0% menganggap dokumen ini bermanfaat (0 suara)
503 tayangan6 halamanProsedur SPC dan MSA
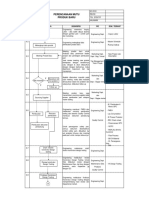
Prosedur ini menjelaskan langkah-langkah untuk menentukan metode pengukuran produk yang tepat, melakukan analisis sistem pengukuran, dan perbaikan jika ditemukan kesalahan pengukuran. Langkah-langkahnya adalah mempelajari potensi kesalahan pengukuran, mempersiapkan sumber daya dan jadwal untuk analisis sistem pengukuran, serta melaksanakan analisis dan perbaikan bila diperlukan.
Diunggah oleh
Rizky Dwi PriyandokoHak Cipta
© © All Rights Reserved
Kami menangani hak cipta konten dengan serius. Jika Anda merasa konten ini milik Anda, ajukan klaim di sini.
Format Tersedia
Unduh sebagai XLSX, PDF, TXT atau baca online di Scribd
0% menganggap dokumen ini bermanfaat (0 suara)
503 tayangan6 halamanProsedur SPC dan MSA
Prosedur ini menjelaskan langkah-langkah untuk menentukan metode pengukuran produk yang tepat, melakukan analisis sistem pengukuran, dan perbaikan jika ditemukan kesalahan pengukuran. Langkah-langkahnya adalah mempelajari potensi kesalahan pengukuran, mempersiapkan sumber daya dan jadwal untuk analisis sistem pengukuran, serta melaksanakan analisis dan perbaikan bila diperlukan.
Diunggah oleh
Rizky Dwi PriyandokoHak Cipta
© © All Rights Reserved
Kami menangani hak cipta konten dengan serius. Jika Anda merasa konten ini milik Anda, ajukan klaim di sini.
Format Tersedia
Unduh sebagai XLSX, PDF, TXT atau baca online di Scribd