEADokumen2 halamanSoal IDEANur Putri HidayatiBelum ada peringkat
- Penerapan Jadwal KritisDokumen3 halamanPenerapan Jadwal Kritispemuda cendekiaBelum ada peringkat
- AUTOMATED ASSEMBLY SYSTEM FixDokumen21 halamanAUTOMATED ASSEMBLY SYSTEM FixTri NoviantoBelum ada peringkat
- Pengantar Teknik IndustriDokumen219 halamanPengantar Teknik IndustriHerik renaldo100% (1)
- Tugas PendahuluanDokumen5 halamanTugas PendahuluanKris Diyanto100% (6)
- Waktu SiklusDokumen2 halamanWaktu SiklusMuhammadWahyudinAlbukhoryBelum ada peringkat
- Work SamplingDokumen49 halamanWork SamplingAhmad Wira Indrawan100% (1)
- Analisa Gerak Dan WaktuDokumen36 halamanAnalisa Gerak Dan WaktuUswa KhasaBelum ada peringkat
- Modul Dan Panduan Jurnal 2 DSKDokumen14 halamanModul Dan Panduan Jurnal 2 DSKAdityaBelum ada peringkat
- Laporan PskeDokumen34 halamanLaporan PskeZamroni BonangBelum ada peringkat
- Pertemuan 6Dokumen8 halamanPertemuan 6Reza SandiBelum ada peringkat