Anda mungkin juga menyukai
- Proses Degumming WordDokumen3 halamanProses Degumming WordMuhammad Fiqih AlayubiBelum ada peringkat
- SNI 8218 - 2015 Kertas Dan Karton Untuk Kemasan Pangan - Konfirmasi 2021 KomtekDokumen12 halamanSNI 8218 - 2015 Kertas Dan Karton Untuk Kemasan Pangan - Konfirmasi 2021 KomtekStandard UserBelum ada peringkat
- Penerapan Haccp Pada Produksi NonDokumen16 halamanPenerapan Haccp Pada Produksi Nonandr gstBelum ada peringkat
- Laporan Semen WidyaDokumen77 halamanLaporan Semen WidyaFaisalBelum ada peringkat
- Syarat Mutu Lemak Dan Bubuk KakaoDokumen12 halamanSyarat Mutu Lemak Dan Bubuk KakaoAdi WiraBelum ada peringkat
- Minyak Goreng 10884 - SNI - 01-3741-2002Dokumen16 halamanMinyak Goreng 10884 - SNI - 01-3741-2002sri solihahBelum ada peringkat
- HACCP Corned BeefDokumen13 halamanHACCP Corned BeefFabriiaBelum ada peringkat
- MI KERINGDokumen18 halamanMI KERINGkamilia karmilaBelum ada peringkat
- Labuza PDFDokumen48 halamanLabuza PDFrezaBelum ada peringkat
- Pembahasan Egg RollDokumen6 halamanPembahasan Egg RollShafira Aulia Rahmah100% (1)
- Pengalengan Krimer Kental ManisDokumen9 halamanPengalengan Krimer Kental ManisYehuda ChristianBelum ada peringkat
- 01 Introduction Quality ControlDokumen87 halaman01 Introduction Quality Controljantan manalaoonBelum ada peringkat
- Pembuatan Sambal Instan Metode Foam Mat DryingDokumen29 halamanPembuatan Sambal Instan Metode Foam Mat DryingMariam Jamilah Pratiwi SembiringBelum ada peringkat
- Pengaruh Karakteristik Gula DLM Pembuatan KecapDokumen65 halamanPengaruh Karakteristik Gula DLM Pembuatan KecapdonidugemBelum ada peringkat
- HasilDokumen38 halamanHasilshintaapwBelum ada peringkat
- SelaiPisangDokumen9 halamanSelaiPisangOcy Ryu Chan100% (1)
- Fermentasi Sayuran Dan Pembuatan Pickle1Dokumen15 halamanFermentasi Sayuran Dan Pembuatan Pickle1ayuvalentinaBelum ada peringkat
- Bungkil Inti Kelapa SawitDokumen14 halamanBungkil Inti Kelapa SawitDianMulyadiBelum ada peringkat
- TEH KERING SEHATDokumen20 halamanTEH KERING SEHATFaisal Yusuf AnandaBelum ada peringkat
- 3116 - Sni 0123 2008 Karton DuplexDokumen9 halaman3116 - Sni 0123 2008 Karton DuplexErwin SugiartoeBelum ada peringkat
- Paper PengmasDokumen5 halamanPaper PengmasSiska Dwi CaritaBelum ada peringkat
- SNI Coklat Bubuk PDFDokumen36 halamanSNI Coklat Bubuk PDFAdwin Ismail0% (1)
- Tugas Sni Produk MargarinDokumen4 halamanTugas Sni Produk Margarintasya amritaBelum ada peringkat
- SNI 8523-2018 Pati JagungDokumen31 halamanSNI 8523-2018 Pati JagungYogha Asmara WibawaBelum ada peringkat
- 152401043 (1)Dokumen48 halaman152401043 (1)SerlyBelum ada peringkat
- Laporan Satuan Operasi Komoditas CabeDokumen19 halamanLaporan Satuan Operasi Komoditas CabeAnnesia Cindy KinantiBelum ada peringkat
- Untuk Video Uji Sensori Duo TrioDokumen8 halamanUntuk Video Uji Sensori Duo TrioWanda WidyadnyaniBelum ada peringkat
- Ketahanan Kertas Terhadap MinyakDokumen7 halamanKetahanan Kertas Terhadap MinyakrfawzieBelum ada peringkat
- Range Method FullDokumen10 halamanRange Method FullAnastasia Kristien Natalia NaftalieBelum ada peringkat
- Pengawasan Mutu Pada Minyak AtsiriDokumen19 halamanPengawasan Mutu Pada Minyak Atsirihamanant100% (1)
- TEPUNG TAPIOKADokumen14 halamanTEPUNG TAPIOKAIwan NurwantoroBelum ada peringkat
- TM + Laporan LKP Praktikum PasterurisasiDokumen34 halamanTM + Laporan LKP Praktikum PasterurisasiReza Luckyvianto RamadhanBelum ada peringkat
- Lampiran Diagram AlirDokumen6 halamanLampiran Diagram Alirdikap21Belum ada peringkat
- Kel2 - Mixing Dan HomogenisasiDokumen6 halamanKel2 - Mixing Dan HomogenisasiRatri RestiBelum ada peringkat
- Laporan Praktikum TLPB C5 - Full Version PDFDokumen218 halamanLaporan Praktikum TLPB C5 - Full Version PDFNicholas HortonBelum ada peringkat
- Standar Nasional Indonesia Lemak RerotiDokumen6 halamanStandar Nasional Indonesia Lemak RerotiZaky S PamungkasBelum ada peringkat
- SNI 01-1679-1989 (Tetes Tebu) PDFDokumen21 halamanSNI 01-1679-1989 (Tetes Tebu) PDFDina Kardina100% (3)
- SNI 01-3777-1995 Standar MakaroniDokumen8 halamanSNI 01-3777-1995 Standar MakaroniMiraBelum ada peringkat
- Vegetable LeatherDokumen13 halamanVegetable LeatherShantiekha Tiekha100% (1)
- Uji HedonikDokumen6 halamanUji HedonikAyud PratiwiBelum ada peringkat
- 723 2087 2 PBDokumen8 halaman723 2087 2 PBJill DagreatBelum ada peringkat
- SNI Crude Palm OleinDokumen9 halamanSNI Crude Palm OleinAngga Yuhistira AryantoBelum ada peringkat
- Sni 01 3140.1 2001 Gula Kristal MentahDokumen24 halamanSni 01 3140.1 2001 Gula Kristal MentahLeony Dwi ChristaBelum ada peringkat
- SNI 01-3143-1992 Minuman TehDokumen5 halamanSNI 01-3143-1992 Minuman TehFitri Jasmine Andriani100% (1)
- Bungkil Kakao Sni 7553 2009Dokumen40 halamanBungkil Kakao Sni 7553 2009Tri AhadiatBelum ada peringkat
- HOT FILLINGDokumen30 halamanHOT FILLINGnadya nafilahBelum ada peringkat
- SANTAN SEHATDokumen9 halamanSANTAN SEHATbugiBelum ada peringkat
- PROSES GULA SEMUTDokumen9 halamanPROSES GULA SEMUTListia WanBelum ada peringkat
- Laporan PKL - Ulya Nur Fadila - 08332Dokumen65 halamanLaporan PKL - Ulya Nur Fadila - 08332RinawahyuniBelum ada peringkat
- EVALUASI FSSCDokumen44 halamanEVALUASI FSSCLiaBelum ada peringkat
- Bab 1 Dan 2 Makalah SMLDokumen16 halamanBab 1 Dan 2 Makalah SMLgrasia nanci sitorusBelum ada peringkat
- Makalah SMK 3Dokumen32 halamanMakalah SMK 3Sumi YantiBelum ada peringkat
- Biskuit TimtamDokumen23 halamanBiskuit Timtamputri bungaBelum ada peringkat
- MANAJEMEN INDUSTRIDokumen17 halamanMANAJEMEN INDUSTRIRidho BonbonBelum ada peringkat
- Makalah Haccp Dan Pengendalian Keamanan PanganDokumen45 halamanMakalah Haccp Dan Pengendalian Keamanan PanganUci Auliah AzuriBelum ada peringkat
- Klp. 10 Pengawasan Mutu MakananDokumen19 halamanKlp. 10 Pengawasan Mutu MakananTina AriantiBelum ada peringkat
- Laporan Kunjungan Flowchart IndofoodDokumen30 halamanLaporan Kunjungan Flowchart IndofoodhelvyBelum ada peringkat
- Proposal Bisnis Plan NabilaDokumen19 halamanProposal Bisnis Plan NabilaDiat NetBelum ada peringkat
- ANALISIS KKMDokumen25 halamanANALISIS KKMRisky SaputraBelum ada peringkat
- Nugget AyamDokumen21 halamanNugget Ayamakun wasilBelum ada peringkat
- Karakteristik Limbah Padi Sebagai Bahan PDFDokumen19 halamanKarakteristik Limbah Padi Sebagai Bahan PDFNona TyaBelum ada peringkat
- Tugas Tek Bioenergi - Format MakalahDokumen1 halamanTugas Tek Bioenergi - Format MakalahMuliana SitorusBelum ada peringkat
- 7 ToolsDokumen41 halaman7 Toolsarif ilham100% (1)
- Tugas PBDRDokumen1 halamanTugas PBDRMuliana SitorusBelum ada peringkat
- Don't Control PasteDokumen50 halamanDon't Control PasteMuliana SitorusBelum ada peringkat
- LaporanDokumen13 halamanLaporanMuliana SitorusBelum ada peringkat
- Data Pengendalian MutuDokumen2 halamanData Pengendalian MutuMuliana SitorusBelum ada peringkat
- Format Laporan Prak. RempahDokumen8 halamanFormat Laporan Prak. RempahMuliana SitorusBelum ada peringkat
- Tugas MesinDokumen13 halamanTugas MesinMuliana SitorusBelum ada peringkat
- Kelompok 9Dokumen8 halamanKelompok 9Muliana SitorusBelum ada peringkat
- PERENCANAANDokumen21 halamanPERENCANAANMuliana SitorusBelum ada peringkat
- Iv. Penyangraian Biji KopiDokumen4 halamanIv. Penyangraian Biji KopiMuliana SitorusBelum ada peringkat
- Metabolit Sekunder-1Dokumen2 halamanMetabolit Sekunder-1Muliana SitorusBelum ada peringkat
- Sawit Kel IIIDokumen24 halamanSawit Kel IIIMuliana SitorusBelum ada peringkat
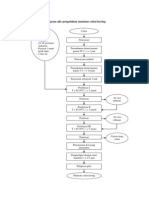
- Diagram Alir Pembuatan Manisan RimbangDokumen1 halamanDiagram Alir Pembuatan Manisan RimbangMuliana SitorusBelum ada peringkat
- Bioreme-2Dokumen7 halamanBioreme-2Muliana SitorusBelum ada peringkat
- Format Laporan Prak. RempahDokumen8 halamanFormat Laporan Prak. RempahMuliana SitorusBelum ada peringkat
- TEKNOLOGIDokumen15 halamanTEKNOLOGIMuliana SitorusBelum ada peringkat
- Fit Ore MediasiDokumen13 halamanFit Ore MediasiMuliana SitorusBelum ada peringkat
- Ref 4Dokumen4 halamanRef 4Kartika Dewi AndikaBelum ada peringkat
- Sawit 4Dokumen32 halamanSawit 4hafizBelum ada peringkat
- I. PendahuluanDokumen12 halamanI. PendahuluanMuliana SitorusBelum ada peringkat
- BahanpenyegarDokumen43 halamanBahanpenyegarMuliana SitorusBelum ada peringkat
- I. PendahuluanDokumen13 halamanI. PendahuluanMuliana SitorusBelum ada peringkat
- Pengolahan Teh Hitam Dan Teh HijauDokumen8 halamanPengolahan Teh Hitam Dan Teh HijauMuliana SitorusBelum ada peringkat
- TEKNOLOGIDokumen15 halamanTEKNOLOGIMuliana SitorusBelum ada peringkat
- I. PendahuluanDokumen15 halamanI. PendahuluanMuliana SitorusBelum ada peringkat
- Isi Rekayasa ProsesDokumen12 halamanIsi Rekayasa ProsesMuliana SitorusBelum ada peringkat