Modul Kmms Revisi
Diunggah oleh
naufalirfan1234Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Modul Kmms Revisi
Diunggah oleh
naufalirfan1234Hak Cipta:
Format Tersedia
Telah Terima Dari :
Penerima :
Jabatan :
Tanggal :
Tanda Tangan Pemberi : Tanda Tangan Penerima :
( ) ( )
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 1
KMMS 2015
Steering Committee :
Tutut Rahendro
(Plant Director)
Penasehat :
Muhammad Arief Budianto
( Manager Plant Operation & Maintenance Area 1)
Herry Tjahyono
(Manager Plant Operation & Maintenance Area 2)
Penanggung Jawab KMMS 2015 :
Febrian Karua
(Manager Plant Adm & Development)
Pimpro KMMS 2015:
Aloysius Adi Nugroho
(Plant Development & System Section Head)
Tim Penyusun & Cluster Leader KMMS 2015:
Muhammad Ardian Widyatama
Risca Hermawan Wibowo
Yahya Farqadain
Yoga Ernanto Prabowo
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 2
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 3
PENGANTAR TIM PENYUSUN
Puji syukur kami panjatkan ke hadirat Tuhan yang Maha Esa, sehingga akhirnya Tim Plant
Development KPP dapat meluncurkan sebuah Produk “Guidance Book KPP Maintenance
Management System (KMMS )“ edisi pertama, tahun 2015. Punyusunan Guidance Book KMMS ini
dimulai dari tahun 2011, hingga akhirnya bersamaan dengan transformasi MPU Maintenance
Management System (M3S) ke dalam KMMS pada tahun 2014, kemudian akhirnya terbentuk New
Plant KPP yang berkembang menjadi sebuah Plant Division dengan rule yang lebih luas lagi. Kami
di Plant Development berharap agar Guidance Book ini dapat menjadi panduan dan referensi
dalam pelaksanaan Maintenance Management System di setiap Distrik KPP.
Buku ini adalah petunjuk umum dalam pelaksanaan KPP Maintenance Management System dan
akan didetailkan mengenai prosedur-prosedur dokumennya nya didalam IKMS (Integrated KPP
Management System) yang berisi SOP, INK dan STD Parameter dengan ruang lingkup Equipment
and Tyre Maintenance. Harapannya dengan adanya buku ini dapat mempermudah dalam
pelaksanaan maintenance di lingkup Plant Division KPP, serta dengan semangat Improvement and
Continues Innovation maka ke depannya Guidance Book ini akan terus kami revisi sesuai dengan
perkembangan bisnis perusahaan pada umumnya, dan perkembangan dunia Maintenance
Engineering and Technology khususnya, karena kami sadar bahwa Plant adalah Divisi yang
bertugas mendukung kegiatan operasi pertambangan dan sarat dengan pengembangan proses
dan teknologi, terlebih dengan semakin berkembangnya konsep Maintenance kearah Autonomous
Maintenance yang mengadopsi metode Total Productive Maintenance dan Reliability Centered
Maintenance sehingga perlu adanya perbaikan serta research and development yang
berkelanjutan di kemudian hari.
Akhir kata, penyusun mengucapkan banyak terima kasih kepada PT. Pamapersada Nusantara yang
menjadi gudang ilmu dan sumber inspirasi Tim Plant Development KPP atas penyusunan buku ini
dan juga tidak lupa kepada semua pihak yang telah membantu sehingga terselesaikannya buku ini.
Semoga buku ini benar-benar bisa dijadikan sebagai pedoman dan pelengkap dalam mewujudkan
Visi dan Misi Plant Division KPP, Amin
Jakarta , Januari 2015
Penyusun
TEAM KMMS, PLANT DEVELOPMENT AND SYSTEM.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 4
Sambutan Plant Director, PT Kalimantan Prima Persada 2015
Assalamu’alaikum Wr. Wb.
Pertama tama saya panjatkan puji syukur kehadirat Allah SWT yang telah memperlancar Tim Plant
Development KPP, untuk menyelesaikan “Handbook KPP Maintenance Management System”
(KMMS), sebagai panduan seluruh tim plant dalam mengelola peralatan produksi dan support.
Saya sampaikan terima kasih kepada Tim Plant Development and System yang telah melakukan
percepatan penyusunan Handbook ini, tentunya tanpa kesungguhan dan kesinergian team, buku
ini tidak dapat terealisasikan. Saya yakin betul kepada Tim Plant Development bahwa dengan
adanya Handbook ini akan mudah dalam mengidentifikasi permasalahan maintenance yang
dihadapi di site dengan menelusuri kesesuaian prosedur yang sudah ditetapkan dengan aktual
yang dijalankan oleh team Plant Jobsite.
Saya sampaikan terima kasih juga kepada rekan-rekan Plant Develeopment Dept. PAMA yang
telah membantu Tim Plant Development KPP untuk berbagi pengetahuan dan memberikan
masukan sampai terselesaikannya buku ini dan diharapkan kerjasama ini akan terus berkelanjutan
untuk mewujudkan Excellent Maintenance di PAMA group secara konsisten.
“Handbook KMMS” ini merupakan suatu panduan yang harus dimiliki semua tim plant baik di
Head Office maupun di Distrik. Buku panduan ini juga mengakomodir Tyre Management System
dan harus segera disosialisasikan ke semua lini plant baik dari staff plant, mekanik maupun
tyreman, agar semua fungsi memiliki selera yang sama dalam merawat unit, sehingga segala
bentuk deviasi akan terlihat dengan jelas bila salah satu proses maintenance tidak dijalankan.
Buku panduan ini merupakan acuan untuk pelaksanaan implementasi KMMS di site, sehingga saat
melakukan audit terhadap pelaksanaan KMMS di site dapat secara transparan diketahui dan
diukur pencapaiannya, deviasi yang timbul dari audit akan memudahkan untuk mem-follow up
perbaikannya. Dengan buku ini diharapkan bisa terukur pada posisi mana perkembangan system
maintenance alat di KPP.
Berdasarkan perkembangan Maintenance Engineering & Technology serta perkembangan
perusahaan, maka diharapkan Team Plant Development tidak berhenti sampai di sini, tetapi masih
perlu terus menggali dan memperbaiki buku panduan ini, agar bisa mendapatkan Maintenance
yang handal (Reliable) dan berkontribusi positif mendukung operation dengan hasil yang optimal.
Buku ini bukan sekedar panduan, tetapi sebagai parameter kesuksesan maintenance. Tidak
mungkin semua bisa terimplementasi dengan baik tanpa kerja keras kita semua Team Plant KPP
Head Office maupun site.
Sekali lagi saya sampaikan terima kasih kepada Tim Plant Development and System KPP sebagai
penyusun Handbook ini, semoga buku ini bisa dijadikan sebagai alat untuk membuat maintenance
equipment di KPP bisa lebih baik dan terus lebih baik lagi.
Semangat Pagi, KPP maju terus harus lebih baik..!!
Wassalamu’alaikum Wr. Wb
Jakarta, 15 Januari 2015
Tutut Rahendro
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 5
Sambutan Deputy Plant Development & Administration
Assalamualikum Wr. Wb.
Alhamdulillah segala puji bagi Allah SWT yang telah memberikan kita kemudahan dalam
melakukan kebaikan di kehidupan kita. Saya ucapkan terima kasih kepada Tim penyusun “KMMS
Handbook” yang telah mencurahkan kebaikannya dengan mengkomunikasikan dalam bentuk
“KPP Maintenance Management System” (KMMS). Dimana dengan adanya Guidance book KMMS
ini di harapkan setiap mekanik, setiap GL, Setiap Section Head Site, setiap Dept. Head site dan
setiap orang yang terlibat di Plant Directorate PT. Kalimantan Prima Persada menjadikan ini
sebagai acuan untuk berperilaku baik dalam maintenance.
Terima kasih saya sampaikan juga kepada Tim System Development Plant Dept. PT. Pamapersada
Nusantara yang memberikan warna dalam KMMS ini sehingga kita bisa menyempurnakan sesuai
dengan kebutuhan yang ada di Distrik kita. KMMS sendiri adalah standar minimal yang harus di
penuhi oleh site untuk bisa melakukan maintenance dengan baik. Didalam KMMS sendiri masih
banyak ruang untuk melakukan pengembangan terkait dengan Standard Parameter, Standard
Operating Procedure, Application System Support, maupun Instruksi Kerja.
Semoga dengan adanya buku ini rekan rekan di site dan di jakarta lebih bersemangat untuk
melakukan maintenance yang baik, selalu berperilaku baik, dan menghasilkan result yang baik
dalam bekerja. Tetap Semangat......!!!
Wa alaikum salam Wr. Wb.
Jakarta, 15 Januari 2015
Febrian Karua
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 6
TESTIMONI KMMS 2015
“Kompleksnya problem Maintenance tidak bisa diselesaikan dengan mengandalkan pengalaman.
Jika ingin survive dimasa depan, organisasi yang modern harus menerapkan system yg berorentasi
pada manusia. KMMS dasarnya adalah system PDCA ( Plan Do Check Action ) yg
diimplementasikan kedalam Equipment Management.
Contohnya untuk Breakdown Schedule prosesnya adalah PDCA , namun untuk Breakdown
Unschedule prosesnya terbalik yaitu ACDP .
KMMS 2015 goalnya bukan mencapai kesempurnaan system namun membangun system yg
adaptif sesuai perkembangan bisnis. Oleh karena itu beberapa element dan sub element ditambah
seperti PCRP , TFT, dll. Harapannya system tersebut bisa menunjang KPI Plant, PA dan
turunannya”.
(Aloysius Adi Nugroho – Plant Development and System Section Head KPHO)
“KMMS adalah basicnya maintenance Plant Division, dengan komitment dan konsistensi
pengimplementasiannya, performa yang memuaskan pasti kita dapat raih. Tidak Ada keringat yg
keluar sia-sia. PLANT BISAA !!!”.
(Muhammad Ardian Widyatama – Plant Workshop Facility & Tools KPHO)
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 7
“Perkembangan Maintenance Engineering di era pertambangan terbuka modern telah mengarah
kepada konsep Autonomous Maintenance & Total Productive Maintenance, dimana keterlibatan
lintas Department (Operation & Plant) pada saatnya akan mutlak diperlukan atas aktivitas
perawatan alat produksi demi mewujudkan ZERO ABCDE (Accident, BUS, Chronic, Defect, Enviro).
KMMS 2015 adalah pondasi untuk mewujudkan itu semua dan setiap area / fungsi wajib
memahami dasarnya lalu lakukan activity dan continuous improvementnya untuk mewujudkan
Maintenance Management yang lebih baik lagi di masa depan”.
(Yoga Ernanto Prabowo – Plant System Development KPHO)
“KMMS 2015 dibuat dari kumpulan beberapa pengalaman dan kemudian dikembangkan lalu
ditambahkan agar menjadi lebih baik dalam hal maintenance alat berat, KMMS 2015 sebagai
panduan dalam melakukan aktivitas maintenance tentunya harus didukung dengan manpower
yang memahami untuk menjalankan proses maintenance dengan baik dan hasilnya InsyaAllah
akan baik pula”.
(Subandi – Plant Technical Officer KPHO)
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 8
“KMMS 2015 merupakan panduan maintenance unit yang baik dan benar,yang mengajarkan kita
untuk meningkatkan selera mulai dari kebersihan unit,kebersihan workshop dan facility lainnya,
untuk itu marilah kita pelajari, pahami dan amalkan agar KPI kita,terutama PA , MTBF, MTTR, BS
bisa kita jaga. Dengan KPI yang bagus maka produksi pun bisa tercapai dan hasil akhir tahun pun
juga tidak akan mengecewakan dan keluargapun akan sejahtera”.
(Ahmad Fuad – Plant Technical Officer KPHO)
“KMMS adalah System Integrated Maintenance & Process (Plant & Tyre) sebagai parameter
semua aktivitas dasar proses maintenance untuk bahan refleksi dalam proses implementasi salah
satunya aktivitas Tyre Maintenance”.
(Rendra Yudha – Plant Tyre Management KPHO)
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 9
“KMMS merupakan pedoman dalam perawatan Alat Berat mulai dari perencanaan hingga
perbaikan, dari faktor mesin hingga manusia, infrastruktur dan cost juga dibahas. KMMS adalah
kunci untuk mencapai Maintenance Excellent. Ingat Alat Berat...?Ingat KMMS!.
(Risca Hermawan Wibowo – Plant System Development KPHO)
“Maintenance yang berkualitas harus didukung oleh manajemen sistem yang adaptif. KMMS
adalah sistem yang digunakan oleh Plant KPP untuk mewujudkan hal tersebut. Namun perlu
digaris bawahi, bahwa tidak ada sistem yang perfect. Untuk menutupi hal tersebut kreatifitas atau
ide setiap insan Plant KPP harus terus diasah dan dikembangkan”.
(Yahya Farqadain – Plant Technical Officer SSE KPHO)
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 10
DAFTAR ISI
Pengantar Tim Penyusun KMMS 2015 4
Sambutan Plant Director 5
Sambutan Manager Plant Dev & Adm 6
Testimoni KMMS 7
KPP MAINTENANCE MANAGEMENT SYSTEM (KMMS) 12
ELEMENT 1. MAINTENANCE PLANNING 30
ELEMENT 2. ELLIPSE PLANT MANAGEMENT 44
ELEMENT 3. MAINTENANCE EXECUTION 48
ELEMENT 4. BACKLOG MANAGEMENT 97
ELEMENT 5. PARTS MANAGEMENT 101
ELEMENT 6. TECHNICAL ANALYSIS 105
ELEMENT 7. PLANT PERFORMANCE MEASUREMENT. 110
ELEMENT 8. MAINTENANCE IMPROVEMENT 119
ELEMENT 9. MANPOWER MANAGEMENT 125
ELEMENT 10. EQUIPMENT MANAGEMENT 134
ELEMENT 11. INFRASTRUCTURE 140
ELEMENT 12. BUDGET & COST CONTROL 146
ELEMENT 13. TECHNICAL INFORMATION 147
APPENDIX 1, MATRIKS REFERENSI DOKUMEN KMMS 148
APPENDIX 2, PENGEMBANGAN MAKRO PROSES PLANT 152
APPENDIX 3, MANDATORY + CUSTODIAN STANDARD ITEM PCRP 2015 154
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 11
KPP MAINTENANCE MANAGEMENT SYSTEM
(KMMS)
A. KERJA YANG LUAR BIASA
Untuk memahami KPP Maintenance management System perlu dipahami proses sebagai
berikut
Goal dari KPP Maintenance Management Sys adalah membangun sistem bekerja secara
aman , berkualitas , cepat dan cerdas .( kerja yg luar biasa ) sehingga mudah dipahami (
make it simple ) dan bisa dilaksanakan ( just Do It )
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 12
B. TEORI MAINTENANCE
Konsep Maintenance dikembangkan mengikuti perkembangan jaman dan teknologi ,
secara garis besar dapat digambarkan didalam tabel ini
Berdasarkan historical maintenance diatas , Setiap area bisnis mengembangkan dan
mengadaptasikan system maintenance yang sesuai dengan peralatan dan perkembangan
organisasinya , salah satu contoh adalah system maintenance di DuPont .
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 13
Dengan semakin banyaknya unit dan kompleksnya alat maka sebagai konsekuensinya data
yang diolah semakin banyak , Pada tahap ini ilmu statistik banyak berperan dalam
pemodelan data maintenance yang ada . Model yang diterapkan untuk mendukung
maintenance yang ada dikelompokkan dalam skema dibawah ini
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 14
Diatas adalah salah satu contoh dari KPI World Class Maintenance
pemodelan data maintenance yang ada . Model ilmu statistik yang diterapkan untuk
mendukung maintenance yang ada dikelompokkan dalam skema dibawah ini
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 15
C. PLANT VISION
Visi Plant Division KPP :
To Be The Best Product Support with High Availbaility , Best Performance & Lowest
Possible Reliable Cost .
Ada 3 Dimensi Management dari Plant vision yaitu :
- Dimensi Waktu pada High Availability dan turunannya ( BS-BUS , MTBF-MTTR
dll )
- Dimensi Kualitas pada Best Performance , diterjemahkan dalam parameter
Productivity , kebersihan , keselamatan, dll
- Dimensi Biaya pada Lowest Possible Reliable Cost , diterjemahkan didalam
parameter cost / hr , fuel consumption , oil consumption dll .
Yang perlu digaris bawahi adalah Plant vision mengunakan logika AND artinya ke tiga
dimensi tersebut harus terpenuhi , baru dapat dikatakan THE BEST .
Secara realita hanya Equipment baru yang masuk didalam kriteria THE BEST , sehingga
tantangannya adalah bagaimana Plant sebagai organisasi membuat Equipment selalu
dalam kondisi baru ( tidak secara umur ), hal tersebut yang melatar belakangi berbagai
macam aktivitas maintenance seperti service , midlife , overhaul dll .
Penjabaran Plant Vision lebih lanjut , Plant tidak hanya mempunyai KPI high availability
saja , namun juga Best Performance ( berhubungan dengan KPI Engineering dan KPI
Operation ) dan Lowest Possible Reliable Cosy ( berhubungan dengan KPI Project )
Dengan tuntutan seperti diatas , Plant wajib mengikuti perkembangan keilmuan
maintenance dan tentu saja menyesuaikan dengan perkembangan project dilapangan ,
sehingga dibutuhkan improvement-improvement dan optimalisasi untuk mencapai visi
tersebut.
D. KPP MAINTENANCE CONCEPT
Maintenance Management Concept merupakan suatu kegiatan perawatan peralatan yang
dilaksanakan secara teratur, terkendali berdasarkan Standard Operating Procedure (SOP)
maupun Instruksi Kerja (INK) sesuai dengan jadwal yang berdasarkan atas catatan kondisi
pada perawatan yang meliputi pencegahan, prediktif dan perbaikan.
Tujuan adanya program maintenance, adalah :
1. Mencegah terjadinya kerusakan dini (prematur)
2. Mencapai nilai ekonomis seoptimal mungkin
3. Memperpanjang masa pakai
4. Hemat biaya operasi
Objective yang diharapkan dengan adanya maintenance management adalah sebagai
berikut :
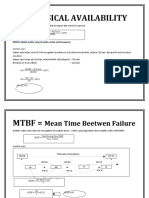
Mencapai tingkat kesiapan yang tinggi ( High Physical Availability)
Memiliki daya guna maksimal ( Best performance )
Biaya perbaikan yang hemat ( Lowest Possible Reliable Cost )
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 16
KPP MAINTENANCE CONCEPT
Pondasi paling dasar dalam KPP Maintenance Concept ada 2 hal, yaitu:
1. Kebersihan Alat ( good cleaning of machine )
Kebersihan alat adalah dasar bagi kualitas repair dan maintenance. Apabila kebersihan
ini diabaikan, maka kualitas maintenance akan kurang baik dan performance unit akan
kurang maksimal dan biaya maintenance menjadi tinggi.
2. Management Maintenance yang baik
Management maintenance yang baik adalah management yang mampu mengelola dan
mengimplementasikan sistem dan fasilitas/asset maintenance secara sinergi yang
melibatkan semua level Plant khususnya.
Adapun pilar penyangga pendukung tercapainya visi plant yang merupakan proses
maintenance yang dilakukan di Plant adalah :
1. Mencegah terjadinya kerusakan ( preventing failure )
2. Melakukan prediksi terhadap potensi adanya kerusakan ( predicting failure )
3. Melakukan perbaikan terhadap kerusakan yang muncul ( correcting failure )
Ketiga pilar tersebut harus dilaksanakan secara baik dan benar sesuai dengan konsep M3S.
Apabila salah satu pilar saja ditiadakan, maka Visi & Misi Plant tidak kokoh bertahan dan
akhirnya visi tersebut tidak akan terwujud.
E. STRATEGY KMMS
KMMS adalah Maintenance Management System yang dilakukan di KPP untuk menjamin
tercapainya efektivitas dan efisiensi terbaik dalam pelaksanaan maintenance dan
diharapkan menjadi sebuah Guidance bagi setiap karyawan dan Plant FGDP maupun yang
dimutasi ke Department Plant.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 17
Dengan mengimplementasikan KMMS diharapkan secara korporat bisa didapatkan
Standard General Working Process for All District untuk mencapai maintenance excelence
dalam memenuhi target produksi.
F. STRUKTUR ORGANISASI PLANT DIVISION
Salah satu strategy penting mencapai Plant vision , perlu dimanage manusia yang
menjalankan program maintenance tersebut . Oleh karena itu dibuat Struktur organisasi
Plant , struktur organisasi Plant KPP bersifat dinamis , dimana jumlah dan otoritasnya
disesuaikan dengan besar kecilnya project dan banyak sedikitnya jumlah unit yang
dibackup maintenancenya . Dibawah ini adalah salah satu contoh struktur organisasi
Plant KPP disite.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 18
Struktur Organisasi Plant Mining
Struktur Organisasi Plant Port
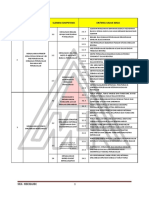
Sebagai pelengkap dari Struktur Organisasi Plant disusun Jobdescription , Wewenang dan
tangung jawab , syarat pendidikan dan Standard kompetensi yang harus dimilikinya.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 19
G. BISNIS PROSES SYSTEM PLANT
Strategi Plant untuk mencapai Plant Vision adalah dengan memetakan semua proses
didalamnya dan mengambarkannya didalam bisnis proses.
Bisnis Proses KMMS
KMMS ini secara proses dapat dijelaskan ke dalam 13 element sebagai berikut:
1. Maintenance Planning
Untuk tercapainya pemeliharaan yang efektif dan efisien, dibutuhkan sebuah planning
terhadap seluruh aktivitas maintenance yang dilakukan. Dalam penyusunan
maintenance planning berawal dari adanya Production Planning, Equipment Planning,
Tyre Planning, IBS Planning, Man Power Planning serta Operation Maintenance Manual
(OMM).
2. Ellipse Plant Management
Ellipse Plant Management berfungsi sebagai data history pemeliharaan dari equipment
yang memuat informasi mengenai Work Order baik berupa Schedule dan Unschedule,
biaya yang dikeluarkan untuk melaksanakan pemeliharaan, durasi pekerjaan, historical
trouble, fitment dan defitment komponen, maupun mekanik yang melaksanakan
pemeliharaan tersebut.
3. Maintenance Execution
Dalam mengimplementasikan maintenance planning, Plant Departement melakukan
berbagai aktivitas pemeliharaan yang sifatnya “Preventive” dan “Predictive” dengan
tujuan mencegah timbulnya kerusakan yang terjadi dan memperpanjang umur
component. Meliputi Periodic Inspection, Periodic Service (PS), Program Analisa
Pelumas (PAP), Program Pemeriksaan Undercarriage (PPU), Program Pemeriksaan
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 20
Attachment (PPA), Midlife Overhaul, Component Overhaul, serta didukung fabrikasi.
Untuk memperpanjang umur tyre ada beberapa program yang harus dijalankan antara
lain Tyre Check Pressure, Period End, Rolling Tyre, Inspeksi Enviro, serta beberapa
program Tyre Removal.
Proses Repair diperlukan apabila memerlukan perbaikan dikarenakan alat yang
terlanjur rusak (breakdown unschedule). Dalam melakukan pemeliharaan juga harus
memperhatikan Safety, Health dan Environment dan pelaksanaannya sesuai dengan
KPP Safety Management System (KSMS).
4. Backlog Management
Backlog adalah suatu pekerjaan perbaikan yang tertunda atau kerusakan/gejala
kerusakan yang terjadi pada equipment, misalnya karena keterbatasan material,
waktu, man power ataupun umur component tersebut masih bisa diperpanjang.
5. Parts Management
Adanya aktivitas pemeliharaan yang membutuhkan part dalam pelaksanaanya.
6. Technical Analysis
Setelah melakukan aktivitas repair dan maintenance, maka pihak plant melakukan
analisa teknis yang mendalam terhadap hasil dari maintenance atau repair tersebut.
7. Plant Performance Management
Adalah pengukuran terhadap performance baik ketercapaian dan accuracy dari suatu
program, pencapaian performance availability (PA) equipment, Performance Reliability
(MTBF), performa dari para mekaniknya (MTTR), performance tyre, maupun akurasi
Budget dan Cost.
8. Continuous Improvement
Dari hasil repair & maintenance execution, analisis teknis failure analysis, maupun dari
performance measurement diharapkan muncul improvement atau perbaikan-
perbaikan terhadap pelaksanaan maintenance, sehingga efektifitas dan efisiensi
pelaksanaan pemeliharaan pada umumnya dan performance equipment pada
khususnya semakin optimal.
9. Manpower Management
KMMS dapat diimplementasikan dengan baik apabila didukung oleh sumber daya
manusia ( Man Power ) yang handal dan berkompeten.
10. Equipment Management
Pengaturan Equipment perlu dilakukan untuk optimalisasi equipment baik secara
jumlah maupun performance yang dibutuhkan.
11. Infrastructure
Guna mendukung pelaksanaan repair dan maintenance yang sesuai dengan KMMS
perlu ditunjang dengan tools management, sarana dan prasarana yang memadai.
12. Budgeting and Cost Control
Agar kegiatan maintenance dan repair dapat terlaksana dengan baik terutama dalam
pengeluaran biaya perlu direncakanan secara matang berapa biaya yang harus
dipersiapkan dalam kaitanya untuk mendukung tercapainya target produksi.
13. Technical Information
Proses maintenance memerlukan dukungan informasi teknis, referensi ataupun hasil
analisa terhadap problem teknis dan improvement yang pernah dilakukan sebelumnya.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 21
Untuk memahami makro proses perlu diperhatiakan prioritas dan dan Goal dari proses
PDCA tersebut .
PRIORITAS Goal
Plan Time , Safety , Quality dan Cost Effektive
Do Safety , Quality , Time , Cost Effisien
Check Time , Cost , Quality , safety Optimal
Action Cost , Quality , Safety , Time Optimal
Coordination Cost , Quality , Safety , Time Effisien
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 22
H. KEY PERFORMANCE INDICATOR ( KPI ) PLANT DIVISION
KPI Plant adalah Ratio Cost to Revenue ( % ) yang dibagi dalam 3 kelompok besar yaitu
- Plant Budget Vs Actual
- Achievement Startegy Div
- Physical Avalability
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 23
Diagram 1 Plant Budget Vs Actual (%)
Diagram 2 Achievement Plant Division Policy
Diagram 3 Physical Availability
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 24
Khusus untuk PA , Plant mempunyai digram tree yang menghubungkan semua parameter
pengukuran performance di equipment
Diagram 4. PA Equipment Tree
Noted
Dari Diagram tree diatas membuktikan ada hubungan langsung antara target PA , target
BS/BUS , target MTBF , target MTTR , target Backlog dan kebutuhan orang untuk
membackupnya . Sehingga secara teori pencapaian PA setiap bulannya bisa dicompare
dengan setting target PA . dan lebih dari pada itu bisa dicompare juga effektivitas
manpower Plant
Plant diwajibkan minimal 1x / minggu melakukan review KPI PA ( diagram3 ) dan 1 x /
bulan melakukan review KPI secara lengkap ( diagram 1 – 2 – 3 )
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 25
I. KONSEP EVALUASI DAN PENGEMBANGAN PLANT DIVISION
Untuk tetap fokus pada pencapaian Visi Plant , Plant sebagai Organisasi harus secara
konsisten melakukan evaluasi dan development sesuai dengan diagram dibawah ini
Noted
Strategy plant untuk proses evaluasi dan development difokuskan pada area system
maintenance dan area plant people, dimana diterjemahkan secara konkret didalam
struktur organisasi Plant Head Office .
Pada Area System development secara scope pekerjaan di Result ( KPI ) dan Proses (
System maintenance ) dimana untuk mengendalikan proses perlu dibuat standard quality
parameter proses ( Lead time , Life time , Respone time , Achievement program , Redo ,
Premature dll ) , sehingga bisa diharapkan hasilnya sesuai dengan target KPI
Pada Area Plant People secara scope pekerjaan diarea INPUT ( Resources ) dan Proses (
System people ) dimana untuk menyiapkan resources memahami proses yang berkualitas
perlu dibuatkan std instruksi kerja ( Shop manual , OMM , Checklist , TSR dll )
Titik temu ( irisan ) dari System dev dan People dev adalah di Area proses , walaupun
seperti mata uang melihatnya dari sisi yang berbeda .
Untuk arah pengembangan diawali dari develop manusia ( resources ) ,Untuk arah
evaluasi diawali dari evaluasi KPI ( result ) , kedua proses diatas perlu dikombinasikan
untuk mendapatkan gambaran keseluruhan dari organisasi Plant .
J. RANTAI PROSES KMMS SYSTEM 2015
KPI Plant dapat dibreakdown lebih lanjut menjadi rantai proses yg saling terkait seperti
dibawah ini : dimana bisa diblok menjadi 4 kelompok
1. Main Process ( Unggu )
2. Evaluasi / Audit Process ( Merah )
3. Development People Process ( Hijau )
4. Setting target Process ( Biru )
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 26
K. MILESTONE KPP 2015 – 2018
Dalam menyusun milestone KPP mengadopsi konsep World Class maintenance dan
membreakdownkan didalam tabel sebagai berikut:
Proactive maint Target 2015 2016 2017 2018
Washing 100% 80% 90% 95% 100%
Daily Check
100% 90% 95% 98% 100%
Repair 30% 50% 45% 40% 30%
PROGRAM
Backlog 90% 70% 80% 90% 100%
Service 100% 90% 95% 100% 100%
Midlife 85% 50% 80% 90% 100%
Overhaul 85% 70% 80% 90% 100%
PPM 100% 90% 95% 100% 100%
PPU 100% 50% 80% 90% 100%
PERFORMANCE
PAP 100% 90% 95% 100% 100%
PA 92 88% 90% 91% 92%
% BS 80 40% 50% 60% 70%
% BUS 20 60% 50% 40% 30%
MTTR 4 9 8 6 4
MTBF 230 72 80 100 150
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 27
Untuk mencapai PA 92 % maka perlu dibreakdown dan dimapping kondisi Plant KPP saat ini ,
dengan memahami kondisi saat ini bisa disusun startegy dan prioritasnya .
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 28
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 29
ELEMENT 1. MAINTENANCE PLANNING
A. Definisi
Maintenance Planning adalah proses pembuatan perencanaan maintenance
equipment berdasarkan
- Interval waktu operasi equipment
- Hasil update pemeriksaan harian ( Daily Check , P2H dan PitStop )
- Hasil update pemeriksaan condition monitoring ( PAP , PPM , PPU , PPB dan
VHMS dll ) .
- Hasil History Analisa kegagalan ( Service News , factory campaign , TAR dan
Joint Investigasi dll )
Dimana dilakukan dengan tujuan meningkatkan performance unit , kesiapan alat ( PA )
dan tetap dikontrol dari sisi biayanya .
Didalam prakteknya untuk mempermudah kontrol maintenance Planning disusun
dalam time frame tahunan , bulanan dan mingguan .
Alasan lain pengelompokan maintenance sesuai time frame diatas karena sifat
daripada bisnis KPP adalah Project . Oleh karena itu didalam memanage maintenance
Planning banyak diterapkan disiplin Project management didalamnya .
Main Proses Plant ( Rantai Proses Utama )
Perhitungan PA di Plant mengunakan cara base on activity khususnya untuk aktivitas
maintenance Schedule ( BS ) , sedangkan perhitungan BUS dihitung berdasarkan
history dan perbandingan terhadap aktivitas schedule ( BS ) misal BS = 60 % BUS = 40 %
Main Proses dimulai dari Job Activity -> Coordination -> Planning -> KPI
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 30
B. Maintenance Planning tahunan ( Yearly )
Karena sifat bisnis KPP sebagai Project , dalam memaintenance alat , Plant harus selalu
memperhatikan target produksi , kebutuhan type dan jumlah alat , produktivitas alat ,
target revenue dan control cost alatnya .
Pembuatan Maintenance Planning tahunan mengunakan tool Integrated Budget
System Planning
1. IBS Planning ( Yearly )
Suatu sistem pembuatan budget yang mengintegrasikan seluruh aktivitas kedalam
suatu formula perhitungan yang menghasilkan laporan master budget secara
komperhensif. Concept dari IBS planning adalah sebagai berikut.
IBS Calculation Flow
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 31
2. IBS Planning Modul Plant
Selain mengunakan aplikasi IBS Yearly diatas , untuk membuat pemodelannya Plant
mengunakan aplikasi tambahan dalam format Excell , dimana Aplikasi IBS Plant tidak
hanya menghitung Cost Maintenance namun juga Performance Equipment ( PA, BS vs
BUS, MTBF, MTTR dll ) dan kebutuhan orang ( Planner , GL , mekanik )
Untuk mendapatkan nilai Budget R & M perlu data data seperti contoh dibawah ini
2.1 Std Lead Time Pengerjaan GOH
Lead Time Pengerjaan GOH
No SECTION EGI LT MEKANIK
1 TRACK D 155 300 6
2 TRACK D 375 300 6
3 TRACK PC 750 320 8
4 TRACK PC 1250 336 8
5 TRACK PC 2000 528 8
6 TRACK D245S 224 5
7 WHEEL A 40 D 320 5
8 WHEEL HM 400 400 6
9 WHEEL WA 500 224 6
10 WHEEL WA 600 224 6
11 WHEEL GD 705 320 6
12 WHEEL GD825 320 6
13 WHEEL HD 465 368 6
14 WHEEL HD 785 368 6
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 32
2.2 Std Life Time Equipment
Dan beberapa data lainnya seperti data std cost / activitas , Historical BUS ( waktu ,
biaya ) dan lain lain .
Dari IBS ini kita akan mendapatkan activity planning , target PA, Man Power yang
dibutuhkan serta budget planning yang akan kita pergunakan dalam satu tahun. Dari
keempat hal tersebut barulah menghasilkan yang kita namakan maintenance planning.
Maintenance Planning akan mengacu kepada parameter-parameter yang telah
ditentukan pada saat melakukan IBS Planning.
Noted
Pemodelan Budget di Excel ini sangat penting karena secara teori ada 3 model
penyusunan Budget
- Budget Historical
- Budget Future Planning
- Kombinasi antar Historical dan Future Plan
Secara praktis akan ada nilai range min – max dari hasil pemodelan tersebut ,
sedangkan nilai Budget tahunan diputuskan melalui proses negosiasi dengan BOD –
Team HO dan Team Site .
Dengan proses diatas , maka tidak tertutup kemungkinan akan terjadi perubahan
didalam maintenance planning tahunan , dan 3 model yang dibuat sebelumnya akan
banyak membantu dalam proses modifikasinya . Oleh karena itu bisa dikatakan plan
maintenance bersifat project .
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 33
C. Monthly Maintenance Planning (New)
Dengan memahami bahwa plan maintenance tahunan bersifat project , maka seorang
Kabag dan Planner yang experience tidak serta merta mengcopy paste rencana tahunan
diatas menjadi rencana 12 bulananan . harus disesuaikan rencana maintenance
bulanan dengan target project bulanan . khususnya target produksi bulanan .
Dalam monthly planning , ada beberapa hal yang perlu diperhatikan , diantaranya :
a. Monthly Plan Availability dibuat sebagai salah satu dasar untuk menentukan
target produksi bulanan.
b. Pembuatan Monthly Planning disesuaikan dengan periode Monthly Planning
Eng. Dept.
c. Pembuatan Monthly Plan Availability harus menggunakan standard formulir
dan terdokumentasi dengan baik.
d. Pembuatan Monthly Planning harus mengacu pada Standard Parameter
Leadtime Maintenance Services.
e. Pembuatan Monthly Planning harus menyesuaikan Effective Mechanic working
hours dan Effective Mechanic working days, agar dapat dihitung Mechanic Man
Hours dan Manpower Planning nya dalam 1 bulan.
f. Dalam dokumentasi monthly planning harus ada tanda tangan Department
Head terkait sebagai bentuk kesepakatan perencanaan bulanan.
Form Monthly Plannning yang baru ini mengacu pada rencana kerja tahunan dimana juga
perlu dilakukan perhitungan Budget dan kebutuhan orang , maka Plant Jobsite diwajibkan
membuat Plan Budget scr bulanan dan Plan Manhour secara bulanan . Analisa lebih
lanjut akan banyak membantu Plant dalam effisiensi dari segi biaya dan orang ,
pembuatan prioritas development baik training maupun sertifikasinya .
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 34
CONTOH FORM MONTHLY / WEEKLY MAINTENANCE PLANNING (New)
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 35
Cara Pengisian
Form Summary Monthly Maintenance Schedule And Availability Plan
1. PERIODE
Diisi tanggal awal dan akhir periode bulan berjalannya Maintenance Schedule Plan
2. CODE UNIT
Diisi Code Unit masing-masing Distrik
3. JUMLAH POPULATION
Populasi actual equipment per Code Unit
4. MOHH dan WH Estimation
Kelompok kolom Man On Hand Hours dan Working Hours Estimation, diisi perkiraan dalam 1 bulan
tiap code unit
5. PS 1
Periodic Services tipe 1/250 HM, diisi jumlah total plan services tipe 1, standard leadtime service
dan kebutuhan manpower nya di setiap Code Unit
6. PS 2
Periodic Services tipe 1/250 HM, diisi jumlah total plan services tipe 2, standard leadtime service
dan kebutuhan manpower nya di setiap Code Unit
7. PS 3
Periodic Services tipe 1/250 HM, diisi jumlah total plan services tipe 3, standard leadtime service
dan kebutuhan manpower nya di setiap Code Unit
8. PS 4
Periodic Services tipe 1/250 HM, diisi jumlah total plan services tipe 4, standard leadtime service
dan kebutuhan manpower nya di setiap Code Unit
9. MIDLIFE
Kelompok kolom data jumlah plan aktivitas Midlife, diisi jumlah service setiap tipe komponen yang
akan dilakukan midlife, standard leadtime nya, dan kebutuhan manpower, untuk tiap code unit
dalam 1 Bulan.
10. OVERHAUL
Kelompok kolom data jumlah plan aktivitas Overhaul, diisi jumlah service setiap tipe komponen
yang akan dilakukan midlife, standard leadtime nya, dan kebutuhan manpower, untuk tiap code unit
dalam 1 Bulan.
11. Frekuensi Schedule D/C
Diisi jumlah plan daily check dalam 1 Bulan tiap code unit
12. Leadtime Schedule D/C
Diisi standard leadtime daily check tiap code unit
13. Manpower Schedule D/C
Diisi jumlah manpower daily check tiap code unit
14. Total Leadtime Backlog
Diisi target total leadtime Backlog tiap code unit dalam 1 Bulan
15. Manpower Schedule Backlog
Diisi jumlah manpower Schedule Backlog tiap code unit
16. MTBF Estimation
Diisi plan target MTBF per code unit dalam 1 Bulan
17. MTTR Estimation
Diisi plan target MTTR per code unit dalam 1 Bulan
18. BUS Estimation
Diisi plan target frekuensi terjadinya Breakdown Unschedule dalam 1 Bulan
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 36
19. Manpower BUS Estimation
Diisi perkiraan jumlah mekanik untuk pekerjaan Breakdown Unschedule tiap code unit dalam 1
Bulan
20. Plan PA
Berisi perhitungan Plan PA tiap code unit dalam 1 Bulan
21. Manhours Total Estimation
Diisi total estimasi Manhours dalam 1 Bulan
22. Effective Working Hours per Shift
Diisi jumlah jam kerja efektif mekanik dalam 1 Bulan untuk tiap code unit
23. Effective Mechanic Working Days
Diisi jumlah hari kerja efektif mekanik dalam 1 Bulan (setelah dikurangi cuti tahunan, cuti site,
training development dan off).
24. Manhours Mechanic Estimation
Diisi jumlah estimasi perhitungan jam kerja mekanik dengan memperhitungkan jam kerja efektif
terhadap jumlah hari kerja efektif
25. Manpower Planning (MPP)
Adalah perhitungan MPP per code unit
D. Weekly Planning
Proses breakdown rencana bulanan menjadi rencana mingguan prinsipnya hampir
sama dengan pembuatan rencana kerja bulanan , tetap harus memperhatikan
kebutuhan produksi , khususnya dengan adanya BUS diunit loading satu type dan
jadwal service unit loading
Beberapa hal yang perlu diperhatikan dalam weekly planning adalah :
a. Weekly plan availability dibuat sebagai salah satu dasar untuk menentukan
target produksi mingguan.
b. Pembuatan weekly planning harus terintegrasi dengan rencana bulanan.
c. Pembuatan weekly planning disesuaikan dengan periode weekly planning (Eng
Dept).
d. Penggunaan standard formulir dan terdokumentasi dengan baik.
e. Dalam dokumentasi weekly planning harus ada tanda tangan kepala
departement terkait.
Noted
Planner tidak hanya fokus memperhatian PA namun juga tetap memperhatikan UA
dan pencapaian produksi mingguan
E. Daily Planning
Proses breakdown rencana mingguan kedalam rencana harian , membutuhkan
update informasi supply spare part , list pekerjaan backlog , available mekanik ( off ,
cuti , training ) dan available Workshop dan alat angkat . ketidaksediaan hal hal
diatas , akan menyebabkan waktu breakdown yang lebih lama dan kemungkinan
terjadinya redo job kedepannya.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 37
Di dalam daily planning, ada beberapa hal yang perlu untuk diperhatikan,yaitu :
a. Adanya perencanaan maintenance harian ( daily plan periodic service, termasuk
didalamnya perncanaan perbaikan backlog )
b. Terintegrasi atau berpedoman dengan rencana mingguan
c. Estimasi durasi pelaksanaan program maintenance termasuk didalamnya
aktivitas backlog sudah menggambarkan seluruh aktivitas yang akan dilakukan
d. Penundaan pelaksanaan maintenance di catat dan di evaluasi
e. Batas toleransi pelaksanaan maintenace ( periodic service ) ± 50 jam
f. Adanya tanda tangan kepala departemen terkait sebagai bentuk kesepakatan
harian
Formulir daily plan periodic service dipergunakan untuk menginformasikan :
a. Rencana service 2 hari kedepan
b. Rencana service hari ini
c. Laporan aktual service hari sebelumnya
Formulir ini juga di pergunakan untuk menginformasikan rencana eksekusi backlog job
( lengkap dengan estimasi leadtimenya ) yang akan dilaksanaakan hari ini, besok
maupun 2 hari kedepan, serta mereview aktivitas backlog yang sudah dilaksanakan
kemarin.
F. Kebijakan Prosedur
Adapun kebijakan-kebijakan dalam SOP maintenance planning
1. Pembuatan monthly maintenance planning ditetapkan minimal 1 minggu sebelum
akhir bulan berjalan untuk periode 1 bulan kedepan
2. Pembuatan weekly maintenance planning ditetapkan minimal 1 hari sebelum
weekly meeting antar departement
3. Pembuatan daily maintenance planning ditetapkan 1 hari sebelum pelaksanaan
4. Batas toleransi keterlambatan maksimum equipment untuk menjalani periodic
service maksimal adalah 50 jam operasi dari jadwal yang seharusnya, jika melebihi
hanya diperbolehkan jika ada equipment sejenis yang breakdown
5. Batas toleransi keterlambatan maksimum equipment untuk menjalani overhaul
maksimal adalah 500 jam operasi dari jadwal yang seharusnya, jika melakukan
extend harus melakukan program-program yang menunjang extend.
6. Review Planning dilakukan setiap minggu untuk review KPI, Setiap minggu untuk
Technical Analysis, Setiap bulan untuk People
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 38
G. Alur proses Maintenance Planning
H. Indicator keberhasilan maintenance planning
Setiap proses pekerjaan harus diukur apakah efektif atau efisien pekerjaan tersebut,
demikian pula dengan maintenance planning. Dalam maintenance planning, perlu
diketahui beberapa indicator yang digunakan sebagai tolok ukur keberhasilan sebuah
maintenance planning , sebagai berikut :
1. Achievement actual program maintenance terhadap program maintenance yang
direncanakan.
Contoh :
Plan PS = 10 unit
Actual dilakukan PS = 7 unit
Achievement program PS =7/10 = 70%
2. Presentase program maintenance yang tidak melewati batas toleransi , yaitu ± 50
jam operasi.
Contoh :
Total aktivitas PS 1 minggu = 10 PS
Total PS dengan HM melebihi ± 50 hm ada 1 unit
Maka prosentasi yang tidak melewati batas toleransi = (10 – 1 ) /10 = 90%
3. Tingkat ketepatan antara equipment yang direncanakan dengan equipment yang
termaintenance
Apabila dalam planning yang dilakukan planner seharusnya unit yang masuk PS : DT
7001, DT 7002, DT 7003, Dt 7004 . Namun ternyata yang masuk PS secara actual (
dikarenakan kondisi operasional ) adalah : DT 7001, DT 7002, DT 7003, DT 7005.
Jadi dalam kasus ini ada 1 DT yang tidak ter-plan PS, namun masuk untuk dilakukan
aktivitas PS, sehingga ketepatan/akurasi planning-nya = ¾ x 100% = 75%
4. Ketepatan durasi pelaksanaan maintenance antara planning dengan aktualnya.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 39
I. Tyre Remove Planning
Untuk mendukung dan mengontrol performa tyre, maka perlu diatur planning penggantian
tyre baik yang bersifat remove new tyre maupun plan rolling tyre.
Dalam Form Tyre Plan Remove ini ada beberapa hal yang perlu diatur, diantaranya :
1. Monthly Tyre Plan Remove ini wajib dibuat oleh PIC yang memiliki kompetensi di
bidang tyre
2. Schedule plan report tyre remove dilaksanakan secara mingguan dan bulanan (diatur
dalam SOP)
3. Sebelum memasukan data tyre untuk dilakukan penggantian, terlebih dahulu dilakukan
pengecekan kondisi tyre tersebut untuk memastikan apakah tyre tersebut layak untuk
di rolling maaupun di remove (diatur dalam SOP, INK, dan STD)
Contoh Form Tyre Remove Plan
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 40
Cara Pengisian
Form Tyre Remove Plan
1. PERIODE
Diisi periode berjalan terhadap tyre yang akan dilakukan penggantian (remove ataupun rolling)
2. CODE UNIT
Diisi nama kode unit yang akan dilakukan penggantian tyre (remove atau rolling)
3. APPLICATION
Diisi jenis EGI code unit tersebut
4. POSITION
Diisi nomor posisi tyre yang direncanakan akan diganti atau dirolling
5. MANUFACTURE & TYPE
Diisi jenis atau tipe tyre yang akan direncanakan akan diganti atau di rolling
6. LIFETIME (HR/KM)
Diisi umur tyre yang akan diganti
7. TREAD DEPTH
Diisi sisa kedalaman tread tyre tersebut ketika akan diganti / dirolling
8. REASON FOR REMOVAL
Diisi alasan tyre tersebut dilakukan penggantian atau Rolling
9. DISPOSITION TO
Diisi jenis disposisi tyre untuk :
- Inspect : Tyre akan diinspeksi
- Retread : Dilakukan retread terhadap tyre tersebut
- Spare : Akan digunakan sebagai tyre spare
- Repair : Tyre akan dilakukan repair / perbaikan
10. DATE
Diisi tanggal rencana penggantian tyre
11. ESTIMATION (HOUR)
Diisi downtine penggantian tyre
12. TYRE NEED
Diisi jenis tyre yang digunakan sebagai posisi pengganti, apakah New (Baru), atau Used (Bekas)
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 41
J. Meeting Coordination
Semua rencana kerja yang dibuat khususnya rencana kerja harian , wajib dikoordinasikan
dengan semua pihak terkait seperti pihak Produksi , pihak Engineering , Pihak Supply
management , dan Pihak Vendor secara kontinue.
Dimana frekuensinya bisa diatur sesuai dengan kebutuhan dan stuasi kondisi site masing
masing
Dibawah ini adalah contoh topik meeting koordinasi dan keterkaitan dgn masing masing
posisi
K. Plant Meeting
Sebagai Evaluasi terhadap rencana kerja dan eksekusinya , maka Plant melakukan Meeting
internal secara continue.
Beberapa meeting internal yang ada di Plant
Type Meeting Interval PIC
1. Meeting KPI ( PA & Cost ) Mingguan Planner
2. Meeting Technical Analysis Mingguan STD
3. Meeting People Mingguan Kabag
4. Meeting Overhaul Mingguan Section Head
5. Meeting KPI ( lengkap ) Bulanan, Mingguan Kabag
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 42
Noted
Salah satu point penting keberhasilan di Element 1 adalah perbandingan antara pekerjaan
BS dan BUS .
Pekerjaan BS didefinisikan sebagai semua kegiatan yang sudah direncanakan sebelumnya
baik dari segi aktivitas kegiatan , kebutuhan spare part , kebutuhan alat pendukung dan
mekanik yang akan melaksanakannya , termasuk juga koordinasi dengan pihak yang terkait
seperti produksi , Engineering dan SM
Pekerjaan BUS didefinisikan sebagai semua kegiatan yang tidak direncanakan sebelumnya ,
sehingga perlu alokasi khusus untuk mekanik , spare part dll .
Semakin Tinggi % BUS vs % BS , tidak otomatis akan menurunkan angka PA , namun lebih
berefek langsung pada penurunan produktivitas alat , pemborosan sumber daya ( alokasi
mekanik , stock spare part , sarana dll yang harus std by untuk backup ) dan semakin
tingginya tingkat resiko pekerjaan ( insident , redo work , lembur , stress dan kelelahan ).
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 43
ELEMENT 2. ELLIPSE PLANT MANAGEMENT
A. Definisi
Ellipse
Adalah Backbone Sistem ERP (Enterprise Resource Planning) Software, yang berfungsi
untuk pengelolaan kerja / work order management, aset, logistik, keuangan, dan sumber
daya manusia, sehingga perusahaan dapat merespon dan mengambil keputusan dengan
cepat dan tepat, menjamin kesiapan dan keamanan peralatan, meningkatkan produktivitas
tambang dan peralatan dan menurunkan biaya siklus.
Work Order :
Adalah dokumen perintah kerja yang dikeluarkan melalui Ellipse yang memuat deskripsi
pekerjaan yang akan dilakukan, yang meliputi nomor equipment, status equipment,
problem yang terjadi, type maintenance, nama komponen, penanggung jawab pekerjaan,
durasi pekerjaan, biaya yang dikeluarkan, dll.
Job Card :
Adalah kartu instruksi kerja yang dikeluarkan sesuai nomor Work Order yang
bersangkutan, yang memuat nomor Work Order beserta deskripsinya, safety instruction,
job instruction, dan completion instruction.
Central Control Room (CCR) :
Adalah tempat khusus untuk mencatat semua data produksi (perjam s/d perhari), data
down time equipment, dan informasi-informasi lain (incident,keadaan lingkungan
tambang, dll), serta memberikan masukan atau informasibila ada keadaan yang
membutuhkan corrective action dari departemen terkait.
Daily Activity Report (DAR) :
Adalah detail informasi breakdown equipment yang terjadi dalam satu hari.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 44
B. Kebijakan Prosedur
Dalam Element 2 KMMS, mengenai Ellipse Plant Management, perlu diperhatikan
beberapa hal sebagai berikut :
a. Work Order Modul
1. Standar WO Description (Component ditambah trouble yang terjadi)
Contoh :
Brake Retarder Valve Leaks
Component Trouble yang terjadi
2. Component code sesuai dengan WO Description
Contoh : Lining Brake Jamed
Component : Brake
Comp. Code : 7200 (Brake System)
Note :
Untuk kesesuaian component code bisa dilihat di tabel hierarki component (No
Dokumen : S.2.2A.001/STD).
3. Part Number Cousing Failure sesuai berkaitan dengan WO Description
Part number cousing failure yang dimasukan adalah yang merupakan penyebab
dominant/utama terjadinya breakdown.
Contoh :
Piping lift cylinder RH leaks PN Causing failure : 000-00001 (o-ring)
Note :
Untuk part number causing failure dapat pula dituliskan nama part yang menjadi
penyebab utama kerusakan.
4. Cost Center harus sesuai dengan aktivitas maintenance yang dilakukan
5. Actual duration hour job yang realistis, sesuai dengan daily breakdown
6. Parts usage sesuai dengan aktivitas yang dilakukan
7. Pengisian Hierarki Component sesuai dengan analisis teknis yang dibuat
8. Aging WO close serta WO open tidak terlalu lama. Usahakan maksimal 3 hari setelah
pekerjaan selesai dikerjakan langsung dilakukan proses closing WO.
9. Pengisian LWO secara lengkap dan benardan dikumpulkan ke Adm setiap hari
walaupun unit belum RFU agar tetap diupdate ke Ellipse durasi dan Labour costingnya
mekanik. (Untuk form sudah memakai yang baru, satu halaman saja).
DATA (LKM,LWO) yang
Anda masukan berkualitas
(details/lengkap, tepat & REPORT yang dihasilkan
BENAR) juga akan BERKUALITAS
ANALISA & PENGEMBALIAN KEPUTUSAN
Akan cepat, tepat & BENAR
10. Setiap aktivitas repair/BUS, harus ada Work Order-nya.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 45
b. Maintenance Scheduling Task
1. Ketepatan Batching Work Group Maintenance Scheduling Task
2. Kelengkapan Maintenance Scheduling Task Component sesuai dengan standar
c. Component Tracing Module
1. Ketepatan waktu fitment – defitment component
2. Ketepatan Component Number dengan Equipment Number
3. Kelengkapan Component Fitment pada Equipment sesuai standard
d. Perfomance Indicator
1. Aging WO close serta WO open (0-3 hari)
2. Prosentase WO open
C. Alur Proses dalam Work Order Management adalah sebagai berikut :
Adanya kebutuhan
aktivitas repair & Membuat WO Action Repair &
maintenance Maintenance
WO
Completed Files Closing WO
LWO
D. Lampiran Work Order Management
Proses Create WO, dapat dilakukan melalui :
1. Create WO melalui MSO62P
2. Create WO melalui MSO62Q
3. Create WO melalui MSO62H
Proses Review WO, dapat dilakukan melalui :
1. MSO621 Review WO Select
2. MSO622 Review WO Direct
3. MSO62M Review WO for W Group
Proses Closing WO/Completion Work Order, dapat dilakukan melalui :
1. MSO620
Completion WO melalui MSO620 bisa dilakukan bila kita sudah mengetahui nomor
WO yang akan kita tutup
2. MSO621
Proses ini yang paling sering dilakukan oleh para pengguna Ellipse, karena dianggap
paling mudah dan tidak akan ada WO yang sudah selesai pekerjaannya dan
terlewat untuk ditutup
3. MSO62N
Access closing melalui MSO62N ini hanya diberikan kepada BAIS di Plant Dept Head
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 46
MSO62N hanya digunakan secara emergency dan untuk melakukan House Cleaning
WO yang sudah sangat kadaluarsa tapi belum diclosed
House Cleaning dilaksanakan 6 bulan sekali oleh BAIS HO.
CONTOH PENGISIAN FORM LWO
Noted
Ellipse terkait dengan akurasi data , dan team Plant site harus bisa melihat adanya perbedaan
antara kondisi lapangan dengan data hasil analisa berdasarkan Elipse.
Fokus Plant tidak hanya meningkatkan akurasi data namun bagaimana memfilter data yang
dibutuhkan untuk keperluan peningkatan kualitas pekerjaan yang bermuara pada pekerjaan
overhaul dan data yang dibutuhkan untuk perbaikan proses perencanaan baik lead time maupun
life timenya .
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 47
ELEMENT 3. MAINTENANCE EXECUTION
Di Plant pelaksanaan Maintenance Equipment dan pengendalian kualitasnya dilakukan secara
bersamaan, atau dikenal sebagai Quality Built In Process. Hal ini yang membuat seorang Group
Leader tidak hanya bisa melakukan pekerjaan maintenance namun juga diharapkan dapat
menjamin kualitas hasilnya.
Atau dengan kata lain Plant harus mengendalikan kualitas tidak saja dari proses , namun juga dari
input dan outputnya, dan bagaimana kehandalannya. hal tersebut yang membuat Maintenance di
Industri Manufaktur sedikit berbeda dengan Maintenance di Industri Pertambangan, inilah yang
melatarbelakangi maintenance based condition monitoring.
Dalam contoh praktis misalnya, team Service saat service tidak hanya menganti oli dan part
service namun juga harus memastikan bahwa oli dan part service tersebut sesuai spesifikasi alat ,
memastikan bahwa fuel yang digunakan tidak ada kontaminasi , memastikan kondisi unit dalam
performance tinggi dan tidak ada kendala safety didalam pengoperasiannya , memastikan bahwa
tidak ada pemborosan didalam penggunaan oli – grease – fuel – coolant selama unit beroperasi ,
memastikan kualitas pekerjaan sesuai dengan items checklist dan masih dalam range baik
leadtime atau lifetime-nya, hingga memastikan kapan komponen diperkirakan mengalami
kegagalan.
Noted
Maintenance Execution yang modern menerapkan model Condition Monitoring , dimana diawali
dari daily check . ada 2 jalur utama yang bisa di action Plant yaitu Jalur BS dan Jalur BUS .
Jalur BUS dimulai dari daily check -> Repair -> Overhaul
Jalur BS dimulai dari daily check -> Service -> PAP -> PPB ->PPU -> PPM -> Midlife -> Overhaul
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 48
Ada jalur By Pass yang meng- convert pekerjaan BUS menjadi BS yaitu di Backlog
Dengan konsep diatas , aktivitas daily check dan backlog sangat penting. Jika terjadi ketidak
akuratan maupun tidak konsisten dalam pelaksanaan daily check dan backlog akan membuat “
TRAFIC JAMMED “ dijalur BUS . karena semua pekerjaan akan menjadi BUS .
Disisi lain tidak adanya follow up hasil daily check dan backlog akan membuat jalur BS menjadi
penuh antrian sehingga proses BS terkesan lambat , lama dan kurang memberi nilai tambah .
Hasil daily check harus difollow up ( intergasikan ) di Service , hasil Service diintegrasikan dengan
hasil PAP – PPB – PPU – PPM , hasil PPB dan PPU diintegariskan dalam pekerjaan fabrikasi , hasil
PAP – PPM harus diintegrasikan dalam pekerjaan Midlife , dan hasil pekerjaan midlife harus
diintegrasikan didalam pekerjaan Ovh . Proses dari daily check ke Ovh adalah proses development
, Sedangkan proses dari Ovh ke daily check adalah proses evaluation.
Untuk Element 2. Maintenance Execution, dibagi menjadi beberapa sub element, yaitu :
2.1. Preventive Maintenance, yang terdiri dari :
2.1.1. Program Periodic Inspection (Wheel & Track Equipment)
2.1.2. Program Periodic Services
2.1.3. Program Analisa Pelumas (PAP)
2.1.4. Program Pemeriksaan Mesin (PPM)
2.1.5. Program Pemeriksaan Undercharriage (PPU)
2.1.6. Program Pemeriksaan Attchment (PPA)
2.1.7. Midlife Overhaul
2.1.8. Overhaul
2.1.9. Program Analisa Condition Monitoring (VHMS, KOMTRAX, PLM, C200, dll)
2.2. Unschedule Breakdown
2.3. Fabrikasi
2.4. Program non distructive test (NDT)
2.5. Tyre Maintenance & Repair
2.5.1. Check Pressure
2.5.2. Period End
2.5.3. Rolling & Match Tyre
2.5.4. Inspection Enviro
2.5.5. Tyre Remove & Install
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 49
2.1. Program Preventive Maintenance
Program Preventive Maintenance adalah :
Salah satu program perawatan equipment yang dilakukan secara terencana dan berkala (sesuai
HM) dengan melakukan penggantian oli, coolant, filter, inspeksi, serta pelaksanaan minor repair
dan adjusment untuk kerusakan yang langsung ditemukan maupun yang telah direncanakan
(backlog), yang ditujukan untuk mempertahankan perfomance unit sesuai standard. Juga
perawatan tyre yang dilakukan ( Baik berdasarkan HM maupun tread tyre ) dengan melakukan
rolling atau rotasi tyre.
Dalam Preventive Maintenance, dikenal pula Program Pencucian Equipment Terencana yang
mana definisinya adalah sebagai berikut :
Program pencucian equipment terencana (schedule washing program) :
Adalah suatu program pencucian terhadap equipment yang sudah dijadwalkan.
Schedule pencucian equipment ada 3 macam :
1. Pencucian equipment sebelum & sesudah aktivitas maintenance
2. Schedule pencucian yang dilakukan saat equipment beroperasi, biasanya untuk equipment
track type, excavator, dozer, drilling, crusher, Barge loader dilakukan minimal satu minggu
sekali.
3. Pencucian unit yang dilakukan secara harian, contohnya : Pencucian Lubcar, Fuel Track ,
unit yang bekerja di area batubara, dilakukan setelah selesai melakukan aktivitasnya.
Kebijakan-kebijakan dalam prosedur pelaksanaan program pencucian eqipment :
1. Program pencucian equipment dilakukan sebelum dan setelah dilakukannya program
preventive maintenance.
2. Untuk equipment Track Type, terhadap tambahan untuk program pencucian equipment
yang dischedulekan dan dilakukan pada saat equipment status stand by. Plant Planner
berkoordinasi dengan Track Type GL, membuat schedule pelaksanaan program pencucian
equipment track type secara bulanan dan harus disetujui oleh Dept. Terkait (Production
Dept & Engeneering Dept).
3. PIC yang melakukan program pencucian equipment wajib mengetahui critical area dalam
pelaksanaan pencucian equipment untuk menghindari terjadinya insiden, diantaranya :
Untuk Barge loader
a. Idler
b. Pulley
c. Cleaner
d. Scrapper
Untuk A2B
a. Grill & fin radiator
b. Air cleaner area (pre cleaner)
c. Electrical parts (lampu, connector, area battery, dll)
d. Kaca & spion
4. Plant Group Leader wajib bertanggung jawab terhadap kualitas daripada program
pencucian equipment.
5. Untuk Support equipment (Fuel, Truck, Lubcar, Tower Lamp), dan unit yang bekerja di area
batubara pencucian dilakukan setiap hari.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 50
P2H (PROGRAM PEMERIKSAAN HARIAN)
Pre Use Check oleh Operator
Menjamin bahwa barge loader atau mesin benar-benar siap operasi
Mengetahui ketidaknormalan barge loader atau mesin lebih dini
Mengetahui opini pemakai tentang kondisi barge loader Atau mesin
INSPEKSI KONDISI
UMUM
CEK MOTOR CEK BELT AND
COVER CONDITION
CEK GRIZZLY
CEK
ALIGNMENT
CEK BELT
SCRAPER
CEK IDLER
CEK GALLERY
Gunakan segala sumber untuk memperoleh informasi kondisi equipment kita !!!
Libatkan operator dalam aktivitas maintenance !!!
Beberapa istilah dalam program preventive maintenance yang harus diketahui terlebih dahulu
adalah sebagai berikut :
Hour Meter (HM) :
Adalah lamanya equipment dioperasikan oleh operator dalam satuan jam alat.
Tread Tyre (mm) :
Adalah tebal tapak tyre dari base compound sampai dengan top tread, dengan satuan milimeter.
Job Card :
Adalah kartu instruksi kerja yang dikeluarkan sesuai nomor Work Order yang bersangkutan, yang
memuat nomor Work Order beserta deskripsinya, safety instruction, job instruction, dan
completion instruction termasuk didalamnya berupa bentuk commisioning dengan departemen
Produksi, terkait dengan RFU unit.
Work Order :
Adalah dokumen perintah kerja yang dikeluarkan melalui Ellipse yang memuat deskripsi pekerjaan
yang akan dilakukan, yang meliputi nomor equipment, status equipment, problem yang terjadi,
tipe maintenance, nama komponen, penanggung jawab pekerjaan, dll.
Form Preventive Maintenance :
Adalah formulir berupa check list yang dipergunakan sebagai media pencatatan data informasi
service petunjuk iem service, dan pengendalian item service
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 51
2.1.1 Program Periodic Inspection
Program Periodic Inspection dalam KMMS dibedakan menjadi 2, yaitu :
1. Pitstop :
Adalah suatu program pemeriksaan dan perawatan yang dikenakan untuk equipment type
wheel, yaitu dump truck, primemover, grader, arcitulate maupun wheel loader, yang
dilakukan secara periodic sesuai schedule yang telah disepakati oleh Department Plant,
Department Tyre, Department Logistic, Department Produksi dan Department
Engeneering.
2. Daily Check :
Adalah program pemeriksaan dan perawatan yang dikenakan untuk equipment tyre track,
termasuk didalamnya adalah excavator, dozer, big digger dan drilling, yang dilakukan
secara periodic sesuai dengan schedule yang telah disepakati oleh Dept Plant, Dept
Logistik, Dept Produski, Dept Engeneering.
3. Program daily Inspection conveyor type
Adalah suatu aktivitas pemeriksaan & perawatan equipment, yang dalam hal ini dikenakan
untuk Equipment conveyor type yang dilakukan secara daily sesuai schedule yang telah
disepakati antara Departemen Plant, Logistic Departemen, Departemen Produksi dan
Departemen Engineering. seperti penambahan oil, pemeriksaan keausan belt conveyor,
pengecekan kondisi component & bagian bagian kritis lain dari equipment.
Alur Proses Program Periodic Inspection
Kebijakan prosedur dalam pelaksanaan program periodic inspection adalah sebagai berikut :
Dalam pelaksanaan aktivitas program periodic inspection mengacu kepada prosedur yang
telah ditetapkan.
Untuk lebih meningkatkan kualitas program periodic inspecton, maka diperlukan Group
Leader khusus. Group Leader ini diwajibkan untuk selalu melaksanakan supervisi,
monitoring, kontrol serta final check terhadap aktivitas yang dilakukan.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 52
Monitoring terhadap achievement Program Periodic Inspection wajib dibuat laporannya,
direview pada weekly Plant KPI meeting serta dibuatkan PICA dan dilakukan follow up bila
terjadi penyimpangan terhadap target yang sudah ditetapkan.
Dalam kondisi dimana equipment tidak dapat dilakukan akrivitas program periodic
inspection karena stand by maka pemeriksaan dan perawatan equipment tersebut
dilakukan di area tempat equipment tersebut parkir.
Aktivitas yang ada dalam program periodic inspection adalah :
- Pitstop (Wheel Type) :
1. Aktivitas pengecheckan oleh mekanik berdasarkan check sheet yang sesuai EGI-nya.
2. Aktivitas refuelling oleh fuelman
3. Aktivitas pengecheckan oil level oleh crew lubcar
4. Aktivitas greasing oleh mekanik/crew lubcar
5. Aktivitas pengecheckan tyre oleh tyreman
- Daily check (Track Tye) :
1. Aktivitas penhechekan oleh mekanik berdasarkan check sheet sesuai EGI-nya
2. Aktivitas refuelling oleh fuelman
3. Aktivitas greasing oleh mekanik/crew lubcar
4. Aktivitas greasing oleh mekanik/crew lubcar
Dalam pelaksanaan aktivitas program periodic inspection harus tetap mengacu pada
kebijakan safety yang telah tertuang dalam operation manual program periodic inspection
baik untuk wheel type maupun track type.
Standard waktu pelaksanaan Program Pitstop adalah 15 menit, bila melebihi batas
toleransi, maka equipment dalam status Unschedule Breakdown.
Follow up temuan kerusakan dari aktivitas program periodic inspection kepada crew repair
atau mekanik program periodic inspection hanya untuk pekerjaan yang tidak dapat
dilakukan perbaikannya karena :
Memelukan waktu lebih dari aktivitas standard tersebut.
Memerlukan alat bantu lain yang tidak dimilikioleh crew Pitstop ataupun Field
Program Perodic Inspection.
Perbaikan tersebut jika dilakukan bukan pada saat idle time equipment maka statusnya
adalah Unschedule Breakdown.
Standing Work Order dibuat per-equipment dimana digunakan untuk mencatat pemakaian
sparepart, consumable pada equipment tersebut dan juga mencatat history pekerjaan
mekanik. Standing work order berlaku selama 1 bulan, dibuat pada awal bulan dan ditutup
pada akhir bulan.
Equipment-equipment yang melaksanakan aktivitas pit stop dan barge loader harus dalam
kondisi kosongan.
Group Leader bertanggung jawab atas pengendalian kualitas pekerjaan selama proses Pit
Stop – Field Daily Inspection.
Noted
team daily check harus selalu diupdate informasi breakdown , items backlog dan service dari unit
yang mereka periksa , sehingga diharapkan mereka lebih fokus didalam pemeriksaan dan tidak
menyamakan semua unit . ini salah satu teknik untuk menghilangkan kebiasaan tanam padi di
form checklist daily check
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 53
2.1.2 Program Periodic Service
Program Periodic Service adalah :
Suatu program perawatan terhadap equipment yang telah direncanakan sebelumnya, dengan
didukung oleh perencanaan spare parts (Aplikasi Parts List), berdasarkan check sheet masing-
masing equipment, dan aktivitas yang dilakukan (jenis PS) disesuaikan dengan pencapaian HM-
nya. Program Periodic Service untuk equipment yang memiliki ukuran HM untuk operating
statistiknya dilakukan setiap HM kelipatan 250 jam, dan dibagi dalam 4 program yaitu :
1. PS-250 : Service yang dilakukan setelah mencapai HM 250 jam & keliapatannya.
2. PS-500 : Service yang dilakukan setelah mencapai HM 500 jam & keliapatannya.
3. PS-1000 : Service yang dilakukan setelah mencapai HM 1000 jam & keliapatannya.
4. PS-2000 : Service yang dilakukan setelah mencapai HM 2000 jam & keliapatannya.
Sedangkan untuk program PS bagi equipment yang tidak memiliki ukuran HM untuk operating
statistiknya dilakukan setiap kelipatan hari operasi (30hari - 60hari – 90hari , atau kelipatan
lainnya).
3 point penting Periodik Service
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 54
Alur Proses Periodic Service
Beberapa hal yang perlu diperhatikan dalam program periodic service adalah sebagai berikut :
a. Penggunaan standard formulir dan terdokumentasi dengan baik dan standard form diisi
selama periodic service masih berjalan
b. Equipment dicuci sebelum dan sesudah periodic service dilakukan
c. Dilakukan pencucian radiator dengan pressure pump
d. Dilakukan Pre-Inspection Before Service untuk konfirmasi/Re-check Backlog yang ada serta
mengetahui kondisi awal unit
e. Standard formulir diisi selama periodic masih berjalan
f. Inspeksi kondisi equipment dilakukan selama periodic service
g. Semua deviasi hasil inspeksi dicatat, dievaluasi dan ditindak lanjuti
h. Gruop Leader melaksanakan supervisi, monitoring control terhadap pelaksanaan Periodic
Service
i. Final check dilaksanakan sebelum equipment dinyatakan RFU
j. Kelengkapan data pengecheckan masing-masing item dalam dokumen PS sebelum
equipment dinyatakan RFU
k. Redo PS direview, dievaluasi/analisa dan ditindak lanjuti jika terjadi penyimpangan
Kebijakan-kebijakan didalam program periodic service adalah :
1. Untuk proses Periodic Service, harus diawali dengan adanya aktivitas Recieving &
Inspection dengan menggunakan form QA1
2. Equipment wajib dilakukan pencucian sebelum dan sesudah dilakukannya aktivitas
periodic service
3. Pada saat pelaksanaan PS, minimal harus ada 3 mekanik yang sudah mempunyai
kompetensi Preventive Maintenance.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 55
4. Equipment dinyatakan Ready For Use (RFU) dari proses PS oleh Plant setelah proses final
check menyatakan bahwa equipment siap dioperasikan. Final check untuk aktivitas PS yang
dilakukan dilapangan adalah Group Leader atau mekanik yang ditunjuk oleh GL
berdasarkan kompetensi tertinggi, sedangkan untuk aktivitas PS di workshop, final check
wajib dilakukan oleh Group Leader. Waktu RFU adalah waktu saat CCR menerima laporan
equipment RFU dari Plant. Final check dilakukan dengan menggunakan form QA7 sebagai
guidance-nya.
5. Check sheet PS wajib digunakan sebagai guidance dalam pelaksanaan PS & harus selalu
dilakukan up dating setiap satu aktivitas yang terlewatkan. Group leader wajib memastikan
bahwa mechanic mengisi form PS setiap kali setelah melakukan satu item aktivitas.
6. Pada saat PS, wajib ada GL yang melakukan supervisi dan monitoring serta bertanggung
jawab atas kualitas pelaksanaan PS serta semua dokumentasi yang terdapat didalamnya.
Dokumen program Periodic Service (PS) :
1. Job Card
Adalah suatu lembar instruksi kerja yang dibuat oleh Planner dengan menggunakan system
Ellipse, sesuai dengan aktivitas yang harus dikerjakan (Work Order).
Dalam Job card memuat informasi :
a. WO Number & description equipment no, WO description, maintenance type, dll)
b. Safety instruction
c. Completion Instruction
d. Validasi PIC terkait (Plant Planner, Plant GL, & Production GL) & bukti commissioning
equipment RFU dari aktivitas PS
e. Actual lead time (hours)
f. Backlog Information (WO backlog yang belum diclosed di system Ellipse)
Untuk pengisian & tanda tangan pada job card adalah sebagai berikut :
1. Authorized by : ditanda tangani oleh Plant planner
2. Completed by : ditanda tangani oleh Plant Group Leader
3. Signature Of Foreman : ditanda tangani oleh Foreman prod, sebagai bukti
commissioning unit RFU dari proses maintenance
4. Actual hours : diisi waktu yang digunakan untuk pelaksanaan PS saja (lead time PS)
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 56
Contoh Job card PS
2. Cover Check Sheet PS
Adalah suatu check sheet yang digunakan untuk mencatat rangkuman aktivitas maupun
lead time setiap tahapan dalam pelaksanaan PS, yang harus diisi oleh mekanik maupun
Group Leader.
Pada cover check sheet PS, memuat data-data :
a. Data pelaksanaan PS : No WO, HM actual, tanggal, lead time, & total man power
b. Data lead time semua aktivitas PS, mulai dari penarikan equipment untuk aktivitas PS
sampai equipment RFU
c. Jumlah botol sample PAP, yang disesuaikan antara type PS & standard oil serta jumlah
botol samplenya
d. Total downtime & manhour PS – untuk mengetahui efektivitas jam kerja
e. Kolom final check yang harus dilakukan aktivitas final check sebelum equipment RFU,
dimana PIC final check adalah Group Leader.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 57
Diisi oleh mekanik
sesuai dengan job
card PS
Diisi oleh
mekanik sesuai
dengan
leadtime
activities
Diisi oleh group
leader
Check Sheet PS
Adalah form yang berisikan informasi mengenai standard aktivitas yang harus sesuai
dilakukan dalam pelaksanaan aktivitas periodic service. Check sheet PS ini sifatnya wajib
digunakan sebagai pedoman/guidance oleh mekanik dan GL dalam pelaksanaan PS. Check
sheet PS ini dibedakan untuk masing-masing EGI, dengan tujuan supaya lebih akurat
terhadap kritikal point yang harus dicheck, serta mempermudah melakukan monitoring
dalam aktivitas improvement di equipment / EGI yang bersangkutan.
Untuk kategori small equipment (non big digger), check sheet dibagi menjadi 3 bagian,
yaitu check sheet A, B, dan C, dengan aktivitas yang berbeda. Sedangkan untuk kategori big
digger, check sheet PS bisa dibagi menjadi 4 sampai 5 check sheet, disesuaikan dengan
jumlah man power yang dibutuhkan dalam pelaksanaan PS serta banyak sedikitnya item
aktivitas PS yang dilakukan.
Didalam check sheet PS ini, memuat informasi :
a. Equipment No
b. PS type (disesuaikan dengan HM saat PS)
c. Tanggal & HM actual saat PS
d. Item item aktivitas yang harus dilakukan mekanik
e. Item item yang harus dilakukan recheck/final check oleh GL (dengan ditandai adanya
kotak hitam bergaris tebal)
f. Nama mekanik pelaksana PS
g. Validasi terhadap semua aktivitas PS yang telah dilakukan
h. Petunjuk atau metode pengisian yang tepat
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 58
an
g isi
en S
d e P eet P
eto Sh
M e ck
Ch
Form QA1 – QA7. untuk semua model equipment
Untuk QA1 dilakukan sebelum equipment dicuci.
Sedangkan QA7 digunakan setelah semua aktivitas maintenance selesai & equipment sudah
dicuci.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 59
Lampiran temuan deviasi saat PS (Inspection Reports & Backlog Form)
Adalah suatu form yang digunakan untuk mencatat temuan maupun deviasi pada saat
melaksanakan inspeksi program periodic service, dari temuan terhadap kondisi yang tidak
standard. Inspection report ini berisikan problem-problem yang ditemukan, dilengkapi dengan
part number, untuk bisa dianalisa, apakah langsung bisa dilakukan perbaikan ataukah untuk
dilakukan backlog (dituliskan dalam kolom “status”).
Adapun backlog adalah suatu pekerjaan perbaikan yang tertunda, yang bisa diakibatkan :
a. Perlunya persiapan parts
b. Kerusakan masih bersifat gejala, & bisa diprediksikan kapan eksekusinya
c. Equipment masih bisa beroperasi dengan aman dan normal (factor safety).
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 60
2.1.3 Program Analisa Pelumas
Program analisa pelumas adalah suatu program perawatan predictive maintenance malalui analisa
kondisi pelumas yang dilakukan secara berkala (sesuai HM) untuk dapat melaksanakan follow up
perbaikannya. Program ini ditujukan untuk memonitor kondisi equipment dan mendeteksi gejala
kerusakan secara dini.
Tujuan PAP
- Mengetahui kondisi oli
- Mengetahui kontaminasi Oli
- Mengetahui tingkat keausan Logam
Ketiga parameter diatas saling mempengaruhi secara besaran dan tingkatannya
3 Point penting PAP
Metode pengambilan sample oil (PAP) ada 4 macam, yaitu :
1. Metode Drain
Adalah pengambilan oil sample dari drain plug oil.
2. Metode Vacum Pump
Adalah metode pengambilan oil sample dengan menggunakan pompa hisap/vacum pump
yang dilakukan dari bagian saluran dipstick oil.
3. Metode Port Sample Point
Adalah pengambilan oil sample yang dilakukan dari oil sample point khusus, yang biasanya
untuk mesin-mesin induatry. Untuk A2B, contohnya bila equipment dilengkapi dengan
filtakleen, maka di bagian bawah filter filtakleen ada suatu port khusus untuk pengambilan
oil sample.
4. Metode In-Line Simple
Adalah biasanya digunakan untuk system fluida yang bertekanan.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 61
Secara umumnya, di KPP, dalam pengambilan oil sample, menggunakan metode drain atau
metode vacum pump, disesuaikan dengan aktivitas yang diikuti dalam pengambilan sample PAP.
Untuk metode drain, dilakukan pada saat rencana/schedule penggantian oil, sedangkan jika tidak
adas schedule penggantian oil, maka digunakan metode vacum pump.
Point dalam PAP adalah analisa terhadap tend hasil PAP yang muncul dalam PAP Report,
sehingga lebih memudahkan dalam pengambilan keputusan untuk melakukan corrective action-
nya.
Kebijakan yang terdapat dalam prosedur program analisa pelumas adalah sebagai berikut :
1. Setiap equipment harus diambil sample PAP-nya secara terschedule pada saat menjalani
program periodic service, dengan melihat schedule pelaksanaan PS secara mingguan. Hal
ini bertujuan supaya report PAP dapat direview & dianalisa untuk follow up perbaikannya
pada saat PS.
2. Pengambilan sample PAP dapat dilakukan diluar shcedule yang telah ditetapkan, jika
memang diperlukan segera untuk menganalisa kondisi oil pelumas.
3. Pengambilan sample oil PAP untuk komponen yang memiliki program extend oil life tetap
dilakukan sesuai dengan standard interval pengambilan sample oli PAP.
4. Pengambilan sample dilakukan dengan kondisi sebagai berikut :
a. Komponen masih dalam kondisi panas
b. Belum terjadi pengendapan oli (oli dalam kondisi tercampur sempurna dengan
endapan yang ada)
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 62
c. Tool, botol, dan cara pengambilan sample harus dijaga kebersihannya dari kontaminasi
d. Pengisian dalam kartu sample PAP harus secara lengkap dan jelas sesuai dengan kolom
permintaan isian
5. Group Leader bertanggung jawab atas pengendalian kualitas proses dan pengambilan
sample PAP.
6. Analisa laboratorium tidak diperkenankan dilakukan lebih dari 5 hari sejak sample diambil.
Hasil analisa yang lebih dari 5 hari dinyatakan tidak berlaku. Untuk job site yang mengalami
kesulitan transportasi, standard diberlakukan 7 hari.
7. Pengiriman smaple PAP dari saat pengambilan sample sampai ke Department Logistik
maksimal 1 hari.
8. Setiap hasil analisa pelumas yang menunjukan suatu tidak normal (attention, urgent,
warning) harus segera dilanjuti dengan proses perbaikan dan laporannya dikirimkan ke
Plant Head Office.
9. Hasil analisa laboratorium setiap equipment/komponen harus dikompilasi oleh Planner.
Reports PAP harus dibuatkan trend kondisi hasil PAP, sebagai bahan evaluasi dan
pengendalian terhadap komponent atau equipment yang bersangkutan.
Pengisian Sampel Oli ke Dalam Botol :
Yang harus diperhatikan dalam pengisian oli ke dalam botol sampel PAP adalah:
1. Usahakan oli dalam kondisi panas.
2. Jaga kebersihan oli dari kontamisasi.
3. Volume oil sample minimal adalah 100 ml
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 63
Metode pengisian label PAP :
1. Nama Jobsite Tuliskan nama job site dimana PAP dilakukan
2. Model Unit Tuliskan model unit yang dilakukan PAP
3. Code No. Unit Tuliskan code no. Equipmentnya
4.Product Buatan Tuliskan nama factory pembuatnya
5. Komponen Tuliskan nama komponen yang diambil sample PAP-nya
6.Serial No Komponen : Tuliskan Serial No. komponennya, yang ada pada komponen
(khusus Engine/TM) name plate atau data dari Planner
7. Merk & SAE Pelumas : Tuliskan merk & SAE pelumas yang digunakan
Tuliskan pencapaian HM komponen,kalau sudah pernah
8. Service Meter since New
overhaul, cara penghitungannya adalah HM sekarang dikurangi
(umur unit) :
dengan HM saat dilakukannya overhaul component tersebut
9. Service Meter since Oil
Tuliskan umur oil, yang diperoleh dengan mengurangi HM saat
Change (Umur Oil)
dilakukannya PAP sekarang dengan HM saat PAP sebelumnya
:
10.Tanggal pegambilan
Tuliskan tanggal saat dilakukannya pengambilan sample
Sample
11.Nama Petugas Tuliskan nama PIC yang melakukan pengambilan sample PAP
12. NRP Tuliskan NRP yang melakukan pengambilan sample PAP
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 64
Alur proses PAP adalah sebagai berikut :
Adanya kebutuhan Isi kartu sampel Pengiriman
Membuat work Mengambil Pengujian sampel Report sampel
pengambilan dan ikat pada sampel ke
order samplel PAP PAP PAP
sampel botol laboratorium
Membuat report Yes Yes
Melaksanakan Segera difollow Sampel tidak
bulanan
follow up PAP up ? normal ?
performance PAP
No No
Backlog
Management
Tabel PAP Whell Type
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 65
Tabel PAP Track Type
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 66
2.1.4 Program Pemeriksaan Mesin (PPM)
Program pemeriksaan mesin adalah problem peralatan setiap 1000 HM dengan melakukan
pemeriksaan perfomance equipment secara rutin dan melakukan adjusment yang diperlukan
untuk membuat equipment berada dalam keadaan standard.
3 Point Penting PPM
Kebijakan dalam prosedur pelaksanaan PPM adalah sebagai berikut :
1. PPM dilaksanakan setiap interval 1000 jam operasi dan dilaksanakan bersamaan
waktunya dengan schedule periodic service.
2. PPM dapat dilakukan diluar interval 1000 jam jika memang diperlukan segera untuk
melakukan tes kondisi equipment.
3. Apabila PIC pelaksanaan PPM berhalangan maka PIC dapat digantikan oleh mechanic yang
berkompeten.
4. Equipment dinyatakan Ready For Use (RFU) dari proses PPM oleh Plant setelah proses final
check menyatakan bahwa equipment siap dioperasikan. Waktu RFU adalah waktu saat CCR
menerima laporan equipment RFU dari Plant.
5. Apabila equipment tidak segera dioperasikan setelah dinyatakan RFU oleh Plant maka
equipment dinyatakan dalam status stand by.
6. Melakukan kalibrasi diagnostic tools sekali dalam satu tahun, atau sesuai jenis
measurement tools dan spesifikasinya.
7. Group Leader bertanggung jawab atas pengendalian kualitas pekerjaan selama proses
Program Pemeriksaan Mesin
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 67
CONTOH FORM PPM
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 68
Data hasil PPM harus dibuatkan trend-nya sebagai bahan evaluasi dan pengendalian terhadap
komponent atau equiipment yang bersangkutan.
Critical point yang perlu diperhatikan dalam aktivitas PPM adalah ketercapaian terhadap limit
point yang ada di form PPM, dan hal ini pun harus dicompare degnan mereview trend hasil PPM
periode sebelumnya. Selain itu, tingkat akurasi tools yang digunakan untuk PPM harus terjaga,
dan hal pun harus didukung dengan pelaksanaan kalibrasi tools secara rutin.
Hasil Trend PPM yangtelah dibuat oleh STD, kemudian dianalisa serta disampaikan rekomendasi
follow up-nya (corrective action).
Alur Proses PPM adalah sebagai berikut :
Membuat work
Melakukan Memeriksa hasil No
Adanya jadwal order dan Menyiapkan tools Sesuai Bisa
diagnostik dan diagnostik
PPM menyiapkan PPM standard ? disesuaikan ?
pengukuran terhadap standard
standard formulir
Form PPM
Form PPM Form PPM Yes No
Yes
Membuat report No No
Membuat laporan Melakukan Butuh
bulanan Bisa ditunda ?
PPM adjustment sparepart ?
performance PPM
Yes
Backlog
Proses WR / PR
Management
PPM adalah salah satu tools yang paling effektif untuk mengetahui performance unit dan
performance komponent .
Performance unit diwakili dengan data-data cycle time , turning time , digging time , travel time ,
loading time dll . Tools yang dipakai adalah stop watch . Performance unit adalah hasil gabungan
semua performance komponent didalam unit tsb . Ketidak capaian pengukuran performance
kondisi unit yang dibarengi dengan ketidak capaian performance sebagian besar component
didalamnya bisa menjadi rekomendasi pekerjaan general overhaul ( GOH )
Performance component diwakili dengan data tekhnikal pengukuran masing masing component
seperti Component Engine adalah Rpm , blow by pressure , Oil Presusse , Boost Presure dll . Tools
yang dipakai adalah Presure gauge , Flow meter dll . Kondisi komponent adalah hasil performance
individual component tersebut . Ketidaktercapaian pengukuran component tsb bisa menjadi
rekomendasi dilakukan pekerjaan overhaul secara partial
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 69
2.1.5 Program Pemeriksaan Undercarriage (PPU)
Program Pemeriksaan Undercarriage adalah suatu program perawatan equipment yang dilakukan
secara berkala (sesuai HM) dengan melakukan pengukuran terhadap komponen Undercarriage
untuk mengetahui tingkat keausan sehingga waktu pergantian / rebuild komponendapat
direncanakan.
4 Point Penting PPU
Kebijakan yang ada dalam prosedur pelaksanaan PPU adalah sebagai berikut :
1. Plant Dept bertanggung jawab atas pelaksanaan PPU dan pembersihan equipment
sebelum dilakukannya PPU.
2. Dalam pelaksanaan PPU, wajib menggunakan check sheet PPU & tool yang akurat.
3. PIC tools management Plant site harus melakukan kalibrasi diagnostic tools sekali dalam
satu tahun, atau sesuai dengan jenis measurement tools dan spesifikasinya.
4. Interval PPU untuk Dozer dilakukan setiap 500 HM, sedangkan untuk excavator, shovel dan
drilling setiap 1000 HM.
5. Apabila PIC pelaksanaan PPU berhalangan, maka PIC dapat digantikan oleh mekanik yang
berkompeten terhadap aktivitas PPU.
6. Hasil pengukuran PPU harus dibuatkan trendnya, sebagai bahan evaluasi dan pengendalian
terhadap komponen atau equipment yang bersangkutan.
Kritikal dalam PPU adalah melakukan prediksi terhadap tingkat keausan yang dperoleh dari
pelaksanaan PPU, untuk melakukan persiapan atau pengadaan partsnya.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 70
Contoh Form PPU
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 71
Dari data diatas kemudian dapat dibuat grafiknya untuk memprediksi umur dari undercarriage
UNDERCARRIAGE
WEAR MEASUREMENT
D375A-5
D375A-5 DZ359
DZ333
Tipe Unit : D375A-5
PT. PAMAPERSADA NUSANTARA No Unit : DZ333
Serial Number : 19999
SITE :
A. Link Pitch
LH side
Date 13-Jan 21-Des 31-Jan 27-Mar 18-Mei 22-Jun 17-Jul 13-Jan 25-Mar 24-Apr 25-Mei 29-Jun 7-Agust 31-Jan 27-Mar 18-Mei 22-Jun 17-Jul
HM 4260 12812 13323 13908 14392 14690 14912 4260 4520 4954 5431 5862 6450 13323 13908 14392 14690 14912
HM Install 0 6255 6255 13650 13650 13650 13650 0 0 0 6255 13650 13650 13650 13650
NO Std New Limit Life Time 4260 6557 7068 258 742 1040 1262 0 0 0 4260 4520 4954 5431 5862 6450 7068 258 742 1040 1262 0 0
1 1121,2 1133,2
2 Worn % 69% 77% 82% 2% 15% 19% 27% 73% 23% 32% 40% 46% 51% 90% 2% 15% 21% 32%
REMAKS
Track Elongation LH Track Elongation RH
90%
100% 77% 82% 100%
80% 80% 51%
60% 60% 40% 46%
32% 32%
Length
Length
27% 23% 21%
40% 15% 19% 40% 15%
20% 2% 20% 2%
0% 0%
-20% -20%
4260 12812 13323 13908 14392 14690 14912 4260 4520 4954 5431 5862 6450 13323 13908 14392 14690 14912
Hour Meter Hour Meter
LH side RH Side
No Date 13-Jan 21-Des 31-Jan 27-Mar 18-Mei 22-Jun 17-Jul 13-Jan 25-Mar 24-Apr 25-Mei 29-Jun 7-Agust 31-Jan 27-Mar 18-Mei 22-Jun 17-Jul
Std New Limits HM 4260 12812 13323 13908 14392 14690 14912 4260 4520 4954 5431 5862 6450 13323 13908 14392 14690 14912
HM Install 0 6255 6255 13650 13650 13650 13650 0 0 0 6255 13650 13650 13650 13650 0
Life Time 4260 6557 7068 258 742 1040 1262 0 0 0 4260 4520 4954 5431 5862 6450 7068 258 742 1040 1262 0 0 0
1 56 43
2 Worn % 48% 72% 79% 3% 7% 16% 25% 46% 3% 11% 19% 23% 33% 81% 4% 8% 13% 28%
Link Height LH Link Height RH
100% 79% 100% 81%
72%
80% 80%
Length
Length
60% 60% 33%
25% 23% 28%
40% 16% 40% 19% 13%
7% 11% 4% 8%
20% 3% 20% 3%
0% 0%
4260 12812 13323 13908 14392 14690 14912 4260 4520 4954 5431 5862 6450 13323 13908 14392 14690 14912
HM Meter HM Meter
LH Side RH Side
200% 200%
0% Date 13-Jan 21-Des 31-Jan 27-Mar 18-Mei 22-Jun 17-Jul 13-Jan 25-Mar
0% 24-Apr 25-Mei 29-Jun 7-Agust 31-Jan 27-Mar 18-Mei 22-Jun 17-Jul
1 1
No Std New Limits HM 4260 12812 13323 13908 14392 14690 14912 4260 4520 4954 5431 5862 6450 13323 13908 14392 14690 14912
HM Install 0 6255 6255 13650 13650 13650 13650 0 0 0 6255 13650 13650 13650 13650 0
Life Time 4260 6557 7068 258 742 1040 1262 0 0 0 4260 4520 4954 5431 5862 6450 7068 258 742 1040 1262 0 0 0
1,0 75,0 50,0
2 Worn % 90% 105% 116% 8% 19% 26% 29% 98% 14% 25% 35% 43% 68% 119% 9% 16% 27% 28%
Grouser Shoe LH Grouser Shoe RH
140% 116% 140% 119%
120% 105%
120%
100% 100%
68%
Length
Length
80% 80%
60% 60% 43%
29% 35% 27% 28%
40% 19% 26% 40% 25%
14% 9% 16%
8%
20% 20%
0% 0%
4260 12812 13323 13908 14392 14690 14912 4260 4520 4954 5431 5862 6450 13323 13908 14392 14690 14912
HM Meter HM Meter
LH Side RH Side
No Std New Limits Date 13-Jan 21-Des 31-Jan 27-Mar 18-Mei 22-Jun 17-Jul 13-Jan 25-Mar 24-Apr 25-Mei 29-Jun 7-Agust 31-Jan 27-Mar 18-Mei 22-Jun 17-Jul
HM 4260 12812 13323 13908 14392 14690 14912 4260 4520 4954 5431 5862 6450 13323 13908 14392 14690 14912
HM Install 0 6255 6255 13650 13650 13650 13650 0 0 0 6255 13650 13650 13650 13650 0
Life Time 4260 6557 7068 258 742 1040 1262 0 0 0 4260 4520 4954 5431 5862 6450 7068 258 742 1040 1262 0 0 0
1 67,6 57,6
2 Worn % 130% 77% 123% 10% 39% 54% 61% 130% 10% 26% 42% 58% 75% 134% 11% 33% 50% 60%
Carrier Roller LH 1 Carrier Roller RH 1
123% 134%
150% 150%
77% 75%
Lenght
100% 61% 100%
Lenght
54% 58% 50% 60%
39% 42% 33%
50% 50% 26%
10% 10% 11%
0% 0%
4260 12812 13323 13908 14392 14690 14912 4260 4520 4954 5431 5862 6450 13323 13908 14392 14690 14912
HM Meter HM Meter
Alur proses PPU adalah sebagai berikut :
Membuat work
Adanya jadwal order dan Menyiapkan tools Melakukan Memeriksa hasil Melebihi batas Yes Perlu segera No Backlog
PPU menyiapkan PPU pengukuran pengukuran standard ? diganti ? Management
standard formulir
Form PPU
Form PPU Form PPU
No Yes
Membuat report
Membuat report Melakukan
bulanan Proses WR / PR
PPU pergantian
performance PPU
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 72
2.1.6 Program Pemeriksaan Attachment (PPA)
Program Pemeriksaan Attachment adalah salah satu program perawatan equipment yang
dilakukan secara berkala (sesuai HM) yang di-integrasikan dengan program Periodic Service (PS)
dengan interval setiap 250 HM dengan melakukan visual check, pengukuran sesuai check list dan
diagnostik serta pelaksanaan minor repair, reinforcement dan adjusment untuk kondisi abnormal
(tidak sesuai standard) yang sifatnya mendesak serta pembuatan Schedule Backlog, yang
ditujukan untuk mempertahankan perfomance unit sesuai dengan standard.
3 Point Penting PPA
Kebijakan-kebijakan dalam program PPA adalah sebagai berikut :
1. Plant Departemen bertanggung jawab atas pelaksanaan maintenance dan pembersihan
unit sebelum maintenance.
2. Program perawatan Attachment dilaksanakan bersama-sama dengan pelaksanaan
program periodic service sehingga tidak memerlukan waktu khusus untuk pelaksanaan
PPA.
3. Pelaksanaan PPA dilakukan oleh senior Welder/Mechanic yang telah berpengalaman
dalam melaksanakan tugas perawatan bucket dan work attachment lainnya.
4. Apabila PIC pelaksanaan PPA berhalangan maka PIC dapat digantikan oleh mekanik yang
berkompeten dan mengetahui tentang proses perawatan Attachment.
5. Plant site bertanggung jawab untuk melakukan kalibrasi diagnostic tools & Equipment yang
dipergunakan untuk pelaksanaan Program Pelaksanaan Attachment dan Rekondisi
bucket/working attachment lainnya, dilakukan minimal satu kali dalam satu tahun atau
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 73
sesuai rekomendasi pembuat peralatan tersebut yang tercantum pada buku petunjuk
pemakaian alat atau lainnya.
Check sheet PPA ( Bucket ).
PPA harus dengan pengukuran, sehingga
pengisian check sheet tidak hanya tanda V
atau X saja, namun dengan mencantumkan
angkanya.
Buat Trend PPA
Proses Review & Analisa hasil
Buat Rekomendasi
Prepare tools, parts & schedule repair
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 74
Dilakukan
dengan
pengukuran
Dilakukan
dengan visual
check
Alur proses Program Pemeriksaan Attachment (PPA):
Membuat work
Yes No
Adanya jadwal order dan Menyiapkan tools Melakukan Memeriksa hasil Melebihi batas Perlu segera Backlog
PPU menyiapkan PPA pengukuran pengukuran standard ? diganti ? Management
standard formulir
Form PPA
Form PPA Form PPA
No Yes
Membuat report
Membuat report Melakukan
bulanan Proses WR / PR
PPA pergantian
performance PPA
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 75
2.1.7 Midlife Overhaul
Midlife Overhaul adalah suatu Rebuild/replacement berkala atas komponen kecil/asesoris dengan
dasar setengah standard umur komponen besar/engine :
Misal umur (life time) standard engine 12000 HM, maka mid life di HM 6000, atau tergantung dari
standard life time komponen yang telah ditetapkan dan disepakati bersama.
Tujuan utama Midlife Overhaul adalah mencegah terjadinya kerusakan premature pada
equipment akibat penurunan normal perfomance kompenen kecil (minor componen).
Minor component yang dilakukan aktivitas midlife adalah sebagai berikut :
1. Alternator
2. Starting motor
3. Nozzle/Injector
4. Compressor
5. Transfer chute
6. Turbocharge
7. Water Pump
8. Cylinder Hydraulic
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 76
2.1.8 Overhaul
Overhaul adalah proses pemeliharaan berkala (Periodical Maintenance) untuk meremajakan
kondisi komponen yang mengalami penurunan unjuk kerja dalam kurun waktu tertentu yang
sudah dijadwalkan sesuai standard yang direkomendasikan oleh pabrik atau standard yang dibuat
oleh management Perusahaan. Planning Overhaul yang dibuat oleh Management Perusahaan
selain berdasarkan life time component, juga bisa berdasarkan predictive maintenance yang
dilakukan. Adapun predictive maintenance yang dibuat berdasarkan estimasi kerusakan
parts/komponen dan data tersebut adalah hasil dari analisa historical VHMS, fuel burn yang
dibuat oleh STD Officer.
Dalam program overhaul, dikenal beberapa istilah :
a. Master Plan Overhaul adalah rencana komponen overhaul dalam satu tahun kedepan
berdasarkan standard umur komponen dan Service Meter Reading yang disusun pada
akhir bulan Oktober tahun berjalan.
b. Overhaul bulan berjalan (N0) adalah overhaul yang terjadi pada bulan berjalan.
c. Fix Schedule Overhaul dua bulan (N1) dan tiga bulan (N2) adalah overhaul yang
direncanakan jatuh tempo pada dua dan tiga bulan kedepan.
d. Component Stock Item adalah component yang statusnya inventory asset yang disediakan
untuk mendukung pelaksanaan program compoenent exchange.
Beberapa dokumen yang wajib ada pada saat pelaksanaan aktivitas overhaul, yaitu :
1. QA (Quality Assurance), dimana ada 7 macam QA, yaitu :
a. QA1 : Receiving
b. QA2 : Disassembling
c. QA3 : Perfomance Test
d. QA4 : Assembling
e. QA5 : Measurement
f. QA6 : Cleaning
g. QA7 : Final check
2. JSS (Job Schedule Sheet)
3. Check sheet, Job card, LWO, LKM, Daily aktivities Report
4. Data pendukung yang lain, seperti SOP, Shop Manual, dll.
Form MechanicOverhaul Activities, yang merupakan untuk mencatat semua aktivitas mekanik
secara hariannya.
Alur proses overhaul :
Adanya No
Penerimaan Disassembly dan Cleaning parts Proses Parts masih
component Proses WR / PR
component pengukuran dan storage pemeriksaan parts bisa dipakai
overhaul
Form QA1 Form QA5
Yes
Finishing & Assembly
Performance test Proses assembly
repainting preparation
Form QA3 Form QA4
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 77
2.1.9 Program Analisa Condition Monitoring (VHMS, PLM, KOMTRAX, C200)
VHMS :
VHMS (Vehicle Health Monitoring System), adalah sebuah system condition monitoring pada unit
Big Machines KOMATSU yang berfungsi untuk mengetahui data histori kondisi unit. Dari data yang
terdapat dalam VHMS kita dapat melakukan analisa mengenai kondisi engine, cooling sistem,
RPM, fuel burn, dll. Dari data-data tersebut diharapkan dapat dilakukan analisa mengenai system
pada engine maupun unit. Untuk dianalisa dan menentukan perbaikan lebih lanjut.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 78
Aplikasi VHMS dapat digunakan untuk mengetahui kondisi unit secara aktual saat dioperasikan.
Selain itu beberapa hal yang bisa diperoleh dari VHMS adalah :
Untuk mendapatkan suatu data yang bisa dimonitor melalui VHMS ada beberapa hal yang perlu
dilakukan, sebagai berikut:
1.Download VHMS Dari Equipment.
2. Upload Data VHMS Ke Software VHMS Bagus Untuk Membaca Data Trendnya.
3. Proses Analisa Data Trend VHMS.
4. Rekomendasi Follow Up Yang Harus Dilakukan Ketika Terjadi Data Abnormal.
5. Eksekusi Pada Saat Service Atau Repair.
6. Monitoring hasil perbaikan
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 79
Beberapa contoh data yang bisa didapatkan dari VHMS adalah sebagai berikut :
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 80
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 81
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 82
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 83
PLM :
PLM adalah singkatan dari Pay Load Meter. Dari data yang terdapat dalam PLM kita dapat
melakukan analisa pembebanan yang diberikan pada unit. Dalam kasus ini adalah banyaknya
muatan yang diberikan kepada unit. Dari data muatan yang diberikan tersebut kita dapat
melakukan analisa muatan dan dampak terhadap unit. Selain itu data ini juga digunakan untuk
mengukur produktivitas oleh Dept Engineering maupun Produksi.
Kebijakan-kebijakan dalam Program Analisa VHMS dan PLM adalah sebagai berikut :
Dilakukan download VHMS dan PLM minimal setiap 250hm
Dilakukan analisa terhadap data VHMS dan PLM , kemudian mengeluarkan rekomendasi
yang harus dilakukan team lapangan.
PIC yang melakukan download VHMS dan PLM adalah mechanic yang sudah mempunyai
competency.
Hasil download diserahkan kepada STD / Technical Engineer untuk dianalisa
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 84
2.2 Unschedule Breakdown
Breakdown :
Adalah tidak dapat beroperasinya equipment (alat) secara optimal dan aman sesuai fungsi utama,
sehingga perlu dilakukan pengecheckan dan perbaikan.
Unschedule Breakdown :
Adalah kerusakan yang tidak terencana pada saat equipment sedang atau akan beroperasi.
Unschedule Down Time :
Adalah total waktu dimulai sejak alat dilaporkan breakdown oleh Group Leader Production ke CCR
sampai selesai dilakukan perbaikan dan dinyatakan RFU oleh Plant Department dan dilaporkan ke
CCR.
Kebijakan-kebijakan yang tertuang dalam SOP Unschedule Breakdown adalah sebagai berikut :
1. Unit breakdown unschedule dilapangan yang mengganggu aktivitas operasi (Produksi) dan
berada dalam kondisi dan lokasi yang tidak aman semaksimal mungkin diusahakan untuk
ditarik ke tempat yang aman.
2. Kriteria Unit breakdown yang harus ditarik ke work shop adalah :
a. Posisi unit yang reakdown mengganggu aktivitas operasi (produksi)
b. Untuk proses perbaikan (repair) membutuhkan fasilitas / tools yang spesifik atau waktu
perbaikan yang cukup lama.
3. Unit yang breakdown dilapangan (Pit), merupakan prioritas pertama yang harus segera
dilakukan proses perbaikan (repair).
4. Mekanik wajib membersihkan/mengumpulkan limbah/material sisa repair yang ada
disekitar lokasi kerja untuk mencegah terjadinya pencemaran lingkungan.
5. Breakdown unscheduled mulai berlaku setelah laporan diterima oleh petugas CCR dan
harus dibuatkan Work Ordernya dan diinformasikan ke Plant Dept.
6. Work order yang telah terlanjur dibuat oleh CCR tetapi setelah dicheck oelh mekanik
ternyata equipment teryata tidak mengalami kerusakan maka work order tersebut bisa
didelete atau dimodify oleh CCR dengan persetujuan pihak Plant dan Produksi.
7. Permintaan material request harus mengacu pada nomor work order yang sesuai.
8. Historical kerusakan equipment yang dicatat pada lampiran work order sebelum di input
ke sistem Ellipse.
Kebijakan-kebijakan yang tertuang didalam SOP Proses Pencatatan Unschedule Breakdown
adalah sebagai berikut :
1. Breakdown unschedule mulai berlaku dan harus segera dicatat saat inforamasi diterima
oleh petugas CCR.
2. RFU mulai berlaku saat petugas CCR menerima informasi dari Plant Department, bahwa
unit siap operasi.
3. Petugas CCR bertanggung jawab untuk memastikan bahwa semua informasi telah diterima
oleh pihak yang dituju.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 85
Alur Proses Unschedule Breakdown
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 86
2.3 Fabrikasi
Fabrikasi :
Adalah suatu proses perbaikan atau rekondisi komponen atau pun equipment yang membutuhkan
pengerjaan, pengelasan, pembututan dan line boring.
Workshop Fabrikasi :
Adalah workshop yang berfungsi sebagai tempat pelaksanaan fabrikasi komponen ataupun
equipment.
Form Permintaan Fabrikasi :
Adalah formulir yang harus di isi oleh mekanik yang didalmnya memuat instuksi untuk
menjelaskan fabrikasi (rekondisi) dan dilengkapi dengan gambar.
Kebijakan-kebijakan yang terdapat dalam SOP Fabrikasi adalah sebagai berikut :
1. Setiap komponen atau item yang akan difabrikasi, harus dianalisa dahulu sebelumnya
apakah memang masih layak untuk dilakukan fabrikasi.
2. Komponen atau item yang akan difabrikasi harus ditempatkan pada lokasi yang telah
ditentukan sebelum dikirim ke workshop fabrikasi ataupun supplier.
3. Komponen atau item yang telah selesai difabrikasi, harus diperiksa kembali oleh mekanik
ataupun group leader untuk memastikan apakah hasil fabrikasi sesuai dengan permintaan
yang tertera pada Form Permintaan Fabrikasi.
4. Group Leader bertanggung jawab atas pengendalian kualitas pekerjaan selama proses
Fabrikasi.
Form Permintaan Fabrikasi
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 87
Alur Proses Fabrikasi
Membuat form Yes
Adanya kebutuhan Membuat work Butuh material
permintaan Internal ?
fabrikasi order ?
fabrikasi
Form FR
Form FR 2
Form FR 1
No
No
Yes Melakukan
Menerima Sesuai
fabrikasi sesuai Membuat PR Membuat WR / PR
komponen permintaan ?
permintaan
Contoh Fabrikasi :
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 88
2.4 Program Non Destrucktive Test (NDT)
Program NDT adalah program pengecekan terhadap material yang berpotensi crack atau
component yang dilakukan untuk mengetahui kondisi material atau component tersebut. Tanpa
terjadinya kerusakan pada component tersebut.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 89
2.5 Tyre Maintenance & Repair
Program Tyre Maintenance & Repair adalah :
Salah satu program perawatan tyre yang dilakukan secara terencana dan berkala dengan
melakukan rolling/rotasi tyre, check pressure, remove & install, serta pelaksanaan minor dan
mayor repair juga adjusment untuk kerusakan yang langsung ditemukan maupun yang telah
direncanakan (backlog), yang ditujukan untuk meningkatkan lifetime tyre sesuai yang di targetkan.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 90
2.5.3 Check Pressure
Adalah salah satu program maintenance tyre dengan melakukan inspeski pressure yang
direncanakan (target KPI) untuk dilakukan analisa dan adjustment sesuai standar pressure
berdasarkan manufacturing.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 91
2.5.4 Period End (Tread)
Adalah salah satu program maintenance tyre yang direncanakan dengan pembaharuan
data ketebalan tread yang kemudian akan di up date pada sistem untuk mengetahui
abrasi yang terjadi pada tyre dengan meliputi pencocokan serial number tyre dan
pencatatan hours meter pada unit untuk mengetahui cost per hours dari tyre.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 92
2.5.5 Rolling & Match Tyre
Adalah salah satu program maintenance tyre dengan melakukan penggantian tyre terencana,
sesuai dengan target umur yang telah dicapai tyre depan (front), untuk kemudian dirolling ke rear.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 93
2.5.6 Inspeksi Enviro
Adalah salah satu program maintenance tyre dengan melakukan inspeksi kondisi lapangan dengan
di koordinasikan departemen terkait dalam meningkatkan kondisi lapangan yang lebih baik untuk
meningkatkan life time tyre sesuai target.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 94
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 95
2.5.7 Tyre Remove & Install
Pada pelaksanaan Remove & Install Tyre wajib mengisi Form Tyre Change terlebih dahulu, dan
dilakukan validasi oleh GL. Tyre.
Contoh Form Daily Tyre Change Record
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 96
ELEMENT 4. BACKLOG MANAGEMENT
A. Definisi
Backlog :
Adalah suatu pekerjaan yang ditunda pelaksanaannya dikarenakan secara analisa teknis kerusakan
tersebut tidak mengganggu operasional unit (safety dan perfomance).
Perbaikan backlog dikategorikan schedule backlog adalah :
1. Pelaksanaan perbaikannya dilakukan pada saat unit tidak produktif (tidak memotong jam
operasi unit).
2. Pelaksanaan perbaikan bersamaan waktunya dengan periodic service dan hal itu perlu
dikomunikasikan dahulu dengan pihak produksi mengenai estimasi durasi perbaikannya
(saat daily koordinasi).
3. Pelaksanaan perbaikan memotong jam operasional unit, tapi 1 hari sebelumnya sudah
dikonfirmasi ke pihak produksi (saat daily koordinasi) dan tidak mempengaruhi setting
fleet.
Proses backlog dapat terjadi, selain dikarenakan kerusakan yang ditemukan masih berupa gejala
dan equipment masih aman untuk beroperasi, juga didukung adanya keterbatasan sebagai
berikut:
1. Terkendala dengan jumlah man power yang kurang
2. Belum tersedianya spare parts
3. Memerlukan persiapan dalam penyediaan special tools
4. Ketersediaan area eksekusi (workshop)
5. Support sarana yang terbatas, seperti mesin las beserta weldernya, water truck.
Proses backlog bisa terjadi akibat adanya deviasi yang ditemukan pada saat aktivitas :
1. Daily check (track type)
2. Pitstop (wheel type)
3. P2H
4. Program periodic service
Pekerjaan perbaikan (proses eksekusi backlog) akan dilaksanakan pada saat equipment tidak
produktif atau pada saat pelaksanaan periodic maintenance (program periodic service).
B. Kebijakan Prosedur
Kebijakan- kebijakan yang ada dalam prosedur backlog management adalah sebagai berikut :
1. Setiap backlog harus selalu dibuatkan work ordernya sebagai history kerusakan equipment
per major component.
2. Jika eksekusi backlog akan dilaksanakan, pastikan sudah dikoordinasikan 1 hari
sebelumnya dengan departemant terkait.
3. Eksekusi backlog bisa dilakukan jika pemenuhan spare part secara full supply (jika
membutuhkan spare part).
4. Part backlog yang pemenuhannya sudah full supply harus diambil dalam tempo maksimal 2
x PS dan jika tidak jadi digunakan harus direturn mengacu ke point 6.
5. Part backlog jika pemenuhan spare partnya belum terpenuhi sampai 2 x PS, maka spare
part tersebut perlu dire-confirm ke Dept. Logistik untuk pemenuhannya.
6. Part backlog yang tidak jadi digunakan harus membuat berita acara dan direturn ke gudang
dalam tempo H+2 dengan fasilitas Credit Return.
7. Untuk kriteria backlog yang kategorinya major komponen secara work order adalah
schedule backlog, tetapi untuk alokasi costnya adalah unschedule.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 97
8. Check sheet backlog harus divalidasi oleh group leader, apabila status dari pada kerusakan
yang terjadi sudah dilakukan action perbaikan oleh mekanik (status “closed”).
Contoh Form Backlog / Inspection
Backlog / Inspection report berisi informasi mengenai problem yang terjadi beserta
kebutuhan partnya, tanggal problem dan status dari backlog tersebut.
Status backlog dibagi menjadi dua kriteria, yaitu:
1.Normal, apabila temuan tersebut dapat diaction pada PS berikutnya.
2.Kritikal / Urgent, apabila temuan tersebut harus di action sebelum PS berikutnya
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 98
Contoh Form Serah Terima Backlog
Adalah form yang berisi informasi mengenai trouble/backlog yang akan diserah-terimakan
dari maintenance crew ke repair crew untuk dilakukan perbaikan lanjut.
Form serah terima backlog harus dibuat oleh maintenance crew apabila pekerjaan PS
sudah selesai dan pekerjaan backlog masih berlanjut. Apabila pekerjaan backlog dapat
diparalel dengan pekerjaan PS dan waktu pekerjaannya masih dalam rentang waktu PS,
maka pekerjaan backlog tersebut tidak perlu dibuatkan serah terima.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 99
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 100
ELEMENT 5. PARTS MANAGEMENT
A. Definisi
Parts Management :
Parts Management adalah Element didalam KMMS yang berfungsi untuk mengatur standard item
parts yang harus diganti, dikeluarkan serta digunakan untuk setiap pelaksanaan aktivitas
Preventive Maintenance (Periodical Service, Midlife, Overhaul, atau Repair).
Parts Management mengatur 2 aktivitas besar yang meliputi :
1. APL (Application Parts List) Management : Prosedur Pembuatan APL
2. Parts Requisition Management : Prosedur Permintaan & Pengembalian Parts
APL Management
APL Management memberikan pedoman kepada PIC (Person In Charge) dalam melakukan
standarisasi item parts yang dibutuhkan untuk aktivitas Preventive Maintenance (Periodical
Service, Midlife dan Overhaul) berdasarkan Historical transaksi maupun berdasarkan perubahan
rekomendasi dari pabrik pembuatannya.
Contoh APL :
1. APL Program Periodic Service
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 101
2. APL untuk Program Remove & Install (R&I)
Untuk APL R&I, bisa jadi tidak semuanya diorder. Mekanik dan GL wajib menganalisa part sisa
yang kemungkinan umurnya masih pendek dan dapat digunakan kembali, tanpa mengurangi
kualitas proses maintenance/ R&I yang dilakukan.
Dalam melakukan pemeriksaan dan analisa tersebut mekanik harus koordinasi dengan GL, supaya
GL secepatnya dapat menginformasikan hal tersebut ke Planner, sehingga tidak terjadi “double
order”.
Beberapa akibat yang muncul karena terjadinya double order APL :
1. Biaya maintenance tinggi
2. Apabila parts dikirim ke workshop, dapat mengakibatkan kondisi workshop tidak rapih,
karena parts menumpuk.
3. Parts dapat tebuang sia-sia, bila tidak segera melakukan pengembalian ke Logistic Dept
(sistem Credit Return)
4. Menimbulkan tindakan-tindakan yang tidak diinginkan, bisa jadi pencurian terhadap orang
lain, karena parts masih layak pakai atau baru
5. Perlu tenaga yang lebih untuk melakukan penyimpanan, pengamanan, maupun dalam
merapihkan area kerja / workshop, dsb.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 102
Parts Requisition Management
Parts Requisition digunakan untuk memberikan pedoman dalam proses permintaan parts /
komponen, mulai dari Pembuatan MOL, Warehouse Requisition / Purchase Requisition, Credit
Return, hingga follow up pengiriman parts ke PIC Plant Department.
B. Kebijakan Prosedur
Kebijakan-kebijakan yang terdapat dalam SOP APL Management adalah sebagai berikut :
1. Application Parts List (APL) untuk setiap aktivitas Preventive Maintenance (Periodic
Service, Midlife dan Overhaul) akan berlaku global diseluruh distrik.
2. Person In Charge dalam melakukan perubahan Application Parts List (APL) adalah Technical
Officer (TO) PLD Dept dan disesuaikan dengan spesipikasinya.
3. Jika ada penambahan diluar standard APL harus membuat warehouse requisition secara
manual.
4. Perubahan Application Parts List (APL) dilakukan secara periodic yaitu 6 bulan sekali atau
berdasarkan kesepakatan saat dilangsungkannya workshop / meeting STD, dan
berdasarkan historical transaksi melalui report Ellipse oleh Technical Officer masing-
masing spesialisasinya.
5. Semua APL yang diorder wajib dipasang, namun apabila APL sisa, dikarenakan adanya parts
bekas yang masih layak pakai (reusable parts) untuk meminimalisasi biaya maintenance,
maka APL sisa tersebut harus segera dikembalikan ke Department Logistik dengan
menggunakan sistem Credit Return, mengacu ke SOP Parts Requisition. Pengembalian
parts dilakukan setelah aktivitas selesai, namun sebelum WO ditutup.
Kebijakan-kebijakan yang terdapat dalam SOP Parts Requisition adalah sebagai berikut :
1. Parts Requisition berlaku untuk setiap aktivitas Preventive Maintenance (Periodical
Service, Midlife dan Overhaul), aktivitas Repair Unscheduled, maupun aktivitas lainnya
yang memerlukan permintaan komponen dan berlaku global di seluruh distrik KPP.
2. Termasuk di dalam proses Parts Requisition ini adalah : pembuatan MOL, dan pembuatan
Warehouse Requisition / Purchase Requisition, serta mekanisme pengembalian komponen
(Credit Return).
3. Setiap requisition yang dibuat wajib diketahui dan di validasi oleh PIC terkait yang telah
terlampir.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 103
C. Alur Proses
APL Management
Sebelum dilakukan order parts APL, akan lebih baik bila dikoordinasikan / meeting terlebih dahulu
antara mekanik, GL & Planner, terutama untuk membahas kemungkinan adanya parts yang masih
layak digunakan (reusable parts).
Parts Requisition Management
Sebelum dilakukan Requisition, mekanik terlebih dahulu membuat MOL (disarankan dilakukan
oleh mekanik senior pada proses ini) dan telah divalidasi oleh GL. Plant, proses ini harus dilakukan
dengan cermat, sehingga parts yang di order sebisa mungkin tidak ada yang sisa pada saat
dilakukan eksekusi
Adanya Kebutuhan Create Mechanic Order Create Proses maintenance
Requisition List (MOL) WR / PR eksekusi
Ya
Create Ada Parts
Credit Return Sisa?
Tidak
Selesai
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 104
ELEMENT 6. TECHNICAL ANALYSIS
A. Definisi
Technical Analysis :
Adalah subuah pendekatan teknis untuk mengetahui bagaimana suatu equipment, component
(parts ataupun tyre), atau konstruksi bekerja sekaligus mengumpulkan data untuk diolah menjadi
sebuah improvement yang bertujuan agar tidak terjadi kegagalan di kemudian hari, sehingga
meningkatkan kehandalan atau Reliability sebuah equipment atau component.
Technical Analysis merupakan suatu analisa teknik yang mendalam terhadap equipment atau
component dalam kondisi apapun (baik peralatan yang mengalami unschedule, premature, atau
alat yang membutuhkan treatment tertentu seperti Extend Component Lifetime, kebutuhan untuk
Maintenance Improvement, Program Maintenance Reduction Cost, dll) dengan
mempertimbangkan segi frekuensi breakdown, leadtime breakdown dan biaya yang dikeluarkan,
dimana hasil analisa diberikan kepada:
1. Plant Dept. Site,
2. Plant Development Department Head Office, Technical Officer
3. Departement lain (Produksi, Engeneering, Logistik) atau,
4. Others: factory, material, bengkel luar dll, untuk dilakukan tindakan yang diperlukan.
Damage Core :
Adalah suatu potongan/bagian dari component yang mengalami kerusakan, yang akan dilakukan
technical analysis.
Tyre Failure :
Adalah suatu potongan/bagian dari tyre yang mengalami kerusakan, yang akan dilakukan
technical analysis.
Scrap Tyre Analysis:
Adalah analisa mendalam terhadap tyre yang harus dilakukan scrap.
Technical Joint Investigation :
Adalah suatu pertemuan yang dilakukan oleh pihak Plant dengan pihak terkait, yang bertujuan
untuk melakukan investigasi terhadap temuan atau indikasi kerusakan yang terjadi serta data-data
informasi yang sudah dikumpulkan, untuk dicari akar penyebab maupun analisa yang lebih dalam.
Technical Analysis Report :
Adalah Technical Report yang dibuat berdasarkan technical joint investigation yang ditanda
tangani oleh team Technical Joint Investigation.
Rekomendasi :
Salah satu bentuk report / laporan dari analisa terhadap kerusakan yang terjadi, yang berisikan
langkah-langkah yang harus dilakukan oleh PIC terkait, sehubungan dengan PICA yang telah
dihasilkan beserta analisa didalamnya, yang diharapkan dapat mengurangi atau bahkan
menghilangkan kerusakan yang sama dimasa yang akan datang.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 105
Rekomendasi ini tidak hanya ditunjukan oleh internal Plant Dept saja, namun juga untuk
Department terkait lainnya seperti Production Dept, Engeneering Dept, maupun Logistic Dept
(untuk dihubungkan ke vendor)
Technical analysis ini meliputi proses pengambilan data, proses scrap tyre analisis, penggunaan
analisis, penentuan prioritas perbaikan, sampai implementasi perbaikan serta monitor kontrolnya.
Output dari adanya Technical analisis ini adalah terjadinya improvement didalam Maintenance
Strategy baik terhadap proses maintenance ataupun cost efficiency.
B. Kebijakan Prosedur
Kebijakan-kebijakan dalam SOP Technical Analysis ini adalah sebagai berikut :
1. Dalam pelaksanaan join investigasi harus melibatkan terkait yaitu: Operation, Engineering
& Logistik maupun Vendor.
2. Dalam kondisi dimana tidak dapat dilakukan aktivitas analisa kerusakan internal
keterbatasan fasilitas, maka dilakukan pengiriman damage core ke laboratorium eksternal
untuk di analisa.
3. Dalam pelaksanaan aktivitas Technical Analysis harus tetap mengacu kepada kebijakan
safety.
4. Rekomendasi dari aktivitas Technical Analysis yang dilakukan oleh Site Technical Dev. (STD)
yang berpengaruh terhadap strategi maintenance, harus dilakukan registrasi oleh Plant
System Development Officer, dan standarisasi terhadap improvement standard
maintenance, yang kemudian disosialisasikan ke seluruh site.
5. Yang melakukan koordinir mengenai pembuatan Technical Analysis yaitu Site Technical
Development (STD).
C. Alur Proses
Adapun secara lebih detailnya, Macro Process yang terdapat dalam Technical Analysis adalah
sebagai berikut :
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 106
Critical Points yang harus diperhatikan dalam aktivitas technical analysis, selain kebijakan yang
sudah ada di element 6 adalah sebagai berikut :
1. Pareto problem yang dibuat harus berdasarkan data Ellipse.
2. Pareto problem tersebut direview setiap minggunya & dibuatkan PICA deviasinya
3. PICA pareto problem difollow up secara berkesinambungan & terdokumentasi dengan
baik.
Contoh Paretto Technical Analysis
Dari pareto trouble
yang
terjadiberdasarkan
data Ellipse,
dibuatkan follow
up actionnya yang
dituangkan di
dalam PICA
Didalam Technical Analysis juga dilakukan Scrap Tyre Analysis yang berfungsi untuk mengontrol
populasi tyre yang akan di scrap pada sebuah jobsite, mulai dari pengecekan fisik hingga
pembuatan berita acara tyre scrap.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 107
Tyre yang harus di scrap tentu harus melewati beberapa parameter dan pengukuran terlebih
dahulu sebelum layak untuk dinyatakan scrap.
Parameter tersebut meliputi :
1. Pengecekan kondisi fisik tyre (apakah masih bisa untuk di repair?)
2. Pencatatan jumlah dan jenis luka (wounded) pada tyre
3. Pengecekan umur dan Thread Utilitation Ratio (TUR) pada tyre
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 108
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 109
ELEMENT 7. PLANT PERFORMANCE MEASUREMENT
A. Definisi
Performance Measurement
Adalah pengukuran terhadap performance baik ketepatan dalam pembuatan (Maintenance
Planning Accuracy), pencapaian Performance Availability (PA) equipment, Kehandalan Equipment
(MTBF), perbandingan jumlah manpower terhadap aktivitas maintenance nya (Maintenance Ratio
/ MR) maupun performance dari para mekaniknya (MTTR) serta KPI yang lainnya.
Hubungan Planning dan Setting target
Planning dan setting target terkait tidak secara langsung , oleh karena itu untuk mencapai Setting
target perlu dikondisikan dan dipertegaskan baik melalui workshop komitment dan team Task
Force . Misal
Secara perhitungan sesuai std life maintenance unit pada HM 10.000 – 20000 yg PA nya 85 % ,
namun karena kebutuhan produksi maka PA unit tsb disetting target PA 90 % . untuk itu perlu
dibentuk team task force dan dibuat komitement bersama untuk mencapai target PA 90 % .
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 110
Key Performance Indicator (KPI)
Adalah suatu alat indikator yang digunakan untuk mengetahui tingkat keberhasilan suatu aktivitas.
KPI yang adadi Plant Division diantaranya adalah sebagai berikut :
1. Achievement program maintenance :
Yaitu : Prosentase yang menunjukan perbandingan antara program maintenance yang
dilakukan sesuai schedule dengan rencana schedule yang telah ditetapkan.
Rumus :
∑ Program maintenance yang terlaksana x 100%= ... %
∑ Program maintenance
Program maintenance yang dimaksud diantaranya adalah :
a. Program PS
b. Program PAP
c. Program PPM
d. Program PPU
e. Program PPA (PPB)
f. Program periodic inspection (Daily Check & Pitshop)
g. Midlife
h. Fix plan Overhaul
2. PA (Physical Availability)
Yaitu : Angka yang menunjukan seberapa besar prosentase tingkat kesiapan alat untuk
operasi.
Rumus :
∑ Schedule Time(MOHH) – R&M Time x 100% = ... %
∑Schedule Time(MOHH)
3. MTBF (Mean Time Between Failure)
Yaitu : Angka yang menunjukan tingkat kepercayaan terhadap alat dalam memenuhi
tujuan yang diharapkan, yang dihitung dari beberapa jam rata-rata alat tidak terjadi
kerusakan / tidak timbul WO Unschedule, dengan mengacu kerusakan pada suatu
komponen.
Rumus :
∑ Total jam operasi = ... jam
Total frekuensi BUS
4. MTBS (Mean Time Between Shutdown)
Yaitu : Menunjukan tingkat kepercayaan terhadap alat dalam memenuhi tujuan yang
diharapkan, yang yang dihitung dari beberapa jam rata-rata alat tidak dilakukan aktivitas
maintenance, baik schedule maupun unschedule.
Rumus :
∑ Total jam operasi = ... jam
Total Frekuensi (BS+BUS)
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 111
5. MTTR (Mean Time To Repair)
Yaitu : Angka yang menunjukan lama waktu rata-rata penanganan repair yang tidak
terjadwal terhadap suatu alat.
Rumus :
∑ Total waktu kerusakan tidak terjadwal = ... jam
Total Frekuensi BUS
6. Achievement Backlog
Yaitu : Angka yang menunjukan perbandingan antara jumlah WO backlog yang terncana
dengan WO backlog yang direncanakan.
Rumus :
∑ WO backlog yang tereksekusi x 100% = ... jam
∑ WO backlog yang direncanakan
7. Achivement Redo PS
Yaitu : Prosentase yang menunjukan perbandingan antara pelaksanaan service equipment
yang gagal (diulang) dengan pelaksanaan seluruh service equipment.
Redo PS : Kerusakan yang tidak terencana (breakdown unschedule) yang terjadi dalam
waktu maksimal 3 hari setelah unit tersebut RFU dari program periodic service.
Rumus :
∑ Re-do Service x 100% = ... %
∑ Service yang dilaksanakan
8. Respon Time
Yaitu : Waktu rata-rata mekanik sampai dilokasi equipment untuk memperbaiki equipment
yang dilaporkan mengalami kerusakan, dihitung mulai diterimanya informasi breakdown
dari CCR sampai dengan mekanik sampai ditempat equipment breakdown.
Rumus :
∑ (jam sampai lokasi – jam terima informasi dari CCR)
∑ Informasi yang diterima
9. R & M Cost
Yaitu : Angka yang menunjukan total biaya R & M yang dikeluarkan per-jam per-EGI.
Rumus :
∑ Total biaya repair & maintenance = ... $/Jam/EGI
∑ Total working hours
10. Oil Consumption
Yaitu : Angka yang menunjukan jumlah pemakaian oil dalam liter selama satu jam operasi
dari suatu equipment berdasarkan EGI-nya.
Rumus :
∑ Jumlah pemakaian Oil = ... Liter/Jam/EGI
∑ Total working hours
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 112
11. Mechanic Effective Working Hours
Yaitu : Prosentase yang menunjukan perbandingan antara jumlah kerja efektif mekanik
dengan jumlah jam yang tersedia (available).
Rumus :
∑ Jam kerja Efektif mekanik = ... jam/hari
∑ Hari kerja mekanik yang tersedia
12. Aging WO Closing
Yaitu : Angka yang menunjukan prosentase pencapaian WO yang ditutup sesuai kriteria.
Perhitungan WO yang ditutup berdasarkan waktu dimana pekerjaan repair selesai
(berdasarkan laporan mekanik). Prosentase WO Closing dirumuskan sebagai berikut :
∑ WO yangsudah ditutup x 100% = ... %
∑ WO yang dibuat dan aktivitas sudah
13. Breakdown Unschedule (duration)
Yaitu : Angka yang menunjukan perbandingan antara besarnya jumlah jam breakdown
equipment yang tidak terjadwal dengan jumlah total jam breakdown equipment.
Rumus :
∑ Jam Non-schedule maintenance x 100 % = ... %
∑ Total jam maintenance
14. Maintenace Ratio (MR)
Yaitu : Angka indicator yang menunjukan jumlah usaha yang dibutuhkan untuk menjaga
peralatan dalam pelayanan serta efisiensi pemanfaatan tenaga kerja yang dikerahkan dan
efektivitas tenaga kerja dalam melaksanakan tugasnya.
Rumus :
∑ Maintenance & Repair Man Hours = ... MR/Unit/EGI
∑ Total Operating Hours
MOHH dan Turunanya
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 113
Adapun untuk KPI tyre diantaranya adalah sebagai berikut :
1. Achievement program tyre maintenance :
Yaitu : Prosentase yang menunjukan perbandingan antara program maintenance yang
dilakukan sesuai schedule dengan rencana schedule yang telah ditetapkan.
Rumus :
∑ Program maintenance yang terlaksana x 100%= ... %
∑ Program maintenance yang terencana
Program maintenance yang dimaksud diantaranya adalah :
a. Daily Check Tyre Pressure
b. Period End (Tread)
c. Inspeksi Enviro
d. Rolling / Rotasi Tyre
e. Retourque
2. Lifetime Tyre
Yaitu : Angka yang menunjukan life time tyre mulai dari fitment (pemasangan) sampai
dengan defitment (pelepasan)
3. Tyre Premature Loss
Yaitu : angka yang menunjukkan % jumlah kerusakan premature pada tyre sebelum pada
waktunya (sesuai dengan standard lifetime) dalam 1 periode.
Rumus:
∑ Populasi Tyre Premature = ...%/Bulan
∑ Populasi Tyre Scrap
4. Downtime Tyre
Yaitu : Angka yang menunjukan pencapaian durasi perbaikkan ban per EGI / Per ukuran
ban dengan satuan jam pada periode yang ditentukan.
Problem Identification And Corrective Action (PICA)
Adalah suatu aktivitas penyelesaian suatu masalah mulai dari proses identifikasi permasalahan,
analisa penyebab serta tindakan perbaikan yang dilakukan.
B. Kebijakan Prosedur
Dalam SOP Performance Measurement, terhadap beberapa kebijakan sebagai berikut :
1. Dalam pelaksanaan semua meeting agenda dan bahan harus dipersiapkan sebelum
meeting dilaksanakan.
2. Dalam pelaksanaan daily meeting diharukan melakukan review aktivitas sebelumnya dan
merencanakan aktivitas 48 jam kedepan.
3. Setelah pelaksanaan meeting selesai peserta meeting diwajibkan membuat PICA dan
melakukan follow up-nya dan akan di review pada meeting berikutnya.
4. Pengiriman DBR dilakukan maksimal sebelum jam 13.00 WIB ke Plant Head Office.
5. Pengiriman Monthly Report dilakukan maksimal tgl 10 setiap bulannya ke Head Office.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 114
C. Alur Proses
Proses performance measurement dapat dilihat lebih jelas pada alur proses berikut ini :
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 115
Contoh KPI Plant
KEY PERFORMANCE INDICATOR 2012
PROCESS LEVEL (SITE DEPARTEMEN
HEAD)
DEPARTMENT : PLANT DEPT - MINING CONTRACTOR
NO KPI ITEMS UNIT TARGET OWNER
1 Physical Availability
- Fleet Equipment ( A2B ) % Sesuai IBS SH, DH
- Support Equipment ( SSE ) % Sesuai IBS SH, DH
- Crusher % Sesuai IBS SH, DH
- Bargeloader % Sesuai IBS SH, DH
- Power House % Sesuai IBS SH, DH
2 Mechanical Availability
- Fleet Equipment ( A2B ) % 75% SH, DH
- Support Equipment ( SSE ) % 75% SH, DH
- Crusher % 75% SH, DH
- Bargeloader % 75% SH, DH
- Power House % 75% SH, DH
3 Maintenance Program
Planner ,
Daily Inspection / Pit Stop % 90%
STD
Planner ,
PS (Program Service) % 100%
STD
PAP (Program Analisa Planner ,
% 100%
Pelumas) STD
PPU (Program Planner ,
% 90%
pemeriksaan U/C) STD
PPA (Program Planner ,
% 80%
pemeriksaan Attachment) STD
Overhaul ( achievement Planner,
% 85%
base on fix plan) DH , STD
Planner,
Midlife % 80%
STD
PPM ( Program Planner,
% 85%
pemeriksaan Mesin ) STD
Mean Time Between Failure
Jam GL
4 (MTBF) 80
5 Mean Time To Repair (MTTR) Jam 4 GL
6 Unscheduled Breakdown % 45% GL
7 Repair & Maintenance Cost
DH , SH ,
- COR % IBS Sesuai IBS Planner
DH , SH ,
- COB USD 95% Planner
Life time Component ( Komatsu
8 )
DH, SH
,STD,
Engine ( original ) HM 18.000 Planner
DH, SH
,STD,
Engine ( Ex OVH ) HM 14.000 Planner
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 116
DH, SH
,STD,
Transmision ( original ) HM 14000 Planner
DH, SH
,STD,
Transmision ( Ex OVH ) HM 10000 Planner
Life time Component ( Non
Komatsu )
DH, SH
,STD,
Engine ( original ) HM 14.000 Planner
DH, SH
,STD,
Engine ( Ex OVH ) HM 10000 Planner
DH, SH
,STD,
Transmision ( original ) HM 12000 Planner
DH, SH
,STD,
Transmision ( Ex OVH ) HM 10000 Planner
Backlog Realization (Actual vs GL, STD,
9 Plan) % 85% Planner
10 Technical warranty
Technical claim report ( STD,
evidence ) Jumlah 100% Planer
STD,
Warranty accepted % 80% Planer
11 KppMMS Audit % 90% DH
12 QUALITY IMPROVEMENT
Sugestion System (SS) base on
qty mekanik ea/year 2 All
QCC ( ikut konvensi KPP ) ea/year 2 All
13 Sertifikasi mekanik
Total point kelulusan sertifikasi (
max point pertahun ) 70% GL
kelulusan FGDP ( D3 & S1 ) 90% DH
14 SHE
- ACP % All
- CP % All
- SR % All
-
FR % All
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 117
CONTOH KPI PLANT DEPT (BASE ON POSITION)
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 118
ELEMENT 8. MAINTENANCE IMPROVEMENT
A. Definisi
Ide Perbaikan ( SS )
Adalah sistem untuk menampung usulan tertulis dari karyawan yang merupakan hasil pemikiran
dan percobaan sehingga dapat membantu kelancaran proses kerja berupa peningkatan, efisiensi
productivitas, dan kualitas kerja atau hal-hal yang memperbaiki lingkungan kerja.
QCC (Quality Control Circle)
Adalah salah satu bentuk improvement yang dilakukan secara berkelompok, dengan visi/misi atau
tujuan yang sama ke arah perubahan yang lebih baik, dengan menerapkan 8 langkah perbaikan,
yaitu seperti pada gambar dibawah ini :
B. Sumber – sumber Improvement
Sumber –sumber Improvement adalah sebagai berikut :
1. Core Value
2. Presiden Message
3. Plant Policy Management
4. Activity Plan
5. Key Performance Indicator
6. Table of Duty
7. Hasil Audit
8. Improper operation
C. Follow Up Audit
Audit KMMS dilakukan setahun 2 x , yaitu dibulan Juni dan Nopember , sebagai Follow Up Audit
dibuatkan PICA , dari PICA tersebut Plant site diharapkan melakukan program improvement untuk
menclose PICA yg ada .
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 119
8 Step dalam improvement :
Penjelasan Gambar
STEPS 1 OBJECTIVES TOOLS OUTPUT
Menganalisa Situasi Membentuk Team & Brainstorming, Check Profile Team &
dan Menentukan Milestone, Analisa Sheet, Stratification, Milestone, Data,
Tema situasi dan Paretto Diagram, Problem Statement,
menemukan masalah, Histogram, Scatter Project Scope, Project
mengumpulkan dan Diagram, Kano Model, Case Statement
analisa data, memilih Voice of Costumer
proyek perbaikan yang (VOC), CTQ Tree,
strategis, perjelas Control Chart / Line
masalah dengan Chart / Run Chart
“Problem Statement”,
buat project scope,
project case statement
STEPS 2 OBJECTIVES TOOLS OUTPUT
Menetapkan Target Menentukan ukuran Brainstorming, Check Kinerja saat ini, target
kinerja, Mengukur Sheet, Stratification, proyek perbaikan
kinerja saat ini, Paretto Diagram,
Menetapkan target Histogram, Voice of
kinerja setelah project Costumer, Control
perbaikan Chart / Line Chart /
Run Chart
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 120
STEPS 3 OBJECTIVES TOOLS OUTPUT
Analisa dan Melakukan analisa Brainstorming, Akar masalah, akar
Menemukan Faktor / kondisi yang ada Fishbone / penyebab masalah
Sumber Penyebab (ANAKONDA), Relationship Diagram,
Masalah menentukan akar Paretto Diagram,
penyebab masalah, Scatter Diagram
validasi terhadap akar
penyebab masalah
STEPS 4 OBJECTIVES TOOLS OUTPUT
Mencari ide-ide & Mencari ide-ide 5W2H, Matrix Sumber penyebab
merencanakan perbaikan, memilih Pemilihan Solusi (What), Ide-ide Solusi
perbaikan ide-ide perbaikan (How), Alasan
pemilihan ide
perbaikan (Why),
Lokasi (Where),
Penanggung Jawab
(Who), Biaya
Perbaikan (How Much)
STEPS 5 ACTIVITIES
Implementasi Perbaikan Activities :
Implementasi ide-ide perbaikan
Deliverable :
Deskripsi Perbaikan
STEPS 6 OBJECTIVES TOOLS OUTPUT
Evaluasi hasil Memeriksa hasil Check Sheet, Paretto Deskripsi kondisi
perbaikan perbaikan Diagram, Histogram, sebelum dan sesudah
Control Chart perbaikan
STEPS 7 OBJECTIVES TOOLS OUTPUT
Standarisasi Hasil Membuat Standarisasi Check Sheet, Standard Proses yang
Perbaikan & Rencana Stratifikasi, Control Baru (SOP, INK, STD)
Pencegahan Chart
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 121
STEPS 8 OBJECTIVES TOOLS OUTPUT
Perbaikan Berikutnya Tema & Judul Brainstorming, Check Profile Team & Tema,
perbaikan berikutnya Sheet, Stratification, Milestone, Data
Paretto Diagram, Problem Statement,
Histogram, Scatter Project Scope, Project
Diagram, Kano Model, Case Statement
Voice of Costumer
(VOC), CTQ Tree,
Control Chart / Line
Chart / Run Chart
8.1 Program Improvement TFT ( TASK FORCE TEAM )
Salah satu KPI Plant adalah PA , dimana semua aktivitas bermuara disana . Integrasi dari semua
aktivitas yang ada bisa digambarkan dalam 10 step diabawah ini
Contoh Step Improvement Plant Performance
1. Contoh Push ON
Backlog Execution
Midlife Overhaul
Plan Overhaul base on Component
Plan General Overhaul
2. Contoh Reduce Time
Reduce Redo Activity
Reduce lead time Overhaul ( Remove Install )
Reduce lead time Overhaul ( Ordinary )
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 122
Reduce lead time Midlife
Reduce lead time Repair
Reduce lead time Machine Trouble Shooting
Reduce lead time Service
Reduce lead time Cleaning
Reduce lead time Traveling
Reduce lead time Reporting
Reduce lead time Waiting part
3. Contoh Update Informasi
Update Equipment condition
Update PAP data
Update PPM data
Update PPU data
Update PPB data
Update History BD unit
Update APL ( service , midlife , overhaul )
Update VHMS data
Update Fuel consumption data
Update Oil consumption data
Update VHS data
4. Contoh Increase Quality
Increase Quality of check
Increase Quality of Service
Increase Quality of Repair
Increase Quality of Midlife
Increase Quality of Overhaul ( Remove Install )
Increase Quality of Overhaul ( ordinary )
Increase Cleaning Quality
5. Contoh Extend life time
Extent life time Overhaul comp
Extent life time GET
Extent life time Undercarriage
6. Contoh Evaluation
Evaluation performance Equipment
Evaluation Mechanic Effectiveness
Evaluation TSR mechanic
Evaluation Elipse reporting
7. Make Claim
Make Technical Analysis Report ( TAR )
Make Warranty Claim
Make Insurance Claim
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 123
8. Invest & Recruit
Invest New Equipment
Invest replacement Tool
Invest replacement facility
9. Develop
Develop competency Administration
Develop competency mechanic
Develop competency Instructor
Develop competency Group Leader
Develop competency Planner
Develop competency Section Head
Develop competency Dept Head
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 124
ELEMENT 9. MANPOWER MANAGEMENT
9.1. Konsep Manpower Management
Secara umum system pengembangan Plant people berbasis system kompetensi
dikelompokkan didalam 4 point yang saling berinteraksi yaitu
- Program Development
- Program Training
- Program Evaluation
- GL Wali
Program Development Plant
Berdasarkan posisi :
- Mekanik
- Group Leader
- Planner
- Site Technical Development / Plant Engineer
- Section Head
- Kabag / Dept. Head
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 125
Untuk setiap posisi mempunyai program development , program training dan program
evaluation khusus , disesuaikan dengan matrix kompetensinya yang tercantum dalam HRD
Book
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 126
Contoh standard kompetensi di Plant
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 127
9.2. Program Pemagangan Mekanik
Program Pemagangan Mekanik :
Adalah suatu program yang merupakan tanggung jawab sosial perusahaan dalam mempersiapkan
calon angkatan tenaga kerja dengan diberikan pengetahuan dan keterampilan untuk siap bekerja
dlingkup perawatan alat-alat berat.
1. Tahapan pertama bagi mekanik magang adalah KBMC (KPP Basic Maintenance Course)
atau pelatihan yaitu bekerja dalam lingkup perawatan alat-alat berat, dengan melalui
pelatihan secara teori, praktikal, multimedia, uji coba dan evaluasi.
2. OJT (On the Job Training) adalah dimana fase siswa belajar langsung pelaksanaan
perawatan alat-alat berat di area kerja yang dibimbing oleh senior mekanik atau Plant
Group Leader atau Mechanic Instruktur.
3. Siswa magang dinilai oleh user dan diserahkan ke TC,kemudian dari TC diserrahkan ke HR
untuk diproses lebih lanjut.
4. Evaluasi dalam program pemagangan menggunakan sistem gugur, artinya bila siswa tidak
lulus pada salah satu tahap akhir akan langsung dinyatakan gagal/terminasi.
5. Siswa mekanik magang dapat diangkat menjadi karyawan Kontrak/PKWT 1 (Pekerja
Kontrak Waktu Tertentu) bila :
a. Hasil Evaluasi OJT dinyatakan perform
b. Hasil sertifikasi kompetensi teknik mencapai nilai minimal 25 poin.
6. Waktu kontrak mekanik magang (MM) adalah 6 bulan dan bisa diperpanjang 1 tahun,
sebagaimana SK yang berlaku. Satu bulan sebelum kontrak berakhir, setiap mekanik
magang harus dievaluasi baik teknis maupun attitudenya.
7. Faktor elligibility termasuk salah satu persyaratan mekanik bisa lulus setifikasi antara lain
TSR (Technical Service Report), Suggestion system, Surat Peringatan.
9.3. Mechanic Competency Assessment
KMDP (KPP Mechanic Development Program) :
Adalah sistem pengembangan kompetensi mekanik yang terprogram, teratur dan terkendali untuk
menjadikan mekanik yang kompeten dan terakui sesuai dengan kebutuhan Maintenance
Operasional KPP.
IDP (Individual Development Plan) :
Adalah rancangan pembinaan kompetensi mekanik yang terprogam, mengacu kepada pekerjaan
yang ditangani, sesuai dengan kebutuhan masing-masing site.
ATMP (Annual Training Master Plan) :
Adalah rancangan training yang disusun setiap tahun (minimal 2 training) untuk menunjang
kompetensi mekanik.
Gathering Experience (GE) :
Adalah proses pengumpulan pekerjaan yang dilakukan mekanik untuk menunjang kebutuhan site
yang sesuai dengan LWO mekanik.
Setiap mekanik yang telah memiliki Gathering Experience sebanyak 3x, maka berhak mengambil
kompetensi sesuai dengan training yang sudah diikuti.
MeCA (Mechanic Competency Assessment)
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 128
Adalah suatu proses pembinaan mekanik dimana mekanik ditera/dicheck atas level kompetensi
yang dimiliki, baik skill maupun knowledge, berdasarkan standard uji yang telah ditetapkan untuk
mengetahui GAP kompetensi yang dimiliki dengan kompetensi standard.
Pelaksanaan penerangan dalamproses MeCA dilakukan atasan lansung (Group Leader)
Ketentuan bisa mengikuti MeCA :
Memiliki Gathering Experience sebanyak 3x
Lulus dari training yang relevan dengan kompetensi tersebut
Sertifikasi :
Adalah proses uji kompetensi dengan validasi atas kompetensi yang dikembangkan dengan
standard kriteria kelulusan yang sudah ditetapkan.
Pelaksanaan sertifikasi sebanyak 2x periode dalam 1tahun yang dieksekusi oleh Tim
Sertifikator
Syarat mengikuti sertifikasi :
a. Lulus Training
b. Memenuhi standard Frekuensi Gathering Experience
c. Lulus MeCA
d. Memenuhi standard minimal jumlah TSR
e. Memenuhi standard minimal jumlah SS
f. Tidak ada alfa
g. Tidak ada SP
Hasil yang didapat dari sertifikasi adalah berupa point yang diatur berdasarkan kompetensi
yang ada, yang mempengaruhi pada setiap grade mekanik.
Kemudian Klasifikasi point yang didapat dari hasil sertifikasi disesuaikan dengan Surat SK yang
disetujui oleh Direksi
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 129
9.4. Plant Staff Development Program (PSDP)
Individual Development Planning :
Adalah rencana pengembangan kompetensi karyawan sesuai dengan tuntutan pekerjaan dan
kebutuhan perusahaan.
Individual Development Plan (IDP) :
Adalah dokumen yang memuat rencana pengembangan kompetensi dan pribadi karyawan pada
periode tertentu.
Annual Training Master Plan (ATMP) :
Merupakan rencana pelatihan tahunan sebagai hasil kompilasi usulan pelatihan yang disampaikan
melalui IDP (Individual Development Planning).
Fresh Graduate Development Program (FGDP) :
Adalah program karyawan kontrak yang direkrut dari lulusan perguruan tinggi (D4, S1 atau yang
lebih tinggi)
Plant Trainee :
Adalah program karyawan kontrak yang direkrut dari lulusan perguruan tinggi (D2 atau D3)
Time Frame OJT :
Adalah Time Frame work yang disusun sedemikian rupa untuk Trainee sehingga pola pembinaan
yang bersangkutan dapat terfokus dan lebih tajam, dimana evaluasi akan dilakukan setiap dua
bulan sekali untuk menilai apakah yang bersangkutan sudah cukup kompeten untuk frame yang
diberikan.
On the Job Training (OJT) :
Adalah sistem training dilapangan untuk Fresh Graduate Development Program (FGDP) atau Plant
Trainee yang bertujuan untuk mengisi kompetensi dasar para trainee untuk dapat menduduki
posisi sebagai staff yang diproyeksikan sesuai dengan kompetensi yang mereka miliki.
Hal yang perlu diperhatikan dalam tahapan PSDP adalah sebagai berikut :
A. Fresh Graduate Development
1. Setiap Fresh Graduate Development Trainee memiliki standard time frame aktivitas yang
harus diselesaikan & dipresentasikan tepat waktu
2. Masa Kontrak Trainee adalah 1(satu) tahun dan dapat diperpanjang bila kompetensi yang
dimiliki belum mencukupi standard yang ditentukan
3. Setiap Trainee FGDP wajib memiliki mentor site
4. Mentoring kepada FGDP dilakukan secara rutin sekali dalam seminggu
5. Setiap presentasi FGDP harus dihadiri Plant staff yang terkait
6. Hasil evaluasi FGDP harus dilaporkan ke HRD site dan Head Office
7. Penilaian presentasi harus menggunakan form penilaian yang standard
8. Fresh Graduate Trainee/Plant Trainee dapat diangkat menjadi karyawan tetap setelah
melalui proses OJT dan lulus dari proses assessment yang berupa evaluasi akhir
(presentasi) di Job site dan Head Office tentang Improvement yang telah dibuat dan
dijalani selama yang bersangkutan di Jobsite.
9. (FGDP setiap akan cuti wajib presentasi di jobsite dan setiap akan kembali ke site wajib
presentasi di HO)
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 130
B. Plant Staff Development
1. Penilaian kompetensi Individu harus dilakukan secara regular
2. Harus ada proses komunikasi dalam melakukan Evaluasi Kompetensi Individu antara atasan
dan bawahan
3. Kebutuhan Development Vocational Staff harus dimasukan kedalam ATMP
4. IPPA dilakukan dengan proses komunikasi dalam melakukan penilaiannya
5. Wajib dilakukan personal contact kepada staff secara rutin, dan terdokumentasi di Plant
Dept. Head
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 131
GL Wali
Program GL Wali bertujuan untuk memantau seluruh kegiatan dan aktivitas mekanik agar tercipta
proses aktivitas pekerjaan yang lebih efisien dari sisi cost dan leadtime, dan dari sisi mekanik akan
lebih termonitor flow development dan kebutuhannya
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 132
Noted
GL Wali adalah kombinasi dari aktivitas utama GL yaitu supervisi , problem solving , komunikasi
dan people development , dimana diterjemahkan didalam aktivitas keseharian seperti crewing
mekanik / bagi job , sharing knowledge , personal contact mekanik , Monitoring IDP dan Meca
mekanik . Selain itu terdapat aktivitas spesifik GL yaitu OJI , Review Egibility mekanik , Evaluasi
LKM dan Gatehring experience dan Coaching counseling .
GL dikatakan sudah melakukan GL Wali jika sudah konsistent melakukan 8 type aktivitas diatas .
1 GL Wali membawahi 7 – 10 mekanik .
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 133
ELEMENT 10. EQUIPMENT MANAGEMENT
Di dalam Element 10. Equipment Management, terdapat 4 hal utama pengaturan terhadap
equipment, yaitu :
1. Relokasi Equipment & Tyre
2. Disposal Equipment & Tyre
3. Insurance Equipment & Tyre
4. Warranty Equipment and Tyre
10.1. Relokasi Equipment & Tyre
Relokasi Equipment :
Adalah suatu system yang mengatur perpindahan status equipment maupun tyre dari suatu distrik
yang lainnya.
10.2. Disposal Equipment & Tyre
Adalah equipment ataupun tyre yang secara ekonomis dan atau teknik sudah tidak bisa digunakan
lagi sesuai dengan fungsi dan manfaatnya. Aspek yang perlu dipertimbangkan sebelum equipment
ditetapkan sebagai Disposal Equipment & Tyre antara lain adalah :
1. Umur equipment & Umur Komponen (HM)
2. Availability equipment
3. Nilai buku equipment (Book value)
4. Kondisi fisik equipment yang dituangkan dalam dokumen Condition Alat-alat Berat (CAAB)
dan 4 foto sisi
5. Analisa biaya repair (ABR) bila unit tsb direkondisi dan dicompare dengan new price unit
maksimal <70%
6. Cost per hours standard vs actual
Nilai buku :
Adalah harga perolehan atau harga barang pada saat dibeli dikurangi akumulasi penyusutan.
Fixed Asset Disposal (FAD) :
Adalah pemberitahuan secara online dalam FAM system yang menyatakan adanya unit yang di-
disposal. FAD dibuat oleh Plant Area Dept. Haed, disetujui oleh Plant Direktur, dan diketahui oleh
FAT Division.
Beberapa kebijakan dalam prosedur disposal equipment & tyre adalah sebagai berikut :
1. Summary Report Plan Disposal dan Replacement untuk 1(satu) tahun ke depan untuk
seluruh Job site, harus sudah selesai pada awal Oktober tahun berjalan.
2. FAD (Fixed Asset Disposal) Plant Equipment & Tyre dibuat untuk equipment yang termasuk
dalam golongan production equipment, support equipment, tyre dan Workshop
Equipment.
3. Equipment ataupun Tyre yang sudah disetujui FAD-nya menjadi unit disposal akan
diserahkan pengelolahannya kepada Supply Management Department atau General Affair
Department dan akan diperlakukan sebagai berikut :
Dijual as-is sebagai equipment
Direkondisi untuk menaikan nilainya, kemudian dijual.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 134
Kalau kondisi unit tidak utuh, tidak layak repair, maka dijual by component sebagai
scrap (kiloan) oleh GAD.
4. Apabila karena suatu alasan unit yang sudah disposal akan diaktifkan kembali, maka Plant
Maintenance Area Dept. Head membuat Fixed Asset Disposal (FAD) untuk mengaktifkan
kembali, yang disetujui oleh Operation Director dan diketahui oleh Tresury Section Head.
5. Pengaktifan kembali (pada point 4.) karena beberapa alasan sebagai berikut :
a. Diaktifkan kembali karena site tertentu memerlukan, sedangkan untuk invest dana
tidak tersedia atau lead time supply terlalu lama.
b. Diaktifkan apa adanya sesuai fungsinya semula.
c. Diaktifkan kembali dengan berubah fungi.
Misalnya : dari Production Equipment menjadi Support Equipment
10.3. Insurance (Asuransi)
Klaim Asuransi :
Adalah suatu proses pengajuan penggantian atas kerugian/kerusakan/biaya perbaikan yang
mengakibatkan adanya kecelakaan terhadap equipment yang telah diasuransikan.
Polis Asuransi :
Adalah suatu dokumen yang berisi tentang kesepakatan bersama/kontrak antara pihak pertama
(KPP) pihak kedua (perusahaan asuransi) mengenai equipment yang diasuransikan oleh pihak
pertama kepada pihak kedua dan kesepakatan lain yang menyangkut proses klaim serta nilai yang
harus dibayarkan pihak pertama kepada pihak kedua atas pertanggungan asuransi equipment.
Laporan Penyelidikan Insiden (LPI) :
Adalah suatu dokumen yang berisikan tentang laporan investigasi/penyelidikan terhadap adanya
kasus incident/kecelakaan yang terjadi disuatu tempat pada waktu tertentu. Laporan ini berisikan
data non teknis yang menyebutkan kecelakaan.
Analisa Biaya Repair (ABR) :
Adalah suatu dokumen yang berisikan tentang analisis biaya yang harus dikeluarkan untuk
memperbaiki/merepair unit yang mengalami kecelakaan berdasarkan hasil dari proes investigasi
secara lengkap/menyeluruh. ABR dilampirkan Quotation Parts & jasa dari supplier.
Biaya Deductible (Own Risk) :
Adalah suatu jumlah/nilai tertentu dari klaim asuransi yang disetujui oleh perusahaan asuransi
yang harus ditanggung oleh pemegang polis.
Salvage :
Adalah object pertanggungan yang mengalami kerugian/kerusakan atau menjadi barang bekas
akibat insiden, bisa berupa Equipment (untuk total Loss) atau component/partial.
Dokument yang wajib dikirimkan oleh site ke KPHO untuk pengajuan klaim sebagai berikut :
1. Laporan Pemeriksaan Insiden (LPI)
2. Analisa Biaya Repair (ABR)
3. Quotation/Invoice dari supplier/distributor
4. Sketsa kejadian
5. Photo unit insiden
6. Photo komponen/Sparts yang rusak yang harus direpair atau diganti
7. TSR (Technical Service Report)
8. Simper Operator
9. Foto serial number unit
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 135
Masalah yang harus diketahui oleh Plant untuk pengajuan klaim asuransi adalah sebagai berikut :
Pelaporan Insiden Maksimal 1x24 jam setelah kejadian
Dokumen klaim harus lengkap 16 hari setelah kejadian (accident) untuk mempercepat
pengajuan klaim sehingga perbaikan segera bisa dilakukan dan equipment segera RFU.
ABR, khususnya untuk recommended parts biasanya cenderung order assy’, sehingga
berpotensi rejected/ditolak, dan foto-foto kurang mendukung, analisa yang terlalu global &
kurang teknis. Misalnya : penggantian radiator minta assy’, padahal bisa dilakukan
perbaikan dengan penggantian partial saja.
LKM pembuatannya harus mengacu ke prosedur yang benar, dimana pengumpulannya
maksimal 1x24 jam.
Survey yang dilakukan pihak Insurance harus didampingi PIC Insurance (dalam hal ini
adalah Planner). Pencarian data tidak boleh dilakukan ke mekanik/operator langsung,
karena bisa berpotensi terdeteksinya human error yang akibatnya rejected ratio yang
tinggi.
Setelah final accepted, damage core (komponen rusaknya) menjadi milik pihak Insurance,
harus diamankan ±3 bulan. Sering terjadi damage core yang sudah accepted untuk klaim
asuransinya dipakai, dikanibal tanpa ijin. Bila hal tersebut dengan sangat terpaksa terjadi,
maka harus dibuatkan reports ke KPHO dan KPP bisa melakukan transaksi pembelian ke
pihak Insurance.
10.4. Warranty
Warranty :
Adalah jaminan kualitas yang diberikan oleh pembuat atau penjual (vendor) terhadap suatu
produk baik jasa maupun barang, selama periode tertentu derdasarkan waktu, kilometer atau
hourmeter.
Warranty Claim Proposal (WCP) :
Adalah pengajuan atau permintaan pemulihan kualitas barang oleh user dalam masa warranty
atau kejadian tertentu untuk dapat dipenuhi dan ditanggung oleh Vendor.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 136
Contoh Claim Warranty Proposal
Formulir No. PLD/F-036
DISTRIK TOPB - PABB
CLAIM OF WARRANTY PROPOSAL
REPORT NO : PABB / PLT / 04 / 02 KPP WO NUMBER : -
REPORT DATE : 16-Apr-2015 FAILURE DATE : 16-Apr-2015
CLAIM TO : United Tractors
ADDRESS : United Tractors Site ASMI
CODE NUMBER MACHINE MAKER S/N UNIT MACHINE MODEL COMP NAME COMP MODEL S/N COMPONENT
SCANIA 5287431 P380CB6X4 STEERING - -
APPLICATION ENVIRONMENT OPERATION OIL MADE OIL CLASS OIL VISCOSITY
HAULING GRAVEL HAULING TOP ONE ATF
TROUBLE DESCRIPTION : Heavy Steering
S M R (HM/KM) - FAILURE : 1182
S M R (HM/KM) - FITTMENT : 1182
LIFE TIME : 1182
ANALYSIS (describe detail of failure, analyse the cause, operating condition) ATTACHED DRAWING OR PHOTOGRAPHS :
Steering Heavy
Equipment Brief History (Reporting Problem From DAR)
Engine oil has been changed at every 250 hours & After PS Initial
ACTION TAKEN :
LIST OF FAILURE PARTS (MAIN PARTS) :
Action Required : Date Required :
16 Apr 15
PROPOSAL STATUS
VENDOR KPP
DECISION RECEIVED BY: APPROVED PREPARED
DEPT. HEAD MECHANIC
Accepted : Mark " √ " NAME : NAME: Dwi Wahyu Purnomo NAME : Jonet Purwanto
Pending : SIGN :
Rejected :
SIGN :
DATE : 16 April 2015
Site Technical Development
NAME : Didit Ardiyanto
NRP : KC11087
NAME :
DATE : SIGN : SIGN :
DATE : DATE : 16 April 2015 DATE : 16 April 2015
Component :
Adalah peralatan atau bagian dari peralatan (component). Component terbagi dalam dua kategori
yaitu Major Component dan Minor Component.
1. Major Component
Adalah peralatan atau bagian dari peralatan (component utama) dari unit equipment
dimana secara umum terdiri dari component utama. Misalnya: Engine, Transmisi,
Differential dan Final drive, Main pump, Swing machine dll, untuk component utama
lainnya disesuaikan dengan spesifikasi dari unit.
2. Minor Component
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 137
Adalah peralatan atau bagian dari component utama suatu unit equipment. Misalnya:
starting motor, water pump, alternator, dan lainnya yang mendukung kerja komponen
utama equipment tersebut.
Vendor :
Adalah penyedia component yang bertransaksi langsung dengan KPP
Technical Joint Investigation :
Adalah suatu pertemuan yang dimiliki pihak Plant dengan pihak terkait, yang bertujuan untuk
melakukan investigasi terhadap temuan kerusakan yng terjadi serta data-data informasi yang
sudah dikumpulkan untuk dapat dicari akar penyebab maupun analisa yang lebih dalam.
Technical Analysis Report (TAR) :
Adalah Technical Report yang dibuat berdasarkan technical joint investigation yang ditanda
tangani oleh tim Technical Joint Investigation.
Negosiasi dan Pengembalian keputusan :
Adalah meeting yang dilakukan berdasarkan Technical Analysis Report dan bukti temuan yang ada
untuk membuat kesimpulan dan kesepakatan bersama yang dituangkan dalam berita acara.
Berita Acara Warranty Claim :
Adalah dokumen resmi yang ditanda tangani kedua belah pihak yang menyatakan persetujuan
atas keputusan yang diambil (diterima, ditolak,atau prorate) dan menjelaskan nilai klaim yang
disepakati (nilai uang atau prosentase (%) terhadap nilai barang) melalui skema
pembayaran/skema pergantian component/part.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 138
ELEMENT 11. INFRASTRUCTURE
11.1. Workshop & Facilities
Workshop building :
Adalah bangunan yang digunakan untuk melakukan aktivitas maintenance, repair dan fabrikasi.
Workshop facilities :
Adalah suatu peralatan atau instalasi yang ada diworkshop building untuk mendukung aktivitas
maintenance, repair dan fabrikasi.
Material Request :
Adalah proses permintaan material yang dilakukan di dalam program Ellipse (mengacu pada
Element 5 KMMS : SOP Parts Requisition), sesuai dengan kebutuhan dalam melakukan proses
repair dan maintenance.
Material Request ada dua jenis, yaitu :
a. Warehouse Requisition (WR)
Yaitu proses permintaan material yang termasuk dalam kategori Stock Item atau dalam
kata lain stock gudang.
b. Purchase Requisition (PR)
Yaitu proses permintaan material yang termasuk dalam kategori Non Stock Item atau
dalam kata lain tidak ada dalam stock gudang.
Kebijakan-kebijakan yang terdapat dalam SOP Workshop & Building Facilities adalah sebagai
berikut:
1. Pemilihan spesifikasi workshop building & facilities harus disesuaikan dengan populasi,
spesifikasi dan aktivitas maintenance & repair equipment yang akan dilakukan di workshop
tersebut.
2. Pemilihan spesifikasi workshop building & facilities harus melalui koordinasi dan approval
dari PIC asset di Head Office.
3. Pengadaan Workshop Building harus melibatkan department terkait untuk memastikan
kesesuaian antara design, lay out, lokasi dan analisa dampak lingkungan terhadap realisasi.
4. Pengadaan workshop facilities harus mempertimbangkan kemungkinan utilize dari stock
yang ada baik dari Head Office maupun Job Site lain.
5. Proses Audit asset dilakukan oleh PIC asset dan accounting minimal 2 tahun sekali.
Workshop plant adalah tempat
dilakukannya segala aktivitas plant
departement. Segala fasilitas workshop
merupakan asset perusahaan yang
bernilai tidak murah. Tanggung jawab kita
bersama untuk menjaga dan merawatnya.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 139
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 140
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 141
Contoh gambar workshop Plant :
Kerapihan & kebersihan Workshop mencerminkan perilaku orang yang ada/terkait didalamnya.
Wajib dijaga kebersihan serta kerapihannya. Lakukan pembersihan setiap selesai melaksanakan
segala aktivitas repair, maintenance dan fabrikasi !!!
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 142
11.2. Tools Management
Tools :
Adalah alat yang dipergunakan oleh mekanik untuk melaksanakan aktivitas repair, maintenance
atau fabrikasi.
Tools terbagi menjadi 5 kategory yaitu :
1. Toolbox adalah seperangkat alat bantu standart dalam satu box yang menjadi tanggung
jawab pengelolaannya oleh mekanik per group section yang tempat penyimpanannya
berada dilocker khusus dengan kunci locker tersimpan di toolroom.
2. Common Tools
Adalah alat bantu standard yang menjadi tanggung jawab pengelolaannya oleh mekanik
tersimpan di toolroom.
3. Measuring Tools
Adalah alat ukur khusus yang pengelolaannya dilakukan oleh Tools Keeper dan tersimpan
di toolroom. Contoh: Vernier Caliper, Micrometer, Mistar, Torque Wrench, Hammer, dsb.
4. Diagnostic Tools
Adalah alat uji perfomance untuk mengukur keadaan yang bertujan untuk diagnosa awal
sebagai langkah preventive maintenance yang pengelolaannya dilakukan oleh Tools
Keeper dan tersimpan di toolroom. Contoh: Blow by checker, radiocap tester, multitester,
hydro meter,Tools PPM, Harness Checker dan sebagainya.
5. Special Tools
Adalah tools khusus yang dipergunakan untuk pekerjaan-pekerjaan tertentu yang
pengelolaannya dilakukan oleh Tools Keeper dan tersimpan di toolroom. Contoh:
Undercarriage disamounting tools, Rear Axle mounting tools, Suspension mounting-
dismounting tools.
Tool Room :
Adalah suatu tempat yang dipergunakan untuk melakukan penyimpanan Tools.
Kebijakan-Kebijakan yang terdapat dalam Tool Management adalah sebagai berikut :
1. Pembelian tools baru masuk kategory investasi asset & harus ter-register dengan baik.
2. Pergantian tools rusak atau hilang masuk kategory non maintenance, dan harus diganti
dengan spec yang sama.
3. Harus ada person in charge toolroom kaitan dalam hal ini adalah toolkeeper.
4. Pelaksanaan inspection toolroom harus dilakukan seminggu sekali oleh toolkeeper.
5. Pelaksanaan audit toolroom dan toolbox harus dilakukan setiap 1 bulan sekali oleh
planner.
6. Toolbox teralokasi per grup section dengan perbandingan toolbox per mekanik 1 : 2.
7. Pelaksanaan inspection toolbox harus dilakukan seminggu sekali oleh toolkeeper.
8. Penanggung jawab toolbox adalah pada mekanik group section pengguna dan toolkeeper
sebagai pengelola.
9. Toolbox tercentralisasi dan pengelolaannya pada toolroom.
10. Peregisteran keluar masuk tools harus konsisten dilakukan yang teruang dalam daily
activity report tools yang antara lain buku besar untuk peminjaman tools yang ada pada
toolroom) dan form peminjaman untuk toolbox atau tools yang dipinjam keluar site.
11. Selain toolkeeper dilarang masuk toolroom kecuali ada hal-hal yang diperlukan atas
sepengetahuan planner.
12. Tools yang akan digunakan harus dipastikan dalam kondisi yang standard dan aman.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 143
Alur proses tools
Membuat Membuat
Adanya Register tools
summary Purchase Pembelian tools
kebutuhan tools sebagai fix asset
budget Requitition
tools
Ya Penyimpanan
Tools rusak Melakukan proses Repair, tools pada
Membuat berita acara
atau hilang ? Maintenance, atau fabrikasi toolroom
Berita Acara
Audit Tidak
Tools
Simpan tools
Check list
pada tempatnya
Deviasi ?
Dokumentasi
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 144
ELEMENT 12. BUDGET & COST CONTROL
A. Definisi
Master budget R&M cost :
Adalah seluruh perkiraan biaya yang berasal dari aktivitas repair & maintenance.
Budget & cost controller :
Adalah officer yang bertugas sebagai PIC coordinator dan pemeriksa budget serta memberi
masukan dalam pengendalian cost.
IBS (Integrated Budgeting System) :
Adalah suatu system penyusunan budget yang terintegrasi antara Dept Engeneering, Produksi,
Plant dan department yang lain, dalam merencanakan target site yang ingin dicapai.
Pricing Index :
Adalah suatu index acuan kenaikan/penurunan price dibanding satu periode sebelumnya.
Repair & Maintenance cost (R&M cost) :
Adalah seluruh biaya yang berasal dari aktivitas repair & maintenance dari production equipment,
support equipment, workshop facilities, dan lain sebagainya, diluar kategori investasi.
Cost of Budget :
Adalah perbandingan antara R&M cost actual terhadap plan.
Cost of Revenue :
Adalah ratio perbandingan antara R&M cost terhadap revenue project.
Single Rate :
Adalah acuan standard masuk criteria standard yang disepakati.
Surcharge :
Adalah biaya tambahan yang dibebankan apabila terjadi kerusakan di luar criteria standard yang
disepakati.
PCRP (Plant Cost Reduction Program) :
Adalah program Department Plant yang mengarah pada aktivitas efisiensi cost terhadap budget
yang telah dialokasikan, bertujuan untuk mengontrol biaya yang berhubungan dengan
maintenance dan repair.
B. Kebijakan Prosedur
Dalam penyusunan budget IBS, perlu diperhatikan beberapa hal berikut ini :
1. Budget backlog dihitung per EGI berdasarkan % Cost Spare Part PS dengan periode
mengikuti PS, costnya dikategorikan BUS dalam modul Standard Cost IBS
2. Budget untuk BUS dihitung berdasarkan % Cost Activitas Under Carriage, Fabrikasi, Midlife,
Overhaul; costnya dikategorikan BUS dalam modul Standard Cost IBS
3. % BUS di modul Summary RM merupakan display dari summary backlog + BUS
4. SSE dihitung dalam IBS dan EGI yang diperhitungkan dicantumkan dalam standard
Parameter
5. Pembuatan budget IBS menggunakan standard cost PS yang berlaku untuk seluruh Site dan
ditentukan oleh PLD HO berdasarkan APL
6. Konfirmasi ke midlife apakah ada standard parameter EGI dan component yang akan di
midlife
7. R&I overhaul konfirmasi apakah ada standard APL nya
8. Standard cost OVH = single rate + %surcharge + %R&I (jika R&I belum clear)
9. Adjusment kenaikan/perubahan harga spare part dilakukan menggunakan menu di modul
RM IBS dengan % pricing index per supplier.
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 145
ELEMENT 13. TECHNICAL INFORMATION
Parts Services News :
Adalah suatu informasi yang berisi mengenai suatu improvement yang dilakukan pada suatu parts,
yang memuat data-data parts baru hasil improvement tersebut, diantaranya Part Number,
perubuhan dimensi dan deskripsi, dan lain sebagainya.
Technical Services Report (TSR) :
Adalah suatu dokumen yang berisikan informasi suatu kerusakan, yang diikuti follow up
perbaikannya, serta analisa untuk preventive action-nya. Dalam TSR ini biasanya juga dilengkapi
dengan gambar lokasi parts dalam komponen yang menjadi root cause problem tersebut.
Plant Commitment :
Plant commitment adalah sebuah komitment yang dibuat oleh GL ,SH, STD, dan Planner Plant
pada saat mengikuti Workshop Plant yang diadakan satu tahun sekali. Komitment tersebut adalah
kesepakatan bersama yang akan dilaksanakan dalam tahun tersebut. Plant commitment berisikan
kesepakatan-kesepakatan untuk melakukan improvement dalam tahun tersebut. Plant
commitment harus di follow up pencapaianya sebulan sekali.
STD Commitment :
STD commitment adalah komitment yang dibuat oleh STD dan TO. STD commitment berisikan
kesepakatan-kesepakatan yang akan dijalankan oleh STD dan TO untuk menunjang proses
maintenance yang ada dilapangan.
Kabag Commitment :
Kabag commitment adalah komitment yang dibuat oleh Kabag site dan Manager Plant yang
berisikan rencana strategis satu tahun kedepan dan program-program unggulan yang akan
dijalankan.
A. Kebijakan dan Prosedur
Kebjikan dan Prosedur yang terdapat dalam Technical Information adalah :
1. TSR dibuat secara continue oleh mekanik, minimal 4 kali dalam 1 bulan
2. Monitoring yang dilakukan terhadapa komitment-komitment yang sudah di sepakati
minimal dilaksanakan setiap bulan.
3. PSN wajib diikuti dan di follow up perkembangannya untuk dilakukan update melalui APL
jika diperlukan
4. Progres terhadap komitemen, dilaporkan ke Plant HO satu bulan sekali
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 146
APPENDIX 1
MATRIKS REFERENSI DOKUMEN KMMS
1. Element 1, Maintenance Planning
SOP STD INK FRM
Judul Nomor Judul Nomor Judul Nomor Judul Nomor
Summary Monthly
Maintenance
S.2.1A.001/FRM
Schedule &
Availability Plan
INK_Pembuatan
S.2.1A.001/INK Summary Weekly
Daily Plan
Maintenance S.2.1A.002/FRM
Schedule
Process Maintenance Form Daily Plan
SOP_Maintenanc S.2.1A.003/FRM
No.1 Planning S.2.1A/SOP Activity
e Planning STD_Kode Ban & Form Monthly Plan
S.2.1A.001/STD S.2.1A.004/FRM
Pelepasan INK_Tyre Repair Remove Tyre
S.2.1A.002/INK
STD_Kriteria Ban Run Planning Form Monthly Tyre
S.2.1A.002/STD S.2.1A.005/FRM
Flat yang dipakai Repair
PPF Summary
STD_Kondisi fisik tyre Weekly
S.2.1A.003/STD S.2.1A.001/PPF
yang bisa digunakan Maintenance
Schedule
PPF Daily Plan PS S.2.1A.002/PPF
2. Element 2, Ellipse Plant Management
SOP STD INK FRM
Judul Nomor Judul Nomor Judul Nomor Judul Nomor
STD_Tabel Hierarki INK_Pembuatan
S.2.2A.001/STD S.2.2A.001/INK Form_LKM S.2.2A.001/FRM
Komponen Data Work Order
Process Ellipse Plant INK_Pencatatan
No.2 Management STD_Pencatatan Data Data Work Order S.2.2A.002/INK Form_LWO S.2.2A.002/FRM
S.2.2A.002/STD
WO (ELLIPSE)
INK_Closing WO S.2.2A.003/INK Form_Manual WO S.2.2A.003/FRM
Form_CCR PLANT S.2.2A.004/FRM
Daily Breakdown /
S.2.2A.005/FRM
Activity Report
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 147
3. Element 3, Maintenance Execution
SOP STD INK FRM
Judul Nomor Judul Nomor Judul Nomor Judul Nomor
STD_Tyre Repair INK_Crewing
S.2.3A.001/STD S.2.3A.001/INK
STD_Demounting Tyre INK_Midlife
SOP_Preventive S.2.3A.002/STD S.2.3A.002/INK
S.2.3A/SOP A2B
Maintenance
STD_Retread Tyre INK_Program
S.2.3A.003/STD Pemeriksaan S.2.3A.003/INK
Attachment
SOP_Periodic STD_Penomeran
Inspection Wheel S.2.3B/SOP Posisi Tyre Unit S.2.3B.001/STD
(Pit Stop) Primemover
SOP_Periodic STD_Penomeran
Inspection Track S.2.3C/SOP Posisi Tyre Unit Trailler S.2.3C.001/STD
(Daily Check)
STD_Penomeran INK_Pelaksanaan
S.2.3D.001/STD S.2.3D.001/INK
Posisi Unit Articulated PS
STD_Penomeran INK_Final Check
S.2.3D.002/STD S.2.3D.002/INK
Posisi Tyre Unit Rigid PS
STD_Replacement Tyre INK_Pembersihan
Solar di Tanki Unit
S.2.3D.003/STD S.2.3D.003/INK
dengan Teknik
Flushing
STD_Retourque Tyre INK_Pemeriksaan
SOP_Periodic S.2.3D.004/STD S.2.3D.004/INK
S.2.3D/SOP Bearing Axle
Services
STD_Tambah Angin di INK_Pemeriksaan
W/S Kondisi Spindle,
S.2.3D.005/STD Hub, Drum, Spring S.2.3D.005INK
Axle
STD_Tambah Angin di INK_Pengambilan
S.2.3D.006/STD S.2.3D.006INK
Field Data VHMS
STD_Pemompaan Tyre
S.2.3D.007/STD
INK_Pengambilan
S.2.3E.001/INK
SOP_Program PAP
S.2.3E/SOP
Analisa Pelumas INK_Flushing Oil
S.2.3E.002/INK
Differensial
SOP_Program INK_Pelaksanaan
Process Maintenance Pemeriksaan S.2.3F/SOP PPM S.2.3F.001/INK Form PPM S.2.3F.001/FRM
No.3 Execution Mesin
SOP_Program INK_Pelaksanaan
Pemeriksaan S.2.3G/SOP PPU S.2.3G.001/INK
Undercarriage
SOP_Schedule
Overhaul Process S.2.3H/SOP
SOP_Remove &
Install Overhaul S.2.3I/SOP INK_Component S.2.3I.001/INK
Process Overhaul
SOP_Fabrication S.2.3J/SOP INK_Repair Tyre S.2.3J.001/INK
SOP_Unschedule
Breakdown S.2.3K/SOP INK_Assembling S.2.3K.001/INK
Equipment Tyre
SOP_Ground INK_Daily Check
S.2.3L/SOP S.2.3L.001/INK
Test Tyre Activity
SOP_Component INK_Demounting
S.2.3M/SOP S.2.3M.001/INK
Exchange Unit Rigid
SOP_Retread INK_Dissasemblin
S.2.3N/SOP S.2.3N.001/INK
Tyre g Tyre
SOP_Daily
Check Tyre & S.2.3O/SOP INK_Replace Tyre S.2.3O.001/INK Form_Daily Tyre S.2.3O.001/FRM
Backlog Primemover Report
INK_Mounting Unit
S.2.3P/SOP S.2.3P.001/INK
SOP_Heat Study Articulate
SOP_Pergantian INK_Mounting Unit
S.2.3Q/SOP S.2.3Q.001/INK S.2.3Q.001/FRM
Tyre Rigid Form_Tyre Change
S.2.3R/SOP S.2.3R.001/INK
SOP_Period End INK_Tyre Handling
SOP_Repair INK_Tyre Repair
S.2.3S/SOP S.2.3S.001/INK
External Tyre Planning
SOP_RIM INK_Penanganan
S.2.3T/SOP S.2.3T.001/INK
Fabrication Run Flat
SOP_Rolling &
S.2.3U/SOP S.2.3U.001/INK
Matching Tyre INK_Tyre Storage
SOP_Weight S.2.3V/SOP INK_Tyre Receive S.2.3V.001/INK
Study For Repair
INK_Assembling
Tyre dengan Tube S.2.3V.002/INK
Type
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 148
4. Element 4, Backlog Management
SOP STD INK FRM
Process Backlog Judul Nomor Judul Nomor Judul Nomor Judul Nomor
No.4 Management SOP_Backlog INK_Pelaksanaan Form_Inspection
S.2.4A/SOP S.2.4A.001/INK S.2.4A.001/FRM
Management Backlog Job Report and Backlog
5. Element 5, Parts Management
SOP STD INK FRM
Judul Nomor Judul Nomor Judul Nomor Judul Nomor
SOP_APL
INK_Pembuatan
Process Parts Management S.2.5A/SOP S.2.5A.001/INK Form_MOL S.2.5A.001/FRM
Mechanic MOL
No. 5 Management System
SOP_Parts
S.2.5B/SOP
Request
SOP_Oil
S.2.5C/SOP
Requisition
6. Element 6, Technical Analysis
SOP STD INK FRM
Process Technical Judul Nomor Judul Nomor Judul Nomor Judul Nomor
No. 6 Analysis SOP_Technical Form_Technical
S.2.6A/SOP S.2.6A.001/FRM
Analysist Analysist Report
7. Element 7, Plant Performance Measurement
SOP STD INK FRM
Judul Nomor Judul Nomor Judul Nomor Judul Nomor
Plant
Process Form_KPI Report
Performance SOP_Plant S.2.7A.001/FRM
No. 7 STD_Perumusan KPI Monthly
Measurement Performance S.2.7A/SOP S.2.7A.001/STD
Plant Performance
Measurement Form_KPI Report
S.2.7A.002/FRM
Weekly
8. Element 8, Maintenance Improvement
SOP STD INK FRM
Process Maintenance Judul Nomor Judul Nomor Judul Nomor Judul Nomor
No. 8 Improvement INK_Tyre Report
S.2.8A.001/INK
Improvement
9. Element 9, Manpower Management
SOP STD INK FRM
Judul Nomor Judul Nomor Judul Nomor Judul Nomor
SOP_Best
Mechanic S.2.9A/SOP
Competition
Process Man Power SOP_Mechanic
No. 9 Management Acceleration S.2.9B/SOP
Program
SOP_Mechanic
Competition S.2.9C/SOP
Assesment
SOP_Penyusuna
S.2.9D/SOP
n IDP Mekanik
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 149
10. Element 10, Equipment Management
SOP STD INK FRM
Judul Nomor Judul Nomor Judul Nomor Judul Nomor
Form_Pengembali
S.2.10A.001/FRM
SOP_Off Hire an Equipment
S.2.10A/SOP
Equipment Summary Report
S.2.10A.002/FRM
Off Hire Equipment
Summary Plan
S.2.10B.001/FRM
SOP_Disposal Disposal Report
S.2.10B/SOP
Equipment Summary FAD
S.2.10B.002/FRM
Report
SOP_Proses
Pembayaran
S.2.10C/SOP
Klaim Asuransi
Equipment
SOP_Pembayara
n dan
Pembatalan S.2.10D/SOP
Asuransi
Equipment
Process Equipment SOP_Pengajuan
No. 10 Management Klaim Asuransi S.2.10E/SOP
Equipment
SOP_Penutupan
Asuransi S.2.10F/SOP
Equipment
SOP_Warranty
S.2.10G/SOP
Claim Equipment
and Comp.
SOP_Used
Equipment & S.2.10H/SOP Form_Warranty S.2.10H.001/FRM
Recondition Claim Proposal
SOP_Equipment
S.2.10I/SOP INK_Taksasi Unit S.2.10I.001/INK
Register
SOP_Tyre Form_Fixed Asset
S.2.10J/SOP S.2.10J.001/FRM
Warranty Movement
S.2.10K.001/FRM
SOP_Scrap Tyre Form_BAST
S.2.10K/SOP
Analysis Form_Scrap Tyre
S.2.10L.001/FRM
Analysis
11. Element 11, Infrastructure
SOP STD INK FRM
Judul Nomor Judul Nomor Judul Nomor Judul Nomor
Process SOP_Tools Form_Check Sheet
Infrastruktur S.2.11A/SOP S.2.11A.001/FRM
No. 11 Management Tools Box
SOP_Workshop
and Building S.2.11B/SOP
Facilities
12. Element 12, Budget & Cost Control
SOP STD INK FRM
Judul Nomor Judul Nomor Judul Nomor Judul Nomor
Process Budget & Cost SOP_Plant
INK_Pembuatan
No. 12 Control Budget And S.2.12A/SOP S.2.12A.001/INK
IBS
Controlling
INK_Controlling
SOP_Unbudget S.2.12A.002/INK
Budget IBS
13. Element 13, Technical Information
SOP STD INK FRM
Judul Nomor Judul Nomor Judul Nomor Judul Nomor
Process Technical INK_Pembuatan
No. 13 Information S.2.13A.001/INK Form_TSR S.2.13A.001/FRM
TSR
Form_Technical
S.2.13A.002/FRM
Information
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 150
APPENDIX 2
PENGEMBANGAN MAKRO PROSES PLANT
Makro proses Plant bisa dianalisa lebih lanjut dengan memetakan melalui pendekatan
- Mikro System : Plan – Do – Check – Action dan Coordination
- Mikro Component System : Time management , Quality Management dan Cost
Management
- Output Makro System : Effective , Effisien dan Optimum System
Contoh Analisa
1. Untuk Fase Plan :
Prioritas adalah Time , Quality dan Cost dengan output Effectiveness.
Seorang Planner akan memplanning schedule maintenance dengan prioritas pada lead
time ( Time ) , sehingga tidak menurunkan PA ( time ) , dengan tetap menyiapkan semua
mekanik , tool dan spare part agar pekerjaan berkualitas dan tidak redo ( Quality ) sesuai
APL dan items Backlognya ( Cost ) , output dari proses planning adalah bagaimana
mengefektifkan semua resources yang tersedia saat itu ( EFFEKTIVE )
2. Untuk Fase Do
Prioritas adalah Quality , Time dan Cost dengan output effisiensi.
Seorang GL akan mengekseskusi maintenance dengan prioritas pada prosedur safety ,
items checklist maintenance dan tidak redo ( quality ) dengan tetap mengontrol leadtime
pekerjaan service dan backlognya ( Time ) , dan mengontrol pemakaian spare part yang
akan dipasang ( cost ) , output dari proses ini adalah tidak ada pemborosan manpower ,
facility dan spare part ( EFFISIEN )
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 151
3. Untuk Fase Check
Prioritas adalah Time , Cost dan Quality dengan output Optimum
Pada saat Meeting evaluasi baik daily , weekly dan monthly , Prioritas KPI Plant adalah
evaluasi PA , BS , MTBF , MTTR dan achieve Program ( Time ) , setelah itu biaya R & M yang
telah dipakai untuk mendapatkan hasil KPI diatas , dan tidak lupa mengevaluasi data-data
technical analysis ( Quality ) untuk dibuat PICA nya . Output dari fase ini adalah bagaimana
mengoptimalkan semua data yang ada menjadi informasi yang bisa langsung tepat guna
dan waktu . ( OPTIMUM )
4. Untuk Fase Action
Prioritas adalah Cost , Quality dan Time dengan output Optimum.
Pada saat dilakukan program improvement , team Plant diharapkan dapat memberikan
nilai tambah pada Productivity Alat sehingga mencapai target GP project ( cost ) , melalui
proses peningkatan kualitas maintenance dengan tetap mengalokasi eksekusi pekerjaan
yang tidak memberikan beban lebih pada program yang telah ada, sehingga tidak
mempengaruhi penurunan PA secara significant ( Time ) , Output dari fase ini adalah
bagaimana mengoptimalkan semua team yang ada untuk mendukung project
improvement tersebut.
5. Untuk Fase Coordination
Prioritas adalah Cost , Quality dan Time dengan Output Effiseinsi
Pada fase Coordination ini adalah bagaimana mengkoordnasikan system pendukung yang
ada berjalan secara konsistent dengan tetap memprioritaskan pada pengendalian biaya (
Cost ) , yang dilanjutkan pada system pendukung kualitas dengan tetap mengontrol lead
time dan life timenya ( Time ) . Output dari fase coordinasi ini adalah bagaimana
mengeffiseinkan semua proses support sehingga proses utamanya tetap under budget
R&M
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 152
APPENDIX 3
MANDATORY AND CUSTODIAN STANDARD ITEM PCRP (PLANT COST
REDUCTION PROGRAM) 2015
NO JENIS ACTIVITY
OPTIMALISASI LIFETIME COMPONENT
Dump Truck HD465-7
1 Extend Final Drive HD465-7
Dump Truck HD785-7
2 Extend Engine Lifetime HD785-7 30.000 HM
3 Extend Transmission Lifetime HD785-7 30.000 HM
4 Extend Front Axle HD785-7 30.000 HM
5 Extend Rear Axle (Differential) HD785-7 30.000 HM
6 Extend Rear Axle (Final Drive & Brake) HD785-7 30.000 HM
Dump Truck HD1500
7 Extend Engine HD1500 → 20.000 HM
Primemover FH16
8 Extend Engine Lifetime Prime Mover FH16-2
9 Extend Front Rear Differential FH16-2 → 20.000 HM
10 Extend Lifetime Fan Engine FH16-2 replace type B → 6000HM
Primover P124
11 Extend Engine Lifetime Scania P124CB 8X4 25.000 HM
Primemover P380
12 Extend Engine Lifetime Scania P380 4x6 25.000 HM
Primover P420
13 Extend Engine Lifetime Scania P420CB8x4 25.000 HM
Primemover R580
14 Extend Lifetime T/M Scania R580 Series → 20.000HM
15 Extend Rear Differential Scania R580 Series → 20.000 HM
16 Extend Engine Lifetime Scania R580LA 18.000 HM
Articulated HM400
17 Extend Engine HM400
18 Extend Final Drive Ex OVH HM400-2/3 → 18.000 HM
19 Optimalisasi Diff Centre dan Diff Rear HM400 Series
20 Optimalisasi Transmisi HM400 Series -- > 22.000 hm
Wheel Loader WA500
21 Extend Engine Lifetime WA500-3
22 Extend Final Drive Lifetime WA500-3
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 153
23 Extend Differential LifetimeWA500-3
Excavator PC300
24 Extend Main Pump PC300
Excavator PC750
25 Extend Undercarriage PC750SP8
Excavator PC1250
26 Extend Undercarriage PC1250SP8
27 Optimalisasi Engine PC1250SE-8 >>22.000Hm
28 Extend Main Pump 1 PC1250
29 Extend Main Pump 2 PC1250
30 Extend PTO PC1250
31 Extend Swing Machinery Front _Rear PC1250
32 Extend Swing Motor Front _Rear PC1250
33 Extend Swing Pump PC1250
Excavator PC2000
34 Extend Engine Lifetime PC2000-8 → 26.000 HM
35 Extend Final Drive PC2000-8 → 20.000 HM
36 Extend PTO PC2000 → 20.000 HM
37 Extend Main PumPC2000 → 20.000 HM
38 Extend Undercarriage Lifetime PC2000-8 → naik 10%
39 Optimalisasi Lifetime Swing Device PC2000 dan EX2500 → 30000HM
40 Optimalisasi Lifetime Travel Device PC2000 dan EX2500 → 36000HM
Excavator EX2500
41 Extend Engine EX2500-6 → 23.000 HM
42 Extend Undercarriage Lifetime EX2500-6 → naik 10%
Bulldozer D155
43 Extend Engine Lifetime D155-6 → 20,000 HM
44 Extend Transmission Lifetime D155-6 → 20,000 HM
45 Extend Undercarriage Lifetime D155 → naik 10%
46 Extend Final Drive RH _RL D155-6
Buldozer D375
47 Extend Engine D375
48 Extend Transmission Lifetime D375 → 20000HM
49 Extend Final Drive Lifetime D375 → 20000HM
50 Extend Undercarriage Lifetime D375 → naik 10%
Motor Grader GD825
51 Extend Engine Lifetime GD825A-2 → 19.000 HM
52 Extend Transmission Lifetime GD825A-2 → 19.000 HM
Drilling
53 Extend Lifetime Cylinder Jack Drilling SKF50
Genset & Towerlamp
54 Optimalisasi Engine Kubota V1305 (Tower lamp) → 40000HM
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 154
Pumping /Dewatering
55 Extend Engine Lifetime MFV – 420B/C → 30000HM
56 Extend Transmission Lifetime MFV – 420B/C → 15000HM
57 Extend Lifetime Engine WP
58 Extend Lifetime Transmission WP
General EGI
59 Extend Component Fuel System All EGI
60 Extend Component Hydraulic System All EGI
FUEL EFFICIENCY
61 Fuel Spillage Refueling Process Dozer dan Loader
62 Auto Economy Mode HD785-7 (E4 kombinasi manual)
63 Auto Economy Mode Volvo FH16-2
64 Additive Fuel Ten35 (Komposisi 1 : 10000 → 1 : 15000)
65 Recycle Fuel ex Filter
66 Reduce Fuel Consumption Drilling D245
67 Down Sizing Rating of Stationary Compressor HV37
68 Down Sizing Rating of Stationary Compressor HV30
69 Optimalisasi Genset Spare Capasity Utilization Booster Pump
70 Fuel Reduction Mulitiple Tandem Booster Pump
71 Fuel Reduction Tower Lamp LS4-6000 Auto Shutdown
72 Fuel Reduction Mega Tower LB4MH Auto Shutdown
73 Fuel Reduction Solar Cell Tower Lamp Area Change Shift, Jalan Umum
74 Fuel Reduction Low Pressure Refueling TL, WS, GS
75 Fuel Reduction Genset Include Buster Pump WS, Office, Mess
76 Fuel Reduction Dewatering Pump
77 Menurunkan Fuel Consumption PC2000 dengan Restandar Pressure Hydraulic
MAINTENANCE PROCCESS EFFICIENCY
Ordinary By Site Activity
78 Reseal Cylinder by KPP Site
79 Overhaul Small Component by KPP Site
80 Ordinary OVH Final Drive HD465-7
81 Ordinary OVH Differential Scania
82 Ordinary OVH Differential Volvo
Ordinary OVH Differential HM 400-2
Ordinary OVH Wheel Brake HD465-7
83 Implementasi OSA Lab Internal (Sesuai list )
84 Rebearing Water Pump ((Southern Cross) 6311-VV Water Truck
85 Rebearing Water Pump ((Southern Cross) 6310-VV Water Truck
86 Reseal Hydraulic Motor M35 Vickers
87 Reseal Hydraulic Motor M26 Vickers
88 Reseal Caliper front Brake HD4657
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 155
89 Overhoul Ordinary Brake GD825A2
90 Reseal Water Pump (Southern Cross) 125X100X250
91 Reseal Final Drive PC1250-8
92 Ordinary Transmisi Volvo dan Scania
Modification/ Quality Improvement
93 Implementasi Tool Pembersih Air Cleaner
94 Modifikasi Bushing Trunion D155A-6
95 Implementasi Case Recoil Spring PC800
96 Implementasi Case Recoil Spring PC1250
97 Schedule Replacement Hose Hydraulic high pressure
98 Reguler Washing Radiator and Oil Cooler
99 Reguler Washing Undercarriage implementasi Toretto All EGI
100 Reguler Flushing Fuel All EGI
101 Reguler Flushing Axle, Diff, Final Drive, T/M Oil All EGI
102 Reguler Flushing Hyd Oil Excavator
103 Program Penggantian Bushing Kit Feeder
104 Program Penggantian Plate Penguat Drawbar Eye
105 Tools Remove Install Tumbler unit Hitachi EX 2500
106 Tools Memotong Track Link PC 2000-8
107 Tools Roller Installer PC2000-8/ PC3000
108 Implementasi Best of The Best (QCC, SS, QCP) & Nilai Inti
109 Ceramix coating 8/6 FFHX (Pump)
110 TFT KPP PC2000
111 TFT KPP Scania
112 Cleaning Vessel
113 Merubah Vane Valve dari Electric ke Hydraulic Bucket Cut Off PC3000-6
114 Menambah Cooling syatem pada Turbocharge unit PC750-7 / PC800-7
115 Modifikasi Tail gate Mud vessel HD785-7
116 Rotable Tourqe Rod (TZ)
Maintenance Planning/ Process
117 Menurunkan Lead Time OVH R&I
118 Meningkatkan Akurasi Maintenance Planning
119 Perencanaan OVH Engine dengan ConMon
120 Optimalisasi Tool Box Mechanic In Each Service Team
121 Reduce Jarak Blasting PC2000, dari 300 m menjadi 150 m
PART EFFICIENCY
Electrician
122 Knob Emergency HD785-7
123 Modifikasi Lampu HID ke LED
124 Pengurangan Penggunaan Battery
125 Repair PDU & Controller
126 Modifikasi Work Lamp dari Seal Beam ke H4
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 156
127 Repair elektrik lever EX2500-6
128 Kaca lampu phillips MHNSA 2000 W menggunakan produk lokal
Reuse & Recharging battery bekas (drop voltage)
Hydraulic System
129 Hose Hydraulic ( Ranger )
Frame/ Structure
130 Rubber Guard Suspenssion HD785-7
131 Adjuster Operator Seat HD785-7
132 Optimalisasi Pemakaian Seat Operator
133 Kaca Depan Kabin HD785-7
134 Foot Step / Tangga HD785-7
135 Hub Front Axle HD465-7
136 Rebuild Equalizer PM Trailler
137 Modifikasi Kit V Stay Prime Mover
138 Modifikasi Axle BPW untuk Aplikasi Undercarriage York
139 Cross Hanger Suspension Trailler BPW Lokal
140 Box Lottoc/ Fatigue Local
141 Modifikasi Fiftwheel Prime Mover/ Alternative Product
142 Wind screen lokal made ( Scania R580 )
143 Modifikasi plastic pipe trailler dengan pipa HDPE
144 Modifikasi bushing towing eye trailler
145 Fabrikasi Fix torque rod BPW
146 Fabrikasi bumper vessel
147 Program replace skide plate trailler ( plate hardok 400 )
148 Adjuster Operator Seat HM400
149 Segmen circle local made CAT24Series
150 Local Front Glass PC2000-8
Penggunaan leaf spring Scania product non genuine (reduce cost >20%)
Air Conditioner
151 Part AC Drilling
152 Motor Blower Midlife HD785-7
153 Part AC Nissan by OEM ND
154 Motor Blower Midlife OEM ND
155 Compressor AC NISSAN By OEM ND
156 Compressor AC Komatsu by OEM ND
157 Compressor Scania Sanden
158 Compressor AC PC2000
159 Compressor AC Hitachi EX2500
Lubrication & Coolant
160 Extend Hydraulic Oil HD785-7 → 6000
161 Extend Axle Oil HD785-7 → 4000
162 Extend Engine Oil Lifetime Genset & Tower Lamp → 500HM
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 157
163 Extend Engine Oil Lifetime A2B → 500HM ke 1500HM
164 Extend Oil Tandem Motor Grader Series > 2000 HM
165 Grease Hypex
166 Optimalisasi Penggunaan Afnac
167 Engine Oil Low Cost Rimula R3MV 15W40 CI class
168 Optimalisasi Usage Injector Grease Centromatic
GET/ Undercarriage
169 Undercarriage D245 by Trakindo
170 Undercarriage Drilling Idler, Teeth Spr. Track Link, Idler -> Back to Genuine Low price
171 Wings Shroud by IPP, PC1250, PC2000, PC3000, EX2500
172 Heel Shroud by IPP, EX2500
173 Component Lips Shroud IPP, PC1250
174 Bushing Bucket IPP, PC1250, PC2000 -> Only INDO sesuai struktur bushing
175 Pin Shroud IPP, PC1250
176 Pin Lock IPP, PC2000
177 Sprocket IPP, SKF50
178 Side Shroud IPP, PC2000
179 Join Cutting Edge Motor Grader
180 Hardfacing Tungsten
181 Optimalisasi APL Rekondisi Bucket
182 Penghematan Cost Fabrikasi
183 Penggunaan Sisi Sebaliknya Cutting Edge Dozer
184 Rebuild Cutting Edge
185 Rebuild Undercarriage
186 Zero Line Boring
187 Rebuild Idler
188 Regrouser Track Shoe Plate
189 Rebuild Tumbler EX2500
190 Rebuild Tooth – Extend Tooth Bucket
191 Reinforce Vessel & Blade Partial dengan Mild Steel
192 Reuse Cutting Edge Untuk Bucket Accessories Wing Shroud & Heel Shroud
193 Reuse Cutting Edge Untuk Bucket Accessories Lips Shroud
194 Reuse Track Shoe Plate Untuk Bucket Accessories
195 Management PTA Bucket
196 Implementation Plat Semi Finish
197 Implementation New End Bit D155 & D375 (local made)
198 Change used track shoe 800mm to 600mm
Penggunaan tooth bucket product non genuine (reduce cost >25%) ( INDEXIM )
APL Service & Optional Part
199 Re-engineering APL R&I OVH HD785-7
200 Re-engineering APL R&I OVH HM400-2
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 158
201 Re-engineering APL R&I OVH HD465-7
202 Re-Engineering APL Genset
203 Reduce APL Line Filter Hydraulic
204 Normalisasi periode penggantian Filter Fuel, Oil, AC Big Digger
205 Pemakaian parts OEM Volvo Scania Reduce 30% dari vendor
206 Part Usage Efficiency (Hyd breather D155, Prefuel filter glass)
207 Optimalisasi Part Kit Breather Fuel Tank unit
208 Dissmounting Air Compressore PC1250-7/8
209 Fire Suppression Optimalization
210 Reduce Consumable Goods
211 Extend Oil Engine Multiflo dan All Truck
212 Rebuild dan kalibrasi injector scania R580
213 PRESSURE ELEMENT PC3000-6 ( PN : 69440900 ) ==> By Condition
214 FILTER AC EX2500-5/6 ( PN : 4206637 ) ==> By Condition
215 FILTER AC PC2000-8 ( PN : 208-979-7620 ) ==> By Condition
216 PILOT OIL FILTER EX2600-6 ( PN : 4697283 ) ==> interval dari 500 menjadi 1000
217 RECEIVER DRYER EX2500-5/6 ( PN : 4351994 ) ==> Local product
218 FILTER FUEL PN : 4684949 ==> dari Hexindo beralih ke Altrak
219 FILTER OIL PN : 4460206 ==> dari Hexindo beralih ke Altrak
220 FILTER COOLANT PN : 4266063 ==> dari Hexindo beralih ke Altrak
221 ELEMENT OUTER PN : 4331923 ==> dari Hexindo beralih ke Altrak
222 ELEMENT INNER PN : 4331920 ==> dari Hexindo beralih ke Altrak
223 FUEL FILTER STAGE1 PN : 4669642 ==> dari Hexindo beralih ke Altrak
224 Ball Blade ( Bracket ) ==> Menggunakan product Local
225 Bushing Blade D155
Penggunaan part service non genuine all unit support (reduce cost >30%)
Support Equipment
226 Gland Packing untuk WP optimalisasi lifetime/ alternatif lokal
227 Neck Ring Multiflow
228 Bearing Bareshaft Multiflow (OEM Product)
229 Bolt Gland Follower Multiflow
230 Bearing Bareshaft Ellicot
231 Bearing Ball Annular Multiflow TNT
232 Seal Dust Komatsu NOK
233 Jacket muffler Multiflo menggunakan produk lokal
234 Bilge pump MHP menggunakan produk Lokal
235 Suction hose inlet Multiflo menggunakan produk lokal
236 Muffler Multiflo menggunakan produk fabrikasi
237 Clutch vacum pump multiflo menggunakan produk lokal
238 Penggantian filter hydraulic Ellicot dengan milik dozer
239 Bolt base bareshaft dan bolt volute menggunakan produk lokal
240 Penggunaan winch multiflo dengan produk lokal
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 159
241 Penggunaan expeller untuk reduce pemakaian pompa GSW
MAN POWER EFFECTIVENESS
242 Meningkatkan Mechanic Effective Working Hours
243 Perbandingan Man Power GL : Mechanics 1: 10
244 Implementasi HEEM
245 Implementasi HEHM
246 Optimalisasi In House Training (Reduce Training)
247 Menghilangkan Sub Kon AC, Autolube, Fire Suppression
248 Konsistensi penggunaan Apple untuk Development Man Power
249 Implementasi Lembar Kerja Staff
250 Reduce Working Hour (Lemburan)
251 Penerapan OJI PPD
252 Supervisi GL dalam Proses Maintenance
253 Meningkatkan kompetensi tool keeper untuk reseal tool
254 Back To Basic MTC melibatkan team PPD dalam aktifitas PS
255 Penambahan Kopetensi Mekanik dalam repair Controller & PDU
BARGE LOADER
256 Extend lifetime belt conveyor
257 Extend lifetime transfer chute barge loader
258 Extend lifetime swivel chute barge loader
259 Extend lifetime on ground barge loader
260 Extend lifetime hopper barge loader
261 Fuel reduction Mega Tower shutdown
262 Fuel reduction tug boat
263 Fuel reduction jetty lamp
264 Reduce WT diarea stockpile
265 Reduce WT isi air tandon area workshop
266 Reuse besi bekas
267 Extend lifetime roller barge loader
268 Reuse drum barge loader
269 Instal rain bird area stockpile
270 GOH on ground barge loader
271 Midlife fluid coupling barge loader
272 Midlife motor barge loader
273 Midlife gearbox barge loader
274 Midlife pompa motor barge loader
275 Modifikasi gate hopper
276 Re-bearing waterpump barge loader
277 Overhaul axle barge loader
278 Optimalisasi penggunaan EDC pada drilling
279 Pembuatan autocleaning pada tricone bit drilling
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 160
280 Penggantian flushing nozle dgn type long nose
281 Fuel spillage refueling process power house
282 Kaca kabin scania
283 Spring scania
284 Rubber damper spring trailler
285 Replace tyre coupling ke flange coupling untuk water truck
286 Canopy tank Water truck
287 Hose hydraulic (probesco)
288 Midlife component hyd motor ( SSE )
289 Midlife gun widgin
290 Midlife starting motor
291 Midlife waterpump SSE
292 Modifikasi electric control sprayer WT
293 Compressor AC
294 Extend air cleaner genset 2000 HM
295 Subsitusi part genuine dengan produk lokal
296 Re-bearing waterpump SSE
297 Re-seal hyd motor vickers
298 Extend lifetime Transmission ( WA 500-3 )
299 Extend lifetime front axle assy( WA 500-3 )
300 Extend lifetime rear axle assy( WA 500-3 )
301 Extend lifetime Engine ( WA600-3 )
302 Extend lifetime Transmission ( WA600-3 )
303 Extend lifetime front axle assy ( WA600-3 )
304 Extend lifetime rear axle assy ( WA600-3 )
305 Extend lifetime Engine ( GD705-4 )
306 Kaca kabin Wheel loader
307 Kaca kabin motor grader
308 Fabrikasi tangga GD705-4
309 Modifikasi shaft blade GD705-4
310 TFT SCANIA
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 161
APPENDIX 4
TOTAL PRODUCTIVE MAINTENANCE
APPENDIX 5
TASK FORCE TEAM
APPENDIX 6
KMMS HANDBOOK ©PLANT DEVELOPMENT - 2015 162
Anda mungkin juga menyukai
- Orientasi Plant - M Alma FilardiDokumen22 halamanOrientasi Plant - M Alma FilardigilangpasekaBelum ada peringkat
- Pa, MTBF, MTTRDokumen3 halamanPa, MTBF, MTTRMochamad fandi DharmawanBelum ada peringkat
- Maintenance Concept PamaDokumen21 halamanMaintenance Concept PamaWibowo Saputro100% (1)
- Buku Saku MekanikDokumen72 halamanBuku Saku MekanikArnaldo DiegoBelum ada peringkat
- B'In Tips Lifetime Starting MotorDokumen4 halamanB'In Tips Lifetime Starting MotoraarizalBelum ada peringkat
- singkat yang dioptimalkan untuk dokumen berikut ini. Judul harus kurang dariDokumen87 halamansingkat yang dioptimalkan untuk dokumen berikut ini. Judul harus kurang dariNur RohmanBelum ada peringkat
- P2HDokumen9 halamanP2HAgus Dani100% (1)
- TS IrwanDokumen19 halamanTS IrwanMuhammad SyaifullohBelum ada peringkat
- MANAJEMEN PERAWATAN ALAT BERATDokumen20 halamanMANAJEMEN PERAWATAN ALAT BERATuhrizal setyawanBelum ada peringkat
- Sop Penyimpanan TyreDokumen4 halamanSop Penyimpanan TyreIqmal WahabBelum ada peringkat
- Sop Pemakaian OliDokumen1 halamanSop Pemakaian OliJulis Rominggu0% (1)
- Pengendalian Persediaan Suku Cadang Untuk Alat BeratDokumen41 halamanPengendalian Persediaan Suku Cadang Untuk Alat BeratZaky Mubarak100% (1)
- GD825 Revisi 2Dokumen195 halamanGD825 Revisi 2Dea AgustinBelum ada peringkat
- MENGENAL MAINTENCEDokumen13 halamanMENGENAL MAINTENCEWidianto AntoBelum ada peringkat
- Form Asesmen Mekanik Daily CheckDokumen1 halamanForm Asesmen Mekanik Daily CheckRizal Merah100% (1)
- Assesmnet PM HD465-7Dokumen12 halamanAssesmnet PM HD465-7Joko WahonoBelum ada peringkat
- SOP PlannerDokumen4 halamanSOP Planneryogi ganda pratama100% (1)
- PPT-R&I Front SuspensionDokumen32 halamanPPT-R&I Front SuspensionAndi Anzar100% (1)
- SOP - Program Analisa Pelumas - Revisi 1Dokumen6 halamanSOP - Program Analisa Pelumas - Revisi 1Afrizal WildanBelum ada peringkat
- DPP Angkatan 7 DokumenDokumen11 halamanDPP Angkatan 7 DokumenM.rahman firmansyah100% (2)
- Ta MaretDokumen15 halamanTa MaretAdiBelum ada peringkat
- R&I Steering Valve & Accumulator HD465-7Dokumen6 halamanR&I Steering Valve & Accumulator HD465-7Yusfian TurnerBelum ada peringkat
- P2H UnitDokumen1 halamanP2H UnitaarizalBelum ada peringkat
- JSEA-DT-0004-PLT-2016 Replace Joint PTODokumen2 halamanJSEA-DT-0004-PLT-2016 Replace Joint PTOirwan yuniardiBelum ada peringkat
- POPD 09 004 INK R1 Pelaksanaan Periodic Service PDFDokumen4 halamanPOPD 09 004 INK R1 Pelaksanaan Periodic Service PDFFahrul AmirBelum ada peringkat
- Engine Problem SolvingDokumen8 halamanEngine Problem SolvingAl FurkhanBelum ada peringkat
- Lutfi KMN - BMDP 33 PLT - Final Evaluation PDFDokumen33 halamanLutfi KMN - BMDP 33 PLT - Final Evaluation PDFnugraheni.rini100% (1)
- Program Analisa PelumasDokumen6 halamanProgram Analisa PelumasReza SyailendraBelum ada peringkat
- PDF Teknik Dasar Penambangan Rev 060515 DLDokumen344 halamanPDF Teknik Dasar Penambangan Rev 060515 DLbenny nggoBelum ada peringkat
- APAABDokumen34 halamanAPAABmario heskia100% (1)
- SOP WS 42 Tyre ManagementDokumen18 halamanSOP WS 42 Tyre ManagementIqmal WahabBelum ada peringkat
- Bab Iv HM400Dokumen42 halamanBab Iv HM400arif wijaksonoBelum ada peringkat
- 2 SOP PPUDokumen6 halaman2 SOP PPUMurdiyantoBelum ada peringkat
- Adt 740 Non SeriDokumen69 halamanAdt 740 Non SeriRapak GunungBelum ada peringkat
- Buku Saku Mekanik Buma 5Dokumen22 halamanBuku Saku Mekanik Buma 5puput utomo100% (1)
- Buku Saku Mekanik Buma 5Dokumen22 halamanBuku Saku Mekanik Buma 5Andy Liputo100% (2)
- SOP BUMA Program Periodic Service Rev 2Dokumen8 halamanSOP BUMA Program Periodic Service Rev 2RudiBelum ada peringkat
- Planner Short Term Job DescDokumen3 halamanPlanner Short Term Job DescndorohenryBelum ada peringkat
- Hino 700 training: Tanda simbol dan pemeliharaan dasarDokumen95 halamanHino 700 training: Tanda simbol dan pemeliharaan dasarSLAMET WAHYUDI100% (1)
- Mechanical Engine Troubleshooting 1Dokumen26 halamanMechanical Engine Troubleshooting 1Hellow HellowBelum ada peringkat
- Standar Operasional Prosedur Service Berkala UnitDokumen1 halamanStandar Operasional Prosedur Service Berkala UnitJulis Rominggu100% (1)
- Form Inspeksi ExcavatorDokumen10 halamanForm Inspeksi ExcavatorNicolas Robin100% (1)
- Dampak Salah Operasi-1Dokumen12 halamanDampak Salah Operasi-1Ahmad MuchroniBelum ada peringkat
- SKK-MECHANICDokumen80 halamanSKK-MECHANICmela ameliahBelum ada peringkat
- WK46 B'In Tips GD825 Inching ValveDokumen1 halamanWK46 B'In Tips GD825 Inching ValveRizal Merah100% (1)
- LPI Texc-320-01-01012021Dokumen11 halamanLPI Texc-320-01-01012021Andre FernandoBelum ada peringkat
- Deni PPTX Ps - RevisiDokumen30 halamanDeni PPTX Ps - RevisiDeni Setiawan100% (1)
- OPTIMIZED ENGINE TROUBLESHOOTINGDokumen20 halamanOPTIMIZED ENGINE TROUBLESHOOTINGDamatBelum ada peringkat
- Monitoring PS Quality Dari PamaDokumen5 halamanMonitoring PS Quality Dari Pamaandre hariBelum ada peringkat
- Group LeaderDokumen4 halamanGroup LeaderHRDBelum ada peringkat
- Modul 1 Management SparepartDokumen34 halamanModul 1 Management SparepartOtong KruwelBelum ada peringkat
- 1) Basic MaintenanceDokumen19 halaman1) Basic MaintenanceWisnu Fajar BaskoroBelum ada peringkat
- 05.enginer Eletric MTC Job DeskDokumen5 halaman05.enginer Eletric MTC Job DeskReza SyailendraBelum ada peringkat
- Instr Kerja ADTDokumen15 halamanInstr Kerja ADTSamuel Hendra SinagaBelum ada peringkat
- Presentasi Dennis - Maintenance (New)Dokumen47 halamanPresentasi Dennis - Maintenance (New)Dennis PabaneBelum ada peringkat
- SafetyDokumen39 halamanSafetyarfian100% (1)
- Motor GraderDokumen5 halamanMotor GraderRoberto HutamaBelum ada peringkat
- Tugas Makalah Manajemen KeperawatanDokumen11 halamanTugas Makalah Manajemen KeperawatanKkhhaaiirruull IihhssaannBelum ada peringkat
- Makalah Corrective Maintenance - M.chandhika - SyarifDokumen9 halamanMakalah Corrective Maintenance - M.chandhika - SyarifDhika UnyilBelum ada peringkat
- Kuliah 5 Total Productive MaintenanceDokumen26 halamanKuliah 5 Total Productive MaintenanceZul zhihnil AfifBelum ada peringkat
- Materi Public SpeakingDokumen32 halamanMateri Public SpeakingAndriano BobbyBelum ada peringkat
- KORELASI CBR DAN SAND CONEDokumen7 halamanKORELASI CBR DAN SAND CONEAnto DestiantoBelum ada peringkat
- GEOSINTETIK DAN PERKUATAN TANAHDokumen178 halamanGEOSINTETIK DAN PERKUATAN TANAHHadiwinata DjakariaBelum ada peringkat
- Public Speaking Efektif dengan 4 Komponen UtamaDokumen5 halamanPublic Speaking Efektif dengan 4 Komponen Utamanaufalirfan1234Belum ada peringkat
- 89c56 Modul 3Dokumen135 halaman89c56 Modul 3maulanaBelum ada peringkat
- M Khuzeir Z Lubis - FulltextDokumen87 halamanM Khuzeir Z Lubis - Fulltextnaufalirfan1234Belum ada peringkat
- Bab 7Dokumen2 halamanBab 7naufalirfan1234Belum ada peringkat
- Pondasi DalamDokumen1 halamanPondasi Dalamnaufalirfan1234Belum ada peringkat
- GEOSININDO Mine Road SBC PAMA-2Dokumen32 halamanGEOSININDO Mine Road SBC PAMA-2naufalirfan1234Belum ada peringkat
- Si - Ayia MteDokumen5 halamanSi - Ayia Mtenaufalirfan1234Belum ada peringkat
- Bab 4Dokumen17 halamanBab 4naufalirfan1234Belum ada peringkat
- Bab 5 BendungDokumen18 halamanBab 5 Bendungnaufalirfan1234Belum ada peringkat
- Metode Pelaksanaan Pondasi Bored PileDokumen1 halamanMetode Pelaksanaan Pondasi Bored PileHery HeryBelum ada peringkat
- Desain Kater-SalamDokumen1 halamanDesain Kater-Salamnaufalirfan1234Belum ada peringkat
- Tugas Kecil GSBDokumen18 halamanTugas Kecil GSBnaufalirfan1234Belum ada peringkat
- Computer Mouse Concept PowerPoint TemplateDokumen32 halamanComputer Mouse Concept PowerPoint Templatenaufalirfan1234Belum ada peringkat
- Naufal M Irfan 2Dokumen7 halamanNaufal M Irfan 2naufalirfan1234Belum ada peringkat
- Peserta Lolos Berkas LKMMD FK-dikonversiDokumen6 halamanPeserta Lolos Berkas LKMMD FK-dikonversinaufalirfan1234Belum ada peringkat
- Jadwal Pemakaian PKM FT 2019Dokumen5 halamanJadwal Pemakaian PKM FT 2019naufalirfan1234Belum ada peringkat
- Simulasi GameDokumen15 halamanSimulasi Gamenaufalirfan1234Belum ada peringkat