Anda mungkin juga menyukai
- Injection MoldingDokumen8 halamanInjection MoldingDoni PurnamaBelum ada peringkat
- FDSFDokumen27 halamanFDSFAgung WicaksonoBelum ada peringkat
- Injection MoldingDokumen33 halamanInjection MoldingZufarBelum ada peringkat
- Mini Injection Molding Proses dan KomponenDokumen30 halamanMini Injection Molding Proses dan KomponenSV05M. Adi SeptianBelum ada peringkat
- Proses Pembuatan Plastik Dengan Injection Molding MachineDokumen2 halamanProses Pembuatan Plastik Dengan Injection Molding Machineoktaviani fajar handiniBelum ada peringkat
- BAB II LANDASAN TEORI. Secara Umum Pengertian Injection Molding Adalah Proses PembentukanDokumen22 halamanBAB II LANDASAN TEORI. Secara Umum Pengertian Injection Molding Adalah Proses PembentukanMirza ARBelum ada peringkat
- INJEKSI PLASTIKDokumen26 halamanINJEKSI PLASTIKDicky Kusuma Atmaja0% (1)
- Injection Moulding_muhammad Aldy Berniko 1Dokumen13 halamanInjection Moulding_muhammad Aldy Berniko 1QOMARUL HADIBelum ada peringkat
- Injeksi PlastikDokumen11 halamanInjeksi PlastikFahri AdriansyahBelum ada peringkat
- Teknik Pengerjaan PlastikDokumen30 halamanTeknik Pengerjaan Plastikshia ningrumBelum ada peringkat
- INJEKSI PLASTIKDokumen18 halamanINJEKSI PLASTIKRifli SullivanBelum ada peringkat
- PDT Alat Pengecor PlastikDokumen17 halamanPDT Alat Pengecor Plastikmuhammad zuhriBelum ada peringkat
- Bab 2Dokumen11 halamanBab 2Naufal AlfarizkiBelum ada peringkat
- Proses Produksi Mobil-MobilanDokumen5 halamanProses Produksi Mobil-MobilanriskaBelum ada peringkat
- Tugas Jenis Jenis Molding FixDokumen12 halamanTugas Jenis Jenis Molding FixP024Belum ada peringkat
- Injection MoldingDokumen16 halamanInjection MoldingSelamet SantosoBelum ada peringkat
- Materi Injection MouldingDokumen12 halamanMateri Injection Mouldingsalman farisBelum ada peringkat
- k2 LN.D Injection MoldingDokumen14 halamank2 LN.D Injection Moldingpremium erwinBelum ada peringkat
- Laporan Modul III BrigithaDokumen13 halamanLaporan Modul III BrigithaBrigitha Nurrahma BayuBelum ada peringkat
- BAB 1 MaterialDokumen11 halamanBAB 1 MaterialHanis KHBelum ada peringkat
- Proses Pembuatan BotolDokumen8 halamanProses Pembuatan BotolWayz Cah Lunggupz100% (1)
- Polimerisasi NanometerDokumen13 halamanPolimerisasi NanometerIndah Syafitri100% (1)
- INJECTION MOLDINGDokumen29 halamanINJECTION MOLDINGAurel Maydivi SalsabillaBelum ada peringkat
- Injectio MoldingDokumen27 halamanInjectio MoldingAhmad KurniawanBelum ada peringkat
- Blow MoldingDokumen13 halamanBlow MoldingFaqih AnshoryBelum ada peringkat
- Blow MouldingDokumen11 halamanBlow MouldingDian Riana MustafaBelum ada peringkat
- TUGAS 1 Mold and Dies, Dwi Alvian Gani 19310005Dokumen17 halamanTUGAS 1 Mold and Dies, Dwi Alvian Gani 19310005DwikingBelum ada peringkat
- Tugas Plastik MouldingDokumen4 halamanTugas Plastik MouldingKlarin KintanyBelum ada peringkat
- BLOW MOLDING PROSESDokumen6 halamanBLOW MOLDING PROSESAdit PangestuBelum ada peringkat
- MOLD DAN PRODUKDokumen4 halamanMOLD DAN PRODUKTri LarasatiBelum ada peringkat
- Makalah Injection MouldingDokumen43 halamanMakalah Injection MouldingKlarin KintanyBelum ada peringkat
- Bab IiiDokumen17 halamanBab IiiWWE TEAMBelum ada peringkat
- POLIMER Unit PemrosesanDokumen36 halamanPOLIMER Unit Pemrosesanruth indahBelum ada peringkat
- 11zon - PUTRA MATERI INJECTIONDokumen12 halaman11zon - PUTRA MATERI INJECTIONbrekputra21Belum ada peringkat
- B Injection Molding Proses MHSLDokumen55 halamanB Injection Molding Proses MHSLBillyRadianBelum ada peringkat
- Makalah Karet Kelompok 5Dokumen17 halamanMakalah Karet Kelompok 5DelvitasariLubisBelum ada peringkat
- Makalah Proses ProduksiDokumen5 halamanMakalah Proses ProduksiWidhi NugrahaBelum ada peringkat
- FackDokumen5 halamanFackYose MustBelum ada peringkat
- Bab Ii Tinjauan PustakaDokumen14 halamanBab Ii Tinjauan PustakaRifardo DoBelum ada peringkat
- MOLD & DIES PIRINGDokumen19 halamanMOLD & DIES PIRINGDwikingBelum ada peringkat
- MESIN INJECTION MOLDINGDokumen12 halamanMESIN INJECTION MOLDINGM. Sandi HidayatBelum ada peringkat
- Metode Cetak PlastikDokumen5 halamanMetode Cetak PlastikIqbaal Miftachul Falah100% (1)
- Die Casting Merupakan Mesin Pengecoran Alumunium Dan Injection Molding Mesin Pencetakan Atau Pembentukan Material TermoplastikDokumen11 halamanDie Casting Merupakan Mesin Pengecoran Alumunium Dan Injection Molding Mesin Pencetakan Atau Pembentukan Material TermoplastikSelamet SantosoBelum ada peringkat
- Makalah Injection MoldingDokumen9 halamanMakalah Injection MoldingRifky ZaidaniBelum ada peringkat
- Injection MoldingDokumen11 halamanInjection MoldingMuhammad Rizqi StoryBelum ada peringkat
- Pemeliharaan Mesin Injeksi MoldingDokumen23 halamanPemeliharaan Mesin Injeksi MoldingRofi Achmad Fahresa100% (3)
- Rangkuman Proses PolimerDokumen11 halamanRangkuman Proses PolimerAnnisa RakhmaBelum ada peringkat
- FABRIKASI POLIMER (Blow Molding)Dokumen12 halamanFABRIKASI POLIMER (Blow Molding)Ayu TitamaBelum ada peringkat
- Teknologi PolimerDokumen13 halamanTeknologi Polimertiara maheswariBelum ada peringkat
- Tugas 3 TegarDokumen23 halamanTugas 3 TegarTegar Kukuh Ahmad JulfikarBelum ada peringkat
- Teknik Pembuatan Material PolimerDokumen3 halamanTeknik Pembuatan Material PolimerTransmissia Noviska SucahyaBelum ada peringkat
- Types of Mould Plastic and Classifications MouldDokumen15 halamanTypes of Mould Plastic and Classifications MouldNazriBelum ada peringkat
- Pembuatan Botol PlastikDokumen8 halamanPembuatan Botol PlastikDino Saurus100% (1)
- BLOW MOLDING DAN METODE PEMBUATANNYADokumen9 halamanBLOW MOLDING DAN METODE PEMBUATANNYARifqi HafizhBelum ada peringkat
- AssemblingDokumen10 halamanAssemblingSansan JensandriBelum ada peringkat
- BAB V Kesimpulan Dan Saran PudoliDokumen3 halamanBAB V Kesimpulan Dan Saran PudoliEva MuzdalipahBelum ada peringkat
- Revisi Rps Teknik Pengelasan 1 Ok-2020Dokumen8 halamanRevisi Rps Teknik Pengelasan 1 Ok-2020anggerBelum ada peringkat
- Format Halaman PengesahanDokumen1 halamanFormat Halaman PengesahananggerBelum ada peringkat
- BISNIS PUPUKDokumen10 halamanBISNIS PUPUKanggerBelum ada peringkat
- Permohonan Pelatihan Pemipil JagungDokumen4 halamanPermohonan Pelatihan Pemipil JagunganggerBelum ada peringkat
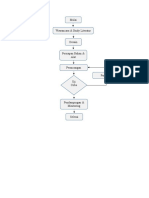
- Diagram AlirDokumen1 halamanDiagram AliranggerBelum ada peringkat
- Surat Undangan AbdimasDokumen2 halamanSurat Undangan AbdimasanggerBelum ada peringkat
- Permohonan PelatihanDokumen6 halamanPermohonan PelatihananggerBelum ada peringkat
- Bab IiiDokumen3 halamanBab IiianggerBelum ada peringkat
- Bubut LanjutDokumen32 halamanBubut LanjutanggerBelum ada peringkat
- 1.1 Handout Sejarah Pengendalian OtomatisDokumen7 halaman1.1 Handout Sejarah Pengendalian OtomatisWilan SchizophreniaBelum ada peringkat
- Materi VIII - MESIN PERKAKAS MESIN PERKAKASDokumen20 halamanMateri VIII - MESIN PERKAKAS MESIN PERKAKASanggerBelum ada peringkat
- Daftar Hadir WebinarDokumen3 halamanDaftar Hadir WebinaranggerBelum ada peringkat
- BISNIS PUPUKDokumen10 halamanBISNIS PUPUKanggerBelum ada peringkat
- Revisi LagiDokumen43 halamanRevisi LagianggerBelum ada peringkat
- Bubut LanjutDokumen32 halamanBubut LanjutanggerBelum ada peringkat
- 1.1 Handout Sejarah Pengendalian OtomatisDokumen7 halaman1.1 Handout Sejarah Pengendalian OtomatisWilan SchizophreniaBelum ada peringkat
- Materi CNC Bubut IIDokumen37 halamanMateri CNC Bubut IIanggerBelum ada peringkat
- Materi VIII - MESIN PERKAKAS MESIN PERKAKASDokumen20 halamanMateri VIII - MESIN PERKAKAS MESIN PERKAKASanggerBelum ada peringkat
- Materi CNC Bubut IIDokumen37 halamanMateri CNC Bubut IIanggerBelum ada peringkat
- Materi IX - MESIN BUBUTDokumen33 halamanMateri IX - MESIN BUBUTanggerBelum ada peringkat
- Materi IX - MESIN BUBUTDokumen33 halamanMateri IX - MESIN BUBUTanggerBelum ada peringkat
- Kuliah Ke 2Dokumen28 halamanKuliah Ke 2anggerBelum ada peringkat
- Kuliah 4Dokumen16 halamanKuliah 4Saverianus JakBelum ada peringkat
- HISTORY FRAIS MACHINEDokumen61 halamanHISTORY FRAIS MACHINEanggerBelum ada peringkat
- Kuliah AwalDokumen71 halamanKuliah AwalSaverianus JakBelum ada peringkat
- Pertemuan 3 Dan 4Dokumen115 halamanPertemuan 3 Dan 4anggerBelum ada peringkat
- Kuliah Ke 3Dokumen25 halamanKuliah Ke 3anggerBelum ada peringkat
- Pertemuan 1 Dan 2Dokumen56 halamanPertemuan 1 Dan 2anggerBelum ada peringkat
- Rps Praktikum Proses Manufaktur 2 OkDokumen9 halamanRps Praktikum Proses Manufaktur 2 OkanggerBelum ada peringkat