PKL Sanitasi Industri PT Tesena
Diunggah oleh
Lionel TaneoDeskripsi Asli:
Judul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
PKL Sanitasi Industri PT Tesena
Diunggah oleh
Lionel TaneoHak Cipta:
Format Tersedia
LAPORAN PRAKTEK KERJA LAPANGAN
SANITASI INDUSTRI
PT.TESENA INOVINDO
JAKARTA TIMUR
TAHUN 2012
DISUSUN OLEH:
KELOMPOK: 11 REGULER
AMINAH APRIANTI P2.31.33.010.004
NUR ALIFAH P2.31.33.010.035
RIZKA MARYANA P2.31.33.010.039
SHELLA FAUZIAH P2.31.33.010.044
POLTEKKES KEMENKES JAKARTA II
JURUSAN KESEHATAN LINGKUNGAN
JAKARTA
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 1
LEMBAR PENGESAHAN
LAPORAN PRAKTEK KERJA LAPANGAN
SANITASI INDUSTRI
PT. TESENA INOVINDO
JAKARTA TIMUR
TAHUN 2012
Disusun Oleh:
AMINAH APRIANTI P2.31.33.010.039
NUR ALIFAH P2.31.33.010.035
RIZKA MARYANA P2.31.33.010.039
SHELLA FAUZIAH P2.31.33.010.044
Dipresentasikan pada seminar :
Hari/Tanggal : 8 Februari 2013
Telah diperbaiki dan disetujui oleh :
Pembimbing Akademik Pembimbing Institusi
(Catur Puspawati, ST.MKM) (Hairul Firdaus)
Penguji Seminar
(Dra. Syarifah Miftahul El J. M.Biomed)
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 2
KATA PENGANTAR
Assalamualaikum Wr. Wb.
Dengan memanjatkan puji dan syukur kami kepada Tuhan Yang Maha
Esa karena telah memberikan rahmat dan anugerah-Nya kepada kepada kami,
sehingga kami dapat menyelesaikan Laporan Praktek Kerja Lapangan ( PKL ) di
PT. Tesena Inovindo.
Laporan Praktek Kerja Lapangan ini merupakan aplikasi dari setiap mata
kuliah yang sudah didapat selama proses perkuliahan di Politeknik Kesehatan
Kemenkes Jakarta II Jurusan Kesehatan Lingkungan.
Dalam penyelesaian laporan praktek kerja lapangan ini, tidak lepas dari
berbagai hambatan dan cobaan, oleh karena itu kami menyadari masih banyak
kekurangannya. Untuk itu saran dan kritik yang membangun sangat kami
harapkan guna perbaikan dimasa mendatang.
Pada kesempatan ini kami mengucapkan terima kasih kepada semua
pihak yang telah membantu kami selama kegiatan Praktek Kerja Lapangan,
antara lain :
1. Keluarga tim penulis atas dukungan dan doanya kepada tim penulis
dalam membuat laporan PKL.
2. Kepada Bapak Budi Pramono, SKM. MKes, selaku Ketua Jurusan
Kesehatan Lingkungan Poltekkes Kemenkes Jakarta II.
3. Kepada Ibu Catur Puspawati, ST.MKM. Selaku dosen pembimbing kami
yang telah memberikan pengarahan selama PKL di PT. Tesena Inovindo.
4. Kepada Bapak Hairul Firdaus Selaku Pembina dan sekaligus
pembimbing lapangan yang telah memberikan masukkan dan
persetujuan dalam setiap langkah praktek lapangan kami dan
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 3
memberikan data-data yang kami butuhkan selama PKL di PT. Tesena
Inovindo.
5. Seluruh staf karyawan yang membantu dalam pengumpulan data selama
kami PKL di PT. Tesena Inovindo.
6. Teman – teman tingkat III Jurusan Kesehatan Lingkungan yang selama
penyusunan laporan ini telah memberikan bantuan dan masukan kepada
kami sehingga laporan ini dapat diselesaikan tepat pada waktunya.
7. Semua pihak yang tidak dapat kami sebutkan satu per satu dalam
penyusunan laporan ini.
Kami menyadari bahwa dalam penyusunan laporan praktek kerja
lapangan ini masih jauh dari sempurna. Hal ini disebabkan karena keterbatasan,
kemampuan dan pengetahuan kami. Maka kami sangat mengharapkan kritik
dan saran yang bersifat membangun demi pembelajaran kami. Semoga laporan
ini dapat bermanfaat untuk setiap mahasiswa yang akan melaksanakan praktek
kerja lapangan.
Wassalamualaikum Wr. Wb.
Jakarta, Januari 2013
Tim Penulis
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 4
BAB I
PENDAHULUAN
1.1 Latar Belakang
Pembangunan kesehatan adalah upaya yang dilaksanakan oleh semua
komponen bangsa yang bertujuan untuk meningkatkan kesadaran,
kemauan, dan kemampuan hidup sehat bagi setiap orang agar terwujud
derajat kesehatan masyarakat yang setinggi-tingginya. Dalam kerangka
mencapai tujuan tersebut, pembangunan kesehatan dilaksanakan secara
terarah, berkesinambungan dan realistis sesuai pentahapannya.
Perwujudan kualitas lingkungan yang sehat merupakan bagian pokok
dalam usaha dibidang kesehatan seperti yang dijelaskan dalam UU
No.36 Tahun 2009 tentang kesehatan bahwa:
“Kesehatan adalah keadaan sehat, baik secara fisik, mental, spiritual
maupun sosial yang memungkinkan setiap orang untuk hidup produktif
secara sosial dan ekonomi.”
Untuk mewujudkan hal tersebut, maka diperlukan upaya-upaya untuk
meningkatkan derajat kesehatan dan perlu dilakukan di lingkungan
industri, lingkungan pemukiman, lingkungan kerja tranportasi dan lain-
lain.
Lingkungan industri setiap tahunnya selalu berkembang dan menjadi
sektor yang sangat potensial dalam memacu pertumbuhan ekonomi dan
pemerataan lapangan usaha. Di setiap lingkungan kerja tidak terlepas
dari aspek-aspek yang berkaitan dengan lingkungan seperti udara, air
bersih, limbah, vektor, pengolahan makanan minuman, pengelolaan
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 5
sampah, dan pengelolaan linen yang dapat menimbulkan dampak yang
negatif apabila tidak ditangani dengan baik.
Dampak negatif yang timbul di lingkungan kerja industri antara lain
berupa pencemaran udara baik yang terjadi di dalam maupun di luar
ruangan yang dapat membahayakan kesehatan tenaga kerja, dan dapat
terjadi penularan penyakit, misalnya air limbah yang ditangani dengan
tidak baik akan berdampak pada pencemaran air sehingga dapat
menimbulkan penyakit bagi manusia, sampah yang pengolahannya
masih kurang baik, juga dapat menimbulkan bau dan penyakit yang
dibawa oleh vektor misalnya lalat, tikus, kecoa, dll. Oleh karena itu salah
satu upaya menciptakan tenaga kerja yang sehat dan produktif adalah
dengan pengendalian terhadap faktor-faktor yang berbahaya bagi
lingkungan kerja seperti suhu, kelembaban, intensitas pencahayaan,
tingkat kebisingan, dan kadar partikel debu yang tidak sesuai dengan
standar atau Nilai Ambang Batas (NAB).
Untuk itu penyusun berkeinginan mengamati lebih lanjut tentang
gambaran pengendalian faktor-faktor lingkungan yang berpengaruh
terhadap pekerja berkaitan dengan Sanitasi Lingkungan dan
Keselamatan dan Kesehatan Kerja (K3) di lingkungan industri, yaitu
melalui kegiatan wawancara, observasi berupa checklist, pengisian
kuesioner oleh pekerja, serta pengukuran mengenai Sanitasi Lingkungan
serta gambaran Keselamatan dan Kesehatan Kerja (K3), dalam
pembahasan ini yaitu di PT. Tesena Inovindo.
PT. Tesena Indovindo adalah suatu industri yang bergerak dalam bidang
manufaktur produk peralatan medis dan rumah sakit.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 6
Berdasarkan pada hal tersebut di atas kami Mahasiswa Politeknik
Kesehatan Depkes RI Jakarta II Jurusan kesehatan Lingkungan
melakukan Praktek kerja Lapangan (PKL) yang kegiatannya berupa
pemantauan, melakukan pengukuran terhadap kondisi fisik dari suatu
lingkungan kerja industri serta mencoba memberi masukkan kepada
pihak perusahaan berdasarkan kondisi yang kami amati dan yang ada
pada industri.
1.2 Tujuan
1.2.1 Tujuan Umum
Untuk mengetahui gambaran umum mengenai kesehatan lingkungan dan
Keselamatan dan Kesehatan Kerja (K3) di PT. Tesena Inovindo.
1.2.2 Tujuan Khusus
1. Mengidentifikasi sanitasi lingkungan di PT. Tesena Inovindo seperti
ruang dan bangunan, penyediaan air bersih, pengelolaan limbah cair,
pengelolaan sampah padat, pengendalian vektor penyakit dan
binatang pengganggu serta penyehatan makanan dan minuman.
2. Mengidentifikasi Keselamatan dan Kesehatan Kerja (K3) terkait
dengan bahaya potensial khususnya bahaya fisik yang meliputi:
suhu, kelembaban, intensitas pencahayaan, tingkat kebisingan, dan
kadar partikel debu di ruang produksi PT. Tesena Inovindo.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 7
3. Mengetahui aspek sosial pada pekerja bagian produksi mengenai K3
dan pekerja divisi welding mengenai kebisingan.
3.3 Manfaat
3.3.1 Manfaat bagi Mahasiswa
1. Mahasiswa dapat mengaplikasikan ilmu yang telah didapat di bangku
perkuliahan Poltekkes Kemenkes Jakarta II Jurusan Kesehatan
Lingkungan ke dalam kondisi lingkungan kerja yang sebenarnya.
2. Mahasiswa mendapatkan pengetahuan tentang Sanitasi Lingkungan
serta Keselamatan dan Kesehatan Kerja (K3) di PT. Tesena
Inovindo.
3. Mahasiswa dapat memberikan saran untuk masalah Sanitasi
Lingkungan serta Keselamatan dan Kesehatan Kerja (K3) PT.
Tesena Inovindo.
3.3.2 Manfaat bagi Institusi
1. Mendapatkan masukkan mengenai masalah Sanitasi Lingkungan
serta Keselamatan dan Kesehatan Kerja (K3) di PT. Tesena
Inovindo.
2. Untuk menjadikan perhatian dan kewaspadaan dalam menghadapi
dampak risiko kerja yang ada pada lingkungan kerja PT. Tesena
Inovindo
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 8
3.3.3 Manfaat bagi Akademik
Manfaat dalam pengembangan keilmuan kesling dan sebagai bahan
masukan dan perbandingan untuk penelitian selanjutnya dan sebagai
alternatif penilaian tentang kesuksesan dalam penyelenggaraan
pendidikan selama di kampus Poltekkes Kemenkes RI Jakarta II Jurusan
kesehatan Lingkungan.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 9
BAB II
GAMBARAN UMUM
2.1 Umum
2.1.1 Lokasi
PT.Tesena Inovindo berlokasi di Jl. H.Jusin no. 43 Susukan Ciracas
Jakarta Timur 13750. Lokasi industri terletak dikawasan pemukiman
penduduk. Sehingga, sebagian besar pegawainya adalah penduduk di
area sekitar industri. Akses menuju industri cukup sulit untuk dilalui
kendaraan besar dari dua arah karena jalannya menyempit.
2.1.2 Sejarah Umum PT Tesena Inovindo
1. Proses, perencanaan, pengerjaan dan pembuatan produk pertama.
Perusahaan PT. Tesena Inovindo berdiri pada tanggal 1 Juni 1989 oleh
tiga orang pemegang saham yang masing-masing mempunyai
pengalaman dan keahlian di bidang masing-masing yaitu ahli bisnis dan
management, ahli teknik dan ahli pemasaran alat kesehatan.
Usaha ini diawali dengan suatu cita-cita luhur bersama pemegang saham
untuk mengembangkan alat-alat kedokteran produksi Indonesia. Ide atau
gagasan tersebut bermula dari pengalaman sering munculnya keluhan
dan masukan dari rumah sakit. Klinik atau dokter yang merasakan
mahalnya alat-alat kedokteran luar negri ( Jepang, Eropa, Amerika ).
Serta adanya angin segar dari pemerintah untuk meningkatkan produksi
dalam negri.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 10
Di samping juga melihatnya adanya kemampuan / potensi yang
terpendam dari ahli- ahli teknik Indonesia yang belum dimanfaatkan untuk
menciptakan, merancang dan mengembangkan alat-alat kedokteran
elektronik.
Dimulai dengan modal Rp 10 juta dan karyawan sebanyak 7 orang.
Perusahaan ini menyewakan tempat bekas bengkel mobil di Jl. Nangka
No. 39, Tanjung Barat Pasar Minggu, Jakarta Selatan. Pada awalna
bergeraknya usaha dimulai dengan jasa servis alat-alat kedokteran dan
alat elektronik lain sambil mulai merancang membuat alat kedokteran dari
luar negri yang dibongkar. Dicobalah meniru sistem kerja alat. Produk
pertama yang dibuat adalah Portable Infant Incubator Model TSN 5 dan
Phototherapy Unit / Blue Light Model TLC 1H, disusul dengan Room
Strerilizer Model TSN 88 UV.
Sejak saat itu perusahaan terus berkembang dan setiap tahun selalu
mentargetkan untuk menciptakan produk baru.
Produk-produk yang telah dihasilkan selama kurun waktu 8 ( delapan )
tahun yakni sejak tahun 1989 – 1996.
Produk baru :
4 jenis Medikal Elektronik Equipment.
12 jenis Hopital Furniture.
1 jenis Mesin Pemanas
Antara lain :
1. Infan Warmer / Infant Care Unit, Model TSN 89 IW.
2. Transport Infant Incubator, Model TSN 89 TR.
3. Kasur Pemanas Bayi, Model TSN 89 K.
4. Examination Lamp Halogen, Model TSN 015 FHC.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 11
5. Hospital Furniture ( 12 jenis : Trolley, Infus stand )
6. Shrinking Machine, Model TSN 290 IP (Mesin pemanas)
Sehingga total jenis produk sampai tahun 1989 adalah 49 jenis produk.
TAHUN 1990
Produk baru :
2 Jenis Medikal Elektronik
10 Jenis Hospital Furniture
Antara lain :
1. ICU Infant Incubator ServoControl, Model TSN 910 SC
2. Low Temperature Incubator for laboratorium, Model TSN L 2101
3. Rotaring Incubator, Model TSN L 2100
4. Portable Incubator, Model TSN UI
5. X-Ray Film Dryer, Model 030 FD
6. Hospital Furniture 11 jenis tahun 1993
Sehingga total jenis produk sampai dengan tahun 1990 adalah 61 jenis
produk.
TAHUN 1994
Produk Baru :
4 Jenis Medical Elektronik
11 Jenis Medical Furniture
Antara lain :
1. Operating Lamp Ceiling 4 Lamp Sealed Beam, Model TSN 9304 OLC
2. Water Bath Preparat, Model TSN L 1031
3. Drying Oven, Model TSN 100 DOS
4. Endosopic Keeper With UV, Model TSN 038
5. Hospital Furniture 11 jenis
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 12
Sehingga total jenis produk sampai dengan tahun 1994 adalah 105 jenis
produk.
TAHUN 1995
Produk Baru :
7 Jenis Medical Elektronik
6 Jenis Hospital Furniture
Antara lain :
1. Operation Lamp Stand 4 Bulb Halogen, Model TSN 9304 HOL.S
2. Operation Lamp Ceiling Bulb Halogen, Model TSN 9304 HOL.S
3. Portble Suction, Model TSN 505 PS
4. Countinous Suction fot Thorak, Model TSN 509 ST
5. Mortuary Refrigator 2 Bodies, Model TSN 029 M2
6. Mortuary Refrigatro $ Bodies, Model TSN 029 M4
7. Diathermy, Model TSN 951 D
8. Hospital Furniture 6 Jenis
Sehingga total jenis produk sampai dengan tahun 1995 adalah 118 jenis
produk.
TAHUN 1996
Produk Baru :
5 Jenis Medical Elektronik
10 Jenis Furniture
Antara lain :
1. Incenerator
2. Incubatro Manual Control Digital
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 13
3. Bed Pan Washing Machine
4. Stimulator Mursle for Operation
5. Hospital Bed Elektrik
Sehingga total jenis produk sampai dengan tahun 1996 adalah 133 jenis
produk.
Dari produk-produk baru yang dkembangkan selama ini ada produk yang
terus dipasarkan, tetapi ada juga yang berhenti diproduksi karena
masalah pemasaran maupun masalah teknis.
Selama kurun waktu tersebut perusahaan mengalami jatuh bangun
antara lain faktor manusia, pemasaran dan model, dan juga penyebab
lainnya. Pada bulan Juli 1990 PT.Tesena Inovindo berpindah alamat ke
wilayah industri dan menyewa tempat seluas 300 m² di Jl H. Jusin No. 43
Susukan – Ciracas, Jakarta Timur hingga saat ini digunkan sebagai
kantor.
Dengan meningkatnya permintaan serta kepercayaan dari pelangggan
sehingga dipercaya oleh pihak bank EXIM untuk memperoleh kredit
supaya dapat membangun bangunan pabrik seluas 400m² di atas tanah
belakang kantor seluas 1000m². Dengan fasilitas bangunan mesin-mesin
serta tenaga ahli yang ada di PT. Tesena Inovindo mengembangkan
sayap yang semula sebagian komponen di subkontrakkan ke supplier
luar saat ini sebagian besar telah dapat dikerjakan oleh tenaga kerja
sendiri sehingga dapat menekan harga pokok produksi.
Sebagai pelopor dalam bidang alat kedokteran elektro serta usaha
meningkatkan kualitas produksi, PT. Tesena Inovindo telah mensponsori
usaha penyusunan Standar Produksi Indonesia alat kesehatan elektronik
antara lain :
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 14
Infant Incubator
Ultraviolet Sterilizer
Photo Threapy Unit
Scrub Station
Elektro Surgikal Unit, dan lain-lain
Yang bekerja sama dengan Departemen Perindustrian, Departement
Kesehatan yaitu Dirjen POM serta Instalasi Medik. Saat ini masih sangat
terbatas alat kedokteran yang telah ada standardnya (SNI). Meskipun
belum ada SNI nya, sebagian dalam kualitas produksi menjamin
keamanan produk, PT. Tesena Inovindo mengacu ke beberapa buku
teknis lainnya yang menunjang.
Di samping itu sebelum produk baru dipasarkan, terlebih dahulu
dilakukan uji coba di beberapa rumah sakit sampai mendapatkan
rekomendasi dari rumah sakit atau dokter bahwa produk baru tersebut
layak pakai, misalnya :
Infant Incubator, Photo Therapy Unit dan Infant Warmer diuji di RSAB
Harapan Kita selama 3 bulan.
Ultraviolet Room Sterilizer diuji coba di RS Kramat
Elektro Surgikal Unit diuji coba di Lab PAM DKI dan RS Dr. Den Solo.
Diathermy diuji coba di RS Carolus, dll.
2. Proses Produksi
Sebagian besar proses produksi dilakukan sendiri yaitu mulai dari bahan
baku mentah, pengerjaan mekanik (yaitu : Pemotongan, Penekukan,
Pembubutan, Pengelasan, Pengecatan dengan power coating,
Assembling, dll), sampai dengan quality control.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 15
Dengan banyaknya jenis produk dimana ada yang rutin dijual dan ada
yang lamban, dan ada juga karena sebagian besar pemasaran masih
disektor pemerintah maka sistem produksi adalah gabungan semi masa
produksi dan Job Order. Sehingga dalam perencanaan produksi
diperlukan suatu penjadwalan yang cermat agar proses produksi dapat
berjalan dengan lancar.
Proses produksi PT. Tesena Inovindo dimulai dari turunnya permintaan
produksi barang (PPB) dari bagian pemasaran yang didasarkan stok
barang jadi serta pesanan yang akan atau telah masuk. Hal ini dilakukan
setiap awal tahun dan pertengahan tahun. Areal kerja, sistem jalur, kertas
kerja (work order) dan pengujian dirancang sedemikian rupa sehingga
setiap produksi yang keluar pabrik tepat waktu dan layak pakai.
Bagian perencanaan produksi akan menjadwalkan dan mengeluarkan
kertas kerja (work order) ke masing-masing bagian yang terkait. Setiap
pengalihan produk dari bagian yang satu ke bagian lain harus di cek atau
diperiksa hasil pekerjannya, karena akan terus saling terkait.
Setiap produksi alat mengacu pada standar proses serta pedoman atau
petunjuk produksi yang ada yaitu sesuai dengan design gambar, skema,
dan cara yang telah ditetapkan.
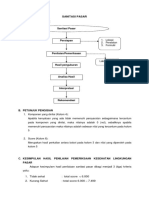
Berikut bagan alur proses produksi di PT. Tesena Inovindo :
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 16
Bagan Alur Proses Produksi
Bahan Baku
Besi Akrilik
Welding Flexyglass
Painting
Assembling
Khusus medical Elektro &
Setting
equipment.
QC
Packing
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 17
a. Divisi Welding
Merupakan proses produksi tahap awal. Pada divisi ini bahan baku
(aluminium, besi, dan stainless steel) akan melalui proses
pemotongan, penekukan, pembubutan, dan pengelasan
b. Divisi Flexyglass
Merupakan proses produksi yang khusus mengolah bahan baku dari
akrilik. Pada divisi ini terdapat proses pemotongan, pengelasan,
penghalusan dan pengeleman.
c. Divisi Painting
Pada divisi ini terdapat proses pencelupan (untuk menghilangkan
karat pada besi), proses pengecatan (cat yang digunakan jenis
powder), proses pengovenan (untuk merekatkan cat)
d. Divisi Assembling
Proses pada divisi ini merupakan proses lanjutan dari divisi welding,
dan flexyglass. Bahan baku yang telah dicetak/dibentuk pada proses
sebelumnya akan dirakit.
e. Divisi Elektro & Setting
Khusus medical equipment/barang yang membutuhkan aliran listrik
akan melalui proses di divisi ini. Pada divisi ini juga dilakukan quality
control.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 18
f. Packing
Setelah melalui semua proses, barang yang sudah siap akan di
packing dan dikirimkan
2.1.3 Manfaat Layanan Dan Barang Produk
1. Manfaat Layanan
a) Harga kompetitif
b) Upgradable produk dengan banyak pilihan
c) Rumah Sakit proyek
d) Gratis presentasi untuk unit demo
e) Pelanggan layanan perawatan
f) Dukungan teknis
g) Secara teratur pemeliharaan preventif
h) Kontrak jaminan layanan untuk produk peralatan medis
i) Layanan untuk penggunaan medis dan peralatan rumah sakit
j) Instalasi & pelatihan
2. Produk yang Dihasilkan
Berikut adalah produk-produk yang dihasilkan oleh PT. Tesena
Inovindo, antara lain :
MEDICAL EQUIPMENT
Infant Incubator
Infant Warmer
Phototherapy Unit
UV Room Sterilizer
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 19
Scrub Station
EQUIPMENT
Incinerator
HOSPITAL FURNITURE
Hospital Bed
Trolleys
Weighing Scale
Bed Side Cabinet
Stand Wall Cabinet
Over Bed Table
TV Rack
Bed Screen
TROLLEY, STAND, CART
Mayo Stand
Instrument Trolley
Dressing Trolley
Emergency Trolley
Food Trolley
Wash Basinet Stand
Infusion Stand
2.2 ORGANISASI
2.2.1 Visi
PT Tesena Inovindo menjadi produsen alat kesehatan kelas dunia yang
bereputasi baik dan mitra terbaik bagi stakeholder.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 20
2.2.2 Misi
PT. Tesena Inovindo bertekat memproduksi alat kesehatan yang bermutu
yang mengutamakan pemenuhan persyaratan regulasi dan kepuasan
pelangggan serta meningkatkan efektivitas sistem manajemen mutu
secara terus menerus.
2.2.3 Struktur Organisasi
Struktur Organisasi PT. Tesena Inovindo (Terlampir).
2.2.4 Tugas Pokok dan Fungsi
1. Direktur
a. Memimpin perusahaan
b. Menangani seluruh masalah, baik menyangkut produksi,
penjualan, keuangan, maupun personal dam general
c. Mengawasi kinerja para manager, seluruh staff dan karyawan.
d. Bekerja sama dengan manager untuk menentukan kebijakan
perusahaan
2. Sales atau Marketing Manager
a. Memastikan berjalannya proses pemasaran dengan lancar
b. Mencari peluang pasar dan pangsa pasar
3. Technical dan Production manager
a. Mengelola dan mengendalikan pekerjaan yang dilaksakan oleh
unit-unit produksi
b. Membina kelancaran hubungan kerja di bagian produksi dengan
bagian lainnya.
c. Menyelenggarakan pengaturan pengamanan penggunaan,
pemeliharaan peralatan atau perlengkapan di unit-unit produksi
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 21
d. Merencanakan dan melaksanakan produksi dengan pengaturan
proses operasi yang tepat guna
e. Menyusun rencana kerja produksi dalam janghka waktu tertentu
drengan rencana anggaran biaya sesuai dengan kebutuhan.
f. Melaksanakan evaluasi atas hasil dan cara pelaksanaan tugas di
semua unit produksi.
g. Membuat laporan hasil produksi
4. Personel dan General Manager
a. Mengatur SDM yang dimiliki perusahaan
b. Melakukan recruitment dan seleksi penerimaan
c. Melakukan penilaian prestasi kerja
5. Spv. Local Marketing
a. Melakukan pemasaran untuk pasar dalam negeri
b. Mencari pasar baru di dalam negeri
6. Spv. Export Marketing
a. Melakukan pemasaran untuk pasar luar negeri
b. Mencari pasar baru di luar negeri
7. Sales
a. Melakukan penjualan langsung pada konsumen
b. Mencari konsumen dengan jalan terjun ke lapangan
8. Purchasing
a. Memesan dan membeli barang sesuai dengan permintaan
b. Melakukan negosiasi dengan supplier mengenai harga, jumlah,
dan tanggal pengiriman
c. Komplain ke supplier atas ketidaksesuaian barang
d. Membuat laporan atas pembelin barang
9. Warehouse
a. Mengkoordinasikan penerimaan, penyimpanan, dan pengeluaran
bahan/barang di gudang
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 22
b. Mengatur penyimpanan bahan/barang di gudang
c. Mengatur pengeluaran bahan/barang dari gudang
d. Menyiapkan bahan/barang yang akan dipakai di produksi
e. Melakukan pemeriksaan stok bahan/barang di gudang
f. Mengendalikan dan memelihara data/arsip gudang
g. Membuat laporan stok
10. PPIC (Production Planning Inventory Control)
a. Merencanakan proses produksi
b. Merncanakan dan mengatur kebutuhan baku/material
c. Memberikan work order (WO) ke bagian produksi
d. Mengatur keluar masuknya material dari gudang
e. Mengajukan pembelian material ke bagian pembelian
f. Bersama bagian pembelian menentukan supplier
g. Membuat laporan kegiatan produksi
h. Membuat penjadwalan produksi
11. Calibration
Merupakan bagian baru yang memiliki tugas mengendalikan
pelaksanaan kalibrasi alat ukur seperti jangka sorong, thermometer,
amperemeter, dll.
12. Quality control
a. Menerapkan, memelihara, dan mengevaluasi jalannya
implementasi dari system management mutu sesuai standar ISO
9001-2000, ISO 13425 2003 dan SNI
b. Menjamin terlaksananya proses pengawasan pemeriksaan,
pengujian terhadap kualitas material dan produk standar
13. Adm. Keuangan/ Data Entry
Bertanggung jawab terhadap pelaksanaan input data kedalam
program computer terintegrated IFCA untuk kelancaran dan
keakuratan laporan data keuangan perusahaan
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 23
14. Spv. Pembuatan Electronik/ Listrik
a. Bertanggung jawab atas pelaksanaan dan pengaturan proses
pembuatan dan assembling elektronik/listrik sesuai jadwal
produksi yang ditetapkan, standar produk, standar waktu kerja,
standar mutu produk serta menjamin terlaksananya Sistem
Manajemen Mutu dibagiannya.
b. Bertanggungjawab pada peningkatan produktifitas produksi
c. Bertanggung jawab terhadap peningkatan kemampuan
bawahannya
d. Bertanggung jawab apabila terjadi kehilangan bahan baku, alat
kerja dsb
15. Marketing
Expedisi bertanggung jawab pada seluruh pengiriman/ penyerahan/
pengambilan barang barang sesuai prosedur terkendali dari Sistem
Manajemen Mutu
16. Warehouse (bahan baku, bahan kemas, bahan penunjang lainnya)
a. Bertanggung jawab terhadap pelaksanaan penerimaan,
penanganan, penyimpanan, pengemasan dan penyerahan bahan
(bahan baku, bahan kemas, bahan penunjang) dengan prosedur
yang terdokumentasi sesuai sistem manajemen mutu.
b. Bertanggung jawab terhadap keamanan, kebersihan dan
kerapihan , penyimpanan bahan di Gudang dan tidak
memperbolehkan siapapun masuk gudang kecuali keadaan
tertentu dengan penunjukan sepengetahuan atasan
17. Internal Auditor dan atau Lead Auditor
a. AUDITOR
1) Mengkomunikasikan dan menjelaskan persyaratan Audit
2) Mendokumentasikan hasil temuan dan pengamatan
3) Melaporkan hasil Audit
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 24
4) Menyimpan dan memelihara dokumen yang berkaitan dengan
Audit
5) Bekerja sama dan mendukung pimpinan Tim (Lead Auditor)
b. LEAD AUDITOR
1) Membantu pemilihan Anggota Tim Audit
2) Menyiapkan Pelaksana Audit
3) Mewakili Tim Auditor terhadap para Auditee (personil yang
diaudit)
4) Menyampaikan laporan hasil Audit
18. Finance & Accounting Manager
a. Bertanggung jawab terhadap perencanaan, pengaturan dan
pengawasan penerimaan dan penggunaan dana disesuaikan
dengan dana yang tersedia sehubungan dengan transaksi-
transaksi yang terjadi
b. Bertanggung jawab atas pengaturan, pelaksanaan, kebenaran
dan kelengkapan penyusunan pembukuan perusahaan sesuai
dengan prinsip-prinsip akuntansi yang berlaku di Indoinesia.
c. Bertanggung jawab terhadap analisa dan evaluasi kondisi
kesehatan, likuiditas investasi perusahaan dengan perhitungan
ratio.
d. Bertanggung jawab mengawasi kegiatan warehouse.
19. Spv. Pembuatan mekanik
a. Bertanggung jawab atas pelaksanaan dan pengaturan proses
pembuatan dan assembling mekanik sesuai jadwal produksi yang
ditetapkan, standar produk, standar waktu kerja, standar mutu
produk serta menjamin terlaksananya Sistem Manajemen Mutu
dibagiannya
b. Bertanggungjawab pada peningkatan produktifitas produksi
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 25
c. Bertanggung jawab terhadap peningkatan kemampuan
bawahannya
d. Bertanggung jawab apabila terjadi kehilangan bahan baku, alat
kerja dsb.
20. Quality control Mekanik
a. Quality control bertanggung jawab terhadap inspeksi, pengujian
dan verifikasi kesesuaian incoming material, barang dalam proses
dan barang jadi terhadap spesifikasi,standart produk dan standart
mutu yang telah ditetapkan dalam Sistem Manajemen Mutu .
b. Quality control bertanggung jawab menjamin bahwa semua
inspeksi dan pengujian dilakukan dengan benar sesuai metode
inspeksi / uji tehnik statistik, alat ukur yang terakhir, dan
standar uji barang.
21. Sekretaris
Bertanggung jawab terhadap kelancaran tugas direktur baik untuk
kepentingan internal maupun eksternal.
22. Wakil Manajemen
Wakil Manajemen bertanggung jawab menjamin penerapan system
manajemen mutu, menjaga kesesuaian dengan standar, dan
melaporkan kinerja system manajemen mutu serta berhubungan
dengan pihak luar perusahaan yang berhubungan dengan system
mutu.
23. PPIC (Production Planning Inventory Control)
a. Bertanggung jawab terhadap realisasi produksi sesuai dengan
perencanaan jadwal produksi yang telah dibuat.
b. Bertanggung jawab pada peningkatan efisiensi dan produktifitas
produksi
c. Bertanggung jawab terhadap control inventory baik bahan baku
maupun raw material
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 26
d. Bertanggung jawab menjaga stock minimum barang jadi.
2.2.5 Tim K3
PT. Tesena Inovindo adalah perusahaan yang sudah mulai menerapkan
sistem manajemen K3. Team K3 di PT. Tesena Inovindo mempunyai
maksud dan tujuan yaitu :
“Agar setiap tenaga kerja mendapt perlindungan atas keselamatan
dalammelakukan pekerjaan semi kesejahteraan dan mningkatkan
produksi dan produktivitas kerja.”
Tim K3 beranggotakan 7 orang yaitu :
Ketua : Yudi Saepudin
Anggota : - Herdian Saputro
- Ridwan
- Edi Prawira
- Riadhie
- Hening
- Ismawan
Team K3 mempunyai tugas sebagai berikut :
a. Penanganan untuk pertolongan pertama.
b. Penanganan kecelakaan untuk ke rumah sakit.
c. Pemeriksaan tabung pemadam dari kadaluarsa dan kebersihan serta
keindahan.
d. Penanganan tabung kebakaran
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 27
2.2.6 Sumber Daya Manusia
PT Tesena Inovindo menetapkan dan menyediakan sumber daya yang
memadai untuk menerapkan dan memelihara keefektifan pelaksanaan
system manajemen mutu dan dalam rangka memenuhi persyaratan
perundangan & kepuasan pelanggan.
Adapun sumber daya manusia di PT.Tesena Inovindo, dengan jumlah
karyawan 93 orang terdiri dari karyawan tetap dan karyawan harian
sebagai berikut:
1. Direktur : 1 orang
2. Sekretaris : 1 orang
3. Marketing : 6 orang
4. Administrasi & umum : 10 orang
5. RND : 6 orang
6. Service : 6 orang
7. Produksi tetap
a. Divisi Welding : 15 orang
b. Divisi Flexyglass : 5 orang
c. Divisi Painting : 2 orang
d. Divisi Assembling : 7 orang
e. Divisi Elektro & Setting : 11 orang
8. Produksi harian : 23 orang
+
Total : 93 orang
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 28
BAB III
METODE PENGUMPULAN DATA
3.1 Waktu Pelaksanaan
Waktu pelaksanaan kegiatan Praktik Kerja Lapangan di PT. Tesena
Inovindo di mulai dari tanggal 19 November s/d 14 Desember 2012.
Kegiatan yang kami lakukan dilaksanakan oleh 4 orang mahasiswi.
3.2 Cara Pengumpulan Data
3.2.1 Observasi
Observasi pengelolaan kesehatan lingkungan industri (penyehatan ruang
dan bangunan, penyediaan air bersih, pengelolaan air limbah,
pengelolaan sampah padat, pengendalian vektor penyakit, penyehatan
makanan dan minuman, serta kesehatan dan keselamatan kerja)
3.2.2 Pengukuran
Pengukuran komponen lingkungan fisik (suhu, kelembaban, intensitas
pencahayaan, tingkat kebisingan, dan kadar debu).
3.2.3 Wawancara
Wawancara kepada koordinator divisi bagian produksi dan pekerja
lainnya.
3.3 Alat Ukur yang Digunakan
Alat ukur yang digunakan dalam pengumpulan data adalah sebagai
berikut:
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 29
3.3.1 Kuesioner
Merupakan daftar pertanyaan untuk wawancara dengan pekerja. Data
yang didapatkan melalui kuesioner, dianalisis kemudian disajikan dalam
bentuk tabel dan narasi.
Untuk data kuesioner pertanyaan yang tersedia meliputi pengetahuan,
sikap, dan tindakan yang terdiri dari beberapa pertanyaan. Bobot nilai
jawaban adalah sebagai berikut:
a. Pilihan a mempunyai bobot nilai 2, karena jawaban yang tersedia
dianggap paling benar.
b. Pilihan b mempunyai bobot nilai 1, karena jawaban yang tersedia
dianggap mendekati benar.
c. Pilihan c mempunyai bobot nilai 0, karena jawaban yang tersedia
dianggap kurang benar.
Sistem penilaian yang digunakan:
1. Kuesioner K3
Nilai tertinggi = 2 x 5 soal = 10
Nilai Terendah = 0 x 5 soal = 0
Rumus : C = Xn – Xi
3
C = 10 – 0 = 3,3
3
Rentang Nilai Kategori
0-3,33 Kurang
3,34-6,67 Cukup
6.68-10 Baik
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 30
2. Kuesioner Kebisingan
Nilai tertinggi = 2 x 8 soal = 16
Nilai Terendah = 0 x 8 soal = 0
Rumus : C = Xn – Xi
3
C = 16 – 0 = 5,3
3
Rentang Nilai Kategori
0-5,33 Kurang
5,34-10,67 Cukup
10,68-16 Baik
3.3.2 Check list
Merupakan daftar cek untuk observasi pengelolaan kesehatan
lingkungan industri. Untuk data hasil check list berdasarkan Buku Statistik
“Teori dan Aplikasi edisi ke enam; J.Supranto (2004:64)”
Penilaian untuk setiap variabel adalah :
Hasil checklist = ∑ Jawaban “Ya” tiap variabel x 100 %
∑ Pertanyaan
Untuk penilaian rentang nilai pada checklist antara lain :
Rentang Nilai (%) Kategori
<75% Tidak memenuhi syarat
75% Memenuhi syarat
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 31
3.3.3 Alat pengukur keadaan lingkungan fisik
1. Sound Level Meter untuk pengukuran tingkat kebisingan
2. High Volume Sampler untuk pengukuran kadar debu lingkungan
3. Area Heat Stress Monitor untuk mengukur suhu dan tingkat
kelembaban ruangan
4. Lux Meter untuk pengukuran intensitas pencahayaan.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 32
BAB IV
HASIL IDENTIFIKASI
Identifikasi masalah dilakukan melalui pengamatan dengan menggunakan
wawancara, checklist, pengisian kuesioner pada pekerja, serta melakukan
pengukuran di ruang produksi PT. Tesena Inovindo.
4.1 Sanitasi Lingkungan
Berdasarkan pengamatan yang telah kami lakukan di PT. Tesena
Inovindo, secara umum sanitasi lingkungan di PT. Tesena Inovindo
sudah memenuhi syarat (81,92%) (hasil cheklist terlampir).
4.1.1 Ruang dan Bangunan
Berdasarkan hasil observasi, hasil check list mengenai ruang dan
bangunan di PT. Tesena Inovindo sebesar 78,5 % sehingga berada
dalam katagori memenuhi syarat.
1. Lingkungan luar (halaman)
Kondisi lingkungan luar di PT. Tesena Inovindo bersih, tidak ada
genangan air, terdapat pagar dan batasan yang jelas. PT. Tesena
Inovindo juga memiliki lahan terbuka (lahan hijau) yang terletak di
belakang bangunan produksi namun kondisinya belum terawat
dengan baik.
2. Bangunan
Konstruksi bangunan PT. Tesena Inovindo (gedung kantor, gedung
produksi, gedung tempat penyimpanan, dll) terpelihara dengan baik
sesuai dengan fungsinya. Ada sedikit renovasi pada gudang
penyimpanan bahan baku besi. Namun, terdapat bagian yang
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 33
memungkinkan terjadinya kecelakan, yaitu pada tangga ruang
produksi (pabrik). Tangga terbuat dari rangkaian besi dengan bawah
tangga terdapat kolong.
3. Lantai
Keadaan lantai di perkantoran dengan keadaan lantai gedung
produksi tidak berbeda yaitu, menggunakan ubin. Hanya saja
terdapat perbedaan pada lantai bagian produksi divisi welding.
Kondisi lantai di masing – masing gedung dalam keadaan bersih,
tidak licin dan permukaan lantai rata. Lantai dibersihkan setiap pagi
dan sore.
4. Dinding dan langit-langit
Dinding dalam keadaan baik, terpelihara, berwana terang, kokoh,
namun terdapat sedikit retakan. Langit – langit pada semua gedung
PT. Tesena Inovindo memiliki ketinggian langit – langit lebih dari 2,5
m dari lantai. Langit-langit pada bagian Quality control di lantai 2
terdapat sedikit kerusakan. Pada ruang painting, atap yang
digunakan berupa susunan asbes, belum kokoh, dan bocor ketika
hujan.
5. Ventilasi
Di ruang produksi PT. Tesena Inovindo menggunakan ventilasi alami,
dengan bantuan kipas angin dan exhaust fan. Sedangkan, untuk
ruang kantor seluruhnya menggunakan pendingin ruangan (AC).
Namun, udara pada ruang produksi masih terasa panas dan kurang
nyaman karena penyediaan exhaust fan yang masih kurang.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 34
4.1.2 Penyediaan Air Bersih
Berdasarkan hasil observasi, hasil check list mengenai penyediaan air
bersih di PT. Tesena Inovindo sebesar 100 % sehingga berada dalam
katagori memenuhi syarat.
Kebutuhan air bersih PT. Tesena Inovindo dibagi menjadi dua, yaitu:
kebutuhan air untuk perkantoran dan kebutuhan air untuk kegiatan
produksi. PT. Tesena Inovindo memiliki penampungan air atau reservoir
sebanyak 5 buah reservoir. 2 buah reservoir untuk penyediaan air bersih
pada perkantoran, dan 3 buah reservoir untuk penyediaan air bersih di
bagian produksi. Sumber air yang digunakan berasal dari air tanah.
Penampungan air bersih atau reservoir berlokasi di bagian samping
gedung produksi.
Penyediaan air bersih di perusahaan ini cukup untuk memenuhi
kebutuhan air bersih bagi seluruh karyawan dalam proses produksi
maupun kebutuhan air bersih lainnya. Pendistribusiannya mengunakan
sistem perpipaan. Secara fisik air bersih telah memenuhi persyaratan fisik
yaitu : tidak berbau, tidak berasa dan tidak berwarna. Untuk kualitas air
bersih secara kimia dan biologi kami tidak melakukan pemeriksaan.
4.1.3 Pengelolaan Air Limbah
Berdasarkan hasil observasi, hasil check list mengenai pengelolaan air
limbah di PT. Tesena Inovindo sebesar 100 % sehingga berada dalam
katagori memenuhi syarat.
Sumber air limbah PT. Tesena Inovindo berasal dari kegiatan produksi
dan kegiatan rumah tangga. Pengelolaan air limbah rumah tangga seperti
air bekas cucian piring dan kamar mandi langsung dialirkan ke saluran air
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 35
yang akan menuju kali/sungai. Untuk pembuangan tinja langsung
dialirkan ke septic tank. Sedangkan untuk pengelolaan air limbah hasil
proses produksi akan diolah terlebih dahulu di IPAL sebelum dibuang ke
kali.
Air limbah hasil proses produksi di PT. Tesena Inovindo adalah air limbah
yang berasal dari proses painting. Dimana proses painting adalah proses
produksi satu-satunya yang menghasilkan air limbah yang mengandung
bahan kimia berbahaya.
IPAL yang dibangun di PT. Tesena Inovido berjumlah 1 (satu) buah
dengan kapasitas mencukupi. Pembuangan air limbah hasil olahan IPAL
terletak di belakang lokasi PT. Tesena Inovindo. IPAL dapat menampung
air limbah dengan baik dan tidak bocor. Saluran limbah kedap air,
tertutup, dapat mengalir dengan lancar namun, bau air limbah masih
dapat terasa.
Tahap-tahap pengolahan limbah hasil produksi yang dilakukan oleh PT.
Tesena Inovindo yaitu :
1. Bak Treatment
a. Bak I (Derusting)
Proses derusting dalam bak 1 berfungsi untuk membantu
menghilangkan minyak, grease, atau oli, menghilangkan karat
dan menghilangkan carbon pada bahan baku produksi. Bahan
kimia yang digunakan pada proses ini merupakan asam kuat.
b. Bak II (Water Rinse 1)
Setelah melalui proses derusting pada bak 1, bahan baku
dicelupkan ke dalam bak II (Water Rinse 1) yang merupakan air
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 36
bersih. Fungsi air bersih dalam bak II ini untuk menghilangkan
sisa-sisa derusting supaya tidak terbawa ke proses selanjutnya.
c. Bak III (Surface Conditioning)
Proses ini berfungsi untuk meratakan lapisan zinc phosphating
sehingga ketebalan lapisan zinc sama di semua permukaan metal
(memperhalus material).
d. Bak IV
Proses ini berfungsi untuk menambah daya tahan karat dan
meningkatkan kekerasan / hardness material.
e. Bak Pencucian
Di bak ini material dibersihkan dengan air mengalir dengan tujuan
untuk menghilangkan zat dari proses sebelumnya.
2. Bak Penampungan
Air limbah hasil dari proses painting dialirkan melalui suatu jaringan
pipa ke bak penampung. Pada bak penampung ini, air limbah
ditampung sebelum masuk ke fase pengolahan limbah selanjutnya.
Bak penampung ini juga terdapat saringan atau filter yang berfungsi
menyaring partikel besi yang ikut terbawa dalam air limbah saat
proses pencelupan. Selanjutnya, air limbah akan dialirkan ke mixing
tank (bak reactor).
3. Bak Reaktor
Kumpulan air limbah dari bak penampung dialirkan ke mixing tank
untuk dilakukan pengecekan kadar pH. Pengecekan kadar pH
dilakukan dua kali, saat air limbah pertama kali masuk dan saat air
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 37
limbah setelah dicampur bahan kimia. Saat air limbah berada di
mixing tank, air limbah akan diberikan bahan-bahan kimia. Bahan
kimia yang dipergunakan yaitu :
a. CaCH2 (kapur)
b. H2SO4
c. P.A.C (Poly Aluminium Clorid)
d. Multi Flox
Setelah diketahui kadar pH dari air limbah, maka air limbah akan
mendapat perlakuan sesuai dengan kadar pHnya.
a. Kondisi pH asam
Apabila kondisi pH asam, maka pengecekan menggunakan
bahan kimia yaitu CaCH2. CaCH2 yang digunakan sebanyak 15
L. CaCH2 ini berfungsi dalam proses menaikkan atau
mendapatkan pH standard yaitu : 6 - 7.
b. Kondisi pH basa
Apabila kondisi pH basa, maka pengecekan menggunakan bahan
kimia yaitu H2SO4. H2SO4 yang digunakan sebanyak 15 L. H2SO4
ini berfungsi dalam proses menurunkan atau mendapatkan pH
standard yaitu : 6 - 7.
Kemudian dimasukkan P.A.C (Poly Aluminium Clorid) ke dalam
cairan yang telah dicampur dengan kapur tersebut. Kegunaan
dari P.A.C (Poly Aluminium Clorid) sendiri adalah untuk
mengendapkan debu atau slad yang ada pada air limbah
tersebut. Untuk mempercepat pengendapan debu atau slad dan
untuk mendapatkan hasil yang lebih akurat maka ditambahkanlah
multi flox secukupnya.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 38
Apabila proses reaksi telah dilakukan seperti yang dijelaskan di
atas selesai, maka akan mendapatkan hasil pemisahan antara air
dan debu atau slad yang telah distandarkan pH-nya. Sehingga air
yang dihasilkan menjadi netral.
Kotoran yang dihasilkan dari air limbah tersebut berbentuk debu
atau slad yang mengandung ion-ion seperti :
1) Zinc 8) Phosphat
2) Nikel 9) Nitrat
3) Mangan 10) Nitrit
4) Besi 11) Carbonat
5) Sodium 12) Clor
6) Calsium 13) Flor
7) Magnesium 14) Sulfat Sulfit
4. Chlorinasi
Air limbah yang ph nya sudah menjadi netral kemudian masuk ke
dalam bak chlorinasi untuk ditambahkan chlorine.
5. Filtrasi
Air dari bak clorinasi kemudian dipompa ke saluran filtrasi Active
Carbon dan Ferro Filter. Sehingga air yang keluar sudah bebas
dari partikel-partikel yang mungkin masih lolos pada tahap
sebelumnya.
6. Bak Monitoring
Proses terakhir dalam pengolahan limbah adalah pengecekan
pada bak monitoring. Kadar pH pada bak monitoring harus berada
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 39
pada posisi netral 7. Bak moitoring berisi banyak ikan mas. Ikan ini
sebagai bio indikator, bahwa air limbah tersebut layak untuk
dibuang ke badan sungai.
4.1.4 Pengelolaan Sampah Padat
Berdasarkan hasil observasi, hasil check list mengenai sampah padat
di PT. Tesena Inovindo sebesar 69,2 % sehingga berada dalam
katagori tidak memenuhi syarat.
Sumber sampah PT. Tesena Inovindo berasal dari kegiatan
perkantoran, sampah domestik dan kegiatan produksi. Sampah
domestik seperti sisa-sisa bungkus makanan, pecahan gelas, tissu
dan botol minuman. Sampah perkantoran seperti kertas. Sedangkan
sampah dari kegiatan produksi seperti sisa-sisa potongan stainless
steel, potongan besi, potongan aluminium dan potongan akrilik.
Tahapan pengelolaan sampah yang dilakukan oleh PT. Tesena
Inovindo yaitu :
1. Pewadahan Sampah
PT.Tesena Inovindo memiliki tempat sampah sebelum dikumpulkan
lalu di angkut serta dibuang (dimusnahkan). Kontruksi tempat
sampah yang digunakan menggunakan tempat sampah kecil,
memiliki tutup, kedap air, mudah dibersihkan dan tidak berkarat.
Tempat sampah tersebar kurang merata di ruang produksi dan
perkantoran.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 40
2. Pengumpulan Sampah
Sampah hasil produksi berupa potongan stainless steel, potongan
akrilik, dan potongan aluminium serta potongan besi yang dihasilkan
oleh PT. Tesena Inovindo dikumpulkan di gudang bahan baku.
Sedangkan sampah perkantoran maupun domestik dikumpulkan di
lahan kosong milik PT. Tesena Inovindo yang terletak di belakang
divisi welding, tanpa memiliki TPS sebagai tempat penampungan
sampah sementara.
Jumlah tempat sampah yang tersedia memadai. Konstruksi tempat
sampah yang tersedia di PT. Tesena Inovindo kuat, ringan, dan
volume mencukupi namun, tempat sampah di samping pintu kantor
ruang produksi tidak tertutup dan tidak ada pemisahan antara
sampah organik dan sampah non-organik.
3. Pembuangan / pemusnahan sampah
PT. Tesena Inovindo mengurus pemusnahan sampahnya sendiri.
Sampah yang telah dikumpulkan di lahan kosong kemudian dibakar.
Sampah produksi yang masih bisa dimanfaatkan seperti potongan-
potongan besi, alumunium, stainless steel dan sebagainya, dijual
kembali ke tempat penjualan besi bekas. Sedangkan untuk sampah
kardus, dijual ke tempat penjualan barang-barang bekas.
Di PT. Tesena Inovindo terdapat petugas khusus yang mengolah
sampah namun APD (Alat Pelindung Diri) yang digunakan belum
lengkap seperti masker dan sarung tangan.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 41
4.1.5 Pengendalian Vektor Penyakit dan Binatang Pengganggu
Berdasarkan hasil observasi, hasil check list mengenai pengendalian
vektor di PT. Tesena Inovindo sebesar 60 % sehingga berada dalam
katagori tidak memenuhi syarat.
Tidak terlihat adanya vektor pengganggu seperti kecoa dan tikus,
tetapi masih terlihat lalat yang terdapat pada kantor ruang produksi
dikarenakan tempat sampah yang berada di samping pintu kantor
ruang produksi tidak memiliki tutup, sehingga pada saat orang keluar –
masuk lalat tersebut juga dapat masuk ke dalam ruangan.
PT. Tesena Inovindo tidak bekerjasama dengan jasa pest control, dan
tidak terdapat bagian yang khusus menangani masalah vektor
penyakit dan binatang pengganggu. Namun pengendalian vektor
ditangani oleh bagian maintenance atau bagian umum.
Di beberapa ruangan, seperti ruang kantor, gudang bahan baku
elektronik dan ruang divisi elektro dipasang alat pest control yang
dapat mengeluarkan gelombang suara untuk mengusir tikus maupun
kecoa keluar dari ruangan. Alat tersebut mengeluarkan gelombang
suara yang membuat vektor dan binatang pengganggu tidak nyaman
berada di dalam ruangan. Sehingga belum ada keluhan atas masalah
vektor dan binatang pengganggu. Selain itu, PT. Tesena Inovindo juga
mengikuti acara fogging yang diselenggarakan oleh warga sekitar.
4.1.6 Penyehatan Makanan dan Minuman
PT. Tesena Inovindo tidak memiliki tempat khusus pengolahan
makanan. Hanya terdapat penyediaan air minum berupa 2 galon air
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 42
mineral di ruang produksi (di depan gudang komponen dan di ruang
painting), dan terdapat dapur kantor pada lantai dua yang hanya
digunakan untuk membuat minuman. Dapur yang ada di dalam ruang
perkantoran hanya berfungsi sebagai tempat penyediaan minuman
bagi seluruh karyawan di lantai 2. Sedangkan untuk makan siang
karyawan, mereka dipersilahkan membeli makanan di rumah makan
yang ada di sekitar PT. Tesena Inovindo atau membawa makanan dari
rumah.
4.1.7 Fasilitas Penunjang
Berdasarkan hasil observasi, hasil check list mengenai fasilitas
penunjang di PT. Tesena Inovindo sebesar 66,7 % sehingga berada
dalam katagori tidak memenuhi syarat.
Fasilitas yang terdapat pada PT. Tesena Inovindo antara lain: toilet,
mushola, tempat parkir, dan ruang tunggu. Toilet terdapat di dalam
kantor dan pada area produksi. Jumlah toilet yang ada sudah
mencukupi, dan memiliki fasilitas, seperti wastafel, jamban, dan sabun
cuci tangan, tetapi toilet pria dan wanita tidak terpisah. Keadaan lantai
toilet kuat, kedap air, tidak licin, bersih, dan terdapat lantai toilet yang
sedikit retak.
Area parkir di PT. Tesena Inovindo tidak mencukupi untuk semua
pegawai, dan tidak terdapat jalur yang berbeda untuk keluar dan
masuk kendaraan.
Mushola yang terdapat di PT. Tesena Inovindo ada 2, yaitu pada
bagian kantor administrasi dan pada area produksi. Jumlahnya sudah
memenuhi jumlah pekerja yang ada.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 43
4.2 Kesehatan dan Keselamatan Kerja
Pada tanggal 11 Januari 2012, PT. Tesena Inovindo mengikuti
program pelatihan simulasi pemakaian tabung pemadam kebakaran
yang diadakan oleh petugas pemadam kebakaran di wilayah DKI
Jakarta dalam rangka pembinaan SDM tentang K3.
Alat pelindung diri (APD) untuk para pekerja di PT. Tesena Inovindo
telah disediakan dengan jumlah yang mamadai untuk pekerja. Namun
pada saat observasi, terlihat banyak pekerja yang tidak memakai alat
pelindung diri (APD) lengkap yang sesuai pada saat bekerja. Maka
dari itu kami memberikan kuesioner tentang kesehatan dan
keselamatan kerja kepada pekerja di bagian produksi untuk
mengetahui lebih lanjut. Pekerja di bagian produksi berjumlah 63
orang, namun hanya diizinkan 28 pegawai untuk menjadi responden.
4.2.1 Gambaran Tentang K3 Pada Pekerja Produksi Divisi Welding PT.
Tesena Inovindo
Bagian produksi welding merupakan bagian yang melakukan
pemotongan, pembubutan, pengelasan bahan baku produksi berupa
besi, baja, stainless steel maupun alumunium.
Dilihat dari pekerjaannya, faktor resiko kecelakaan kerja pada bagian
welding sangat besar seperti tangan terpotong, tergores, terkena
percikan api dari pengelasan, gangguan penengaran, gangguan
pernapasan, dan lain sebagainya. Alat pelindung diri yang harus
digunakan pada pekerja bagian welding yaitu, ear plug untuk
melindungi pendengaran pekerja, kacamata anti UV, kacamata fox,
kedok las argon untuk melindungi mata dan wajah pekerja bagian
pengelasan, serta masker untuk melindungi pernapasan dari bau dan
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 44
debu sisa pengelasan maupun pemotongan besi, sarung tangan untuk
melindungi tangan pekerja pada pekerjaan kasar. Namun rata-rata
pekerja mengabaikan pemakaian masker dan ear plug dengan alasan
tidak biasa dan kurang nyaman.
Aspek sosial pada pekerja yang dilihat meliputi umur, masa kerja,
pendidikan, pengetahuan, sikap, dan tindakan. Kuesioner dibagikan
kepada 10 pekerja divisi welding.
1. Umur
Berdasarkan hasil penyebaran kuesioner terhadap 10 responden
di divisi welding, mengenai umur pekerja dapat dilihat pada tabel
berikut :
Tabel 1
Distribusi Responden Berdasarkan Golongan Umur
Di Divisi Welding PT. Tesena Inovindo
Tahun 2012
Umur Jumlah %
<25 tahun 0 0
25-45 tahun 8 80
>45 tahun 2 20
Jumlah 10 100
Sumber. Data Primer terolah tahun 2012
Dari tabel di atas dapat dilihat bahwa distribusi responden
berdasarkan umur yang terbesar ada pada kelompok umur 24-45
tahun sebanyak 8 responden dengan persentase sebesar 80%,
sedangkan pada umur lebih dari 45 tahun sebanyak 2 responden
dengan persentase sebesar 20%.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 45
2. Masa Kerja
Menurut hasil penyebaran kuesioner kepada 10 responden di divisi
welding distribusi pekerja berdasarkan masa kerja dapat dilihat
pada tabel berikut :
Tabel 2
Distribusi Responden Berdasarkan Masa Kerja Pekerja
Di Divisi Welding PT. Tesena Inovindo
Tahun 2012
Masa Kerja Jumlah %
<1 tahun 0 0
1-9 tahun 4 40
>9 tahun 6 60
Jumlah 10 100
Sumber. Data Primer terolah tahun 2012
Dari tabel di atas dapat dilihat bahwa distribusi responden
berdasarkan masa kerja yang terbesar ada pada kelompok yang
bekerja >9 tahun sebanyak 6 responden dengan persentase 60%,
sedangkan masa kerja pada kelompok yang bekerja 1-9 tahun
sebanyak 4 responden dengan persentase 40%.
3. Pendidikan
Berdasarkan hasil penyebaran kuesioner di divisi welding PT.
Tesena Inovindo berdasarkan tingkat pendidikan formal terakhir
pekerja didapatkan keseluruhan responden berpendidikan
SMA/sederajat yaitu sebanyak 10 responden dengan persentase
100%.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 46
4. Pengetahuan, Sikap, dan Tindakan
Menurut hasil penyebaran kuesioner pada 10 responden divisi
welding PT. Tesena Inovindo berdasarkan tingkat pengetahuan,
sikap dan tindakan tentang K3 diketahui keseluruhan responden
memiliki pengetahuan, sikap, dan tindakan yang baik dengan
persentase 100%.
4.2.2 Gambaran Tentang K3 Pada Pekerja Produksi Divisi Assembling
Divisi assembling merupakan bagian produksi PT. Tesena Inovindo
yang melakukan proses produksi berupa perakitan bahan baku yang
telah dicetak/dibentuk. bahan-bahan yang dirakit berupa bahan besi,
alumunium ataupun stainles steel dan bahan kaca akrilik/flexyglass.
Dilihat dari pekerjaannya, faktor resiko kecelakaan kerja pada bagian
assembling diantaranya tangan terjepit, tergores, tersengat aliran
listrik, terjatuhan barang-barang dari atas, dan lain sebagainya. Alat
pelindung diri yang harus digunakan yaitu, sepatu/sandal kerja anti
statis, dan masker untuk melindungi pernapasan dari asap hasil
penyolderan. Namun, rata-rata pekerja mengabaikan pemakaian
masker.
Aspek yang dilihat meliputi umur, masa kerja, pendidikan,
pengetahuan, sikap, dan tindakan. Kuesioner dibagikan kepada 7
pekerja divisi assembling.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 47
1. Umur
Berdasarkan hasil penyebaran kuesioner terhadap 7 responden di
divisi assembling, mengenai umur pekerja dapat dilihat pada tabel
berikut :
Tabel 3
Distribusi Responden Berdasarkan Golongan Umur
Di Divisi Assembling PT. Tesena Inovindo
Tahun 2012
Umur Jumlah %
<25 tahun 1 14,3
25-45 tahun 6 85,7
>45 tahun 0 0
Jumlah 7 100
Sumber. Data Primer terolah tahun 2012
Dari tabel di atas dapat dilihat bahwa distribusi responden
berdasarkan umur yang terbesar ada pada kelompok umur 24-45
tahun sebanyak 6 responden dengan persentase sebesar 85,7%,
sedangkan pada umur kurang dari 25 tahun sebanyak 1
responden dengan persentase sebesar 14,3%.
2. Masa Kerja
Menurut hasil penyebaran kuesioner di divisi assembling distribusi
responden berdasarkan masa kerja dapat dilihat pada tabel
berikut:
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 48
Tabel 4
Distribusi Responden Berdasarkan Masa Kerja Pekerja
Di Divisi Assembling PT. Tesena Inovindo
Tahun 2012
Masa Kerja Jumlah %
<1 tahun 0 0
1-9 tahun 3 42,9
>9 tahun 4 57,1
Jumlah 7 100
Sumber. Data Primer terolah tahun 2012
Dari tabel di atas dapat dilihat bahwa distribusi responden
berdasarkan masa kerja yang terbesar ada pada kelompok yang
bekerja >9 tahun sebanyak 4 responden dengan persentase
57,1%, sedangkan masa kerja pada kelompok yang bekerja 1-9
tahun sebanyak 3 responden dengan persentase 40%.
Sementara, tidak ada responden dengan masa kerja kurang dari 1
tahun.
3. Pendidikan
Berdasarkan hasil penyebaran kuesioner di divisi assembling PT.
Tesena Inovindo terhadap 7 responden berdasarkan tingkat
pendidikan formal terakhir, keseluruhan pekerja berpendidikan
formal terakhir yaitu SMK/sederajat dengan persentase 100%.
4. Pengetahuan, Sikap, dan Tindakan
Menurut hasil penyebaran kuesioner pada pekerja divisi
assembling yang disebarkan pada 7 responden berdasarkan
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 49
tingkat pengetahuan, sikap dan tindakan tentang K3 diketahui
keseluruhan responden memiliki pengetahuan, sikap, dan tindakan
yang baik dengan persentase 100%.
4.2.3 Gambaran Tentang K3 Pada Pekerja Produksi Divisi Flexyglass
Bagian produksi divisi flexyglass merupakan bagian yang melakukan
pemotongan, pembentukan, penekukan, penghalusan bahan baku
produksi berupa bahan flexyglass atau kaca akrilik.
Dilihat dari pekerjaannya, faktor resiko kecelakaan kerja yang dapat
terjadi pada pekerja bagian flexyglass seperti, tangan terjepit mesin,
tergores, gangguan pendengaran, gangguan pernapasan, dan lain
sebagainya. Alat pelindung diri yang harus digunakan pada pekerja
divisi flexyglass yaitu, ear plug untuk melindungi diri dari kebisingan
yang ditimbulkan dari mesin pemotongan akrilik, dan masker untuk
melindungi saluran pernapasan dari debu sisa pemotongan kaca
akrilik. Namun terkadang ear plug dan masker diabaikan
pemakaiannya.
Aspek yang dilihat meliputi umur, masa kerja, pendidikan,
pengetahuan, sikap, dan tindakan. Kuesioner dibagikan kepada 4
pekerja dari 5 pekerja di divisi flexyglass.
1. Umur
Berdasarkan hasil penyebaran kuesioner terhadap responden di
divisi flexyglass, mengenai umur pekerja dapat dilihat pada tabel
berikut :
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 50
Tabel 5
Distribusi Responden Berdasarkan Golongan Umur
Di Divisi Flexyglass PT. Tesena Inovindo
Tahun 2012
Umur Jumlah %
<25 tahun 1 25
25-45 tahun 3 75
>45 tahun 0 0
Jumlah 4 100
Sumber. Data Primer terolah tahun 2012
Dari tabel di atas dapat dilihat bahwa distribusi responden
berdasarkan umur yang terbesar ada pada kelompok umur 24-45
tahun sebesar 75% dengan jumlah 3 responden, sedangkan pada
umur kurang dari 25 tahun sebesar 25% dengan jumlah 1
responden.
2. Masa Kerja
Menurut hasil penyebaran kuesioner di divisi flexyglass, distribusi
pekerja berdasarkan masa kerja dapat dilihat pada tabel berikut :
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 51
Tabel 6
Distribusi Responden Berdasarkan Masa Kerja Pekerja
Di Divisi Flexyglass PT. Tesena Inovindo
Tahun 2012
Masa Kerja Jumlah %
<1 tahun 0 0
1-9 tahun 2 50
>9 tahun 2 50
Jumlah 4 100
Sumber. Data Primer terolah tahun 2012
Dari tabel di atas dapat dilihat bahwa distribusi responden
berdasarkan masa kerja, pada kelompok yang bekerja lebih dari 9
tahun dan kelompok kerja 1-9 tahun memiliki jumlah responden
yang sama yaitu masing-masing 2 orang dengan persentase
masing-masing 50%. Sementara, tidak ada responden dengan
masa kerja kurang dari 1 tahun.
3. Pendidikan
Berdasarkan hasil penyebaran kuesioner di divisi flexyglass PT.
Tesena Inovindo terhadap 4 pekerja berdasarkan tingkat
pendidikan formal terakhir, keseluruhan pekerja berpendidikan
formal terakhir yaitu SMK/sederajat dengan persentase 100%.
4. Pengetahuan, Sikap, dan Tindakan
Menurut hasil penyebaran kuesioner pada pekerja divisi flexyglass
PT. Tesena Inovindo berdasarkan tingkat pengetahuan, sikap dan
tindakan tentang K3 diketahui keseluruhan responden memiliki
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 52
pengetahuan, sikap, dan tindakan yang baik dengan persentase
100%.
4.2.4 Gambaran Tentang K3 Pada Pekerja Produksi Divisi Painting
Bagian produksi divisi painting merupakan bagian yang melakukan
pengecatan pada bahan baku produksi berupa besi, baja, stainless
steel maupun alumunium yang telah dikerjakan pada divisi welding.
Proses pengecatan yang dilakukan menggunakan cat bubuk/powder,
yang sebelumnya bahan baku telah dilakukan pencelupan dengan
menggunakan bahan-bahan kimia yang berbahaya bagi tubuh
manusia.
Dilihat dari pekerjaannya, faktor resiko kecelakaan kerja yang dapat
terjadi pada pekerja bagian painting diantaranya tercebur ke dalam
bak pencelupan, terpeleset karena lantai basah, gangguan pernapsan
karena menghirup cat powder dan bahan kimia lainnya, gatal-gatal
pada kulit karena bahan kimia berbahaya, dan lain sebagainya. Alat
pelindung diri yang harus digunakan oleh pekerja divisi painting yaitu,
safety belt untuk pekerja bagian pencelupan agar tidak tercebur ke
dalam bak pencelupan, sarung tangan anti air untuk melindungi
tangan dari zat-zat kimia berbahaya, masker untuk melindungi
pernapasan dari bau dan serbuk sisa pengecatan dari zat kimia yang
digunakan, serta sepatu boots untuk melindungi kaki dan mencegah
agar tidak terpeleset.
Aspek yang dilihat meliputi umur, masa kerja, pendidikan,
pengetahuan, sikap, tindakan. Kuesioner dibagikan kepada 2 pekerja
bagian painting
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 53
1. Umur
Berdasarkan hasil penyebaran kuesioner terhadap responden di
divisi painting, mengenai umur pekerja didapatkan keseluruhan
pekerja ada pada golongan umur 25-45 tahun, dengan persentase
100%.
2. Masa Kerja
Berdasarkan hasil penyebaran kuesioner terhadap responden di
divisi painting, mengenai masa kerja, 1 responden masa kerja
antara 1-9 tahun dan 1 responden masa kerja lebih dari 9 tahun.
3. Pendidikan
Berdasarkan hasil penyebaran kuesioner di divisi painting PT.
Tesena Inovindo. Distribusi pekerja berdasarkan tingkat pendidikan
formal terakhir pekerja yaitu 1 responden peendidikan terakhir
SMA/Sederajat dan 1 responden pendidikan terakhir
Akademik/Perguruan Tinggi.
4. Pengetahuan
Berdasarkan hasil penyebaran kuesioner di divisi painting PT.
Tesena Inovindo. Distribusi pekerja berdasarkan tingkat
pengetahuan pekerja mengenai K3 didapatkan hasil keseluruhan
pekerja memiliki pengetahuan yang baik yaitu 100%.
5. Sikap
Berdasarkan hasil penyebaran kuesioner di divisi painting PT.
Tesena Inovindo. Distribusi pekerja berdasarkan tingkat sikap
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 54
pekerja mengenai K3 didapatkan hasil keseluruhan pekerja
memiliki sikap yang baik yaitu 100%.
6. Tindakan
Berdasarkan hasil penyebaran kuesioner di divisi painting PT.
Tesena Inovindo. Distribusi pekerja berdasarkan tindakan pekerja
yaitu, 1 responden memiliki tindakan baik dan 1 responden
memiliki tindakan cukup.
4.2.5 Gambaran Tentang K3 Pada Pekerja Produksi Divisi Elektro dan
Setting
Divisi elektro dan setting merupakan bagian produksi yang berkaitan
dengan instalasi listrik. Pekerja divisi elektro mengerjakan bahan baku
yang sudah dirakit di bagian assembling yang memerlukan instalasi
listrik. Kemudian menuju ruang setting untuk mengatur ukuran-ukuran
seperti temperature yang digunakan dalam barang produksi.
Ruangannya terletak di lantai 2 sehingga terpisah dari kegiatan
produksi lainnya yang dapat mengganggu konsentrasi dalam bekerja.
Dilihat dari pekerjaannya, faktor resiko kecelakaan kerja yang dapat
terjadi pada pekerja bagian elektro dan setting antar lain tersengat
aliran listrik, tersandung kabel-kabel, kelelahan pada mata karena
bekerja pada objek yang kecil dan memerlukan ketelitian yang tinggi,
dan lain sebagainya. Alat pelindung diri yang harus digunakan pada
pekerja bagian elektro dan setting yaitu sepatu/sandal anti-statis agar
dapat melindungi pekerja dari sengatan arus listrik.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 55
Aspek yang dilihat meliputi umur, masa kerja, pendidikan,
pengetahuan, sikap, tindakan.
1. Umur
Berdasarkan hasil penyebaran kuesioner terhadap 5 responden di
divisi elektro dan setting, mengenai umur pekerja dapat dilihat
pada tabel berikut :
Tabel 7
Distribusi Responden Berdasarkan Golongan Umur
Di Divisi Elektro dan Setting PT. Tesena Inovindo
Tahun 2012
Umur Jumlah %
<25 tahun 3 60
25-45 tahun 2 40
>45 tahun 0 0
Jumlah 5 100
Sumber. Data Primer terolah tahun 2012
Dari tabel di atas dapat dilihat bahwa distribusi responden
berdasarkan umur, pada kelompok umur 25-45 tahun sebesar
40% dengan jumlah 2 responden, sedangkan pada umur kurang
dari 25 tahun sebesar 60% dengan jumlah 3 responden.
Sementara, tidak ada responden pada kelompok umur di atas 45
tahun.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 56
2. Masa Kerja
Menurut hasil penyebaran kuesioner di divisi elektro dan setting,
distribusi pekerja berdasarkan masa kerja dapat dilihat pada tabel
berikut :
Tabel 8
Distribusi Responden Berdasarkan Masa Kerja Pekerja
Di Divisi Elektro dan Setting PT. Tesena Inovindo
Tahun 2012
Masa Kerja Jumlah %
<1 tahun 1 20
1-9 tahun 4 80
>9 tahun 0 0
Jumlah 5 100
Sumber. Data Primer terolah tahun 2012
Dari tabel di atas dapat dilihat bahwa distribusi responden
berdasarkan masa kerja, pada kelompok yang bekerja kurang dari
1 tahun berjumlah 1 responden dengan persentase 20%.
Kelompok masa kerja 1-9 tahun berjumlah 4 responden dengan
persentase 80%. Sedangkan, tidak ada responden dengan masa
kerja lebih dari 9 tahun.
3. Pendidikan
Berdasarkan hasil penyebaran kuesioner di divisi elektro dan
setting PT. Tesena Inovindo. Distribusi pekerja berdasarkan
tingkat pendidikan formal terakhir pekerja dapat dilihat pada tabel
berikut :
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 57
Tabel 9
Distribusi Responden Berdasarkan Tingkat Pendidikan Pekerja
Di Divisi Elektro dan Setting PT. Tesena Inovindo
Tahun 2012
Tingkat Pendidikan Jumlah %
SD 0 0
SMP 0 0
SMA/Sederajat 4 80
PT/Akademi 1 20
Jumlah 5 100
Sumber. Data Primer terolah tahun 2012
Dari tabel di atas dapat dilihat bahwa distribusi responden
berdasarkan tingkat pendidikan pada divisi elektro dan setting
yang berpendidikan SMA/sederajat sebanyak 4 orang dengan
persentase 80%. Responden yang berpendidikan akademi
sebanyak 1 orang dengan persentase 20%.
4. Pengetahuan
Berdasarkan hasil penyebaran kuesioner di divisi elektro dan
setting PT. Tesena Inovindo. Distribusi pekerja berdasarkan
tingkat pengetahuan pekerja mengenai K3 didapatkan hasil
keseluruhan responden memiliki pengetahuan yang baik yaitu
100%.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 58
5. Sikap
Berdasarkan hasil penyebaran kuesioner di divisi elektro dan
setting PT. Tesena Inovindo. Distribusi pekerja berdasarkan
tingkat sikap pekerja mengenai K3 didapatkan hasil keseluruhan
responden memiliki sikap yang baik yaitu 100%.
6. Tindakan
Berdasarkan hasil penyebaran kuesioner di divisi elektro dan
setting PT. Tesena Inovindo. Distribusi pekerja berdasarkan
tindakan responden dapat dilihat pada tabel berikut :
Tabel 10
Distribusi Responden Berdasarkan Tingkat Tindakan Pekerja
Tentang K3 Di Divisi Elektro dan Setting PT. Tesena Inovindo
Tahun 2012
Tindakan Jumlah %
Baik 3 60
Cukup 2 40
Kurang 0 0
Jumlah 5 100
Sumber. Data Primer terolah tahun 2012
Dari tabel di atas dapat dilihat bahwa distribusi responden
berdasarkan tindakan peketja tentang K3, sebanyak 3 responden
bertindakan baik dengan persentase 60% dan 2 responden
bertindakan cukup dengan persentase 40%.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 59
4.3 Lingkungan Kerja Fisik
4.3.1 Intensitas Pencahayaan
1. Ruang Produksi Divisi Welding
Pengukuran pencahayaan di divisi welding dilaksanakan pada hari
kamis, 23 November 2012. Jenis penerangan yang ada pada
ruang divisi welding adalah alami dan buatan. Luas ruangan divisi
welding 580 m2. Hasil pengukuran pencahayaan di divisi welding
dapat dilihat pada tabel berikut :
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 60
Tabel 11
Hasil Pengukuran Intensitas Pencahayaan Setempat
Ruang Produksi Divisi Welding
PT. Tesena Inovindo
Tahun 2012
Pencahayaan Standar
Titik Area Hasil
(Lux) (Lux)
1 Welding 1 (meja 1) 451 300 Memenuhi syarat
2 Welding 1 (meja 1) 516 300 Memenuhi syarat
3 Welding 2 154 300 Tidak memenuhi syarat
4 Welding 3 69 300 Tidak memenuhi syarat
5 Welding 4 82 300 Tidak memenuhi syarat
6 Welding 5 56 300 Tidak memenuhi syarat
7 Welding 6 84 300 Tidak memenuhi syarat
8 Mesin bubut 1 93 300 Tidak memenuhi syarat
9 Mesin bubut 2 105 300 Tidak memenuhi syarat
10 Mesin bubut 3 655 300 Memenuhi syarat
11 Meja potong 166 300 Tidak memenuhi syarat
12 Mesin potong 104 300 Tidak memenuhi syarat
13 Mesin tekuk 1 153 300 Tidak memenuhi syarat
14 Mesin tekuk 2 152 300 Tidak memenuhi syarat
15 Meja poles 30 300 Tidak memenuhi syarat
Sumber. Data Primer terolah tahun 2012
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 61
2. Ruang Produksi Divisi Assembling
Pengukuran dilaksanakan pada hari kamis, 23 November 2012.
Jenis penerangan yang ada pada ruang divisi assembling adalah
alami dan buatan. Luas ruangan divisi assembling 207 m2. Hasil
pengukuran dapat dilihat pada tabel berikut :
Tabel 12
Analisa Hasil Pengukuran Intensitas Pencahayaan Setempat
Ruang Produksi Divisi Assembling
PT. Tesena Inovindo
Tahun 2012
Pencahayaan Standar
Titik Area Hasil
(Lux) (Lux)
1 Perangkaian cabinet 29 300 Tidak memenuhi syarat
2 Meja desain dan potong 106 300 Tidak memenuhi syarat
Pembentukan bingkai Tidak memenuhi syarat
3 24 300
incubator
Pemasangan pagar Tidak memenuhi syarat
4 32 300
incubator
Pemasangan sekat Tidak memenuhi syarat
5 109 300
incubator
Pemasangan nampan Tidak memenuhi syarat
6 65 300
incubator
7 Pemasangan due 20 300 Tidak memenuhi syarat
8 Pemasangan panel 42 300 Tidak memenuhi syarat
Sumber. Data Primer terolah tahun 2012
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 62
3. Ruang Produksi Divisi Flexyglass
Pengukuran dilaksanakan pada hari kamis, 23 November 2012.
Jenis penerangan yang ada pada ruang divisi flexyglass adalah
alami dan buatan. Luas ruangan divisi flexyglass 78,4 m2. Hasil
pengukuran dapat dilihat pada tabel berikut :
Tabel 13
Analisa Hasil Pengukuran Intensitas Pencahayaan Setempat
Ruang Produksi Divisi Flexyglass
PT. Tesena Inovindo
Tahun 2012
Area Pencahayaan Standar
Titik Hasil
(Lux) (Lux)
Penghalusan potongan
1 164 300 Tidak memenuhi syarat
akrilik kecil
2 Meja potong aklrilik 124 300 Tidak memenuhi syarat
3 Mesin penekukan akrilik 76 300 Tidak memenuhi syarat
Pembersihan potongan
4 137 300 Tidak memenuhi syarat
akrilik
5 Alat bubut 201 300 Tidak memenuhi syarat
6 Meja pemolesan 92 300 Tidak memenuhi syarat
Sumber. Data Primer terolah tahun 2012
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 63
4. Ruang Produksi Divisi Painting
Pengukuran dilaksanakan pada hari kamis, 23 November 2012.
Jenis penerangan yang ada pada ruang divisi painting adalah
alami dan buatan. Luas ruangan divisi painting 193,5 m2. Hasil
pengukuran dapat dilihat pada tabel berikut :
Tabel 14
Analisa Hasil Pengukuran Intensitas Pencahayaan Setempat
Ruang Produksi Divisi Painting
PT. Tesena Inovindo
Tahun 2012
Area Pencahayaan Standar
Titik Hasil
(Lux) (Lux)
Meja kerja Tidak memenuhi
1 112 300
painting syarat
Blower Tidak memenuhi
2 52 300
syarat
Sumber. Data Primer terolah tahun 2012
5. Ruang Produksi Divisi Elektro
Pengukuran dilaksanakan pada hari kamis, 23 November 2012.
Jenis penerangan yang ada pada ruang divisi elektro adalah
buatan. Luas ruangan divisi elektro 549,8 m2. Hasil pengukuran
dapat dilihat pada tabel berikut :
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 64
Tabel 15
Analisa Hasil Pengukuran Intensitas Pencahayaan Setempat
Ruang Produksi Divisi Elektro
Tahun 2012
Area Pencahayaan Standar
Titik Hasil
(Lux) (Lux)
1 Line 1 meja 1 255 300 Tidak memenuhi syarat
2 Line 1 meja 2 234 300 Tidak memenuhi syarat
3 Line 2 meja 1 278 300 Tidak memenuhi syarat
4 Line 2 meja 2 599 300 Memenuhi syarat
5 Line 3 meja 1 236 300 Tidak memenuhi syarat
6 Line 3 meja 2 221 300 Tidak memenuhi syarat
7 Line 4 meja 1 336 300 Memenuhi syarat
8 Line 4 meja 2 287 300 Tidak memenuhi syarat
9 Line 5 meja 1 199 300 Tidak memenuhi syarat
10 Line 5 neja 2 153 300 Tidak memenuhi syarat
11 Line 6 meja 1 253 300 Tidak memenuhi syarat
12 Line 6 meja 2 288 300 Tidak memenuhi syarat
13 Line 7 meja 1 221 300 Tidak memenuhi syarat
14 Line 7 meja 2 212 300 Tidak memenuhi syarat
15 Meja perakitan 1 206 300 Tidak memenuhi syarat
16 Meja perakitan 2 130 300 Tidak memenuhi syarat
17 Meja perakitan 3 203 300 Tidak memenuhi syarat
18 Meja perakitan 4 87 300 Tidak memenuhi syarat
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 65
19 Meja pengawas 230 300 Tidak memenuhi syarat
Sumber. Data Primer terolah tahun 2012
6. Ruang Produksi Divisi Elektro (Ruang Setting)
Pengukuran dilaksanakan pada hari kamis, 23 November 2012.
Rata-rata pencahayaan umum divisi setting, yaitu 510 lux. Jenis
penerangan yang ada pada ruang divisi elektro adalah buatan.
Luas ruangan divisi elektro 91,5 m2. Hasil pengukuran dapat dilihat
pada tabel berikut :
Tabel 16
Analisa Hasil Pengukuran Intensitas Pencahayaan Umum
Ruang Produksi PT. Tesena Inovindo
Tahun 2012
Pencahayaan Standar
Area Hasil
(Lux) (Lux)
Divisi Setting 510 300 Memenuhi syarat
Sumber. Data Primer terolah tahun 2012
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 66
4.3.2 Tingkat Kebisingan
Dari pengukuran kebisingan yang dilakukan, didapatkan hasil sebagai
berikut:
Tabel 17
Hasil Pengukuran Tingkat Kebisingan
Ruang Produksi PT. Tesena Inovindo
Tahun 2012
Kebisingan
No. Nama Ruangan Standar Hasil
(dB)
Tidak memenuhi
1. Welding 85,5 85 dB
syarat
2. Assembling 75,3 85 dB Memenuhi syarat
3. Flexyglass 78,3 85 dB Memenuhi syarat
4. Painting 78,3 85 dB Memenuhi syarat
5. Elektro 63,2 85 dB Memenuhi syarat
6. Setting 63,2 85 dB Memenuhi syarat
Sumber. Data Primer terolah tahun 2012
1. Ruang Produksi Divisi Welding
Hasil pengukuran tingkat kebisingan di ruang welding PT. Tesena
Inovindo adalah sebesar 85,5 dB. Sumber bising yang ada di
ruang welding antara lain, mesin generator set (Genset) yang
terletak di sebelah ruang welding, mesin yang ada di ruangan
produksi (mesin potong, mesin bubut, mesin gerinda, dll).
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 67
2. Ruang Produksi Divisi Assembling
Hasil pengukuran tingkat kebisingan di ruang assembling PT.
Tesena Inovindo adalah sebesar 75,3 dB. Sumber bising yang ada
di ruang assembling adalah suara dari proses produksi yang
dilakukan divisi assembling (pengelasan, penyolderan,
penghalusan, dll).
3. Ruang Produksi Divisi Flexyglass
Hasil pengukuran tingkat kebisingan di ruang flexyglass PT.
Tesena Inovindo adalah sebesar 78,3 dB. Sumber bising yang
ada di ruang flexyglass adalah suara dari proses produksi yang
dilakukan (proses pemotongan akrilik dan penghalusan akrilik).
4. Ruang Produksi Divisi Painting
Hasil pengukuran tingkat kebisingan di ruang painting PT. Tesena
Inovindo adalah sebesar 78,3 dB. Sumber bising yang ada di
ruang painting adalah suara dari proses produksi yang dilakukan
(proses pengecatan, pencucian, dan pengovenan).
5. Ruang Produksi Divisi Elektro
Hasil pengukuran tingkat kebisingan di ruang elektro PT. Tesena
Inovindo adalah sebesar 63,2 dB. Sumber bising yang ada di
ruang elektro adalah suara dari proses produksi yang dilakukan
(proses perakitan).
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 68
6. Ruang Produksi Divisi Setting
Hasil pengukuran tingkat kebisingan di ruang elektro PT. Tesena
Inovindo adalah sebesar 63,2 dB. Sumber bising yang ada di
ruang setting adalah suara dari proses produksi yang dilakukan
(suara pengecekan mesin pada saat uji kualitas).
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 69
4.3.3 Gambaran Tentang Kebisingan Pada Pekerja Produksi Divisi
Welding PT. Tesena Inovindo
Dari pengukuran yang telah dilakukan, kebisingan pada divisi welding
memiliki tingkat kebisingan yang sangat tinggi, sehingga kami
memberikan kuesioner tentang kebisingan kepada 10 responden di
divisi welding untuk mengetahui lebih lanjut. Aspek yang dilihat
meliputi pengetahuan, sikap, dan tindakan pekerja.
1. Pengetahuan, Sikap, dan Tindakan
Berdasarkan hasil penyebaran kuesioner di divisi welding PT.
Tesena Inovindo. Distribusi pekerja berdasarkan tingkat
pengetahuan, sikap, dan tindakan pada 10 pekerja dapat dilihat
pada tabel berikut :
Tabel 18
Distribusi Responden Berdasarkan Tingkat Pengetahuan,
Sikap, dan Tindakan Tentang Kebisingan Di Divisi Welding PT.
Tesena Inovindo
Tahun 2012
Aspek Jumlah Katagori %
Pengetahuan 10 Baik 100
Sikap 10 Baik 100
Tindakan 10 Baik 100
Sumber. Data Primer terolah tahun 2012
Menurut hasil penyebaran kuesioner pada pekerja divisi welding PT.
Tesena Inovindo berdasarkan tingkat pengetahuan, sikap dan
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 70
tindakan tentang kebisingan didapatkan keseluruhan responden
memiliki pengetahuan, sikap, dan tindakan yang baik dengan
persentase 100%.
4.3.4 Kadar Partikel Debu di Udara
Dari hasil pengukuran kadar debu yang dilakukan di divisi welding,
painting dan flexyglass, didapatkan hasil sebagai berikut :
Tabel 19
Hasil Pengukuran Kadar Debu Ruang Produksi
PT. Tesena Inovindo
Tahun 2012
Debu Standar
No. Nama Ruangan Hasil
(mg/m3) (mg/m3)
Tidak memenuhi
1. Welding 304,03 10
syarat
Tidak memenuhi
2. Flexiglass 186,03 10
syarat
Tidak Memenuhi
3. Painting 79,41 10
syarat
Sumber. Data Primer terolah tahun 2012
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 71
1. Ruang Produksi Divisi Welding
Hari, Tanggal Pengukuran : Senin, 3 Desember 2012
Jam Pengukuran : 10.00 WIB
Luas Ruangan : 580 m2
Hasil pengukuran : 304,03 mg/m3
Hasil pengukuran kadar debu udara di ruang welding PT. Tesena
Inovindo adalah sebesar 304,03 mg/m3
2. Ruang Produksi Divisi Flexyglass
Hari, Tanggal Pengukuran : Senin, 3 Desember 2012
Jam Pengukuran : 14.00 WIB
Luas Ruangan : 78.4 m2
Hasil pengukuran : 186,03 mg/m3
Hasil pengukuran kadar debu udara di ruang flexyglass PT.
Tesena Inovindo adalah sebesar 186,03 mg/m3
3. Ruang Produksi Divisi Painting
Hari, Tanggal Pengukuran : Senin, 3 Desember 2012
Jam Pengukuran : 11.00 WIB
Luas Ruangan : 193,5 m2
Hasil pengukuran : 79,41 mg/m3
Hasil pengukuran kadar debu udara di ruang painting PT. Tesena
Inovindo adalah sebesar 79,41 mg/m3
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 72
4.3.5 Tekanan Panas Ruangan
Dari hasil pengukuran tekanan panas yang dilakukan di divisi welding,
flexyglass, assembling, dan painting, didapatkan hasil sebagai berikut :
Tabel 20
Hasil Pengukuran Tekanan Panas Ruangan Produksi
PT. Tesena Inovindo
Tahun 2012
No Nama Ruangan Wet Dry Globe
1. Welding 27,5 oC 33,68 oC 35,5 oC
2. Assembling 26,9 oC 31,9 oC 31,3 oC
3. Flexyglass 26,6 oC 31,8 oC 31,2 oC
4. Painting 26,8 oC 32,5 oC 32,1 oC
Sumber. Data Primer terolah tahun 2012
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 73
4.3.6 Suhu dan Kelembaban
Dari hasil pengukuran suhu dan kelembaban yang dilakukan, di
dapatkan hasil sebagai berikut :
Tabel 21
Hasil Pengukuran Suhu dan Kelembaban Ruangan Produksi
PT. Tesena Inovindo
Tahun 2012
No. Nama Ruangan Suhu (oC) Kelembaban (%)
1. Welding 29,8 58
2. Assembling 28,2 63
3. Flexyglass 28 61
4. Painting 28,6 61
5. Elektro 23 70
6. Setting 23 70
Sumber. Data Primer terolah tahun 2012
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 74
BAB V
ANALISIS HASIL
5.1 Sanitasi Lingkungan
5.1.1 Ruang dan Bangunan
Hasil identifikasi ruang dan bangunan di PT. Tesena Inovindo sudah
memenuhi syarat. Namun masih terdapat langit-langit yang bocor di
divisi painting dan langit – langit di ruangan produksi masih berwarna
gelap. Kebocoran bisa menyebabkan pekerja terpeleset dan
menyebabkan kecelakaan kerja serta dapat menghambat proses
produksi yang sedang berlangsung dan akhirnya menimbulkan
kerugian pada perusahaan. Oleh karena itu, di saran kan untuk segera
memperbaiki atap yang bocor di ruang divisi painting. Langit – langit
yang berwarna gelap mempunyai efek bisa mengurangi konsentrasi
para pekerja yang nantinya dapat mengakibatkan terjadi kesalahan
pada saat proses produksi sehingga di saran kan agar langit – langit
berwarna terang.
5.1.2 Penyediaan Air bersih
Hasil identifikasi air bersih di PT. Tesena Inovindo secara fisik sudah
memenuhi syarat kualitas air bersih, dimana air bersih yang tersedia di
PT Tesena secara fisik air tidak berwarna, tidak berasa, tidak berbau,
dan tidak keruh. Namun, untuk kualitas mikrobiologi dan kimia belum
pernah dilakukan pengukuran. Sedangkan syarat kualitas air bersih
menurut Peraturan Menteri Kesehatan No.416/MENKES/PER/XI/1990
kualitas air bersih harus memenuhi syarat kesehatan yang meliputi
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 75
persyaratan mikrobiologi, fisika dan kimia. Sehingga disarankan untuk
melakukan pengukuran kualitas air bersih mikrobiologi dan kimia.
5.1.3 Pengelolaan Air Limbah
Hasil identifikasi pengelolaan air limbah di PT. Tesena Inovindo sudah
memenuhi persyaratan. PT. Tesena Inovindo melakukan pengolahan
sesuai dengan perundang – undangan dan memenuhi tata cara
pelaksanan, seperti saluran limbah cair harus kedap air, tertutup,
limbah cair dapat mengalir dengan lancar dan tidak menimbulkan bau
yang menyengat. Hal ini sesuai dengan KEPMENKES No.
1405/MENKES/SK/IX/2002 tentang persyaratan Kesehatan
Lingkungan Kerja di Perkantoran dan industri yang didalamnya
terdapat peraturan pengelolaan air limbah industri.
5.1.4 Penyehatan Makanan dan Minuman
Di PT. Tesena Inovindo tidak terdapat proses pengolahan makanan.
Namun, di PT. Tesena Inovindo terdapat dapur di lantai 2 yang
berfungsi untuk penyediaan air minum dan terdapat tempat
penyimpanan peralatan makan & minuman yang belum tertutup
(dalam keadaan terbuka). Tempat penyimpanan peralatan makan
yang tidak tertutup dapat mengakibatkan kontaminasi silang pada
peralatan makan. Sehingga disarankan untuk memberi tutup atau
menyediakan tempat penyimpanan peralatan makan yang tertutup.
5.1.5 Pengendalian Vektor
Hasil identifikasi pengendalian vektor penyakit di PT. Tesena Inovindo
belum memenuhi persyaratan. Karena masih ditemukannya lalat pada
ruang kantor produksi . Dengan adanya kehadiran lalat, dapat
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 76
mengindikasi kurangnya kebersihan lingkungan tersebut karena lalat
suka hidup di tempat yang kotor. Lalat disebut penyebar penyakit yang
sangat serius karena setiap lalat hinggap di suatu tempat, kurang lebih
125.000 kuman yang jatuh ke tempat tersebut (Suska, 2007). Oleh
karena itu, perlu dilakukannya kontrol rutin terhadap vektor penyakit,
khususnya lalat. Keberadaan lalat ini bersumber dari tempat sampah
di samping pintu ruangan produksi yang tidak tertutup sehingga
mengundang lalat untuk datang. Lalat masuk ke dalam ruangan pada
saat pintu terbuka. Kontrol rutin yang dilakukan bisa dengan cara
memasang perangkap lalat (lem sedotan) dan menggantinya setiap
hari sampai sudah tidak ada lagi lalat yang menempel. Bisa juga
dengan cara menutup tempat sampah yang ada di samping pintu
ruangan produksi sehingga lalat tidak berdatangan (pengendalian dari
sumbernya).
5.1.6 Pengelolaan Sampah
Hasil identifikasi pengelolaan sampah di PT. Tesena Inovindo belum
memenuhi persyaratan. Berdasarkan Undang-Undang No.18 tahun
2008 tentang Pengelolaan Sampah, kegiatan penanganan sampah
yang mencakup pemilahan (pengelompokan dan pemisahan sampah
menurut jenis dan sifatnya) tidak dilakukan di PT. Tesena Inovindo.
Tidak terdapat proses pengumpulan (memindahkan sampah dari
tempat sampah ke TPS atau tempat penampungan sampah
sementara), karena tidak terdapat TPS, sehingga sampah langsung
dimusnahkan dengan cara pembakaran.
Melakukan pembakaran sampah dapat menimbulkan polusi udara,
terlebih lagi lokasi PT. Tesena Inovindo terletak pada kawasan
pemukiman masyarakat. Sehingga asap yang dihasilkan dari
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 77
pembakaran sampah dapat mengganggu masyarakat sekitar.
Beberapa dari sampah yang dihasilkan di PT. Tesena Inovindo
(misal;plastik) mengandung senyawa dioksin yang berbahaya bagi
kesehatan bila dibakar.
5.2 Keselamatan dan Kesehatan Kerja (K3)
5.2.1 Intensitas Pencahayaan
Pada KEPMENKES NO 1405/MENKES/SK/XI/2002 Tentang
Persyaratan Kesehatan Lingkungan Kerja Perkantoran Dan Industri
terdapat persyaratan mengenai intensitas pencahayaan ruangan kerja
industri yaitu 300 lux.
1. Divisi Welding
Dari hasil identifikasi dan pengukuran pencahayaan, rata-rata
pencahayaan di ruangan welding tidak memenuhi syarat karena
sumber pencahayaan yang digunakan pada saat itu hanya
pencahayaan alami, terdapat lampu namun tidak dinyalakan.
Sumber cahaya banyak yang terhalangi oleh mesin-mesin kerja.
2. Divisi Assembling dan Flexyglass
Dari hasil identifikasi dan pengukuran pencahayaan, pencahayaan
di ruangan assembling dan flexyglass tidak memenuhi syarat
karena kurangnya intensitas cahaya pada lampu yang digunakan
sebagai sumber penerangan ruangan tersebut, dan banyaknya
barang-barang yang menghalangi cahaya lampu.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 78
3. Divisi Painting
Dari hasil identifikasi dan pengukuran pencahayaan, pencahayaan
di ruangan painting tidak memenuhi syarat karena pada saat
pengukuran, sumber cahaya yang digunakan hanya cahaya alami.
Ventilasi yang digunakan sebagai jalan masuk cahaya dari luar
kurang luas. Sehingga cahaya yang didapatkan kurang memenuhi
syarat.
4. Divisi Elektro
Dari hasil identifikasi dan pengukuran pencahayaan, rata-rata
pencahayaan di ruangan elektro tidak memenuhi syarat karena
kurangnya intensitas cahaya pada lampu yang digunakan sebagai
sumber penerangan ruangan tersebut, dan banyaknya barang-
barang yang menghalangi cahaya lampu. Sedangkan, penerangan
yang cukup sangat dibutuhkan untuk menunjang kelancaran
pekerjaan terlebih yang membutuhkan ketelitian yang tinggi seperti
di ruang elektro tersebut. Kurangnya pencahayaan di ruangan
elektro yang membutuhkan ketelitian tinggi dapat mengakibatkan
kesalahan pada proses produksi dan menghambat alur proses
produksi yang nantinya dapat merugikan perusahaan. Sehingga
disarankan untuk memperbaiki tata letak meja yang ada di ruang
elektro dan menambahkan daya lampu serta penerangan local
pada masing-masing meja.
5. Divisi Setting
Hasil pengukuran intensitas pencahayaan pada ruang setting telah
memenuhi persyaratan.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 79
5.2.2 Tingkat Kebisingan
Berdasarkan hasil pengukuran tingkat kebisingan di tabel 22, Hasil
identifikasi tingkat kebisingan di divisi Welding sebesar 85,5 dB, tidak
memenuhi syarat karena posisi sumber bising (Genset) terletak di
sebelah ruangan divisi Welding dan tidak berada di dalam ruang
isolasi serta pengaruh dari suara yang dihasilkan dari mesin proses
produksi yang ada di Divisi Welding (mesin bubut, mesin potong,
mesin penekuk, gerinda, dll). Hal ini tidak sesuai dengan Kepmenkes
No.1405 tentang Persyaratan Kesehatan Lingkungan Kerja
Perkantoran dan Industri, mengenai tingkat kebisingan ruangan kerja
industri yaitu maksimal 85 dB per 8 jam kerja.
5.2.3 Kadar Debu
Dari hasil identifikasi, kadar debu di ruangan produksi PT. Tesena
Inovindo tidak memenuhi syarat dengan kadar debu 304,03 mg/m3
(Divisi Welding), 186,03 mg/m3 (Divisi Flexyglass) dan 79,41
mg/m3 (Divisi Painting). Hal ini karena proses produksi di divisi
Welding, Flexyglass dan Painting yang menghasilkan debu
(proses pemotongan, pengelasan, pembubutan di divisi Welding
dan proses pemotongan akrilik di divisi Flexyglass serta proses
pengecatan di divisi painting) dan kurangnya exhaust fan serta
ventilasi sebagai jalur keluar masuk udara. Sedangkan menurut
Keputusan Menteri Kesehatan No.1405/MENKES/SK/XI/2002
tentang Persyaratan Kesehatan Lingkungan Kerja Perkantoran
Dan Industri mengenai persyaratan kadar debu maksimal di ruang
kerja industri yaitu 10mg/m3.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 80
5.2.4 Tekanan Panas
1. Suhu
Hasil pengukuran suhu di ruangan produksi PT. Tesena Inovindo
sudah memenuhi syarat. Hal ini sesuai dengan Kepmenkes
No.1405/MENKES/SK/XI/2002 tentang Persyaratan Kesehatan
Lingkungan Kerja Perkantoran Dan Industri mengenai persyaratan
suhu ruangan kerja industri yaitu 18 – 300C. Suhu ruangan yang
sesuai merupakan kondisi nyaman bagi para pekerja, sehingga
para pekerja dapat bekerja dengan optimal sehari-harinya.
2. Kelembaban
Hasil pengukuran kelembaban di divisi Elektro dan Setting sudah
memenuhi syarat dengan tingkat kelembaban 70%. Sedangkan
hasil pengukuran kelembaban untuk ruangan produksi divisi
Welding, Assembling, Flexyglass dan Painting tidak memenuhi
syarat. Hal ini akibat dari proses produksi yang kemungkinan
menghasilkan panas seperti proses pengovenan dan pengecatan
pada divisi painting serta kurangnya jumlah ventilasi dan exhaust
fan pada ruang produksi divisi Welding, Assembling, Flexyglass
dan Painting dengan kelembaban di bawah 65%. Hal ini
berdasarkan pada Keputusan Menteri Kesehatan
No.1405/MENKES/SK/XI/2002 tentang Persyaratan Kesehatan
Lingkungan Kerja Perkantoran Dan Industri mengenai persyaratan
kelembaban ruangan kerja industri yaitu 65%-95%.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 81
BAB VI
PENUTUP
6.1 Kesimpulan
6.1.1 Sanitasi Lingkungan
Dari 6 aspek sanitasi lingkungan yang telah dilakukan pengamatan di
PT. Tesena Inovindo, kondisi Sanitasi Lingkungan yang sudah baik
antara lain Ruang dan Bangunan, Penyediaan Air Bersih dan
Pengelolaan Limbah Cair. Karena sebagian besar telah memenuhi
syarat – syarat yang berlaku.
Sedangkan untuk Sanitasi Lingkungan yang masih kurang baik yaitu,
Pengelolaan Sampah dan Pengendalian Vektor yang masih terdapat
komponen dari persyaratan yang belum terpenuhi.
6.1.2 Bahaya Potensial Fisik Keselamatan dan Kesehatan Kerja (K3)
Meliputi : intensitas pencahayan, tingkat kebisingan, kadar partikel
debu, suhu, dan kelembaban, di Ruang Produksi PT. Tesena
Inovindo.
Dari pengukuran yang telah dilakukan, didapatkan hasil:
1. Pencahayaan
Rata-rata masih belum memenuhi persyaratan yang dikarenakan
kurangnya intensitas cahaya pada ruangan, dan pada saat itu
terdapat banyaknya barang-barang yang menumpuk sehingga
menghalangi cahaya yang menuju objek kerja.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 82
2. Kebisingan
Semua ruangan produksi telah memenuhi persyaratan namun,
pada divisi welding kebisingan melebihi ambang batas yang telah
ditetapkan, sehingga divisi welding tidak memenuhi persyaratan.
Hal tersebut dikarenakan, pada divisi welding terdapat banyak
mesin produksi yang menghasilkan suara bising, dan terdapat
generator set disebelah divisi welding yang menghasilkan tingkat
kebisingan yang tinggi.
3. Kadar debu
Semua pengukuran kadar debu yang dilakukan di ruangan
produksi divisi welding, painting dan flexyglass tidak memenuhi
persyaratan. Hal ini karena proses produksi di divisi Welding,
Flexyglass dan Painting yang menghasilkan debu (proses
pemotongan, pengelasan, pembubutan di divisi Welding dan
proses pemotongan akrilik di divisi Flexyglass serta proses
pengecatan di divisi painting) dan kurangnya exhaust fan serta
ventilasi sebagai jalur keluar masuk udara.
4. Tekanan panas
a. Suhu
Suhu pada setiap ruangan produksi telah memenuhi
persyaratan
b. Kelembaban
Kelembaban di ruang produksi yang telah memenuhi
persyaratan hanya pada divisi elektro dan divisi setting.
Sedangkan, kelembaban pada divisi welding, assembling,
flexyglass, dan painting tidak memenuhi persyaratan.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 83
6.2 Saran Tindak Lanjut
6.2.1 Ruang dan Bangunan
1. Memperbaiki konstruksi atap khususnya pada ruang Painting, agar
tidak terjadi kebocoran pada saat hujan.
2. Langit – langit ruang produksi dicat dengan warna terang
6.2.2 Pengelolaan Sampah
1. Dibuat TPS sendiri, yang sesuai dengan persyaratan TPS yang
baik dan benar; volume mencukupi, konstruksi TPS kuat, kokoh,
tetutup dan kedap air
2. Sebaiknya dilakukan pemilahan sampah organik dan anorganik,
agar sampah organik dapat dimanfaatkan kembali untuk diolah
menjadi kompos
3. Melakukan pengawasan terhadap petugas kebersihan agar
petugas kebersihan selalu menggunakan APD pada saat
melakukan pengolahan sampah.
4. Tidak membakar sampah di lingkungan indutsri, sehinggga
disarankan untuk ikut serta pengolahan sampah penduduk sekitar
6.2.3 Pengendalian Vektor Penyakit
1. Tempat sampah yang terdapat di samping pintu ruang kantor
produksi sebaiknya diberi tutup agar tidak mengundang lalat
2. Pegawai di ruang kantor produuksi sebaiknya tidak makan di
dalam ruangan untuk mencegah datangnya lalat
3. Menggunakan perangkap lalat (berbentuk lem sedotan) di dalam
ruangan produksi
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 84
6.2.4 Keselamatan dan Kesehatan Kerja (K3)
Sebaiknya dilakukan peringatan atau kontrol keliling setiap pagi
sebelum bekerja mengenai bahaya potensial yang ada, agar pekerja
selalu ingat dan tidak lalai dalam menyelesaikan pekerjaannya.
1. Pencahayaan
Upaya pengendalian masalah penerangan dengan beberapa cara,
yaitu :
a. Memodifikasi system penerangan yang sudah ada, seperti
menambahkan daya lampu
b. Pemeliharaan kondisi lampu, dan bola lampu sering dibersihkan
c. Bola lampu yang mulai tidak berfungsi dengan baik segera
diganti.
d. Penyediaan penerangan lokal pada meja atau alat kerja terutama
yang membutuhkan ketelitian yang tinggi, seperti pada perakitan
mesin (ruang elektro).
e. Pencahayaan alam maupun buatan diupayakan agar tidak
menimbulkan kesilauan dan memilki intensitas sesuai dengan
peruntukannya.
2. Kebisingan
Untuk tingkat kebisingan di Ruang Produksi sebaiknya dilakukan
pengendalian dengan cara :
a. Perlu adanya sosialisasi secara rutin dari pihak K3 untuk
pekerja tentang kecelakaan kerja mengenai bahaya risiko,
evaluasi dll.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 85
b. Pengendalian sumber bising pada komponen mesin dengan
cara perbaikan komponen dan kontrol rutin.
c. Mengisolasi mesin produksi sehingga suara bising dapat
dikurangi.
d. Sebaiknya pekerja yang berada pada titik-titik dengan
kebisingan tinggi selalu menggunakan APD atau APT (ear muff)
pada saat bekerja.
e. Sebaiknya dilakukan pemeriksaan yang rutin setiap 6 bulan
sekali mengenai kesehatan umum maupun pemeriksaan khusus
bagi pekerja yang terpapar oleh kebisingan.
f. Sebaiknya dilakukan monitoring terhadap mesin secara rutin
g. Untuk Ruang Produksi welding yang tingkat kebisingannya
tinggi sebaiknya menggunakan peredam suara untuk dinding
dan lantainya.
3. Kadar Partikel Debu
Untuk kadar partikel debu di Ruang Produksi Bagian welding,
flexyglass, dan painting dapat dilakukan sebagai berikut :
a. Sebaiknya di berikan penambahan ventilasi / exhaust fan di
ruangan produksi divisi welding, painting, dan flexyglass
b. Sebaiknya dilakukan pemeriksaan yang rutin setiap 6 bulan
sekali mengenai kesehatan umum.
c. Sebaiknya dilakukan pemeriksaan khusus bagi pekerja yang
terpapar oleh partikel debu, yaitu pemeriksaan kondisi paru-
paru dan organ lain yang berisiko akibat paparan debu.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 86
d. Pekerja menggunakan masker yang memiliki daya perlindungan
lebih baik terhadap debu guna mengurangi kadar partikel debu
yang masuk ke dalam saluran pernafasan.
4. Suhu dan kelembaban
Ruang proses produksi perlu dipasang dan dilakukan penambahan
dilusi ventilasi guna memasukkan udara segar, bisa dengan
exhaust fan agar udara dalam ruangan dapat dikeluarkan.
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 87
DAFTAR PUSTAKA
KEPMENKES No. 1405/MENKES/SK/IX/2002 tentang persyaratan
Kesehatan Lingkungan Kerja di Perkantoran dan Industri
Peraturan Menteri Kesehatan No. 416/MENKES/Per/XI/1990 tentang Syarat-
syarat Dan Pengawasan Kualitas Air
Undang-Undang No.18 tahun 2008 tentang Pengelolaan Sampah
Undang-Undang No.36 Tahun 2009 tentang kesehatan
Laporan PKL Sanitasi Industri: PT. Tesena Inovindo | 88
Anda mungkin juga menyukai
- SANITASI TEMPAT UMUMDokumen4 halamanSANITASI TEMPAT UMUMCita Widiya SariBelum ada peringkat
- Makalah Teknologi Tepat GunaDokumen9 halamanMakalah Teknologi Tepat Gunaneli alpiahBelum ada peringkat
- Modul 1 Skenario 1: Diare Lagi..Dokumen18 halamanModul 1 Skenario 1: Diare Lagi..ulfa hulkarimahBelum ada peringkat
- Teknologi Sanitasi Pengendalian VektorDokumen16 halamanTeknologi Sanitasi Pengendalian VektorAyu Roihanah LatifBelum ada peringkat
- Bab 04. Cara Kerja ToksikanDokumen38 halamanBab 04. Cara Kerja ToksikanMisaki Yukishiro TheknightRay HitsugaaraBelum ada peringkat
- Konsep 5 Pilar STBMDokumen37 halamanKonsep 5 Pilar STBMRani indikiaBelum ada peringkat
- Profil Kepala Puskesmas ArungkekeDokumen3 halamanProfil Kepala Puskesmas ArungkekeamalBelum ada peringkat
- Laporan DPMKL Kelompok 4Dokumen38 halamanLaporan DPMKL Kelompok 4Rany AmeliaBelum ada peringkat
- Proposal Magang Fina 2Dokumen10 halamanProposal Magang Fina 2Dewa JudiBelum ada peringkat
- Sanitasi PermukimanDokumen8 halamanSanitasi PermukimanIrfan Dwiangga PutraBelum ada peringkat
- Sambutan Pertamuan Penjamah Makanan 2018Dokumen1 halamanSambutan Pertamuan Penjamah Makanan 2018Murdan SyahBelum ada peringkat
- Makalah Desa Sukunan Kel 8Dokumen13 halamanMakalah Desa Sukunan Kel 8FerryBelum ada peringkat
- LAPORAN KKN RW 02Dokumen104 halamanLAPORAN KKN RW 02agisti10Belum ada peringkat
- Proposal Lanjutan Bab 1-3Dokumen66 halamanProposal Lanjutan Bab 1-3Fahmi FirmansyahBelum ada peringkat
- Laporan PKL Puskesmas Sumbang I (Klinik Sanitasi) - DikonversiDokumen74 halamanLaporan PKL Puskesmas Sumbang I (Klinik Sanitasi) - DikonversiYABelum ada peringkat
- PEDOMAN MAGANG Fik PDFDokumen28 halamanPEDOMAN MAGANG Fik PDFGumyNopriatnaBelum ada peringkat
- Faktor yang Mempengaruhi Perilaku Perawat dalam Pemilahan Limbah Infeksius dan Non InfeksiusDokumen29 halamanFaktor yang Mempengaruhi Perilaku Perawat dalam Pemilahan Limbah Infeksius dan Non InfeksiusMaya PratiwiBelum ada peringkat
- PEMBANGUNAN INDUSTRI PROPELANDokumen50 halamanPEMBANGUNAN INDUSTRI PROPELANAnonymous 1cXtjHB100% (1)
- Efektifitas Serbuk Kulit Pisang Nangka Dalam Menurunkan Kekeruhan Air Sumur Gali Di RT 30 Kelurahan Talang Keramat Tahun 2021Dokumen89 halamanEfektifitas Serbuk Kulit Pisang Nangka Dalam Menurunkan Kekeruhan Air Sumur Gali Di RT 30 Kelurahan Talang Keramat Tahun 2021JhonmilapBelum ada peringkat
- LAPORAN MaminDokumen29 halamanLAPORAN MaminTheW CrewBelum ada peringkat
- Teknik Minimasi Sampah 1Dokumen12 halamanTeknik Minimasi Sampah 1MIA HAMMIDAH mhsD3KL2019BBelum ada peringkat
- Proposal Sttu IstiqlalDokumen9 halamanProposal Sttu IstiqlalWahyuni EfridaBelum ada peringkat
- DPMKL PERUMAHANDokumen14 halamanDPMKL PERUMAHANAstrid Retno HapsariBelum ada peringkat
- PasarDokumen9 halamanPasarandi rafika yusuf0% (1)
- Kelompok 1 - Klinik Sanitasi Pada Penyakit DBDDokumen22 halamanKelompok 1 - Klinik Sanitasi Pada Penyakit DBDNeneng Ani SulastriBelum ada peringkat
- Limbah 2Dokumen34 halamanLimbah 2FARODISIBelum ada peringkat
- Proposal Revisi 5Dokumen46 halamanProposal Revisi 5Gaby AyuBelum ada peringkat
- Laporan Klinik SanitasiDokumen22 halamanLaporan Klinik SanitasiKikiDamayanti100% (1)
- Intan - Pengukuran Paparan Dan EfekDokumen13 halamanIntan - Pengukuran Paparan Dan EfekAldi SanjayaBelum ada peringkat
- Tugas Adkl IndustriDokumen43 halamanTugas Adkl IndustriKadek Ayang Cendana PrahayuBelum ada peringkat
- Bahan SttuDokumen20 halamanBahan SttuFadella VilutamaBelum ada peringkat
- Solar Water DisinfectionDokumen8 halamanSolar Water DisinfectionDhora Dwi PaLupiBelum ada peringkat
- Makalah PLC Pengolahan AwalDokumen19 halamanMakalah PLC Pengolahan AwalAndang Jiro PrasetyaBelum ada peringkat
- Makalah Klinik SanitasiDokumen15 halamanMakalah Klinik SanitasiAlivia AmanatusBelum ada peringkat
- Panduan Penulisan Tugas Akhir D3 Kesling PWT 2018Dokumen66 halamanPanduan Penulisan Tugas Akhir D3 Kesling PWT 2018Karine Aegy Rezky Septiningtyas100% (1)
- LAPORAN AKHIR KLINIK SANITASI 2022 FixDokumen74 halamanLAPORAN AKHIR KLINIK SANITASI 2022 FixRingga AlfianBelum ada peringkat
- Inspeksi Sanitasi Makanan JajananDokumen14 halamanInspeksi Sanitasi Makanan JajananRizky anjelinaBelum ada peringkat
- Mata Kuliah ADKLDokumen43 halamanMata Kuliah ADKLsri indraBelum ada peringkat
- STBM (Untuk Penyuluhan)Dokumen7 halamanSTBM (Untuk Penyuluhan)melissairawan93Belum ada peringkat
- Tabel Kuesioner Epid InfoDokumen7 halamanTabel Kuesioner Epid InfoBekti N. AlfiyaniBelum ada peringkat
- HotelDokumen23 halamanHotelSurya DewiBelum ada peringkat
- Ipe Kel 106 Metro Kibang FiksDokumen89 halamanIpe Kel 106 Metro Kibang FiksNurul AzizahBelum ada peringkat
- SANITASIDokumen41 halamanSANITASIHilda ramadhantiBelum ada peringkat
- Sanitarian Kit 2019 Rev 2Dokumen61 halamanSanitarian Kit 2019 Rev 2Daniel PasaribuBelum ada peringkat
- Teknik Pengolahan Sampah Medis Fix..Dokumen10 halamanTeknik Pengolahan Sampah Medis Fix..nisrina huwaidaaBelum ada peringkat
- Intervensi Pemukiman Kelompok 2-1Dokumen14 halamanIntervensi Pemukiman Kelompok 2-1DinaRahmaYeniBelum ada peringkat
- Implementasi PancasilaDokumen19 halamanImplementasi PancasilaRamdhan NurmanBelum ada peringkat
- Materi 4 Penyehatan Udara, Tanah, Dan Kawasan Pasar Sehat Orientasi Terpadu 2017 Edit PutkDokumen43 halamanMateri 4 Penyehatan Udara, Tanah, Dan Kawasan Pasar Sehat Orientasi Terpadu 2017 Edit Putkyulianingsi paputunganBelum ada peringkat
- Gambaran Pengetahuan, Sikap Dan Tindakan Masyarakat Tentang Sanitasi Dan Rumah Sehat Di Wilayah Kerja Puskesmas TuntunganDokumen77 halamanGambaran Pengetahuan, Sikap Dan Tindakan Masyarakat Tentang Sanitasi Dan Rumah Sehat Di Wilayah Kerja Puskesmas TuntunganclaudyBelum ada peringkat
- JAMBAN SEHATDokumen3 halamanJAMBAN SEHATSuci LestariBelum ada peringkat
- Legalitas SanitarianDokumen38 halamanLegalitas SanitarianMatius BudiyantoBelum ada peringkat
- PMM MATERI 14 HIGIENE DAN SANITASI PERALATAN MAKANAN Kel 6Dokumen11 halamanPMM MATERI 14 HIGIENE DAN SANITASI PERALATAN MAKANAN Kel 6HefinFtBelum ada peringkat
- UAS Biomonitoring 13januari21Dokumen1 halamanUAS Biomonitoring 13januari21Putu Chandra MBelum ada peringkat
- Industri Penyamakan Kulit Dan Dampaknya TerhadapDokumen27 halamanIndustri Penyamakan Kulit Dan Dampaknya TerhadapRizky BagusBelum ada peringkat
- RS SanitasiDokumen25 halamanRS SanitasiAnnahlyaBelum ada peringkat
- Modul SpalDokumen13 halamanModul SpalalvinBelum ada peringkat
- Laporan PKL Sanitasi Industri PT - Tesena Inovindo Jakarta Timur 2013Dokumen88 halamanLaporan PKL Sanitasi Industri PT - Tesena Inovindo Jakarta Timur 2013Nur Alifah100% (1)
- Contoh Laporan UKKDokumen20 halamanContoh Laporan UKKellysyaBelum ada peringkat
- Makalah Sanitasi Industri Dan k3Dokumen42 halamanMakalah Sanitasi Industri Dan k3Chintya Ananda63% (8)
- Isi Proposal Magang PT Cimory SemarangDokumen10 halamanIsi Proposal Magang PT Cimory SemarangWahyu Nusantara PutriBelum ada peringkat
- Manfaat Daun Biduri Untuk Mengobati - HTML PDFDokumen6 halamanManfaat Daun Biduri Untuk Mengobati - HTML PDFLionel TaneoBelum ada peringkat
- 7 Cara Membersihkan Helm Agar Terlihat Seperti Baru Mudah & MurahDokumen14 halaman7 Cara Membersihkan Helm Agar Terlihat Seperti Baru Mudah & MurahLionel TaneoBelum ada peringkat
- Jangan Bingung! Ini 7 Perbedaan Mendasar Kutub Utara Dan Kutub Selatan Mongabay - Co.idDokumen3 halamanJangan Bingung! Ini 7 Perbedaan Mendasar Kutub Utara Dan Kutub Selatan Mongabay - Co.idLionel TaneoBelum ada peringkat
- Edit Build - Prop Without Root On Android N - Nexus6PDokumen6 halamanEdit Build - Prop Without Root On Android N - Nexus6PLionel TaneoBelum ada peringkat
- Kepmenkes Nomor 1405 Tahun 2002 Tentang Persyaratan Kesehatan Lingkungan Kerja Perkantoran Dan IndustriDokumen36 halamanKepmenkes Nomor 1405 Tahun 2002 Tentang Persyaratan Kesehatan Lingkungan Kerja Perkantoran Dan IndustrisidjerkBelum ada peringkat
- Cara Flash Evercoss Genpro Z S55a Via - HTMLDokumen4 halamanCara Flash Evercoss Genpro Z S55a Via - HTMLLionel TaneoBelum ada peringkat
- Manfaat Daun Biduri Untuk Mengobati - HTML PDFDokumen6 halamanManfaat Daun Biduri Untuk Mengobati - HTML PDFLionel TaneoBelum ada peringkat
- Pedoman ARKLDokumen84 halamanPedoman ARKLRatna KumalaBelum ada peringkat
- BPS Sikka Bab VDokumen2 halamanBPS Sikka Bab VLionel TaneoBelum ada peringkat
- 10 Fakta Unik Tentang Benua Antartika Mongabay - Co.idDokumen3 halaman10 Fakta Unik Tentang Benua Antartika Mongabay - Co.idLionel TaneoBelum ada peringkat
- Jangan Bingung! Ini 7 Perbedaan Mendasar Kutub Utara Dan Kutub Selatan Mongabay - Co.idDokumen3 halamanJangan Bingung! Ini 7 Perbedaan Mendasar Kutub Utara Dan Kutub Selatan Mongabay - Co.idLionel TaneoBelum ada peringkat
- Tanda-Tanda Infestasi Kecoa Rentokil Pest Control IndonesiaDokumen4 halamanTanda-Tanda Infestasi Kecoa Rentokil Pest Control IndonesiaLionel TaneoBelum ada peringkat
- BPS Sikka Bab VDokumen10 halamanBPS Sikka Bab VSilmi SaelyBelum ada peringkat
- Manfaat Daun Biduri Untuk Mengobati - HTMLDokumen3 halamanManfaat Daun Biduri Untuk Mengobati - HTMLLionel TaneoBelum ada peringkat
- Salinitas Air Iqbal-ShalahuddinDokumen6 halamanSalinitas Air Iqbal-ShalahuddinLionel TaneoBelum ada peringkat
- Pengertian Sanitasi Menurut para Ahli - HTMLDokumen3 halamanPengertian Sanitasi Menurut para Ahli - HTMLLionel TaneoBelum ada peringkat
- Dev OptionsDokumen14 halamanDev OptionsLionel TaneoBelum ada peringkat
- Jenis-Jenis SampahDokumen6 halamanJenis-Jenis SampahLionel TaneoBelum ada peringkat
- Inspeksi SanitasiDokumen2 halamanInspeksi SanitasiKartiko Ijih Nasmudin67% (3)
- Satuan Acara Penyuluhan Sap Pembuangan - HTMLDokumen11 halamanSatuan Acara Penyuluhan Sap Pembuangan - HTMLLionel TaneoBelum ada peringkat
- Cara Menulis Daftar Pustaka Contoh Lengkap Dari Internet Jurnal SkripsiDokumen19 halamanCara Menulis Daftar Pustaka Contoh Lengkap Dari Internet Jurnal SkripsiLionel Taneo100% (1)
- Cara Membuat Desain Poster Di Android - HTMLDokumen1 halamanCara Membuat Desain Poster Di Android - HTMLLionel TaneoBelum ada peringkat
- Limbah b3 Pengertian Contoh Sifat Dan - HTMLDokumen4 halamanLimbah b3 Pengertian Contoh Sifat Dan - HTMLLionel TaneoBelum ada peringkat
- Perancangan Sistem Pendukung Keputusan PDokumen13 halamanPerancangan Sistem Pendukung Keputusan PLionel TaneoBelum ada peringkat
- 4 Aplikasi Android Untuk Membuat Poster Terbaik - UrbandigitalDokumen6 halaman4 Aplikasi Android Untuk Membuat Poster Terbaik - UrbandigitalLionel TaneoBelum ada peringkat
- Form Inspeksi Sanitasi KapalDokumen11 halamanForm Inspeksi Sanitasi KapalLionel TaneoBelum ada peringkat
- Besi Logam - HTMLDokumen4 halamanBesi Logam - HTMLLionel TaneoBelum ada peringkat
- Tsunami Jepang Dan Epidemiologi BencanaDokumen11 halamanTsunami Jepang Dan Epidemiologi BencanaLionel TaneoBelum ada peringkat
- Canva Layanan Edit Gambar Online Yang Keren - UrbandigitalDokumen5 halamanCanva Layanan Edit Gambar Online Yang Keren - UrbandigitalLionel TaneoBelum ada peringkat
- Pengertian Pendugaan Cepat - Arti Definisi Pengertian-1Dokumen3 halamanPengertian Pendugaan Cepat - Arti Definisi Pengertian-1Lionel TaneoBelum ada peringkat