Anda mungkin juga menyukai
- Pengujian Bahan Dan Metrologi 1 KonversiDokumen9 halamanPengujian Bahan Dan Metrologi 1 Konversimaulana alfarisiBelum ada peringkat
- Laporan Pelapisan Nikel Rey1111111111Dokumen17 halamanLaporan Pelapisan Nikel Rey1111111111Agus Supriyanto50% (2)
- Bab IiDokumen13 halamanBab IiAyu FitriyaniBelum ada peringkat
- Laporan Praktikum Material-Uji ImpactDokumen16 halamanLaporan Praktikum Material-Uji ImpactMaryam SafitriBelum ada peringkat
- Laporan Praktek Pack Carburizing Dan Vickers UMIDokumen11 halamanLaporan Praktek Pack Carburizing Dan Vickers UMIUmi Masitha Nuryasin100% (1)
- Pengujian BrinellDokumen13 halamanPengujian BrinellAbdulRasyid0% (1)
- Elemen Dasar Proses GurdiDokumen3 halamanElemen Dasar Proses GurdiTegar PutraBelum ada peringkat
- Laporan Praktikum Struktur Mikro Dan Uji KekerasanDokumen5 halamanLaporan Praktikum Struktur Mikro Dan Uji KekerasanWindy AprillianiBelum ada peringkat
- Laporan Pengecoran AlumuniumDokumen18 halamanLaporan Pengecoran Alumuniumoktavia gita prastiwi100% (1)
- Kelompok 1 - MS3B - Laporan Uji Cetak Plastik VacuumDokumen11 halamanKelompok 1 - MS3B - Laporan Uji Cetak Plastik VacuumAishah A'lamBelum ada peringkat
- Laporan Kerja Plat Pembuatan Lemari BesiDokumen16 halamanLaporan Kerja Plat Pembuatan Lemari BesiJimmy Juanda100% (1)
- Uji Kekerasan Dengan Metode BrinellDokumen11 halamanUji Kekerasan Dengan Metode BrinellJulian PratamaBelum ada peringkat
- Laporan Akhir MetalografiDokumen21 halamanLaporan Akhir MetalografieniBelum ada peringkat
- MikrostrukturDokumen28 halamanMikrostrukturPrayudiLestantyoBelum ada peringkat
- Pengujian Hubungan Kekerasan HB Dan Uji TarikDokumen16 halamanPengujian Hubungan Kekerasan HB Dan Uji TarikAzharBelum ada peringkat
- Laporan Praktikum Pengecoran: Sand Mold CastingDokumen25 halamanLaporan Praktikum Pengecoran: Sand Mold CastingDevina Bianca Putri Rahadyan HasugianBelum ada peringkat
- Laporan Praktek KekerasanDokumen25 halamanLaporan Praktek KekerasanSaptiadiBelum ada peringkat
- Laporan Pengecoran TimahDokumen19 halamanLaporan Pengecoran TimahHarisDeny100% (1)
- Laporan Praktek Geometri S4 IchaaDokumen14 halamanLaporan Praktek Geometri S4 IchaaRizka Mardatillah AlneBelum ada peringkat
- Laporan AnodizingDokumen16 halamanLaporan AnodizingSatirNursihab100% (1)
- Alat Ukur KebulatanDokumen12 halamanAlat Ukur Kebulatanjoko manBelum ada peringkat
- Laporan Praktikum Labor Profil Proyektor Ichaa 1Dokumen17 halamanLaporan Praktikum Labor Profil Proyektor Ichaa 1Rizka Mardatillah AlneBelum ada peringkat
- Conversion Coating (Copy)Dokumen7 halamanConversion Coating (Copy)Donny SaputraBelum ada peringkat
- Modul B Proses Pengerolan LogamDokumen20 halamanModul B Proses Pengerolan LogamSurya Eko100% (7)
- Laporan Awal MetalografiDokumen26 halamanLaporan Awal Metalografirinandityo2508Belum ada peringkat
- Laporan MetalografiDokumen34 halamanLaporan MetalografiAnissaBelum ada peringkat
- Laporan MikrostrukturDokumen21 halamanLaporan MikrostrukturMuhammad Fatikhul Izzi 303Belum ada peringkat
- Laporan LengkapDokumen42 halamanLaporan LengkapAditya GantinaBelum ada peringkat
- BAB III - Proses GurdiDokumen33 halamanBAB III - Proses GurdiYuneo Nurcahya50% (2)
- MetallographyDokumen24 halamanMetallographyNiken Aprilia100% (1)
- Laporan Hasil Pelapisan NikelDokumen11 halamanLaporan Hasil Pelapisan NikelAngga PrikitiewBelum ada peringkat
- Uji MetalografiDokumen4 halamanUji MetalografiYue Fei100% (1)
- Jurnal Mesin BubutDokumen4 halamanJurnal Mesin BubutDINASTY ROHUL100% (1)
- Uji ImpactDokumen25 halamanUji ImpactazizBelum ada peringkat
- Uji KerasDokumen17 halamanUji KerasEfvan Adhe Putra PradanaBelum ada peringkat
- LaporanDokumen7 halamanLaporanNidha MaghfirohBelum ada peringkat
- Bab II Perancangan Pola Dan Sistem Saluran TuangDokumen25 halamanBab II Perancangan Pola Dan Sistem Saluran TuangNOBPDYBelum ada peringkat
- Laporan KromDokumen25 halamanLaporan KromFahma Ilmian SyahBelum ada peringkat
- Modul Praktikum Struktur MikroDokumen12 halamanModul Praktikum Struktur MikroBahrunBelum ada peringkat
- Jurnal Pengujian Kualitas Geometris Mesin BubutDokumen11 halamanJurnal Pengujian Kualitas Geometris Mesin BubutPanji Setya LaksonoBelum ada peringkat
- Laporan Hasil Pengujian Metalografi 1Dokumen14 halamanLaporan Hasil Pengujian Metalografi 1WirdiIan100% (1)
- Bab 4 Metalografi KualitatifDokumen8 halamanBab 4 Metalografi KualitatifAndika DhimasBelum ada peringkat
- Laporan Pendahuluan Uji Bahan-Kelompok 1-DM5A-DT HardnessDokumen17 halamanLaporan Pendahuluan Uji Bahan-Kelompok 1-DM5A-DT HardnessTisya Pramesta RBelum ada peringkat
- Palu PoldyDokumen5 halamanPalu PoldyM. RosyidBelum ada peringkat
- 9.rolling, Forming and ExtrusionDokumen12 halaman9.rolling, Forming and ExtrusionAmin Gustilana SamsudinBelum ada peringkat
- Uji Lentur Dan KekakuanDokumen15 halamanUji Lentur Dan KekakuanEfvan Adhe Putra Pradana0% (1)
- Pengujian Impak DennyDokumen15 halamanPengujian Impak DennyDenny LiunardoBelum ada peringkat
- Profil Proyektor Kelompok 1Dokumen30 halamanProfil Proyektor Kelompok 1dan alfalfa0% (1)
- Momen LembamDokumen11 halamanMomen LembamNa'iem PunklimaBelum ada peringkat
- Laporan Praktikum InjeksiDokumen26 halamanLaporan Praktikum InjeksiAliyya Ilma ShafaniBelum ada peringkat
- Laporan Uji Kekerasan BrinellDokumen13 halamanLaporan Uji Kekerasan BrinellSyifaprilia NBelum ada peringkat
- MetalografiDokumen3 halamanMetalografiAndika Pandu VidiantoBelum ada peringkat
- 11 Bab 8 Solidwork DrawingDokumen23 halaman11 Bab 8 Solidwork DrawingAgung AfrijalBelum ada peringkat
- ShavingDokumen2 halamanShavingFuriBelum ada peringkat
- Laporan Hasil Praktikum Pembuatan Poros BertingkatDokumen6 halamanLaporan Hasil Praktikum Pembuatan Poros BertingkatMuhammad Agung KurniadiBelum ada peringkat
- Laporan Praktikum Struktur Mikro Dan Uji KekerasanDokumen6 halamanLaporan Praktikum Struktur Mikro Dan Uji KekerasanThomas Adi OktavianusBelum ada peringkat
- Teknologi Mekanik Perkakas TanganDokumen27 halamanTeknologi Mekanik Perkakas TanganMuhammad Amir Burhanuddin100% (1)
- Pabrik Pupuk Kalium Sulfat Dengan Proses Dekomposisi Kalsium Sulfat Dan Kalium Klorida Dengan Menggunakan Kristalizer Single StageDokumen33 halamanPabrik Pupuk Kalium Sulfat Dengan Proses Dekomposisi Kalsium Sulfat Dan Kalium Klorida Dengan Menggunakan Kristalizer Single StageAbdul Ro'ufBelum ada peringkat
- Laporan Pratikum Anodizing & ElektroplatingDokumen11 halamanLaporan Pratikum Anodizing & ElektroplatingZakiya Kamila Muhamad100% (1)
- Pengujian Korosi Baja Pada Larutan Natrium KloridaDokumen14 halamanPengujian Korosi Baja Pada Larutan Natrium KloridaDicky FeynmanBelum ada peringkat
- INV Bp. Fatchul 061123Dokumen1 halamanINV Bp. Fatchul 061123Fuad IsmailBelum ada peringkat
- SPMB Polines - Kartu Peserta TesDokumen2 halamanSPMB Polines - Kartu Peserta TesFuad IsmailBelum ada peringkat
- 05.4 Bab 4Dokumen117 halaman05.4 Bab 4Fuad IsmailBelum ada peringkat
- SPMB Polines - Cetak Bukti Pengambilan Jas Almamater Dan Pakaian PraktikDokumen2 halamanSPMB Polines - Cetak Bukti Pengambilan Jas Almamater Dan Pakaian PraktikFuad IsmailBelum ada peringkat
- Alat Ukur 1Dokumen11 halamanAlat Ukur 1Fuad IsmailBelum ada peringkat
- Bab IiDokumen13 halamanBab IiFuad IsmailBelum ada peringkat
- SE - pengambilanHasilPTS Genapl 2024Dokumen1 halamanSE - pengambilanHasilPTS Genapl 2024Fuad IsmailBelum ada peringkat
- Artikel Mesin Diesel Dan Mesin BensinDokumen11 halamanArtikel Mesin Diesel Dan Mesin BensinFuad IsmailBelum ada peringkat
- OSASDokumen8 halamanOSASFuad IsmailBelum ada peringkat
- EditDokumen11 halamanEditFuad IsmailBelum ada peringkat
- BukU PeganganDokumen153 halamanBukU PeganganDimasBelum ada peringkat
- Bukti Pengisian KuesionerDokumen2 halamanBukti Pengisian KuesionerFuad IsmailBelum ada peringkat
- 05.4 Bab 4Dokumen117 halaman05.4 Bab 4Fuad IsmailBelum ada peringkat
- Fuad Ismail - FORM ISIAN PROSEDUR MUTU PEMILIHAN KONSENTRASIDokumen3 halamanFuad Ismail - FORM ISIAN PROSEDUR MUTU PEMILIHAN KONSENTRASIFuad IsmailBelum ada peringkat
- Kesimpulan Laporan PrototypeDokumen1 halamanKesimpulan Laporan PrototypeFuad IsmailBelum ada peringkat
- Bachtiar Sawas Syihabuddin - Proses Instalasi Pintu Pneumatik Pada Bus CitylineDokumen103 halamanBachtiar Sawas Syihabuddin - Proses Instalasi Pintu Pneumatik Pada Bus CitylineFuad Ismail100% (1)
- Skripsi FrendiDokumen77 halamanSkripsi FrendiKak SamBelum ada peringkat
- Hal. JudulDokumen18 halamanHal. JudulFuad IsmailBelum ada peringkat
- IsometricDokumen4 halamanIsometricFuad IsmailBelum ada peringkat
- RAMA 21201 03051381520044 0025127104 01 Front Ref 2Dokumen39 halamanRAMA 21201 03051381520044 0025127104 01 Front Ref 2Vebryan SyahBelum ada peringkat
- 07 - ME2C - Fuad Ismail - Elektro HidrolikDokumen3 halaman07 - ME2C - Fuad Ismail - Elektro HidrolikFuad IsmailBelum ada peringkat
- Bab I Daftar Pustaka-Reza Suandi 2Dokumen33 halamanBab I Daftar Pustaka-Reza Suandi 2Vebryan SyahBelum ada peringkat
- Hal. JudulDokumen18 halamanHal. JudulFuad IsmailBelum ada peringkat
- ME2C - 07 - Fuad Ismail Tugas Pneumatik Minggu 16Dokumen2 halamanME2C - 07 - Fuad Ismail Tugas Pneumatik Minggu 16Fuad IsmailBelum ada peringkat
- ME2C - 07 - Fuad Ismail - Cylindrical Dan Surface GrindingDokumen5 halamanME2C - 07 - Fuad Ismail - Cylindrical Dan Surface GrindingFuad IsmailBelum ada peringkat
- ME2C - 07 - Fuad Ismail Tugas Pneumatik Minggu 16Dokumen2 halamanME2C - 07 - Fuad Ismail Tugas Pneumatik Minggu 16Fuad IsmailBelum ada peringkat
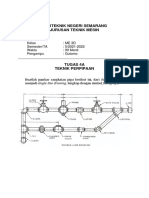
- Tugas 4A-4B Pipa 2122Dokumen2 halamanTugas 4A-4B Pipa 2122Fuad IsmailBelum ada peringkat
- Bab I (1124)Dokumen3 halamanBab I (1124)Yudha Dian Rizki™Belum ada peringkat
- ME2C - 07 - Fuad Ismail - Cylindrical Dan Surface GrindingDokumen5 halamanME2C - 07 - Fuad Ismail - Cylindrical Dan Surface GrindingFuad IsmailBelum ada peringkat