100% menganggap dokumen ini bermanfaat (1 suara)
4K tayangan6 halamanValidasi Dalam Industri Farmasi
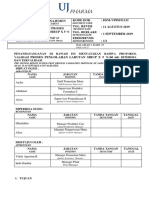
Validasi merupakan bagian penting dalam industri farmasi untuk menjamin khasiat, kualitas, dan keamanan produk. Jenis validasi mencakup validasi proses produksi, validasi pembersihan, dan validasi metode analisis untuk memastikan hasil yang konsisten dan akurat.
Diunggah oleh
HartiniHamsuri Farmasi2019Hak Cipta
© © All Rights Reserved
Kami menangani hak cipta konten dengan serius. Jika Anda merasa konten ini milik Anda, ajukan klaim di sini.
Format Tersedia
Unduh sebagai DOCX, PDF, TXT atau baca online di Scribd
100% menganggap dokumen ini bermanfaat (1 suara)
4K tayangan6 halamanValidasi Dalam Industri Farmasi
Validasi merupakan bagian penting dalam industri farmasi untuk menjamin khasiat, kualitas, dan keamanan produk. Jenis validasi mencakup validasi proses produksi, validasi pembersihan, dan validasi metode analisis untuk memastikan hasil yang konsisten dan akurat.
Diunggah oleh
HartiniHamsuri Farmasi2019Hak Cipta
© © All Rights Reserved
Kami menangani hak cipta konten dengan serius. Jika Anda merasa konten ini milik Anda, ajukan klaim di sini.
Format Tersedia
Unduh sebagai DOCX, PDF, TXT atau baca online di Scribd